Сварочный трансформатор — описание, устройство, принцип работы, виды трансформаторов для сварочных работ
25.03.2021
Дуговая сварка – один из самых популярных методов соединения металлических деталей. На электрод и заготовку подается электрический ток, возникает электродуга. Она плавит металл, соединяя металлические поверхности. Температура в момент сварки может достигать 5 тысяч градусов – этого достаточно, чтобы обрабатывать большинство используемых в строительстве и быту металлов.
При технических работах используется не только специальный аппарат, но и сварочный трансформатор. Он должен обеспечивать подачу тока с заданными характеристиками на электроды.
Для чего нужен сварочный трансформатор
Напряжение, которое требуется для создания электрической дуги, составляет не больше 60-65 В. При сварке в быту достаточно меньшего напряжения – в пределах 30-35 В. При этом стандартные показатели в электросети – 220 В. В некоторых случаях в розетке может быть 120 В или 380 В. Сварочный трансформатор понижает входящее напряжение до того значения, которое необходимо для сварки, повышая при этом силу тока.
Сварочный трансформатор понижает входящее напряжение до того значения, которое необходимо для сварки, повышая при этом силу тока.
Еще один нюанс – количество фаз. Стандартные розетки обычно однофазные, а некоторые сварочные аппараты – трехфазные. Трансформатор нужен, чтобы привести все характеристики: напряжение, силу тока, количество фаз к тем значениям, которые необходимы для выполнения сварки.
Другая его функция – бесперебойная подача тока. Чтобы шов был ровным, в нем не возникало плохо проработанных участков, важно создать равномерную дугу. Любое резкое колебание напряжения в сети скажется на качестве соединения. Предотвратить это поможет сварочный трансформатор, который стабилизирует ток.
Конструкция
Разные модели могут отличаться друг от друга, но у сварочных трансформаторов есть общие элементы конструкции:
- Сердечник. Обычно он изготавливается из стальных пластин. Эта деталь служит для преобразования электромагнитного потока.
- Первичная обмотка.
 На нее подается входящий ток. Обмотка представляет собой проволоку определенной длинны и сечения. От этих параметров будет зависеть, какое напряжение можно подать.
На нее подается входящий ток. Обмотка представляет собой проволоку определенной длинны и сечения. От этих параметров будет зависеть, какое напряжение можно подать. - Вторичная обмотка. На ней продуцируется исходящий ток. Если в этот момент сварка не ведется и вторичный ток отсутствует, это называется холостым ходом трансформатора.
- Регулирующие элементы. Чтобы можно было установить нужное значение выходящего напряжения, обычно используются подвижные обмотки или перемещение рассеивающих сердечников.
- Зажимы для вывода напряжения на электроды.
- Корпус. Вся конструкция защищается кожухом от повреждений, а также для предупреждения поражения током.
 На нее подается входящий ток. Обмотка представляет собой проволоку определенной длинны и сечения. От этих параметров будет зависеть, какое напряжение можно подать.
На нее подается входящий ток. Обмотка представляет собой проволоку определенной длинны и сечения. От этих параметров будет зависеть, какое напряжение можно подать.Кроме этого, производители могут дополнительно снабдить трансформаторы ручками, колесиками и другими элементами, чтобы облегчить его передвижения и использования.
Как работает сварочный трансформатор
На первичную обмотку трансформатора подается ток из сети. Обычно это 220 В или 380 В – все зависит от характеристик, на которые рассчитан прибор. За счет этого образуется электромагнитный поток, который передается и замыкается на сердечнике. Создается магнитное поле, которое передает напряжение на вторичную обмотку.
За счет этого образуется электромагнитный поток, который передается и замыкается на сердечнике. Создается магнитное поле, которое передает напряжение на вторичную обмотку.
Значения тока и напряжения на обмотках регулируются количеством витков провода и его сечением. Меняя эти соотношения можно повышать или понижать параметры тока до нужных значений. Чем больше длина провода, тем выше напряжение, и наоборот. Поэтому в понижающих трансформаторах витков вторичной обмотки всегда меньше.
Со вторичной обмотки ток с заданными значениями передается на электроды, которые взаимодействуют с металлом, за счет чего и происходит сварка.
Выходящая сила тока регулируется за счет рассеивающего сердечника (шунта) или изменением расстояния между обмотками. Чем больше зазор между обмотками, тем ниже сила тока и наоборот.
Составные элементы и дополнительные узлы
Кроме обмоток и сердечника, трансформатор должен содержать такие комплектующие:
- винт (вертикальный) с резьбой;
- ручку для вращения винта;
- ходовую гайку;
- систему подвеса.
Вместе эти элементы образуют систему регуляции выходящего напряжения. Ручка вращает винт, перемещая шунт выше или ниже, понижая или повышая вторичное напряжение.
