делаем станок для гибки листового металла
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ.
 Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
 Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
 youtube.com/embed/tmC0bDp_i3g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/tmC0bDp_i3g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Станок для гибки листового металла своими руками
Как сделать станок для гибки листового металла своими руками. Подробное описание процесса и чертежи гибочного станка.
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
своими руками, как сделать, чертежи кромкогиба
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые.
 Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
 Проварить необходимо и с лица, и с изнанки.
Проварить необходимо и с лица, и с изнанки. youtube.com/embed/2SFUmL_RM08″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/2SFUmL_RM08″ allowfullscreen=»allowfullscreen»/>
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет.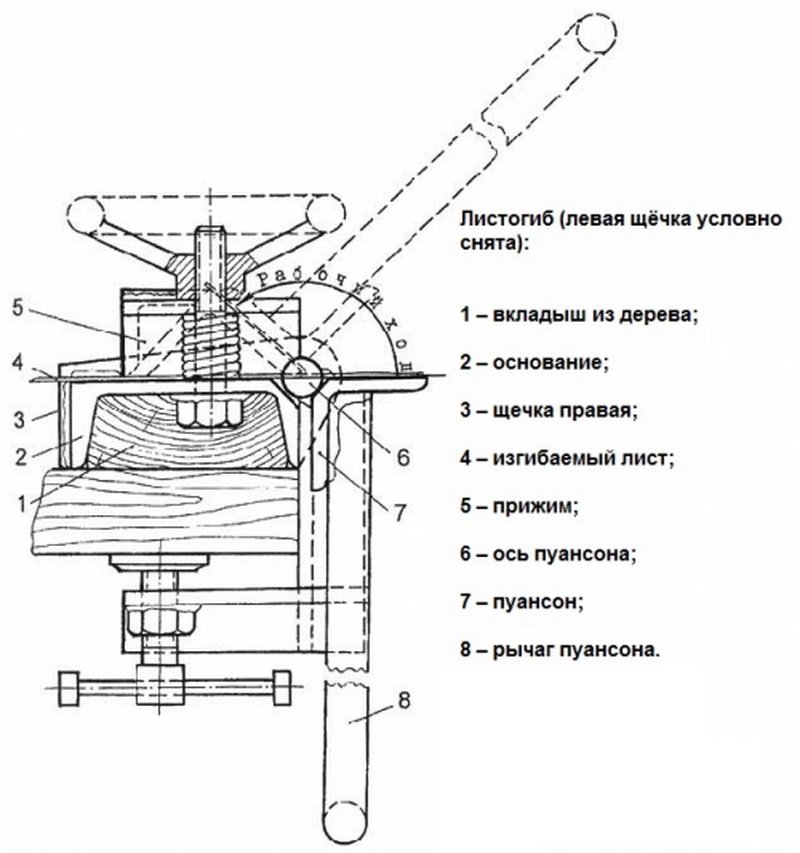 В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
 Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
Не должно быть свисающих частей, незастёгнутых молний или пуговиц.Таким образом, своими руками можно легко сделать листогиб.
Оцените статью: Поделитесь с друзьями!
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
К содержанию ↑
Пошаговая инструкция по изготовлению листогиба своими руками
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
А так выглядит результат работы станка:
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Чертежи прилагаются.
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Как согнуть листовой металл своими руками?
Листовой металл отличается высоким спросом в разных сферах строительства, промышленности и находит свое применение также и в быту. Купить металлический лист по выгодным ценам – еще не все, поскольку для дальнейшего использования нередко требуется дополнительная обработка, а именно изгиб.
Общая информация
Рассматривается вариант с нарезкой листового металла и последующей сваркой полос, что позволяет получить конструкции под нужным углом, однако такой метод не распространен, поскольку в местах соединений металл нередко подвергается коррозии.
Поэтому наилучший способ – это деформация холодным методом, которую можно без особых усилий выполнить в домашних условиях.
Однако следует обратить внимание, что легко гнется металл, изготовленный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания более трудоемкий.
Технологии сгибания металла
Различают несколько технологий гибки листового металла, выбор которых зависит от конкретных задач использования материала:
- радиусная;
- одноугловая;
- многоугловая;
- П-образная.
Для гибки металла, в зависимости от технологии, требуется различное оборудование, преимущественно общего пользования. А если проявить смекалку, то можно смастерить целый станок для сгибания металла.
Разные варианты гибки металла в домашних условиях
Если необходимо согнуть металлическую полосу небольшой ширины, необходимо применить тиски и молоток. Этот метод подходит для получения одноуглового и П-образного изгиба. Полоса зажимается в тисках, а затем резиновым или деревянным молотком гнется и получается прямой уголок, после чего она снова зажимается в тисках, но уже с бруском и при помощи молотка получается П-образный изгиб.
Полоса зажимается в тисках, а затем резиновым или деревянным молотком гнется и получается прямой уголок, после чего она снова зажимается в тисках, но уже с бруском и при помощи молотка получается П-образный изгиб.
Если же требуется согнуть лист большой ширины, подойдет деревянный брусок, к которому лист закрепляется струбцинами, а далее при помощи плоскогубцев и молотка гнется по всей длине. В результате получается прямой угол.
Для радиусного изгиба используется болванка, старая труба, к которой привариваются с двух торцов трубки, внутрь которых вставляют лом. Затем болванка кладется на край металлического листа, который на нее накручивают, при помощи лома. Шов полученной радиусной заготовки обрабатывается сваркой.
Радиусному изгибу легче поддается листовой металл, полученный горячекатным способом, а для углового брать стоит листы, изготовленные холодным прокатом.
Этапы гибки металла
Чтобы получить необходимый профиль или трубу из листового металла, необходимо выполнять работы в несколько этапов:
- Определение необходимой полосы листа и обрезание остатка.
- Очистка поверхности от стружки, мусора, пыли, грязи.
- Разметка поверхности листа.
- Выполнение изгиба при помощи специальных инструментов.

Дата публикации:
Поделиться с друзьями:
Другие обзоры
Как самостоятельно собрать станок гибочный для арматуры
В ходе строительных или хозяйственных работ может потребоваться станок для гибки арматуры. Это приспособление широко применяется в металлопрокате. Приобретение гибочной установки потребует немало денежных средств, что не каждому человеку по карману. Поэтому был придуман ручной самодельный вариант такого устройства для арматурного материала.
Кроме того, изготовлением гибочного устройства, созданным собственноручно, интересуются многие строители, работающие с небольшим количеством металлической арматуры.
Систематизация арматуры
В нашем государстве выпуск арматурного материала контролируется ГОСТ 52544-2006. В соответствии с данным стандартом, арматурой называется металлический прут с определенным сечением, который имеет гладкую поверхность либо профиль. Поперечник профиля варьируется от 4 до 80 мм, а длина может достигать 12 метров.
Строительная арматура применяется для упрочнения железобетонных плит и устройств, требующих наличие металлического прутка.
Арматурному пруту присваивают 6 категорий:
- А1. Эта разновидность прута имеет сечение от 4 до 40 мм. Используется в строительстве в качестве связующего элемента.
- А2. Прутик имеет периодический профиль. Поперечник от 10 до 80 мм.
- А3. Инструмент строительства обладает рифленостью. Диаметр варьируется в значении 6-40 мм. Наиболее востребованная категория и широко применяется в строительном секторе при возведении зданий и сооружений.
- А4. Группа ограничена в зоне применения, так как имеет сечение 10-32 мм. Как правило, используется для работ по сварке.