Кроме этого, на корпусе прибора должна быть решетка. Через нее внутрь попадает воздух, охлаждая трансформатор. Из корпуса выводятся изолированные провода с зажимами подачи тока на металлическую деталь и электрод. Также корпус обязательно заземляется.
Разные дополнительные узлы призваны улучшить работу устройства. Например, при выпрямлении напряжения используются конденсаторы для сглаживания пульсаций. Также могут применяться дополнительные вторичные обмотки, стабилизаторы импульса и фазорегуляторы.
Для расширения возможностей сварки вводят дополнительные элементы сопротивления. Они выводятся на отдельные переключатели и позволяют варить очень тонкие или толстые металлические листы.
Холостой режим
В ходе сварки на обмотку подается ток из сети. Он передается на вторичную обмотку, благодаря проводам и контактам он передается на электрод и рабочую поверхность. Между ними возникает дуга, которая нагревает и расплавляет металл.
Между ними возникает дуга, которая нагревает и расплавляет металл.
В том момент, когда на первичной обмотке уже есть напряжение, но сварка еще не производится, трансформатор работает в режиме холостого хода. Из-за того, что электрод не контактирует с металлическим листом, цепь остается разомкнутой и ток не проходит через вторичную обмотку. В это время магнитное поле замыкается внутри сердечника.
Как правило, напряжение холостого хода составляет 48-70 В. В случаях, если эти показатели превышены, нужно автоматическое ограничение во избежание замыкания или перегрева.
На что обращать внимание при выборе
Выбирать сварочный трансформатор нужно по таким характеристикам:
- Входящее напряжение. Для бытовых сварочных трансформаторов оно составляет 220 В, для более мощных промышленных аппаратов – 380 В.
- Ток сварки. Диапазон значений, как правило, лежит в пределах 50-500 А. Однофазные приборы обычно выдают около 250 А.
- Вторичное напряжение. Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
- Длительность сварки. Она может варьироваться от 15-20 минут до нескольких часов.
- Мощность прибора. Бытовые модели потребляют около 3 кВт, промышленные – до 27 кВт. Некоторые аппараты не получится использовать от домашней электросети, для них понадобиться отдельный генератор.
- Материал обмотки. Сварочный трансформатор с алюминиевой обмоткой не такой мощный, как прибор с медной обмоткой при прочих одинаковых характеристиках.
Кроме технических параметров, важно подобрать сварочный трансформатор по приемлемой цене. Если не планируется сварка очень толстых металлических конструкций, вполне достаточно сравнительно недорогого бытового прибора.
Разновидности
Трансформаторы бывают нескольких типов в зависимости от количества фаз, на которые они рассчитаны:
Однофазные рассчитаны на бытовую сеть в 220 В. Трехфазные – на промышленную в 380 В. Есть модели трансформаторов, работающие от любой сети, но в этом случае меняются их параметры мощности.
Есть модели трансформаторов, работающие от любой сети, но в этом случае меняются их параметры мощности.
Также различают разные виды приборов в зависимости от типов конструкции. Есть аппараты с номинальным и увеличенным магнитным рассеиванием, а также с тиристорным фазорегулятором.
Некоторые трансформаторы работают на постоянном или переменном токе. Бытовые приборы обычно используют переменный ток. Приборы на постоянном токе в своей конструкции содержат выпрямитель. Они применяются на стройке для варки не только черных, но и цветных металлов.
Трансформаторы бывают также однопостными и многопостными. В первом случае можно подключить только один рабочий электрод. Многопостный прибор позволяет использовать сразу несколько электродов и работать одновременно с разными деталями.
Возможные неисправности
Они могут выходить из строя по нескольким причинам:
- Короткое замыкание. Обычно оно случается между двумя деталями прибора. Восстановить работу при этом не сложно – нужно разобрать аппарат и заменить неисправный элемент.
- Перегрев. Такая поломка возникает в тех случаях, когда входящее напряжение значительно превышает заявленные производителем значения. Его могут вызвать скачки тока в сети. Чтобы устранить поломку, нужно сменить обмотку, используя провод аналогичной длинны и сечения.
- Сильный шум. Когда в процессе работы прибор начинает издавать громкие звуки, скорее всего, ослабли крепления или болты. Чтобы это исправить, нужно снять крышку и затянуть все соединения.
Благодаря простой конструкции трансформатор практически не подвержен неисправностям. А большинство поломок можно устранить самостоятельно, обращаться к услугам мастера не требуется.
Сварочные трансформаторы используются для профессиональной и любительской сварки. С их помощью можно соединять металлические детали разной толщины. Для этого используют плавящиеся и не плавящиеся электроды. В первом случае электрод расплавляется во время работы и служит присадочным материалом. При использовании не плавящихся насадок швы заполняются расплавляемым металлом. Но для работы с ними нужен определенный навык.
При использовании не плавящихся насадок швы заполняются расплавляемым металлом. Но для работы с ними нужен определенный навык.
Сварочный трансформатор — устройство, принцип работы и виды
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.

Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.

Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Поделись с друзьями
1
0
0
1
Что такое сварочный трансформатор – определение
Сварочный трансформатор – это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Сила тока в сварочном трансформаторе может регулироваться изменением индуктивного сопротивления цепи или с помощью тиристоров (фазное регулирование).
Сварочные трансформаторы классифицируются следующим образом:
- по количеству обслуживаемых рабочих мест,
- по фазности напряжения в сети: однофазные, трехфазные,
- по конструкции.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием – имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
 Тиристорные модели имеют меньший вес по сравнению с другими типами.
Тиристорные модели имеют меньший вес по сравнению с другими типами.
К характеристикам сварочных трансформаторов относятся:
— коэффициент мощности,
— напряжение сети (первичное напряжение),
— вторичное напряжение,
— мощность,
— пределы регулирования тока.
Коэффициент мощности – безразмерная физическая величина, характеризующая потребителя переменного электрического тока с точки зрения наличия в нагрузке реактивной составляющей. Коэффициент мощности равен отношению потребляемой электроприемником активной мощности к полной мощности. Активная мощность расходуется на совершение работы. Полная мощность – геометрическая сумма активной и реактивной мощностей (в случае синусоидальных тока и напряжения).
Номинальным первичным напряжением трансформатора называется такое напряжение, которое, необходимо подвести к его первичной обмотке, чтобы на зажимах разомкнутой вторичной обмотки получить вторичное номинальное напряжение, указанное в паспорте трансформатора.
Номинальным вторичным напряжением называют напряжение, которое устанавливается на зажимах вторичной обмотки при холостом ходе трансформатора (к зажимам первичной обмотки подведено напряжение, а вторичная обмотка разомкнута) и при подведении к первичной обмотке номинального первичного напряжения.
Мощность трансформатора напряжения предельная – кажущаяся мощность, которую трансформатор напряжения длительно отдает при номинальном первичном напряжении, вне классов точности, и при которой нагрев всех его частей не выходит за пределы, допустимые для класса нагревостойкости данного трансформатора.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке.
Сварочные трансформаторы, применяемые в агрегатах и генераторах Shindaiwa, обеспечивают их отличные технические характеристики
Сварочные трансформаторы: устройство, виды, применение
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки.
Это устройства, предназначенные для преобразования напряжения из общегородской сети в оптимальное для сварочного аппарата.
Трансформатор для сварки понижает напряжение до напряжения холостого хода и обеспечивает бесперебойную работу такого аппарата.
Конструкция сварочного трансформатора
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до 60-80В, повышении силы тока до 40-500А (или больших значений в профессиональных моделях) и подержании переменного тока.
В основе этого процесса лежит простейший принцип электромагнитной индукции: разница между количеством витков в первичной и вторичной обмотке определяет коэффициент преобразования, а возможность управления рассеиванием магнитного поля путем перемещения подвижных частей прибора позволяет регулировать выходное напряжение.
Проходящий по магнитопроводу ток создает переменное напряжение в каждом витке катушки, которое на выходе суммируется в оптимальное напряжение.
Для быстрого проведения сложных сварочных работ профессионалы используют плазменную технологию сварки. Сварка плазмой достаточно сложный процесс, требующий соответствующих навыков и умений.
Для качественного проведения сварочных работ важно правильно подобрать расходные материалы. Читайте здесь о том, как выбрать проволоку сварочную нержавеющую.
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать, а сделать сварочный аппарат для дома:
- Центральная часть – сердечник (магнитопровод), состоящий нескольких стальных пластин, изолированных друг от друга. Для самодельных сварочных аппаратов его советуют набирать из пластин электротехнической стали, взятых из «донорской» техники.
- На сердечнике размещают одну или несколько обмоток изолированным проводом. Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.
- Регулировка выходного напряжения в разных конструкциях достигается за счет движения ходового винта, проходящего через магнитопровод и обмотку, и движения подвижных обмоток (в большинстве конструкций неподвижной является сетевая обмотка).
- Корпус защищает устройство от повреждений.
- Дополнительные элементы (вентиляция, ручки, колеса для удобного перемещения тяжелых моделей).

Самодельные конструкции
В самодельных конструкциях первичную (сетевую) обмотку обычно делают из специального обмоточного медного провода, требования к вторичной обмотке ниже, для нее часто берется многожильный сварочный кабель (с сечением 25-35 мм).
На любительских аппаратах выводы обмоток делаются просто на медные клеммы, фабричные варианты снабжены более надежными переключателями.
Подробная схема сварочного трансформатора зависит от типа сердечника (стержневой или тороидальный) и имеющихся в распоряжении мастера материалов.