- А5. Группа повышенной устойчивости. Поверхностный слой – рифленый, а поперечник прутка составляет 6-40 мм. Используют в основном в качестве несущих элементов конструкции.
- А6. Категория рабочих прутков. К этой группе металлических материалов подходит любая сварка. Основная область использования – строительство высотных и объемных зданий.
 Как правило, используется для работ по сварке.
Как правило, используется для работ по сварке.Принцип гибки
Сгибание арматуры – деформация металлического прута под контролем, вследствие чего изменяется ось заготовки. Для больших объемов изготовления используются специальные механические гибочные станки для металлической арматуры, имеющие высокий уровень производительности. Но в бытовых условиях использование подобного оборудования нецелесообразно, поэтому для дома лучше сделать свой инструмент, то есть арматурогиб своими руками.
Порядок работы гибочного станка для арматуры:
- фиксация металлического материала;
- определение точки сгиба. Эта область должна располагаться на опорном ролике.
- искривление прута.
 Эта область должна располагаться на опорном ролике.
Эта область должна располагаться на опорном ролике.При сгибании металлических прутьев, применяемых для армирования, необходимо знать, как осуществлять процесс гибки, чтобы инструмент строительства не утратил свою прочность.
Основные ошибки, допускаемые при сгибании металлических армированных прутов:
- заостренный угол изгиба.
- в области сгиба делается надрез с помощью болгарки;
- нагревание участка сгиба.
Агрегаты и устройства для гибки арматуры
Строительные технологии постоянно совершенствуются, а с ними и методы обрабатывания металлических поверхностей. Практически все устройства работают одинаково. Существенное различие моделей кроется в конструкционных особенностях и допустимым поперечником сгибаемого прутка.
Каждый гибочный станок, включая самопальный станок для гибки армированного прута, строится по следующему правилу: металлический прут устанавливается между основным и упорным валом, а посредством гибочного ролика — пруток подвергается деформациям под нужным углом. Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Схема подвижной части
Схема неподвижной части
Устройства, предназначенные для сгибания металлического прутка, включая самодельные образцы, подразделяются на два типа – механизированные и ручные станки для гиба арматуры.
Основой «механических» станков служит диск вращения, на котором крепятся пальцы (основной и упорный). Между этими рабочими органами существует свободная область, в которую помещается сгибаемый прут. Он упирается в ролик, который крепко закреплен на корпусе установки. При вращательном движении диска палец изгиба оказывает давление на армированный материал и сгибает его вокруг центрального ролика.
В зависимости от назначения гибочный станок для арматуры группируют следующие виды:
- Легкая категория. Изгиб прутков поперечником от 3 до 20 мм.
- Тяжелая группа. Сечение возделываемых прутков 20-40 мм.
- Сверхтяжелая. Используется инструмент строительства сечением 40-90 мм.
 Сечение возделываемых прутков 20-40 мм.
Сечение возделываемых прутков 20-40 мм.Если возникает потребность изгиба металлического прута под разными угловыми точками, то оптимальным вариантом выбора оборудования будут служить гидравлические устройства. Этот универсальный станок для гибки арматуры позволяет создавать изгиб прута без дефектов. Допустимый угол сгиба подобного оборудования достигает 180 градусов.
На рынке современного оборудования представлен огромный ассортимент гибочных станков для арматуры, включая образцы переносного типа. Данные приспособления для гибки элементарны в эксплуатации, доступны в цене. Гнутье металлического прута можно осуществлять как посредством специализированного оборудования, так и используя стандартный трубогиб, который монтируется на слесарных столах.
Подобные устройства легко создаются своими руками дома. Однако они имеют некоторые ограничения. Устройства не обладают высокой производительностью и предназначены для прутьев не более 15 мм. Они в основном применяются в малоэтажном частном строительстве.
Они в основном применяются в малоэтажном частном строительстве.
Выбирая гибщик арматуры, необходимо опираться на два главных аспекта – это допустимый диаметр сгибаемого прута и производительность установки.
Гибочный станок собственного производства
Конструкция подобных установок обладает элементарностью. Поэтому создание подобного оборудования своими руками не считается сложной. Перед изготовлением настоятельно рекомендуется изучить чертежи готовых приспособлений для сгиба арматуры.
Базовым элементом станка считается несущая металлическая опора. К ней посредством сварки крепится уголок либо прут круглого сечения. Если в планах работ предусматривается сгиб толстых металлический прутков (6 — 12 мм), то опорные ножки станины должны намертво быть закреплены на полу.
Если предусматривается создать переносной станок для гибки арматуры, то конструктивные составляющие гибочного станка устанавливаются надежно на массивной плите, которая также должна быть хорошо зафиксирована. Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Еще один вариант самодельного устройства
Второстепенным элементом конструкции при создании гибочного оборудования считается поворотная площадка. К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
Важно знать, что в строительстве следует уделять особое внимание процессу сваривания изделий. От этой операции очень многое зависит, в том числе и качественные характеристики конструкции. В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках. По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
Гибочное устройство из швеллера
Подобная установка для сгибания арматуры своими руками немного отличается от других станков и принцип ее действия несколько иной. Чтобы зафиксировать арматурную деталь, в системе ставится упорный механизм и металлическое звено, выступающее в роли основного штифта. Далее устанавливается подвижный компонент системы с добавлением специального рычага и осью загиба. Поворотный механизм позволяет сгибать поверхность прутка на нужный угол вокруг металлического фиксатора, помещенного в центре. Конструкция подобной модели станка с легкостью сгибает арматурные детали с большим сечением.
Загибочный механизм арматуры своими руками из швеллера создается быстро, достаточно 2-3 часов свободного времени. Эксплуатация приспособления значительно проще, чем сгибание прутка посредством тисков. Рассмотрим распространенный вариант реализации станка.
На землю устанавливаются 2 металлических опорных основания. К ним посредством сварки присоединяется метровый швеллер. К верхнему участку швеллера крепятся 2 уголка. Это требуется для упора арматуры. Рычагом в конструкции являются две металлические трубы, сваренные между собой под углом в 90 градусов. На звено, расположенное горизонтально, устанавливается удлиняющее устройство. Вертикальный участок остается неизменным, он применяется для прохождения оси. В результате — действие рычага усиливается, поэтому к нему приваривается уголок для фиксации заготовки.
Стоит отметить, что уровень уголка и верхний участок станины должны соответствовать. Для создания оси используется прут сечением 30 мм. Чтобы избежать проворачивания оси гнутьем, нижняя зона осевого прута должна иметь квадратную форму. Проем аналогичной формы вырезается и в швеллере.
Полезные отличия перед заводскими аналогами
Устройства для гибки арматуры своими руками обладают рядом достоинств перед стационарными агрегатами заводского происхождения. Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Получается, что затратив несколько часов на станок для арматуры, создается элементарный, но результативный инструмент для домашнего мастера. Используя самодельный станок можно создать требуемый угол изгиба, что дает преимущество даже над механическим образцом установки.
Как построить из металла
Через сварочную маску мир становится тусклым. Несколько минут назад раздвижная дверь металлического магазина Ника Уикса за пределами Портленда, штат Мэн, была распахнута настежь. Солнце пробивалось сквозь небольшой дождь. Но теперь, когда у меня в руке был сварщик MIG, и моя маска была спущена, все, что я мог видеть, это контуры двух кусков труб из мягкой стали.