Более сложное устройство имеет трансформатор для сварочного инвертора, отличие – в наличие нескольких преобразователей, на которых переменный ток преобразуется на первом этапе в постоянный, а затем – в переменный, но заданного напряжения. Кроме того, конструкция усложнена добавлением электроники, позволяющей более точно контролировать процесс.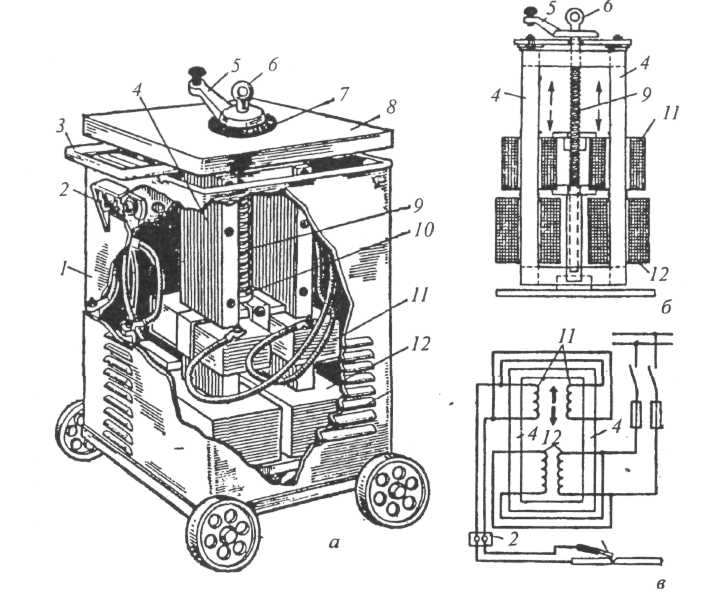
Вес сварочного трансформатора переменного тока зависит от модели, самые легкие весят от 3 кг, но чаще на рынке можно встретить модели с весом от 10 кг.
Виды и характеристики сварочного трансформатора
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
Во время сварки мягких металлов есть опасность прожечь их насквозь.
Простые гаражные сварочные работы можно проводить даже самостоятельно. Узнайте по этой ссылке, как работать полуавтоматической сваркой.
А если у вас нет соответствующего сварочного аппарата, можно воспользоваться холодной сваркой. Например, читайте тут можно ли холодной сваркой заварить глушитель.
 Сварка алюминия инвертором должна проводиться очень осторожно и с использованием соответствующих расходных материалов.
Сварка алюминия инвертором должна проводиться очень осторожно и с использованием соответствующих расходных материалов.По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.

Подбираете универсальный сварочный аппарат для работы с разными видами металлов? Воспользуйтесь сварочным полуавтоматом. Узнайте о том, как работать с горелкой для сварочного полуавтомата для проведения качественной сварки.
Для каждого вида сварочных работ придуманы разные типы сварочных аппаратов, детальнее в этой публикации.
Во время проведения сварочных работ не забывайте о защите. Читайте по адресу, о преимуществах использования щитков сварщика хамелеон.

Возможные неполадки в работе трансформатора для сварки
Как купленное, так и сделанное самостоятельно устройство может перестать работать по одной из множества причин. В большинстве случаев ремонт изделия по силам осуществить даже любителю (исключая сложные промышленные модели).
Самая частая причина неполадок – замыкание в цепи между элементами устройства, что может вызывать отключение прибора.
Для устранения этой неисправности сварочного трансформатора следует разобрать устройство и заменить неисправный элемент, если причина замыкания очевидна (часто источником неприятностей является клеммная колодка и обмотка возле нее).
Еще одна часто встречающаяся проблема – чрезмерный нагрев. Его вызывает установка тока большего, чем рекомендовано, значения.
Постоянный чрезмерный нагрев может привести к тому, что выйдет из строя ключевой элемент устройства – может потребоваться перемотка сварочного трансформатора полностью или частично проводом того же сечения.
Сильное гудение говорит о том, что внутри корпуса разболтались болт или гайка. Для исправления нужно просто разобрать изделие и подтянуть все соединения.
После ремонта нужно провести испытание сварочного трансформатора, если устройство работает в нормальном режиме, можно продолжать его использовать.
Устройство сварочного трансформатора отличается простой, а сам прибор – надежностью и доступностью.
Сварочные трансформаторы широко применяются любителями для дуговой сварки, с их помощью можно соединить тонкие листы металла и выполнить практически любой необходимый непрофессионалу ремонт металлических деталей.
Читайте также:
- Термокарандаш для сварки Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при […]
- Сварочные выпрямители Так как источником тока для сварочных инверторов является переменный ток, то для преобразования переменного тока в постоянный или высокочастотный […]
Сварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Трансформатор для электродуговой сварки
Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.
Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
 Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.![]()
Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.
Принцип работы сварочного трансформатора
Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.
Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.
ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.
Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.

Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.
Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.

Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.

В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.
Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
 youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.
Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.
На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят:
Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.
Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.
Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.
Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.
В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.![]()
Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.

Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.
Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».
Классификация по различным признакам
Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.
На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.
Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.
Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Сварочные трансформаторы
Мы предлагаем различное сварочное оборудование со склада в Москве.
Выбрать качественное сварочное оборудование — задача нетривиальная. При выборе в первую очередь необходимо отталкиваться от материала, который необходимо сваривать (переменный/постоянный ток, полуавтомат, аргонно-дуговая).
Сварочные трансформаторы серии ТДМ, предназначен для питания одного сварочного поста переменным током частотой 50Гц при ручной дуговой сварке (резке или наплавке) малоуглеродистых и низколегированных сталей электродами типа МР-3С , АНО-4, АНО-6, АНО-21, МР-3 и др.
Сварочные трансформаторы ТДМ представляет собой переносную установку с естественной вентиляцией в однокорпусном исполнении.
Сварочный трансформатор ТДМ-205 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 32 кг
Цена 6730,00руб
Сварочный трансформатор ТДМ-205 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 35 кг
Цена 10610,00руб
Сварочный трансформатор ТДМ-205 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 34 кг
Цена 7950,00руб
Сварочный трансформатор ТДМ-250 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока 40-250 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 16 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 41 кг
Цена 15200,00руб
Сварочный трансформатор ТДМ-305 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 61 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 65 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 62 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 66 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 12250,00руб
Сварочный трансформатор ТДМ-305 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 19450,00руб
Сварочный трансформатор ТДМ-405 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 67 кг
Цена 14400,00руб
Сварочный трансформатор ТДМ-405 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 73 кг
Цена 22100,00руб
Сварочный трансформатор ТДМ-505 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 70 кг
Цена 16650,00руб
Сварочный трансформатор ТДМ-505 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 79 кг
Цена 23300,00руб
Время последней модификации
1438761953
Сварочный трансформатор
: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принцип работы сварочного трансформатора:
В сварочной дуге переменного тока ток остается почти синусоидальным, а напряжение искажается, как показано на рис. 4.9.
Принимая во внимание эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги.Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. В переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис.4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при малых токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:
Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Чтобы избежать разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно регулироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Основные типы сварочных трансформаторов:
Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, а
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не обрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На схеме эти парциальные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки рассеяния. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную обмотку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, меняется и реактивное сопротивление, а следовательно, и выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Положение шунта, размещенного на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством управления реактивным сопротивлением.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток в таком сварочном трансформаторе низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Если вторичное напряжение сварочного трансформатора составляет В 2 , напряжение дуги составляет В, дуга , а общее сопротивление вместе с реактивным падением на реакторе составляет В 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением количества витков обмотки, включенной в цепь (реактор с отводом).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом сердечник выполнен сплошным, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока. Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор подключен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
E т + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
Вспомогательное соединение серии
создает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E т + E 2 — E r
Оппозиционное соединение серии
используется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольтамперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную выходную мощность сварочного трансформатора.
Поскольку величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники и часто используется для источников питания для газовой вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
В случае переменного тока очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда требуется ток, превышающий максимальный сварочный ток, получаемый от одного трансформатора. В этом случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, заключаются в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
В системе сварочного трансформатора с несколькими дугами или несколькими операторами используется сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки на относительно небольшой рабочей площади, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если многопозиционный сварочный трансформатор должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное отклонение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Число дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I т / I a .K
где,
n = количество дуг или сварочных контуров,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Они также не должны работать на холостом ходу в течение длительного времени.
Что такое метчики на сварочном трансформаторе?
Сварочные трансформаторы — это жизненно важная часть оборудования, используемая для снижения напряжения от источника электроэнергии. Устройство переключает переменный ток (AC) из линии питания на высокий и низкий ток, пригодный для сварки.
На сварочном трансформаторе отводы первичной и вторичной обмоток используются для макрорегулировки сварочного тока и напряжения.Глубокое понимание принципа действия обмоточных трансформаторов важно для знания функции ответвлений.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для образования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дуги, известно как время восстановления дуги.
Время восстановления дуги должно быть минимальным, чтобы дуга оставалась стабильной. Это важно, иначе катод может стать холодным, что предотвратит генерацию достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными процессами тока и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Отводы помогают регулировать напряжение для создания желаемой дуги. Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание желаемой дуги из-за потери тепла катодом.
Дуга легко образуется при токе до 250 ампер. Для этого требуется напряжение около 60 вольт. Если ток ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но повышение напряжения создает угрозу безопасности, а также ухудшает соотношение между напряжением дуги и холостого хода сварочного трансформатора.Отводы оказываются неоценимыми в этой ситуации, поскольку они помогают поддерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Конструкция отводов на обмоточных трансформаторах
Ответвители имеются во вторичных обмотках и подключены к сильноточным выключателям или штепсельным розеткам. Они используются для понижения напряжения обычно от 15 до 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец присоединен к сварным деталям.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом.Для изменения сварочного тока можно прикрепить точки на вторичной обмотке. В некоторых сварочных трансформаторах ответвители подключаются к вторичной обмотке катушки для обеспечения правильного напряжения. Эти ответвители обеспечивают полную мощность на клеммах.
Большинство больших сварочных трансформаторов имеют многофазные входы, а меньшие — однофазные. При большом токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов.Высокое сопротивление приводит к возникновению дуги. Ток остается синусоидальным, а напряжение в сварочном токе искажается.
Расположение отводов
Отводы могут быть расположены в другом месте вторичной обмотки. Основной метод выполнения отводов — стыковка последнего слоя катушки. Слой катушки расположен далеко от финишной черты. В большинстве случаев между отводами номер четыре и пять на участке отвода есть разрывы. Кроме того, для катушки предусмотрена перемычка, которая помогает выбрать желаемое напряжение на конкретной паспортной табличке.
Другая конфигурация ответвлений состоит в том, чтобы присоединить петлю к концу вторичной обмотки без разрыва между ответвлениями. Последний кран, который обычно является краном номер семь, расположен возле финишной черты. В этой конфигурации соединение звездой или треугольником на стороне входа закрывается на отводе в зависимости от паспортной таблички. Такая конфигурация ответвлений называется «линейными ответвителями или концом ответвлений катушки».
Перемычки ответвлений соединяют две клеммы ответвлений катушки сварочного трансформатора. В другой конфигурации перемычки ответвлений соединяют только одну клемму с соответствующей фазной клеммой.Расположение ответвителя на фазном выводе соответствует желаемому напряжению.
Конструкция кранов для сварочных трансформаторов
Конструкции сварочного трансформатора различаются в зависимости от конфигурации отводов. Но самый низкий ответвление всегда подключается к максимальному циклу включения трансформатора. Это приводит к созданию самого низкого напряжения для передачи. Низкое напряжение снижает ток и мощность, вырабатываемую сварочным аппаратом. Другие конфигурации ответвлений обеспечивают более высокое напряжение и ток для контактной сварки.
Клеммы отводов могут быть сварными паяными или петлевыми. Провод катушки для ловушек контура обычно лишен изоляции, чтобы сформировать контур, соответствующий размеру оборудования. Клеммные отводы припаиваются к катушке в соответствующем месте.
Связанные вопросы
Как метчики помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в разных конфигурациях.Эти отводы позволяют сварщику регулировать нормальное напряжение до требуемого для устройства. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы неоценимы, когда линейное напряжение ниже или выше, чем напряжение, необходимое для создания дуги. Они обеспечивают источник вторичного напряжения с более высоким или низким уровнем в зависимости от напряжения в сети. Соотношение напряжений трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах ответвления помогают компенсировать колебания напряжения.Соединения ответвлений обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В с входным линейным напряжением 456 В, будет иметь вторичное напряжение, рассчитанное на 114 В. Значение вторичного напряжения получается путем деления большего значения напряжения на меньшее. Здесь коэффициент вторичного напряжения равен 4, что достигается делением 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4.Та же самая передача, имеющая 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают всего несколько оборотов. В этой ситуации отводы не могут быть размещены на точном точном напряжении. Большой трансформатор обычно имеет 5 В на виток, поэтому 2 ½ ответвления на обмотке с напряжением 480 В допускают 2,4 витка. Поскольку ответвления возможны только на целые витки, обычно ответвление располагается на 2 витках на 10 В.
Что такое переключатели и поворотники?
Большинство сварочных трансформаторов оснащено переключателем ответвлений.Переключатель позволяет сварщику изменять коэффициент трансформации трансформатора. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
По мере изменения выходного напряжения также изменяется способность увеличивать доступный ток для различных частей. Более высокое напряжение приводит к большему току, подаваемому на разные части.
Между ответвлениями важно целое количество оборотов. Это очень важно, иначе кран не будет повернут для установки желаемого напряжения. Например, отвод обмотки невозможен при 7 ¾ и 12 ¾ витках.Для правильной работы оборотов должно быть 7 или 12.
Предположим, у нас есть трансформатор на 480 В и 960 витков. Отвод будет 24 витка в случае 2 витков для вольта. Напротив, при 2 ½ процента низкий отвод приведет к снижению напряжения примерно на 12 В или 0,025 раза по сравнению с нормальным отводом 480 В.
Число витков на вольт можно изменить. Большинство значений напряжения отводов имеют маркировку для обеспечения точной регулировки напряжения. Напряжения ответвлений обычно указываются на паспортных табличках трансформатора.