Уикс помогал мне построить багажник на крышу для моего Jeep Wrangler — то, что он согласился сделать, несмотря на то, что я ничего не знал о кузнечном деле.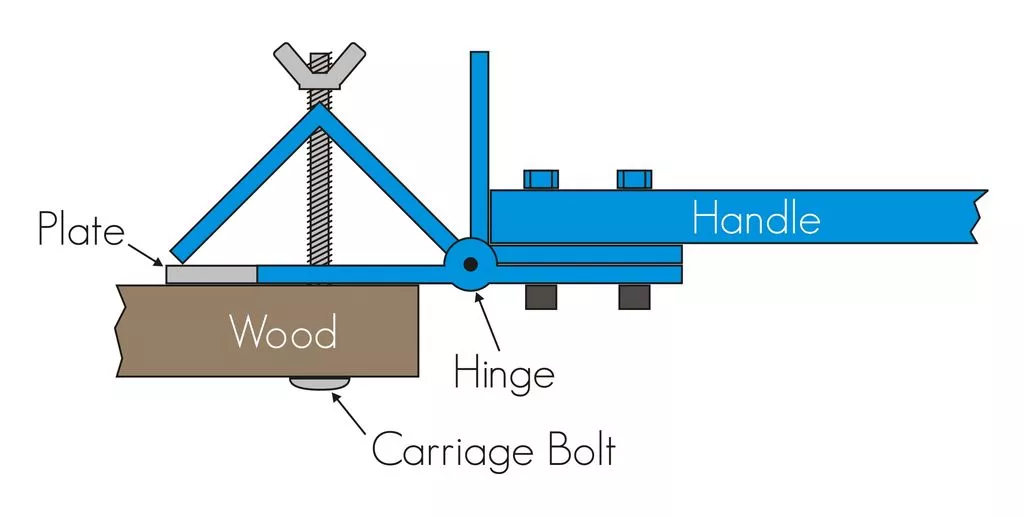 (Например, я назвал это кузнечным делом, что, как оказалось, относится только к работе, выполняемой в кузнице.) После беглого обзора он вручил мне факел — инструмент, который создает дугу, горящую под тысячами градусов. Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
(Например, я назвал это кузнечным делом, что, как оказалось, относится только к работе, выполняемой в кузнице.) После беглого обзора он вручил мне факел — инструмент, который создает дугу, горящую под тысячами градусов. Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
Я пробовал, но меня гораздо больше беспокоило то, что сказал мне Уикс: «Яркость сварочного аппарата может вызвать солнечный ожог в глазах», — сказал он. «Сегодня ты можешь чувствовать себя нормально, но завтра ты проснешься и ничего не увидишь.Это было прямо перед тем, как он вручил мне маску и предупредил, чтобы я ничего не делал, пока его собственная не была на месте. Я нажал на курок факела.
Несколькими годами ранее я использовал джип, чтобы взять трех друзей в поход в национальный парк Акадия в штате Мэн. В Wrangler было с трудом уместить четырех взрослых людей и походное снаряжение. Это был не первый раз, когда я столкнулся с ограниченной грузоподъемностью джипа, но именно в этот момент я решил, что что-то нужно делать.
Основные сведения о металлообрабатывающем инструменте
Быстросменная отрезная пила, 14 дюймов
DEWALT
амазонка.ком
257,99 долл. США
Станок для гибки выхлопных труб и стальных труб
Happybuy
amazon.com
Handler 140 MIG Welder
Хобарт
amazon.com
674,65 $
Угловая шлифовальная машина в алюминиевом корпусе
Я живу в Нью-Йорке.Иметь здесь машину — это хлопот — парковка на улице, звон, движение — но она выполняет очень важную функцию: сбежать. Иногда нужно иметь возможность собрать друзей и куда-нибудь поехать. В любом месте. С космосом, деревьями, звездами и пивом, которое стоит меньше 8 долларов. Мой джип должен был выполнить эту задачу за меня, независимо от того, сколько оборудования и багажа мы взяли с собой.
Я искал багажник на крышу. Часто вы покупаете две части: раму, которая крепится к кузову джипа, и корзину, которая крепится к раме.(Эта вторая часть не нужна, если вас больше интересуют лыжи или байдарки, но для многоцелевого использования, которое я имел в виду, это было обязательным требованием.) Проблема заключалась в том, что мой конкретный джип — длинная колесная база, две двери — производился всего за три года. Вариантов было немного и дорого.
Итак, я позвонил Уикс. Он предложил купить раму, если я смогу найти ее дешево, потому что уровень точности, необходимый для идеального сочетания нестандартной рамы с точками крепления корпуса Wrangler, вероятно (хорошо, определенно) превышал то, что я мог произвести.Но то, что мы могли сделать, сказал он, — это построить корзину при условии, что мы найдем дизайн, который поставит под угрозу мои функциональные требования и мой уровень навыков.
Мне нужно было что-то, что занимало бы как можно больше места на крыше, имело достаточно высокие борта для крепления груза и могло бы быть легко снято, если бы я хотел снять складной верх с джипа. Это дало нам стойку из стальных труб размером 54 на 70 дюймов, прямоугольную с закругленными углами, верхние перила поддерживались балясинами высотой в четыре дюйма.
Пол стеллажа будет сделан из плоского материала, на который будет легче загружать груз, чем на круглые трубы.В рамках проекта я совершил экскурсию по цеху по металлу — резка, гибка, сварка и даже ковка. Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
К тому времени, когда я добрался до штата Мэн, чтобы начать сборку, Уикс нарисовал полную схему на листе оргалита на рабочем столе магазина. Первым делом нужно было обрезать трубку и плоскую заготовку до нужного размера. Резка была единственной техникой, которой научил меня Уикс, с которой я уже был знаком по своему опыту в мастерской по дереву.Я измерял, размечал и пил так же, как делал бы пиломатериалы на торцовочной пиле.
По мере того, как я отрезал куски по длине, я выкладывал их на план проекта ДВП. Один за другим я закрашивал рисунок Уикса — верхний рельс, нижний рельс, крестовины. Внутри его линий умещается все, кроме углов. Те еще пришлось согнуть. Каждый угловой элемент нуждался в плавном изгибе под углом 90 градусов. Это казалось достаточно простым. Затем я узнал, что изогнутые слишком сильно или слишком сильно трубки могут разрушиться.
Уикс научил меня избегать этой проблемы с помощью кузнечного принципа: кузнецы не изгибают, скажем, кусок кованого железа, снова и снова молотя в одном месте.Они наносят удары по всей поверхности, медленно приобретая нужную форму. Это было слишком сложно для меня, поэтому мы сделали аналог с простым гидравлическим гибочным станком.
Несмотря на это, мне все же удалось согнуть одну деталь значительно больше, чем на 90 градусов. «Есть ли способ спасти это?» Я спросил. Уикс поднял его, чтобы оценить, насколько сильно я упустил угол. «Да, я так думаю, — сказал он.
«Что мы делаем?» Я спросил.
«Ударь его о что-нибудь твердое», — сказал он, вставляя его в тиски.Он схватил один из своих кузнечных молотов и ударил его до 90.
Это никогда бы не сработало по дереву.
На следующий день, зажег свою кузницу, Уикс сказал мне, что думает, что мы можем сделать наши собственные барашковые гайки. «У меня есть эти маленькие кусочки стального стержня», — сказал он. «Мы собираемся сгладить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, — кронштейны, которые мы также разрезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, — сказал он, — и вы все еще можете увидеть его, когда металл светится».
В 16-тонном гидравлическом трубогибе Harbour Freight для тяжелых условий эксплуатации используется домкрат для сгибания заготовок. Это недорого, но очень эффективно, если вы будете осторожны. Вот как мы с Уиксом адаптировали технику кузнечного дела для получения плавных изгибов без разрушения трубок.
Как сгибать металлические трубки
Отметьте на трубке центральную точку изгиба.Добавьте отметки в обоих направлениях — по одному дюйму на отметку не менее двух дюймов.
Вставьте трубку так, чтобы метка центра совпала с центром домкрата. Убедитесь, что штифты над домкратом, на которые труба прижимается при изгибе, расположены на большом расстоянии. Проверните домкрат до тех пор, пока не начнет формироваться изгиб.
Опустите домкрат и сдвиньте трубку в сторону, совместив ее с первой отметкой.Поднимите домкрат, углубив изгиб.
Повторить на той же отметке на противоположной стороне. Двигайтесь наружу, чередуя стороны, а затем снова войдите. Остановитесь, когда дойдете до желаемого поворота.
Я бы сказал, что самая сложная часть кузнечного дела — это развитие координации, чтобы перемещать все с помощью набора щипцов, но в кузнечном деле есть много самых сложных частей. Я едва мог нанести точный удар молотком, когда мои руки были свежими.После нескольких колебаний они потеряли надежду. Понимание различных углов наковальни и того, как использовать их в своих интересах, было на удивление тонким. Так вспомнил, что металл горячий. Не раз я пытался поднять расплавленную сталь с земли голыми руками.
Но потом: я сам сделал барашковые гайки. Работая в столярной мастерской, вы никогда не думаете, что сделаете свои собственные гвозди или шурупы. В металлическом цехе каждая деталь конструкции зависит от вас. Это пугает, как я и представлял, но в то же время — настоящий мастерский опыт.
В темноте сварочной маски все было черным, кроме мерцающего света дуги на конце горелки. Маска, которую одолжил мне Уикс, тусклая, когда фонарь выключен, но становится почти непрозрачной, когда чувствует свет, как самые темные линзы Transitions в мире. Даже немного света — это все, что я создавал с помощью фонарика. Я был неправильно расположен, а воздушный зазор был слишком большим для образования сильной дуги. Он шипел и шипел, как при коротком замыкании. Уикс крикнул мне, чтобы я подошел ближе.Я принес фонарь и поправил угол.
Внезапно, когда все было на месте, дуга усилилась и стала устойчивой, гудя, как линия электропередачи. Он светился достаточно ярко, чтобы осветить заготовку. Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарик и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе — особенно по сравнению с одним из сварных швов Уикса, который выглядел как давно заживший шов из рубцовой ткани.
Готовый стеллаж.
Грета Рыбус
Мы вдвоем сварили всю корзину. Затем мы снова обработали сварные швы, опиливая их угловой шлифовальной машиной, чтобы подготовить их к покраске. Когда мы закончили, пока Уикс убирал, я приподнял одну сторону стойки, чтобы проверить вес. Трудно было поверить, что то, что я помогал резать, гнуть и сваривать, не расколется при малейшем напряжении. Но это выдержало. Последней работой было покрасить стойку черной краской.
Уикс сказал мне, что ненавидит живопись, но после нескольких дней резки стали, гибки стали, перегрева и сплющивания стали, а также плавления стали, я ожидал, что покраска будет самой легкой задачей.
Уикс был прав. Покраска стали — отстой. Смешивание краски требует терпения. Капает. Это грязно. Не сохнет достаточно быстро. А потом тебе нужно сделать еще одно пальто.
Это было все, о чем я мог думать, пока не понял, что это тот же список, который я пробегал в своей голове о стали всего несколько дней назад. Будь то дерево или сталь, краска или лак — вы понимаете, как работать с материалами, которые вам нужны, чтобы делать то, что вы хотите. Это самый надежный способ получить именно то, что вам нужно.
Эта статья появилась в июньском выпуске журнала Popular Mechanics за 2019 год. Вы можете подписаться здесь.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Гибочная труба без гибочного станка — самодельный стиль «сделай сам»!
Силачи цирка XIX века гнули сталь голыми руками, чтобы продемонстрировать свою удивительную силу — но вам не нужно быть одетым в купальник с леопардовым принтом, чтобы выполнять простые домашние дела по дому.Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам понадобится согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Знакомство с металлами
Есть некоторые ограничения для гибки металлов без использования станка. Естественно, у людей есть свои пределы, и вы, вероятно, сможете гнуть только более мягкие металлы. И алюминий, и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но со сплавами, такими как нержавеющая сталь, ситуация станет значительно сложнее.Еще одна вещь, о которой следует помнить, — это тип изгиба, которого вы добьетесь. Более мягкие металлы будут иметь U-образный изгиб, а более твердые — больше похожи на «V».
Инструменты для гибки
Голые руки
Если вам нужен грубый изгиб трубы и ограниченные ресурсы, вы можете просто использовать ее голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки.Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие. Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Кредит изображения: flickr.com
Паяльная лампа
Один из наиболее распространенных способов гибки труб без использования машины — это использование паяльной лампы.Сильный жар концентрируется на той области, которую вы хотите согнуть, что делает ее податливой. Существует несколько способов использования тепла для сгибания труб, которые мы описываем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где хотите согнуться. Также неплохо создать шаблон изгиба и измерять трубу относительно него по ходу движения. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания крупномасштабных шаблонов.
Тиски
Закрепите трубку в тисках, чтобы она не двигалась.Убедитесь, что по обе стороны от области, которую вы хотите согнуть, достаточно места, чтобы вы могли хорошо удерживать ее при сгибании. С помощью паяльной лампы постоянно нагревайте то место, которое вы хотите согнуть. Не забывайте нагревать всю поверхность, а не только одну сторону трубы, так как это поможет ей равномерно изгибаться. Когда труба раскалится докрасна, осторожно начинайте ее гнуть. Вы можете делать это руками, но наденьте толстые перчатки, так как труба будет очень горячей. Если у вас возникли проблемы с рычагом, попробуйте использовать гаечный ключ.Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно сгибать трубу, привяжите кого-нибудь еще, чтобы помочь. Иногда бывает проще, если один человек нагревает трубу, а другой гнет.
Связанный: Как гнуть трубу с помощью трубогиба
Пружины изгиба
Пружины гибки — это простые инструменты, которые предотвращают перегиб труб при изгибе. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева.Он поддерживает трубу, когда она изогнута, чтобы она не разрушилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Наружные пружины обычно используются для труб меньшего диаметра, а внутренние пружины — для труб большего диаметра. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами. Поэтому, если вы изгибаете трубы более чем одного размера, вам придется покупать пружины разных размеров.
Песок
Вы не поверите, но песок — бесценный материал для обеспечения равномерного изгиба. Заблокируйте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте место изгиба. Когда он станет докрасна, аккуратно согните его вручную.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться при этом.Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, такие как использование защитных очков и толстых перчаток. Если вы обнаружите, что вашу трубу трудно гнуть, или если вы приступаете к крупномасштабному проекту, подумайте о приобретении трубогибочного станка.
папок или листогибочные прессы? Как выбрать
Итак, вы хотите купить новую металлообрабатывающую машину? Может быть, у вас уже есть листогибочный пресс или вы думаете добавить еще один, но действительно ли другой листогибочный пресс — ваш лучший выбор?
VS
Когда дело доходит до гибки, многие производители просто покупают листогибочные прессы .Гидравлический листогибочный пресс может стать отличным вариантом для любого магазина, поскольку эти машины известны своей мощностью и универсальностью. Листогибочные прессы, как правило, легко настроить на несколько быстрых изгибов, но фальцевальные машины для металла становятся все более популярными среди производителей, поскольку их возможности и производительность с годами увеличились, а в некоторых задачах они просто лучше подходят для работы.
Итак, что такое папка?
Для начала предположим, что вы уже знаете, что такое листогибочный пресс и как он работает при формовке листового металла.Но если вам нужна помощь, вы можете прочитать эту статью, в которой подробно рассматриваются листогибочные прессы. Понимание этого процесса (листогибочные прессы) значительно упрощает понимание преимуществ и преимуществ папки.
Папка может называться разными именами. Иногда их просто называют «тормозом», имея в виду процесс «торможения» металла (обратите внимание, что правильное написание этого процесса — B-R-A-K-E, , а не B-R-E-A-K , как можно легко предположить). В других случаях используется термин «листовой тормоз», который относится к зажимной «створке» и поворотной «створке».”
Папка — это машина, которая позволяет листу материала лежать на столе в задней части машины, при этом только фланец (или изгибаемый материал) выступает через переднюю часть машины между верхней прижимной балкой и самим столом. и подвижная «поворотная» балка. Затем материал зажимается на месте так, чтобы небольшой процент его выступал за пределы стола, и поворотная балка «складывает» материал под желаемым углом
Другие разновидности папки часто называют тормозом коробки и панорамирования.Важно знать разницу между этими двумя вариантами гибочной машины, поскольку в одном используется прямая, несъемная зажимная балка, а в другом — инструменты на зажимной балке, которые позволяют формировать материал с боковыми фланцами, как показано здесь:
Типы фальцевальных машин
Фальцевальные машины могут приводиться в действие различными способами.
- Руководство : Ручные машины очень популярны в кровельной промышленности, где отстойники, желоба и другие очень тонкие металлы обычно используются в 16 GA (1/16 дюйма или 0.0625 ”) и меньшей емкости. Эти ручные машины можно легко доставить на удаленные рабочие места, чтобы «тормозить» форму прямо на месте и по мере необходимости (как показано здесь).
- Гидравлические: Гидравлические гибочные станки обеспечивают дополнительную мощность для более длинных гибов и для более толстых материалов. Несмотря на то, что они все еще управляются и настраиваются вручную, добавление гидравлики позволяет увеличить изгибающие усилия. Эти системы, как правило, не переносятся и устанавливаются на фабриках. Эти папки обычно позволяют сгибать материалы толщиной до 1/4 дюйма.
- CNC : Как и многие другие процессы, использующие компьютерное управление, фальцовка с ЧПУ быстро становится самой популярной формой этих машин. С контроллером ЧПУ добавление калибровки становится возможным, и, таким образом, можно получить несколько изгибов и углов за одну установку. Эти системы также представляют собой заводские машины, обычно требующие трехфазного питания
Как выбрать подходящий станок для вашего приложения
Если ваши детали имеют такие названия, как «панель», «крышка», «дверь» или «поддон», то, скорее всего, вам подойдет папка.Папки лучше подходят для изготовления панелей, кастрюль и дверей, чем листогибочный пресс. Если на вашем производстве изготавливаются детали из тонкого материала, большой длины (10’-12 ’), широкой (4’-6’) и с короткими фланцами, то они очень хорошо подходят для фальцевальной машины. С материалом будет легче обращаться и манипулировать, поскольку он остается ровным на станине и измерительной поверхности и выдвигается вперед только на величину, необходимую для сгибания
Подставка для папок удерживает материал ровным при изгибе.Длинный листовой металл не будет перемещаться по направлению к лицу оператора, для этого не потребуется двух операторов (или подъемных устройств), а также риск того, что он просто согнет его под собственным весом. В результате сгибание больших кусков тонкого материала в папке становится более удобным.
Давайте разберемся с основными плюсами и минусами каждого процесса:
Преимущества папки:
- Полные листы поддерживаются на рабочем столе
- Любая неточность в общем размере листа скрыта в первом сгибе / сгибе
- Нет смены инструментов для поворотно-поворотного тормоза
- Ограниченные изменения инструмента, необходимые для формовки коробчатого тормоза
- Можно формировать очень маленькие фланцы
- Для операций «подгибки» не требуется смена инструмента
- Большинство форм можно создавать на папках без дополнительных дорогостоящих инструментов
- Непрерывная гибка от радиуса к углу без перерыва
- Может управляться одним человеком даже при производстве более крупных компонентов
- Утомляемость оператора снижается, поскольку материал ровно лежит на станине машины.
- Пружинная спинка легко управляется на фальцевальной машине.
Недостатки папки
- Толщина материала обычно ограничивается ¼ дюйма или меньше.
- Обратный изгиб ограничен (изгибы, требующие переворачивания материала в процессе формования)
- Боковые фланцы ограничены (ограничены открытой высотой и длиной инструмента)
Преимущества листогибочного пресса
- Универсальность: сгибание любой толщины и материала (в пределах физических ограничений тормозов), включая сложные детали, такие как шасси / кронштейны электронного оборудования.
- Боковые фланцы и обратные отводы легко адаптируются.
- Меньшая начальная стоимость
- Знакомство с отраслью
Недостаток листогибочного пресса
- Погрузочно-разгрузочные работы: трудности с транспортировкой больших листов
- Оснастка: требуется нижняя и верхняя оснастка
- Длина фланца должна проходить через матрицу в течение всей операции гибки, ограничивая размер фланца
- Пружина — это более сложная задача, которую нужно компенсировать.
К популярным производителям папок относятся Baileigh, Roper Whitney, RAS Systems, Cidan Machinery, Schechtl, Schröder, Fasti and Jorns.
Резюме
Если вы делаете панели, лотки, крышки и другие детали, которые обычно имеют короткие фланцы на широких или длинных участках, и используете тонкий материал, вы, вероятно, отличный кандидат на фальцевальную машину вместо гибочного пресса. Если ваши детали небольшие и требуют сложных изгибов, с которыми может легко справиться один оператор, вам лучше использовать листогибочный пресс.В любом случае, в Southern Fab мы можем помочь вам сделать правильный выбор с учетом ваших потребностей и бюджета. Позвоните нам сегодня по телефону 813-444-4555 или посетите нас в Интернете по адресу www.s Southernfabsales.com.
Небезопасное действие во время процесса гибки излома листового металла
Листогибочный пресс — один из популярных станков, используемых для гибки листового металла, включая нижнюю гибку и гибку на воздухе. Заготовка зажимается между пуансоном и матрицей для создания заданного изгиба. Эти тормоза из листового металла известны своей универсальностью, простотой использования, минимальным обслуживанием, долговечностью и надежностью.Однако с инструментом необходимо обращаться осторожно, так как халатность приводит к непредвиденным несчастным случаям и травмам людей. Таким образом, этот пост призван познакомить вас с некоторыми потенциальными опасностями, связанными с листогибочными прессами, и решениями для защиты от этих опасностей.
6 Распространенных опасностей, связанных с выпечкой на прессе
Ниже перечислены наиболее часто встречающиеся опасности, возникающие при работе листогибочного пресса.
Опасность: защемление частей тела
Пример: во время операций гибки есть вероятность, что рука оператора может застрять между заготовкой и суппортом.
Опасность: электрическая
Пример: Если выключатели, провода и вилки находятся в плохом рабочем состоянии, сотрудники могут подвергнуться поражению электрическим током, ударам электрическим током и ожогам.
Опасность: повреждение или потеря слуха
Пример: силовые прессы по своей природе шумны, и частое воздействие такого высокого уровня шума может вызвать повреждение слуха у операторов. Чтобы избежать этого, операторы могут использовать беруши промышленного класса или ограждать машину шумозащитными экранами.
Опасность: травма стопы
Пример: перерывы на пресс с ножными педалями могут привести к нескольким травмам стопы. Это также может произойти при использовании машины, когда вы стоите на скользкой или неровной поверхности. При работе с гибочными прессами для листового металла рекомендуется использовать одобренную защитную обувь.
Опасность: травмы острыми предметами
Пример: Это происходит при загрузке и разгрузке заготовок.
Опасность: переутомление в рабочее время
Пример: Часто операторам приходилось работать много часов, чтобы уложиться в сроки проекта. Это приводит к усталости и снижению концентрации. В это время могут произойти непредвиденные происшествия.
Чтобы избежать таких потенциальных опасностей и опасностей, можно строго соблюдать следующие правила техники безопасности:
- Регулярно проверяйте листогибочные прессы.Убедитесь, что соединение отсутствует, а все ограждения и другие защитные устройства находятся на своих местах.
- Убедитесь, что операторы прочитали инструкции по эксплуатации и технике безопасности и странным образом их соблюдают.
- При необходимости используйте подходящую ткань, обувь и другие защитные очки.
- В случае обнаружения каких-либо отклонений в работе, остановите машину и немедленно устраните проблему.
Следуйте современным процедурам уборки, чтобы убедиться, что зона вокруг листогибочных прессов свободна от опасностей скольжения и спотыкания.
Строгое следование рекомендациям, приведенным в сообщении, среди прочего, гарантирует безопасную работу и дает ожидаемые результаты.
Покупая пресс-паузы, вы должны серьезно относиться к качеству. Всегда предпочитаю покупать товар только у проверенных производителей и дистрибьюторов. Woodward Fab — одно из ведущих производителей в отрасли, предлагающее недорогие листогибочные прессы для безопасного формования коробок, правки, загибания кромок, отбортовки и гибки. Листогибочные прессы Woodward Fab имеют пневматический привод и могут двигаться в 10 раз быстрее, чем многие другие гидравлические прессы на рынке.Кроме того, тормоза можно легко остановить, открыв клапан и выпуская воздух. Это одна из функций безопасности, которая помогает свести к минимуму потенциальные опасности. Кроме того, у этих пневматических прессов очень мало подвижных частей. Это гарантирует бесперебойную работу и безопасную работу.
Связанные листы Листогибочные прессы Сообщения в блоге:
- Как обезопасить листогибочный пресс для предотвращения опасностей?
- Важные факторы, которые следует учитывать при покупке листогибочного пресса
- 5 причин использовать листогибочные прессы Woodward Fab
Гибка металла на месте | Новости металлического строительства
Автор Марк Робинс
Старший редактор
Опубликовано: 01 сентября, 2020
Основным преимуществом переносного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на строительной площадке.(Фото любезно предоставлено Van Mark Products Corp.)
Тормоз — это металлообрабатывающий станок, который сгибает листовой металл в точные углы и формы. Он формирует эти заданные изгибы, зажимая металл между верхним перфоратором и нижним штампом с клиновидным пазом, а затем прикладывая к нему вертикальное усилие. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба.
Листогибочный пресс
имеет множество опций и может быть отрегулирован для создания различных изгибов и углов.Тормоза могут быть небольшими ручными портативными устройствами для работы на стройплощадке или компьютеризированными гидравлическими машинами, подходящими для больших стальных листов, изготовленных в процессе производства. Эта статья посвящена переносным ручным тормозам для гибки металла на стройплощадках.
В металлической конструкции тормоза изгибают металлические детали, которые плотно прилегают к несущей конструкции. Переносной тормоз может работать практически в любом месте на стройплощадке — даже на задней двери грузовика — для множества производственных задач, от больших переходов системы отопления, вентиляции и кондиционирования воздуха до узкой кровли и материала размером до 4 дюймов.К другим областям применения относятся отливы, отделка, водостоки, колпачки, панели перекрытия и J-образные каналы.
Преимущество на месте
Основным преимуществом переносного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на строительной площадке. «Часто фактический размер необходимой металлической формы и то, что указано на чертеже, различаются, — говорит Гэри Вайнерт, директор по продажам и маркетингу Van Mark Products Corp., Фармингтон-Хиллз, Мичиган. Подрядчик может изготовить на заказ точные размеры, необходимые на месте, когда они необходимы.Если предварительно согнутый кусок металла не подходит к требуемой площади, необходимо заказать дополнительную предварительно согнутую деталь и либо забрать, либо доставить. Заказ предварительно согнутых деталей обычно стоит дороже, но это также может немного снизить трудозатраты. Это решения, которые в конечном итоге должны быть приняты мастером или владельцем компании, выполняющей установку, исходя из того, что лучше всего соответствует их потребностям ».
Вайнерт утверждает, что многие из его клиентов начинали с заводского тормоза и предварительно гнули всю свою обрезку перед тем, как отправиться на стройплощадку, или купили предварительно гнутые детали у поставщика металла.Многие из них ошибочно думали, что это их единственный выход, и у них оставалась большая вероятность ошибки. Хотя листогибочный пресс на месте не может полностью заменить заводской тормоз или поставщика предварительно изогнутых форм, он позволяет подрядчикам настраивать необходимые детали на месте.
«С денежной точки зрения стоимость [переносного] тормоза следует сравнивать с потенциальными потерями времени и трудозатрат при попытке бегать туда и обратно в магазин или к поставщику, чтобы изготовить детали правильного размера для завершения работа.Подрядчики обычно обнаруживают, что относительно небольшие вложения в тормоз по сравнению с потраченными деньгами на оплату труда, потерянным временем и невозможностью изготовить индивидуальные детали отделки, как правило, делают [портативный] тормоз разумным вложением средств ».
Тормоз MAX-I-MUM II позволяет производить гибку металла на месте и весит всего 133 фунта, что позволяет легко транспортировать его одним человеком. (Фото любезно предоставлено Tapco Tools)
Подготовка к гибке
Собирайте тормоз только в соответствии с инструкциями производителя; неправильная сборка может создать опасность.Из-за веса тормоза и стойки иногда требуется два человека для помощи при сборке и установке. Безопасно используйте переносной металлический тормоз только в чистой и хорошо освещенной рабочей зоне, где нет препятствий. Листовой металл бывает больших размеров, он острый и требует места для маневра. Переместите все, что находится на пути, чтобы работники не споткнулись об этом.
Проверяйте общее состояние тормоза перед каждым использованием. Убедитесь в отсутствии ослабленного крепления, перекоса или заедания движущихся частей, трещин или поломок, а также любых других условий, которые могут повлиять на его безопасную работу.
Установите тормоз на устойчивой поверхности, которая не может опрокинуться, например на верстаке, задней двери пикапа или опорах для ног, если они есть. Эта плоская устойчивая поверхность должна выдерживать вес металлического тормоза, изгибаемый металл и изгибающее усилие. Грузоподъемность тормоза и другие возможности продукта применимы только после того, как он будет правильно и полностью собран. Держите пальцы подальше от рамы и верхней прижимной пластины. Тормоз может быстро раздавить или ампутировать пальцы, руки или части тела.Всегда снимайте фаску и снимайте заусенцы с острых кромок листового металла перед гибкой, так как острые кромки на листе могут привести к серьезным порезам.
Операция гибки
После того, как тормоз будет готов и станет доступным плоский приклад или рулон металла, сделайте точную разметку на основе измерений участков, которые необходимо изгибать в первую очередь. Это сводит к минимуму необходимость обращаться с листовым металлом слишком много раз, вставляя и вынимая его из тормоза. Маркер для сухого стирания не оставит нежелательных следов, которые вы не сможете стереть с металла.Чтобы проверить точность маркировки, сделайте пробный изгиб детали из металлолома, чтобы не испортить хороший металлический лист. Как только разметка будет завершена и точна, сделайте все необходимые надрезы в листе металла. После того как изгибы сделаны — в большинстве случаев — сделать эти пропилы без повреждения металла практически невозможно.
Эти металлические панели были согнуты на месте, чтобы учесть стены, впадины и другие смещения. Над слуховыми окнами были сделаны все меньшие и большие панели для размещения конструкции.(Фото любезно предоставлено Albert’s Specialty Roofing)
Затем, используя размеры необходимых деталей, согните их из плоского или рулонного полотна. «Чтобы согнуть тормоз Van Mark, вы просто открываете тормоз, помещаете металл в зажимы тормоза, закрываете тормоз и изгибаете под нужным углом», — говорит Вайнерт. «Для нескольких углов просто повторяйте эти шаги, пока не получите металлические детали, изготовленные по индивидуальному заказу».
Может возникнуть необходимость отрегулировать положение верхней плиты пресса для размещения более толстого или более тонкого куска листового металла.Не затягивайте зажим, который удерживает металл слишком сильно, иначе металл может поцарапаться или повредиться. Установите ручку зажима с таким усилием, чтобы металл нельзя было сдвинуть вручную. Кроме того, зажимы могут изнашиваться, и их может потребовать замена. Их следует периодически снимать винтами и проверять. Если есть признаки износа, такие как царапины, сколы или просто общие изношенные участки, их следует заменить. Новые зажимы можно снова прикрепить к раме с помощью отвертки или небольшой ручной дрели.
После использования листогибочного пресса на месте протрите его зажимные пальцы, зажимное основание, гибочные блоки и другие внешние поверхности чистой тканью, чтобы удалить металлический мусор.Периодически смазывайте все движущиеся части и поверхность легким маслом. Закройте металлический тормоз, когда он не используется.
Ограничения на изгиб
Знайте ограничения вашего портативного тормоза на стройплощадке: длину и глубину горловины. Не превышайте максимальную ширину изгиба металлической ложи тормоза. «Тормоза Van Mark доступны в различных размерах от 2 футов в длину до 14 футов в длину и 6 дюймов в длину, при этом наиболее распространенный размер составляет 10 футов 6 дюймов в длину», — говорит Вайнерт. «Тормоза Van Mark доступны как с глубиной горловины 14 дюймов, так и с глубиной горловины 20 дюймов, чтобы удовлетворить потребности конечных пользователей.
Калибр и прочность на разрыв, а также металлическое покрытие, безусловно, влияют на изгибную способность тормоза ». Кроме того, не превышайте указанную грузоподъемность портативного тормоза и помните о динамической нагрузке. Внезапное движение груза может на короткое время вызвать перегрузку, что приведет к выходу продукта из строя.
Что касается ошибок, Вайнерт говорит, что самые большие ошибки, которые он видит при изгибе металла, — это когда используется металл, который не выдерживает нагрузки тормоза. «Обычно это не приводит к повреждению тормоза — если не игнорировать предупреждающие признаки повреждения — но приводит к тому, что металл не изгибается на один и тот же угол на протяжении всего изгиба.Мы всегда рекомендуем подрядчикам и нашим дистрибьюторам присылать нам спецификации производителя на металл, и мы можем сообщить, способны ли наши инструменты сгибать и резать эти материалы. У нас есть технические специалисты, которые помогут посоветовать, какой из наших инструментов лучше всего соответствует потребностям этого человека. Вторая наиболее частая ошибка — это отсутствие двойной проверки измерений перед сгибанием. Здесь применима старая поговорка «дважды отмерь, один раз согнись».
(Фото любезно предоставлено Van Mark Products Corp.)
Как сгибать и формовать листовой металл
Независимо от того, работаете ли вы в собственном автомастерском или ремонтируете автомобили в свободное время, знание основ гибки, формовки и придания формы металлу является обязательным навыком.
Формовка автомобильного металла играет важную роль во многих типичных ремонтах автомобиля, от фиксации бамперов до сглаживания дверных панелей, до ухода за небольшими неровностями и синяками во время эксплуатации автомобиля, вы можете быть уверены, что в какой-то момент вы сможете Мне нужно будет работать с металлом.
Очевидно, что лучший способ изучить этот навык — это научиться работать с листами металла, чтобы понять, как они двигаются и изгибаются различными способами. Но, если не считать практического опыта, профессиональным механикам и любителям автомобилей может быть полезно ознакомиться с некоторыми основами перед тем, как приступить к делу.
Ниже мы рассмотрим некоторые из наиболее важных вещей, которые нужно знать, когда вы начинаете работать с формованием и формованием металла, а также некоторые инструменты, которые вам также необходимо иметь под рукой.
Формовка и обработка металлов
Когда дело доходит до формовки металла для автомобильной промышленности, существует несколько общих категорий работ: листовой металл (большие и маленькие детали), трубы или гибка труб, а также усадка и растяжение металла.
В зависимости от того, какую работу вы выполняете, вам могут потребоваться различные готовые инструменты, поэтому мы объясним, какие из них вам следует иметь под рукой в магазине или дома.
Листовой металл — формовка больших деталей
Иногда часть автомобиля может быть повреждена в результате аварии, может заржаветь из-за экстремальных погодных условий или разрушиться из-за многолетней эксплуатации.
В этих случаях, когда большая часть автомобиля требует ремонта, вам нужно будет использовать более крупные куски листового металла, чтобы решить эту проблему.
Что придать форму — Есть несколько частей автомобиля, для которых может потребоваться использование большого куска листового металла. Среди прочего, наиболее типичными частями автомобиля, которые потребуют этого, являются крылья, дверные панели и капоты.
Необходимые инструменты — Для каждого проекта, над которым вы работаете, вы, вероятно, обнаружите, что необходима комбинация различных инструментов.Мы составили несколько обязательных для каждой категории проектов, но эти списки не являются исчерпывающими. Когда вы работаете с большими кусками листового металла, вам нужно иметь под рукой несколько инструментов:
Листовой металл — формовка мелких деталей
Когда вы работаете над небольшими исправлениями, такими как вмятины и вмятины, нет необходимости вытаскивать большие пистолеты с большими кусками листового металла. Вместо этого эти проблемы часто можно исправить, придавая форму маленьким деталям.
Необходимые инструменты. Возможно, вы обнаружите, что такие работы лучше выполнять вручную. В таких случаях вам понадобится ручной инструмент:
Молоток: для удаления небольших вмятин
Молоты для тела: для выбивания зубцов
Опоры: опорные пластины для ударов молотком
Отвод трубы / НКТ
Не все части автомобиля ремонтируются так просто — иногда вам может потребоваться придать форму металлу, чтобы закрепить трубы или трубки на транспортном средстве, например выхлопную трубу или клапан.В этих случаях вам, вероятно, понадобятся инструменты, которые помогут разобраться в мельчайших деталях.
Необходимые инструменты — При работе с гибкой труб или насосно-компрессорных труб доступны несколько инструментов, которые помогут вам выполнить работу:
Трубогиб: расширяет и расширяет металл
Ручной трубогиб: такой же, как указано выше, вручную
Клещи для гибки труб: для точной настройки формы трубы и угла
Усадка и растяжение металла
Для косметического ремонта слегка растянутых или поврежденных участков, вместо замены металла, вы можете рассмотреть возможность термоусадки и / или растяжения.Хотя это не всегда возможно, в некоторых случаях вы можете избежать дополнительных затрат, используя этот метод.
Необходимые инструменты — при выполнении таких исправлений вам понадобится машина, которая поможет вам хорошо выполнять эту работу:
Рекомендации по работе с листовым металлом
Как мы упоминали выше, лучший способ понять этапы формовки листового металла — это делать это под руководством учителя или более опытного механика.Однако вот несколько рекомендаций, которым следует следовать, когда вы начнете работать с металлом на работе или в личном гараже:
Убедитесь, что у вас есть все материалы, необходимые для начала работы. Помните о небольших дополнительных приспособлениях, которые вам понадобятся, например маркере, линейке, транспортире и т. Д.
Измерьте листовой металл, толщину материала, детали и любые другие важные элементы, чтобы лучше понять пространство, в котором вы будете работать.
Выясните допуск на изгиб металла, который вы используете. Вы можете рассчитать это число вручную, с помощью онлайн-калькулятора или по диаграмме, подобной этой.
Отметьте линии изгиба маркером и используйте размер припуска на изгиб, чтобы провести вторую линию изгиба.
Отрежьте листовой металл до нужного размера, обязательно сгладив и отпилив все зазубрины и неровности, которые могут повредить металл.
Поместите формы в тиски или машину, которую вы используете, и либо выбейте, либо запустите инструмент, чтобы получить желаемый изгиб или форму, которую вы ищете.
Опять же, этот процесс будет зависеть от вашего конкретного проекта, но представление о том, как он может выглядеть, поможет вам, когда вы погрузитесь в практику.
Начало работы с гибкой и формовкой металлов
Если вы планируете работать (или играть!) В автомобильной промышленности, вам, вероятно, потребуется изучить некоторые навыки, связанные с формированием металла и манипулированием им.Учитывая, что как нормальный износ, так и дорожно-транспортные происшествия часто требуются знания в области гибки и формовки листового металла.
Даже для самого опытного автолюбителя важно иметь под рукой подходящие инструменты. Хотя некоторые машины могут быть полезны на этом пути, если вы выполняете большую часть своей работы вручную, зная, что у вас есть нужные инструменты в своем магазине, чтобы завершить любой проект, который появится на вашем пути.
Здесь, в Auto Body Toolmart, мы понимаем, насколько важно быть подготовленным, обладая знаниями и оборудованием, необходимым для выполнения работы.Вот почему мы предлагаем широкий выбор инструментов для обработки металлов премиум-класса от известных вам брендов, которым вы доверяете.
Все, что вам нужно знать: листогибочные прессы
Листогибочный пресс, известный как один из наиболее традиционных методов обработки металлических материалов, известен уже более ста лет. На самом деле, знаете ли вы, что первый тормоз был запатентован в 1882 году?
Известный как карнизный тормоз, эта машина девятнадцатого века была сделана из нестандартных чугунных деталей, прикрепленных к готовым кускам дуба, и использовала ручную створку, которая заставляла зажатый кусок листового металла изгибаться по прямой линии — поговорим о неотложный труд! Вы можете узнать больше о происхождении листогибочного пресса здесь.
Перенесемся в наши дни, и листогибочные прессы превратились в высокотехнологичные машины с гидравлическими системами и компьютерными технологиями. Эти современные тормоза легко сгибают листовой и листовой металл, обеспечивая различные отрасли промышленности простыми и сложными деталями.
Листогибочный пресс
Листогибочные прессы работают с использованием пуансона и матрицы, которые установлены под заданными углами для сгибания или резки металла различных форм и форм.
Посмотрите видео выше, чтобы увидеть наши тормоза 230-тонный Cincinnati Proform в действии!
Основной принцип формирования тормоза основан на силе, также известной как тоннаж. Это определяет общую величину давления, которое может приложить пуансон во время изгиба. Чем выше тоннаж, тем толще материалы, которые можно гнуть, и наоборот.
Наряду с тоннажем идет длина гибки, которая представляет собой максимальную длину листового металла, который можно согнуть. Например, если у вас есть станок с длиной гибки 14 футов, любой листовой металл больше 14 футов будет слишком длинным для обработки на этой машине.
В зависимости от области применения и размера / толщины материала для надлежащего изготовления требуются разные станки с разной мощностью и длиной гибки. Фактически, эти факторы важны, потому что они помогают определить предел нагрузки листогибочного пресса — предел, рассчитываемый в тоннах на дюйм.
Важно знать предельную нагрузку и усилие пресса каждой машины, потому что использование неправильного тоннажа или длины может привести к повреждению или разрушению оборудования. Прочтите эту полезную статью, чтобы узнать больше об ограничении грузоподъемности листогибочного пресса .
Требуется тормозная работа? Получите предложение от Boyd Metals!
Типы листогибочных прессов
Современные листогибочные прессы намного безопаснее и не требуют таких усилий, как предыдущие модели. Фактически, современные тормоза повысили скорость, качество и эффективность гибки металлов. Что касается этих современных тормозов, то их можно разделить на три основных типа: ручные, гидравлические и с ЧПУ.
1. Ручной листогибочный пресс: , также известный как тормоза для листового металла, это наиболее распространенный тип тормозов.Ручные тормозные прессы требуют, чтобы вы вручную регулировали размеры и угол гибки при каждой резке, и их лучше всего использовать для массового производства заданных размеров и углов гибки.
2. Гидравлические листогибочные прессы В этих тормозных прессах используются два гидроцилиндра, что обеспечивает больший контроль и постоянство хода. Их часто классифицируют по их движению, восходящему или нисходящему, причем каждый стиль имеет свои отличительные преимущества. Узнайте больше об их различиях здесь!
3.Листогибочные прессы с ЧПУ: эти типы тормозов обладают высочайшей точностью и возможностями настройки, с использованием компьютерных технологий для контроля точности и повышения эффективности. При использовании тормозных прессов с ЧПУ такие данные, как угол изгиба, толщина листа, ширина и уклон, вводятся в контроллер обученным оператором, и тормоз легко справится с остальным. Узнайте больше о листогибочных прессах Boyd Metals!
Зачем нужны листогибочные прессы?
Когда дело доходит до гибки листового металла с точной длиной и углом, нет другого станка, более похожего на листогибочный пресс.
Являясь одним из многих важных элементов оборудования в металлургической промышленности, листогибочный пресс помогает доставлять нестандартные детали в широкий спектр отраслей, включая автомобилестроение, авиацию, сельское хозяйство, энергетику, военное дело, транспорт и многое другое!
Хотя производственные потребности и материалы будут определять тип тормоза, необходимый для правильной формовки, хороший сервисный центр по металлу всегда поможет определить, какая машина лучше всего подходит для работы, и предложит решение для нужд гибки.