Как определить наилучшую настройку крана?
Сварка на переменном токе обычно выделяет много тепла. Вот почему для достижения оптимальных результатов необходимо минимизировать время простоя во время каждого цикла. График сварки следует оптимизировать для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не вырабатывается необходимое тепло.
Для оптимальной настройки отводов общее практическое правило состоит в том, чтобы использовать отвод трансформатора с самым низким отводом при максимальном токе в процентах в течение минимального времени.Это приведет к выработке желаемого тока, необходимого для стабильного и качественного шва. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
При оптимальной настройке крана получается тепло, идеально подходящее для сварки. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Низкое время тока может привести к недостаточному нагреву, в то время как высокий ток может привести к слишком большому нагреву. Следуя общему практическому правилу, вы получите желаемый ток и тепло для создания оптимального сварного шва.
Подобные сообщения:
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки
©
АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК.
I, ЧАСТЬ B
1.9.3.1.1 Трансформатор
типа производят только переменный ток. Они обычно
называется «Сварочные трансформаторы».»
Все типы переменного тока используют однофазное первичное питание и имеют
тип постоянного тока.
1.9.3.1.2 Выпрямитель
типы обычно называются «Сварочные выпрямители» и производят
DC или, AC и
Сварочный ток постоянного тока. Они могут использовать как однофазные, так и трехфазные
входная мощность. Они
содержат трансформатор, но исправляют переменный или постоянный ток с помощью селена
выпрямители, кремниевые диоды или кремний
управляемые выпрямители. Доступен либо в константе
ток или постоянное напряжение типа,
некоторые производители предлагают устройства, которые представляют собой комбинацию
оба и могут использоваться для сварки покрытым электродом, сварки неплавящимся электродом
и для сварки твердым телом или флюсом
порошковая проволока.1.9.3.2
Вращающийся
Типы — Источники питания вращающегося типа можно разделить
на две классификации:
1. Мотор-генераторы
2. Двигатель
Управляемый 1.9.3.2.1 Мотор-генератор
типы состоят из электродвигателя, соединенного с генератором или
генератор, который производит желаемый
мощность сварки. Эти машины давали отличные сварные швы,
но из-за движущихся частей требовал значительного обслуживания. Мало, если
любые, сейчас
построен сегодня. 1.9.3.2.2 Двигатель
приводные типы состоят из бензинового или дизельного двигателя, соединенного с генератором
или генератор, который производит желаемый
мощность сварки.Они широко используются на работах, выходящих за рамки
коммерческие линии электропередач, а также мобильные ремонтные предприятия. Оба вращающихся типа
может доставить либо
Сварочная мощность на переменном или постоянном токе или их комбинация. Доступны оба типа
как постоянный ток или постоянное напряжение
модели. 1.9.4
Мощность
Управление источниками — источники сварочного тока различаются
также в методе контроля
выходной ток или напряжение. Производительностью можно управлять механически, как
в машинах, имеющих
реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Электро-
трёх типов управления, например, магнитного
усилители или насыщаемые реакторы, также используются и
самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные
электронное управление.
1.9.4.1 А
подробное обсуждение многих типов источников сварочного тока на рынке
сегодня слишком длинная тема
для этого курса, хотя дополнительная информация о типе
Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично
литературу можно получить у производителей источников питания, и
следует проконсультироваться для получения дополнительной информации.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки
©
АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК.
I, ЧАСТЬ B 1.8.5.2
Трансформатор в сварочном аппарате
работает примерно так же, как большая электростанция
трансформатор.Первичное напряжение, поступающее в машину, слишком велико для
безопасная сварка.
Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано
с объяснением
о том, как работает единственный трансформатор. 1.8.5.3
В предыдущих параграфах мы имеем
обнаружено, что электрический ток может быть индуцирован
в проводник, когда этот проводник перемещается через магнитное поле к
производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл.С этого момента
магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение
или текущие достигают
ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова.1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро. См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка.1.8.5.5
Это нарастание и крах
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.
Это вызывает электрический ток той же частоты, что и первичная обмотка.
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15.Этот
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная цепь,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. Перед
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помнить
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР
Принцип работы и применение сварочного трансформатора
Принцип работы и применение сварочного трансформатора
Введение
В этой статье мы изучили работу и применение сварочного трансформатора.
Основная идея сварочного трансформатора
Сварочный трансформатор — это понижающий трансформатор, который имеет тонкую первичную обмотку с большим количеством витков, а его вторичная обмотка имеет большую площадь поперечного сечения и меньшее количество витков, что обеспечивает меньшее напряжение и очень высокий ток во вторичной обмотке. Сварочный трансформатор снижает напряжение от источника до более низкого напряжения, подходящего для сварки. Обычно от 15 до 45 вольт. Вторичный ток достаточно высокий и обычно может составлять от 200 до 600 А, но может быть намного выше.Вторичная обмотка может иметь несколько отводов для регулировки вторичного напряжения для управления сварочным током. Ответвители обычно подключаются к нескольким сильноточным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям. контактное сопротивление между электродом и свариваемыми деталями.Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.
Полное сопротивление сварочного трансформатора может быть выше, чем полное сопротивление трансформатора общего назначения. Импеданс сварочного трансформатора может играть роль в процессе создания дуги и управления током. Сварочные трансформаторы большой мощности, скорее всего, будут рассчитаны на трехфазный ввод. Есть много трансформаторов меньшего размера, которые рассчитаны на однофазный ввод.
Сварочный трансформатор постоянного тока
Для сварки постоянным током (DC) выпрямитель подключается ко вторичной обмотке трансформатора. Также может быть фильтрующий дроссель или индуктор для сглаживания постоянного тока. весь узел трансформатора и выпрямителя можно назвать источником сварочного тока. Обмотка сварочного трансформатора очень реактивна. В противном случае может быть добавлен отдельный реактор последовательно со вторичной обмоткой.
Управление сварочным трансформатором ARC
Для управления дугой используются различные реакторы со сварочными трансформаторами.Ниже приведены некоторые методы управления дугой.
Реактор с отводом
С помощью отводов на реакторе регулируется выходной ток. Это ограниченное количество текущих настроек.
Реактор с подвижной катушкой
Реактор с подвижной катушкой — это реактор, в котором реактивное расстояние между первичной и вторичной обмотками регулируется. Ток становится меньше, если расстояние между катушками велико.
Перемещающийся шунтирующий реактор
Подвижный шунтирующий реактор — это реактор, в котором можно регулировать положение центрального магнитного шунта.Изменение выходного тока достигается за счет регулировки шунтируемого потока.
Реактор бесступенчатого действия
Непрерывно регулируемый реактор — это реактор, в котором высота реактора постоянно изменяется. Большее реактивное сопротивление получается из-за большей вставки сердечника и, следовательно, выходной ток меньше
Насыщаемый реактор
Для регулировки реактивного сопротивления реактора требуемый постоянный ток
, если постоянный ток возбуждения больше. Следовательно, изменения тока получаются за счет изменения реактивного сопротивления
Принцип работы и применение сварочного трансформатора
Сварочный трансформатор
Принцип работы и применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока.Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор — понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока .
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет строительство сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, благодаря чему мы можем получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к сварочным деталям, как показано на рис. 2.
5. Когда протекает большой ток, выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого высокого нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это принцип работы сварочного трансформатора.
Вольт-амперные характеристики сварочного трансформатора:
На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать разные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте подробно рассмотрим каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвлением:
Ниже приведена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, то сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулировкой центрального магнитного шунта изменяют поток. Изменяя поток, можно изменить ток.
4. Реактор непрерывного действия:
Ниже приведена схема управления дугой с использованием реактора с бесступенчатым регулированием.
Путем варьирования изменяется высота ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора здесь регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочных трансформаторах.
Великая дискуссия: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор. Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или сваркой палкой.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась в стальном судостроении и танкостроении. Учтите, что перед сваркой сталь соединяли заклепками, ковкой и газовой сваркой. В течение 1920-х и 1930-х годов источники питания для дуговой и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварки и производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
80-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открывая новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности.Эти вопросы по-прежнему находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Где резина встречает дорогу
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в настоящее время инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, инверторные машины имели лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось самым совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если у вас есть какие-либо сомнения по этому поводу, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, которую только можно вообразить с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, мы не можем игнорировать характеристики дуги и полученные сварные швы. Если вы относитесь к тому типу сварщиков, которые сваривают только низкоуглеродистую сталь весь день, каждый день, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует совершенства сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы можно запрограммировать на выполнение чего угодно, теперь мы видим усовершенствованную импульсную газовую дуговую сварку (GMAW), а также высококвалифицированную газо-вольфрамовую дуговую сварку (GTAW). Перед нами открывается мир программного обеспечения и передовой электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо.Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, поскольку инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на базе трансформаторов, хотя они значительно сложнее.
Инверторный источник питания — один из важнейших в сварочной отрасли.
технологические достижения последних двух десятилетий. Но до этого правила сварка
трансформаторными машинами. Так как они сравниваются? Есть ли еще место старому среди нового?
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная стоимость покупки. В настоящее время первоначальные инвестиции, вероятно, примерно равны.
- Power (потребление электроэнергии). Как правило, инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на техническое обслуживание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это вызывает споры, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу машин или необходимости ремонта.Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
- Стоимость сварных швов. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам.Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дискуссии правдивы. Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания в области сварки и способы наилучшего внедрения технологических улучшений.
Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли.