Гибка труб в Казани. Недорого.
Если Вам нужна гибка труб – звоните нам!
Технологические особенности гибки труб
В процессе гибки используются специальные слесарные тиски. Мастер устанавливает заготовку таким образом, чтобы место сгиба находилось около губки данного прибора.
Гибка труб производится как в горячем состоянии, так и в холодном виде. Если диаметр конструкции превышает 100 мм, применяется горячая технология. В процессе такой гибки изделие размягчается и заполняется мелким песком для предотвращения процессов деформации.
Холодная технология применяется для работы с трубами небольшого диаметра. Если планируется гибка сварных конструкций, шов размещается на внешней части, а не внутри сгиба. В противном случае труба разойдется в месте шва.
Какие трубы мы гнем?
Вы можете заказать у нас гибку труб, размер которых не превышает ф426 миллиметров. В процессе работы мастера используют различное оборудование, в зависимости от диаметра конструкции и особенностей металла.
Обращайтесь к нам
Необходимо согнуть трубу? Обратитесь в нашу компанию, ведь сотрудничество с нами имеет свои положительные стороны:
- Высокое качество работы. Наши специалисты обладают большим опытом в деле гибки труб, поэтому вы можете не сомневаться в прочности и надежности готового изделия.
- Дешевизна. Стоимость такой услуги обговаривается с клиентом в индивидуальном порядке и зависит от размера трубы, качества металла и технологи гибки. Вне зависимости от этого заказчик может рассчитывать на выгодные расценки.
- Скорость работы. Наши специалисты работают не только качественно, но и быстро благодаря высокопроизводительному оборудованию.
Итак, если Вам нужна гибка труб – обратиться к нам будет правильным решением. Звоните. Мы поможем!
Подробную информацию можно уточнить у менеджера по телефону или оставить заявку через сайт
Ежедневно с 09:00 до 20:00
Оставить заявку
Услуги гибки профилей и профильного проката на заказ в СПБ и Лен.
 Области с доставкой по России / Г
Области с доставкой по России / Г
Заказать услуги гибки профильной трубы(и гибка уголка) необходимо в следующих случаях:
1. Строительство объектов с арочными или художественными конструкциями.
2. Сооружение игровых и спортивных уличных площадок.
3. Частное и дачное строительство (теплицы, рамы для вьющихся растений, оформление клумб и садовых конструкций).
4. Возведение каркаса зданий, ангаров и мостов.
А также в ряде других ситуаций, в которых нужны изделия из гнутого профиля и гибка профильной трубы.
И если Вам понадобились услуги радиусной гибки профилей и проката по нужному радиусу, то обращайтесь к нам. Мы выполним всё качественно, согласно Вашим чертежам, в сжатые сроки.
Услуги по гибке профильной трубы
Профильные трубы изготавливаются из различных металлов — алюминия, меди, стали. От материала и его толщины напрямую зависит время сгибания трубы, а также ряд других нюансов работы.
Заказать услуги гибки профильной трубы а также гибка стального уголка,гибка двутавра можно на сайте ГНЕМ-ТРУБЫ. РУ. Наши мастера быстро определят все особенности предоставленного вами материала и обеспечат качественный сгиб профиля без потерь эксплуатационных качеств.
РУ. Наши мастера быстро определят все особенности предоставленного вами материала и обеспечат качественный сгиб профиля без потерь эксплуатационных качеств.
Мы принимаем в работу:
1. Трубы квадратного сечения. Они очень популярны среди строителей и дачников Санкт-Петербурга, легко изгибаются, имеют минимум деформаций даже при жёсткой обработке. Услуги по гибке квадратной трубы позволяют избежать лишних финансовых трат на приобретение трубогибов и потерь времени на освоение правильной работы с таким оборудованием.
2. Трубы овального сечения. Часто такие конструкции используются для монтажа детских и спортивных комплексов. Они не имеют острых углов, достаточно устойчивы и прочны. В то же время, в отличие от круглых модификаций, овальные трубы могут служить устойчивой опорой для дощатого мостика, лесенки, игрушечного домика.
3. Трубы прямоугольного сечения. Такие изделия используются повсеместно — от строительства мостов и ангаров до сооружения теплиц на дачном участке. Услуги по гибке квадратной трубы, гибка двутавровой балки и прямоугольных труб осуществляются с минимальными деформациями, что гарантирует долгий срок службы изделий.
Услуги по гибке квадратной трубы, гибка двутавровой балки и прямоугольных труб осуществляются с минимальными деформациями, что гарантирует долгий срок службы изделий.
Услуги гибки профильной трубы, гибка двутавров от компании ГНЕМ-ТРУБЫ.РФ
Сгибание профильных изделий стоит доверить профессионалам, поскольку этот процесс требует учёта особенностей материала, геометрических размеров трубы и других нюансов. В СПБ вы можете оформить заказ наших услуг, таких как гибка металлического профиля, гибка алюминиевого профиля, гибка уголка на сайте ГНЕМ-ТРУБЫ.РФ. В нашей компании вы получите выгодные условия гибки квадратных труб на заказ, а также изделий овального и прямоугольного сечения для алюминиевых и стальных конструкций.
Наши плюсы:
• прозрачная схема работы,
• открытая информация об используемом оборудовании,
• качественный результат — все работы выполняются в строгом соответствии с ГОСТ и техническими регламентами,
• простота подачи заявки и консультации опытных мастеров к примеру по гибке двутавра или оконного профиля (оконных систем из алюминия) при оформлении заказа.
Для заказа услуг воспользуйтесь телефоном, электронной почтой или отправьте нам заявку на обратный звонок через наш сайт.
Гибка уголка, гибка уголка спб, гибка профиля в радиус, гибка профильной трубы, гибка профильной трубы спб, гибка квадратной трубы, услуги по гибке квадратной трубы, гибка металлического профиля, гибка алюминиевого профиля, гибка двутавров, гибка двутавра по радиусу, радиусная гибка профилей, гибка профилей по радиусу, гибка профиля по радиусу, гибка профильных труб, гибка п образного профиля, гибка прямоугольной трубы, услуги профилегиба, Гибка уголка по радиусу, Гибка алюминиевого профиля по радиусу, гибка алюминиевого профиля оконных систем, гибка оконных систем, гибка оконного профиля
Гибка труб в Москве. Гибка профильных и нержавеющих труб
Труба – функциональный элемент, прочный и надежный. Она обеспечивает достаточную прочность и вариативность использования при создании разных конструкций. Но в некоторых случаях требуется придать ей определенную форму – произвести гибку в том или ином направлении, с разным радиусом кривизны.
Гибка труб – процесс воздействия на изделие, в результате которого получаются изгибы заданного направления. Гибка труб требуется при создании различных гидравлических установок, специальных конструкций, профильных каркасов, прокладке трубопровода, изготовлении инженерных систем, в строительстве, промышленности и других сферах деятельности.
К процессу гибки труб предъявляются особенные требования, так как требуется максимально сохранить достаточную толщину трубы на сгибе и форму поперечного сечения. Соблюдение этих требований нашими специалистами изначально учитывается при проектировании изделия, его расчете и особенно при производстве. Наше производство располагает электрическим бездорновым трубогибом с ЧПУ итальянского производителя Ercolina. Данные трубогибы являются самыми современными на сегодняшний момент. Они позволяют получать изгибы высочайшего качества. Программа станка позволяет выполнять высокоточную гибку труб диаметром до 65мм, толщиной стенки от 1мм. Станок оснащен двухкоординатным позиционером, что дает возможность осуществлять серийную гибку деталей.
Гибка нержавеющих труб: тонкости работы
Гибка нержавеющей трубы выполняется на специализированных станках, обеспечивающих высокую производительность, максимальную точность поворота, отсутствие дефектов в готовом изделии (без овализации и складок). Гибка нержавеющей трубы осуществляется только холодным способом на станке с электромеханическим приводом. За счет высокотехнологичного оснащения итальянским трубогибом с ЧПУ фирмы Ercolina и профессионализма, мы гарантируем высокую скорость работы и качество. Пресс выполняет гиб до нескольких метров, оснащен несколькими вариантами подвижности, сохраняет в памяти до 30 программ гибки изделия.
Гибка профильных труб: особенности
Нами выполняется гибка профильной трубы, изделий с круглым сечением и полос, двутавровой балки и швеллера, уголка и другого металлопроката. Наше производство оснащено итальянским профилегибом с ЧПУ фирмы Ercolina, который позволяет получать спиралевидные гибы и сгибы большого диаметра. При необходимости мы закупаем или изготавливаем сами оснастку под любые требования заказчика.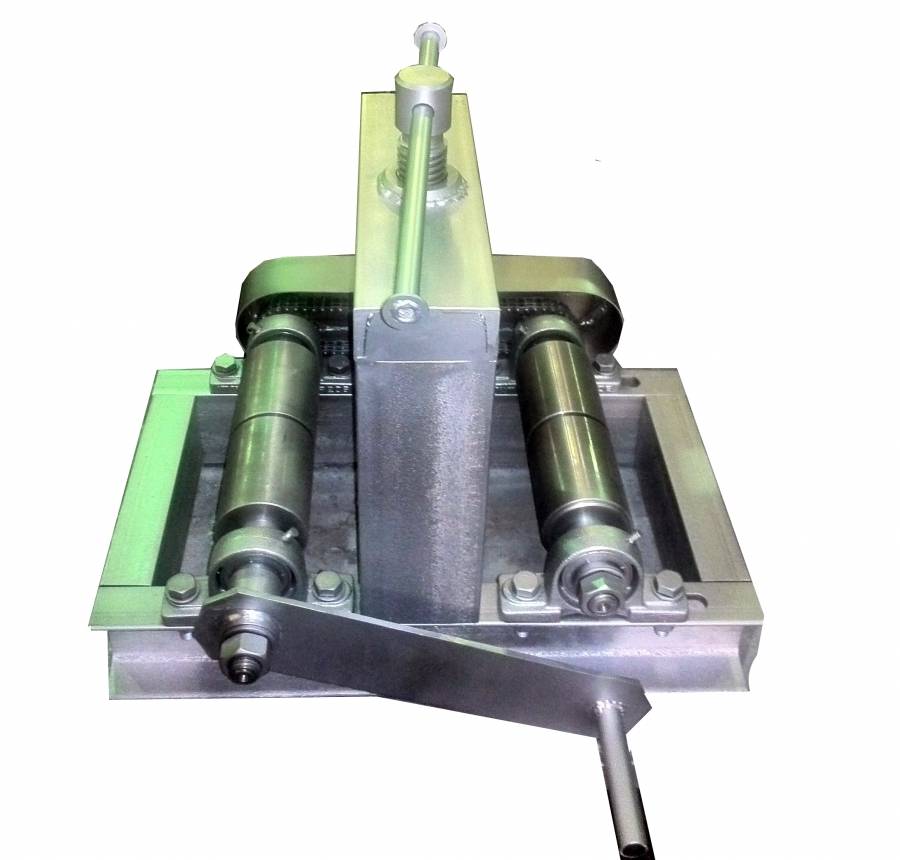 Профилегибочный станок Ercolina оснащен микропроцессорной системой управления подачей верхнего ролика с гидравлическим приводом. В памяти сохраняется 8 программ для однопроходных и многопроходных гибов. Кованые валы роликов, подвергнутые термообработке и калибровке, из никель-хромовой стали сводят к минимуму деформации изделия. Станок оснащен регулируемыми приспособлениями, которые не допускают продольного скручивания деталей в спираль при гибке. С их помощью также можно получить спираль с требуемыми размерами. Стоимость услуг варьируется в разных пределах и зависит от срочности выполнения, объемов заказа, сложности гибки, типа труб и других особенностей. Но, доверяя нам, Вы получаете возможность заказать услуги по приемлемым ценам и получить скидки при постоянном сотрудничестве и оптовых заявках.
Профилегибочный станок Ercolina оснащен микропроцессорной системой управления подачей верхнего ролика с гидравлическим приводом. В памяти сохраняется 8 программ для однопроходных и многопроходных гибов. Кованые валы роликов, подвергнутые термообработке и калибровке, из никель-хромовой стали сводят к минимуму деформации изделия. Станок оснащен регулируемыми приспособлениями, которые не допускают продольного скручивания деталей в спираль при гибке. С их помощью также можно получить спираль с требуемыми размерами. Стоимость услуг варьируется в разных пределах и зависит от срочности выполнения, объемов заказа, сложности гибки, типа труб и других особенностей. Но, доверяя нам, Вы получаете возможность заказать услуги по приемлемым ценам и получить скидки при постоянном сотрудничестве и оптовых заявках.
Гибка труб в Москве
Вам требуется гибка труб (Москва)? Звоните! В нашем активе технические возможности, опытный персонал, а также ответственное отношение к работе. Поэтому мы справляемся с задачами любой сложности, с заказами любого объема. Предоставляем качественное выполнение металлообработки в регионе в кратчайшие сроки по адекватным ценам.
Предоставляем качественное выполнение металлообработки в регионе в кратчайшие сроки по адекватным ценам.
Возможно, Вас также заинтересует:
Трубогибные работы — резка, гибка металла
Как технологическая операция гибка металла (холодная гибка труб, например) направлена на придание заготовке необходимых размеров и формы за счет растяжения внешних и сжатия внутренних слоев металла.
Резка, гибка металла различных габаритов и характеристик осуществляется с использованием автоматических и полуавтоматических станков. Каждый конкретный вид станка хорошо подходит под выполняемые задачи, что обеспечивает надлежащий контроль в процессе гибочных операций.
Гибка металла: производственный процесс.
Гибка металла — это, в частности, холодная гибка труб, которая выполняется путем наматывания заготовочного материала на вращающийся копир в валках. Современные гибочные машины полностью исключают образование гофр на внутреннем радиусе гиба трубы. Точность угла гибки профильной трубы зависит от деформации материала после снятия нагрузки. В том случае, когда гибка профильной трубы производится поворотом заготовки в разных плоскостях, на точность выполнения угла могут влиять дополнительные факторы. При гибке профильной трубы используются специальные упоры, которые обеспечивают точность выполнения прямолинейных участков заготовки.
Точность угла гибки профильной трубы зависит от деформации материала после снятия нагрузки. В том случае, когда гибка профильной трубы производится поворотом заготовки в разных плоскостях, на точность выполнения угла могут влиять дополнительные факторы. При гибке профильной трубы используются специальные упоры, которые обеспечивают точность выполнения прямолинейных участков заготовки.
В большинстве случаев процесс гибки профильных труб происходит без нагрева (так называемая холодная гибка труб). При необходимости процесс гнутья может осуществляться с нагревом, например, током высокой частоты. Как правило, эти требования выполняются при изготовлении труб больших диаметров с высокими прочностными характеристиками.
Использование полуавтоматических станков с ЧПУ.
Полуавтоматические станки с ЧПУ способны обеспечивать гибку труб по одной координате с погрешностью ±0,150. Подача заготовки для формирования прямолинейных участков и ее поворот вокруг оси осуществляются вручную.
Стоит отметить, что некоторые полуавтоматические станки имеют так называемую каретку, при помощи которой происходит автоматическое гнутье труб с погрешностью порядка ±0,200. В таких моделях ручная подача осуществляется только для создания прямолинейных участков.
Гибка труб на автоматических станках.
Автоматические станки подходят для изготовления деталей высокой сложности и точности, и обладают довольно большой производительностью. Регулировка станка происходит по трем и более координатам. На данном оборудовании гнутье труб выполняется при помощи электросервопривода. Это дает возможность с максимальной производительностью изготовлять детали высокой сложности.
Гнутье труб на трубогибочных станках.
Все трубогибочные станки предназначаются для гибки труб как квадратного, так и круглого сечения.
Гидравлическая трубогибочная машина — это первоклассное оборудование для разнообразных гибочных операций, которое способно действовать при разных условиях эксплуатации. На данном оборудовании осуществляется холодная гибка труб круглых и профильных сечений 10-60мм в диаметре. Радиус гиба у данной машины составляет от 300мм.
На данном оборудовании осуществляется холодная гибка труб круглых и профильных сечений 10-60мм в диаметре. Радиус гиба у данной машины составляет от 300мм.
Услуги по гибке труб в Санкт-Петербурге (СПб).
Компания Анта предлагает в Петербурге такие услуги, как услуги резка, гибка металла (в том числе — гибка труб). Услуги гибки труб крайне востребованы в Санкт-Петербурге. Наша компания обладает оборудованием, которое дает возможность производить гнутье труб различных диаметров и по минимальному радиусу. Отлаженный технологический процесс услуги гибки труб производства позволяет достигать наилучшего качества и предельной точности при гибочных операциях. Благодаря тому, что гибка труб — процесс довольно трудоемкий, здесь могут быть задействованы значительные производственные мощности, ГК «Анта» готова принимать в исполнение заказы большого объема и на короткий срок. Услуги гибки труб ГК АНТА оказывает по различным типоразмерам труб, от 20х20х до 60х40х включительно. Услуги гибки труб позволяют вам получить изящное конечное изделие точно и в срок. Трубогибные работы достаточно трудоемки, поэтому в сезон загрузка производства по данному виду услуг велика. Трубогибные работы выполняются нами на станках производства российской фирмы «БМК».
Услуги гибки труб позволяют вам получить изящное конечное изделие точно и в срок. Трубогибные работы достаточно трудоемки, поэтому в сезон загрузка производства по данному виду услуг велика. Трубогибные работы выполняются нами на станках производства российской фирмы «БМК».
Технические характеристики:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 мм
мм
Условия, сроки и стоимость выполнения работ уточняйте по телефону (812) 748-20-40 / 320-32-72.
Радиусная гибка и прокат профильной трубы, швеллера, уголка
Радиусная гибка погонажного материала, осуществляется холодным способом. Холодный прокат профильных труб, уголка, и швеллера намного выгоднее, чем горячий метод. Нет потери в несущей способности материала!
Используются гнутые элементы при производстве навесов, рекламных конструкций, фасадном остеклении.
Так же гибка металла очень широко востребована у дизайнеров и организаций, которые занимаются ландшафтным дизайном.
Важно отметить, что любая металлообработка, например, гибка профиля, сварка — это процесс, который требует соблюдения стандартов. В технологии гибки профилей мы соблюдаем ГОСТ 18970-84 (Обработка металлов давлением), ГОСТ 17365-71 (в части «Минимальные радиусы гибки труб»).
В технологии гибки профилей мы соблюдаем ГОСТ 18970-84 (Обработка металлов давлением), ГОСТ 17365-71 (в части «Минимальные радиусы гибки труб»).
Это очень важно: если не соблюдать отраслевые стандарты, то велика вероятность, что металлоизделие поле обработки не будет соответствовать требуемым техническим характеристикам.
Наш инженер сможет проконсультировать вас по всем вопросам, связанным с гибкой профиля. Звоните: +7 (499) 426-05-68, +7 (926) 426-06-60, спрашивайте.
Гнутый профиль 50×25
Гибка полосы
Прокат уголка 63 мм
Прокат художественной полосы
Прокат профильной трубы
Радиусная гибка металла
Фальцы гибочного станка
Гибка полосы
Гибка профильной трубы
Гибка профильной трубы
Гибка профильной трубы
Прокат полосы 100×10
Гибка профильной трубы 100×50
Гибка алюминевой трубы
Радиусная гибка
Дуга металлическая 40×20
Люк в погреб
Прокат в кольцо размеры 60×60×3
Прокат профиля 100×100×5
Работа вальцов
Радиусная гибка
профильной трубы
Гибка профильной трубы
холодным способом
Предлагаем вам заказать у нас радиусную гибку любого металла, гибку профильной трубы, будь то черный металл, нержавейка или алюминий по невысокой цене (без посредников)!
Гибка металла под заказ
Гибка металла
Гибка металла требует предельной осторожности, так как при сгибе происходит сжатие внутреннего слоя металла и, соответственно, растяжение внешнего. Технология сгиба каждого вида металлических изделий имеет свои тонкости.
Технология сгиба каждого вида металлических изделий имеет свои тонкости.
Гибка круглой трубы
Чаще всего производится на роликовых станках. Труба устанавливается в нужном положении и прокатывается через два или три ролика. Чтобы не повредить изделие, обязательно учитывается минимальный радиус сгиба. Так для водогазапроводных труб диаметром в 17мм минимальный радиус составит 100мм, а изделия диаметром в 26,8мм можно согнуть до радиуса в 160мм. При нагреве труб радиус можно сократить почти вдвое, однако такой способ применяется только при крайней необходимости, т.к. нагрев может негативно отразиться на прочности трубы.
Гибка профильной трубы
Профильную трубу согнуть сложнее из-за ее квадратной или прямоугольной формы. В этом случае гибка металла на заказ на 100% оправдывает затраты, т.к. без специального оборудования существует большая вероятность испортить изделие.
Чтобы в процессе гибки прямые края не теряли форму, используются дорновые трубогибы со специальной направляющей или применяются упоры. Трубы небольшого сечения можно деформировать на более легких ручных или автоматических станках. Минимальный радиус сгиба для профильных труб остается таким же, как и круглых, при этом допускается истончение стенки не более чем на 15%.
Трубы небольшого сечения можно деформировать на более легких ручных или автоматических станках. Минимальный радиус сгиба для профильных труб остается таким же, как и круглых, при этом допускается истончение стенки не более чем на 15%.
Гибка листов
Гибка листового металла применяется во многих случаях – для создания металлочерепицы, кровли, комплектующих элементов, каркасов для металлических стеллажей, профилей и пр. Иногда правильная гибка позволяет обойтись без сварки. Когда на станках обрабатывается лист, гибка затрагивает только внешний и внутренний слой изделия. Волокна среднего сохраняют свои первоначальные размеры, по которым и рассчитывается итоговая длина или ширина изделия.
Гибка арматуры
Применяется при создании каркаса фундамента, железобетонных изделий, решеток, ограждений, арочных конструкций и пр. Сгиб производится на отдельном оборудовании. В его число входят станки для кольцевой гибки прутьев и деформации арматуры из бухт. Максимальный угол сгиба для большинства видов оборудования – до 180°. Для арматуры нагрев перед деформацией крайне противопоказан, т.к. значительно уменьшает прочность изделия, поэтому те прутья, подвергшиеся тепловой обработке не ставят на несущую часть конструкции.
Максимальный угол сгиба для большинства видов оборудования – до 180°. Для арматуры нагрев перед деформацией крайне противопоказан, т.к. значительно уменьшает прочность изделия, поэтому те прутья, подвергшиеся тепловой обработке не ставят на несущую часть конструкции.
Гибка круга
Производится после предварительной нарезки металлопроката на плоские круги требуемой толщины. Изделия толщиной свыше 12мм обрабатываются на станках. Более тонкие заготовки можно деформировать на ручном оборудовании или укладывать по несколько штук на автоматический аналог. Цена на гибку металла в этом случае устанавливается в зависимости от размеров заготовки и сложности выполнения сгиба.
Вольцовка
Чаще всего применяется для цилиндрической деформации металлопроката. Для обработки полой трубы используется конусообразная насадка, которая при вращении увеличивает диаметр ее края (розвольцовка) или специальные тиски для сужения (завольцовка). Обработанные таким образом части впоследствии легко соединить без дополнительных элементов.
Для листовых материалов производится цилиндрическая или линейная обработка. В последнем случае вольцовка нужна для уплотнения металла, выравнивания толщины и придания блеска.
Современное оборудование позволяет сгибать металлопрокат с минимальными погрешностями от заданных параметров. Конечно, народные умельцы умудряются успешно гнуть трубы с помощью воды, песка и деформируют металлические листы молотком. Однако использование таких методов может негативно сказаться на долговечности конструкций, в то время как профессиональная гибка металла в Москве позволит вам получить изделия высокого качества без лишних усилий.
Гибка металла СПб на заказ, гибка труб, гибка двутавра
ООО “ГНЁМ ВСЁ” является предприятием, специализирующимся на гибке любого вида сортового металлопроката, изготовлением и производством оборудования для гибки с индукционным нагревом и без.
Основным профилем компании является гибка двутавровых балок в любой плоскости. Гибка осуществляется как с индукционным нагревом, так и «на холодную». Наши уникальные станки способны выполнять гибочные работы любой сложности. Возможности гибки ограничены лишь Вашей фантазией так как на нашем оборудовании возможно все!
Гибка осуществляется как с индукционным нагревом, так и «на холодную». Наши уникальные станки способны выполнять гибочные работы любой сложности. Возможности гибки ограничены лишь Вашей фантазией так как на нашем оборудовании возможно все!
Компания ООО «ГНЁМ ВСЁ» предоставляет широкий спектр работ по гибке круглой трубы, профильной трубы, швеллера, листового металлопроката. Так же наша компания занимается изготовлением нержавеющих металлоконструкций: лестниц в бассейны, поручней для жилых и коммерческих помещений, ограждений любых видов, накопительных емкостей под разное давление.
Уникальной особенностью нашей компании является способность выполнять индивидуальные, уникальные работы, которые не сможет повторить ни одна компания. Среди которых: гибка листа толщиной 60 и более, гибка двутавра на ребро, гибка двутавра под монорельс, формовка отбортовок на конусе толщиной свыше 6мм, ротационная вытяжка деталей диаметром до 700мм.
Кроме того, мы оказываем следующие услуги: конструкторско-технологическое сопровождение, работа по чертежам Заказчика, помощь в разработке технической документации к проектам Заказчиков. К каждому заказчику у нас индивидуальный подход. Весь путь, от согласования цены и чертежей до отгрузки готовой продукции, проходит в открытом режиме и в сроки оговоренные заранее.
К каждому заказчику у нас индивидуальный подход. Весь путь, от согласования цены и чертежей до отгрузки готовой продукции, проходит в открытом режиме и в сроки оговоренные заранее.
ООО ГНЁМ ВСЁ выполняет следующие работы: гибка труб, гибка двутавров, гибка уголков, гибка швеллеров, гибка квадрата, гибка листов и прочего сортового металлопроката. Мы изготавливаем нержавеющие металлоконструкции, производим вальцовку листового металла в полуобечайки и в обечайки разных диаметров и толщин.
Все о трубах и гибке труб
После того, как труба или труба были изготовлены, они обычно должны пройти пост-производственную обработку, чтобы из них можно было сформировать пригодный к употреблению продукт. Гибка является одним из наиболее распространенных из этих процессов, и ее можно выполнять вручную или на машинах с компьютерным управлением с использованием методов горячего или холодного формования. В зависимости от конкретного используемого процесса гибки физические и механические свойства исходного материала могут быть изменены, но конечная цель создания промышленного устройства для транспортировки газа и жидкости остается неизменной независимо от используемой техники.
Принципы гибки труб
Изгибающие силы
По мере изгиба трубы или трубы внешняя стенка в месте изгиба начинает растягиваться и истончаться. Одновременно соответствующий внутренний сегмент заготовки становится толще и более сжатым. Контроль этих степеней физической деформации важен для создания плавного закругленного изгиба. Толстостенные трубы, изогнутые с большим радиусом, вероятно, будут иметь относительно низкую степень деформации, а более тонкие трубы — нет.Услуги по гибке обычно измеряют коэффициент стенки, который представляет собой отношение толщины стенки трубы к ее внешнему диаметру, чтобы определить, следует ли рассматривать трубу как тонкую или толстую заготовку.
Аналогичное сравнение проводится между радиусом центральной линии и внешним диаметром трубы, чтобы определить, является ли радиус изгиба узким или широким. Комбинация радиуса изгиба и фактора стенки используется для обозначения сложности изгиба. При параметрах, при которых внутренние и внешние стены не будут серьезно зависеть, стандартная процедура гибки может быть выполнена с помощью базового набора штампов, такого как гибка, зажим и матрица штампов под давлением. Зажимная матрица удерживает трубку на месте, в то время как прижимная матрица прижимает ее к гибочной матрице для придания желаемой формы.
Зажимная матрица удерживает трубку на месте, в то время как прижимная матрица прижимает ее к гибочной матрице для придания желаемой формы.
Функции оправки
Во многих случаях заготовка НКТ не соответствует идеальным критериям и не может быть надлежащим образом
сформован с использованием основного устройства для штамповки. По мере того, как измерение коэффициента стенки увеличивается из-за утонения внешней стенки, радиус изгиба также становится меньше и увеличивает шансы получения плоского изгиба.Обычно это происходит, если стенка слишком тонкая, чтобы сохранять целостность под углом изгиба. Для компенсации этой слабости часто используется оправка. Оправка — это устройство, которое может быть прикреплено к внутренней части трубы в точке изгиба для обеспечения поддержки на протяжении всей операции. Он может быть выполнен в виде одиночной заглушки или последовательности шариков, которые изгибаются и регулируются в соответствии с изгибом. Помимо обеспечения внутренней опоры для тонких труб, оправка для заглушки также может использоваться для приложения дополнительной силы изгиба к более толстым трубам, которые сложнее придать форму.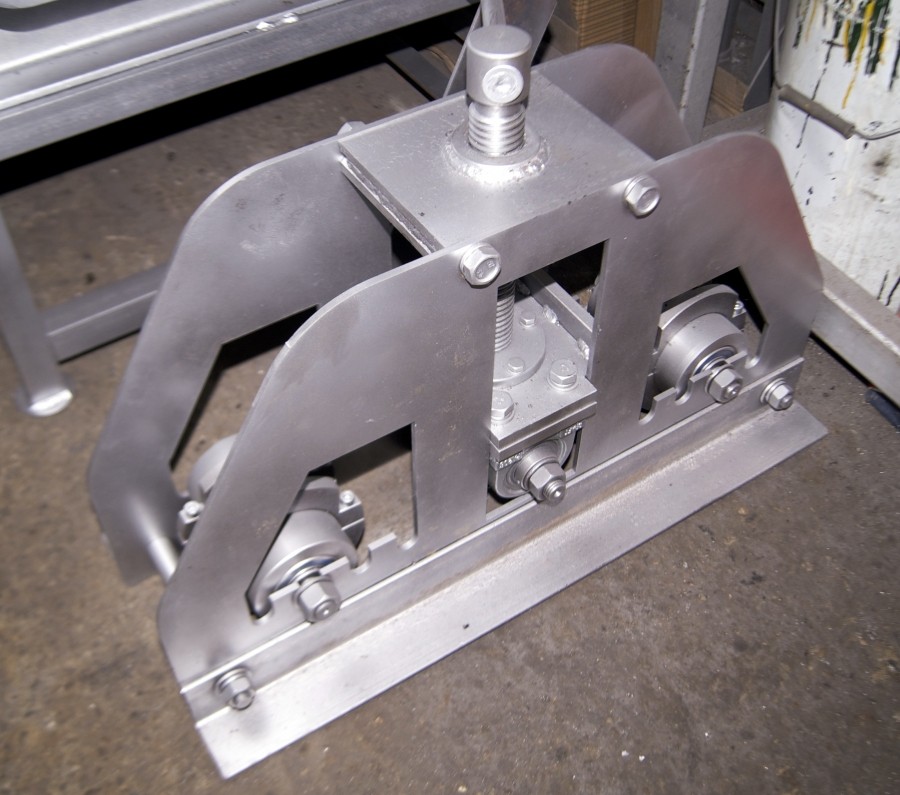
Стеклоочиститель
В более жестких условиях изгиба, например в случае тонких трубок, подвергающихся малому радиусу изгиба, сжатие внутренней стенки может развиваться неравномерно, что приводит к дефекту складок. Для снижения риска образования складок на заготовке может потребоваться шлифовальная матрица. Грязесъемник предназначен для вклинивания в канавку между трубкой и гибочной головкой, и имеет тонкий наконечник, доходящий до точки, в которой трубка начинает изгибаться. Грязесъемник заполняет зазор между гибочной головкой и трубкой, оставляя трубку сжатой и удаляя все пространство для образования складок.Грязесъемники часто используются вместе с оправкой, чтобы еще больше снизить вероятность деформации.
Удлинение
Удлинение — это степень, до которой труба может растянуться до того, как подвергнется структурному разрушению или растрескиванию. Учитывая, что растяжение материала происходит практически во всех процедурах гибки труб, удлинение может стать серьезной проблемой для производителей. В общем, чем больше радиус изгиба, тем больше материал растягивается. В некоторых случаях выбор материала продиктован ожидаемым уровнем удлинения.Например, нержавеющая сталь имеет более высокое максимальное удлинение, чем другие марки стали, что упрощает изгиб без трещин по малому радиусу.
В общем, чем больше радиус изгиба, тем больше материал растягивается. В некоторых случаях выбор материала продиктован ожидаемым уровнем удлинения.Например, нержавеющая сталь имеет более высокое максимальное удлинение, чем другие марки стали, что упрощает изгиб без трещин по малому радиусу.
Инструменты и методы гибки
Производители труб обычно предлагают множество различных базовых конструкций, например, круглой или квадратной формы, а также доступны многочисленные индивидуальные формы. Их продукция часто используется в сельскохозяйственной, аэрокосмической, строительной, автомобильной, медицинской и электротехнической отраслях.Большинство труб, используемых в этих отраслях промышленности, изготавливаются из металла или пластика. В стандартных процессах гибки используется ряд инструментов и методов, от оправок, которые изгибают трубы по мере их формирования, до триангулированных прокатных устройств, которые работают с предварительно сформованными трубами и трубами.
Несмотря на то, что многие современные процессы гибки труб автоматизированы и работают в соответствии с параметрами компьютера, инструменты остаются важной проблемой при производстве труб. Отношение срока службы инструмента к цене инструмента в значительной степени влияет на рентабельность всего процесса гибки, поэтому учет износа и отказов инструмента имеет жизненно важное значение для оптимизации производительности.
Выбор материала инструмента и настройки, например, конкретной конфигурации оправки, штампа или зачистки, является подготовительным этапом, который может повлиять на фактическую процедуру гибки. Затраты на инструмент также могут быть высокими, поэтому оценка соответствующего радиуса изгиба в соответствии с потребностями приложения или стандартными параметрами размеров перед гибкой может снизить производственные расходы. Использование одного и того же радиуса для нескольких прогонов — еще один способ повысить рентабельность.
Плунжерная гибка
Гибка с помощью плашки — один из старейших и наименее дорогих методов гибки, используемых сегодня. В этом процессе труба закрепляется в двух внешних точках, в то время как гибочный плунжер вдавливается в центральную ось заготовки. Мощность передается через вертикальный набивной цилиндр, и поршень прижимает трубу к паре неподвижных роликов, заставляя ее изгибаться вокруг матрицы. Кривые большего размера можно формировать постепенно. Плашечный изгиб обычно используется для изготовления автомобильных выхлопных труб и формирования электрических трубопроводов. Он подходит для применений, в которых круглое поперечное сечение не требуется, поскольку отсутствие оправки и внутренних опор может вызвать деформацию, приводящую к овальному поперечному сечению.
В этом процессе труба закрепляется в двух внешних точках, в то время как гибочный плунжер вдавливается в центральную ось заготовки. Мощность передается через вертикальный набивной цилиндр, и поршень прижимает трубу к паре неподвижных роликов, заставляя ее изгибаться вокруг матрицы. Кривые большего размера можно формировать постепенно. Плашечный изгиб обычно используется для изготовления автомобильных выхлопных труб и формирования электрических трубопроводов. Он подходит для применений, в которых круглое поперечное сечение не требуется, поскольку отсутствие оправки и внутренних опор может вызвать деформацию, приводящую к овальному поперечному сечению.
Ротационная гибка с вытяжкой
Ротационная гибка с вытяжкой — наиболее распространенный метод, используемый в случаях, когда требуются трубы точного диаметра и высококачественная обработка. В этом методе используется набор штампов, состоящий из штампа фиксированного радиуса и стационарного штампа счетчика. Труба или трубка протягивается через контрштамп, который прижимает заготовку к формовочной матрице вдоль оси изгиба. Гибка с вращающейся вытяжкой может обеспечить высокую степень точности, поскольку две матрицы имеют постоянный радиус центральной линии.Кроме того, некоторые гибочные машины с протяжкой можно запрограммировать на повторение сложных операций гибки нескольких заготовок, повышая точность и единообразие производственного цикла. Трубы и трубы для гибки с вращающейся волочкой обычно используются для ряда применений, в том числе:
Труба или трубка протягивается через контрштамп, который прижимает заготовку к формовочной матрице вдоль оси изгиба. Гибка с вращающейся вытяжкой может обеспечить высокую степень точности, поскольку две матрицы имеют постоянный радиус центральной линии.Кроме того, некоторые гибочные машины с протяжкой можно запрограммировать на повторение сложных операций гибки нескольких заготовок, повышая точность и единообразие производственного цикла. Трубы и трубы для гибки с вращающейся волочкой обычно используются для ряда применений, в том числе:
- Гибка трубопровода
- Поручни
- Каркасы безопасности и шасси автомобильные
- Декоративные изделия из железа
- Рамы прицепов
Кольцевидная гибка
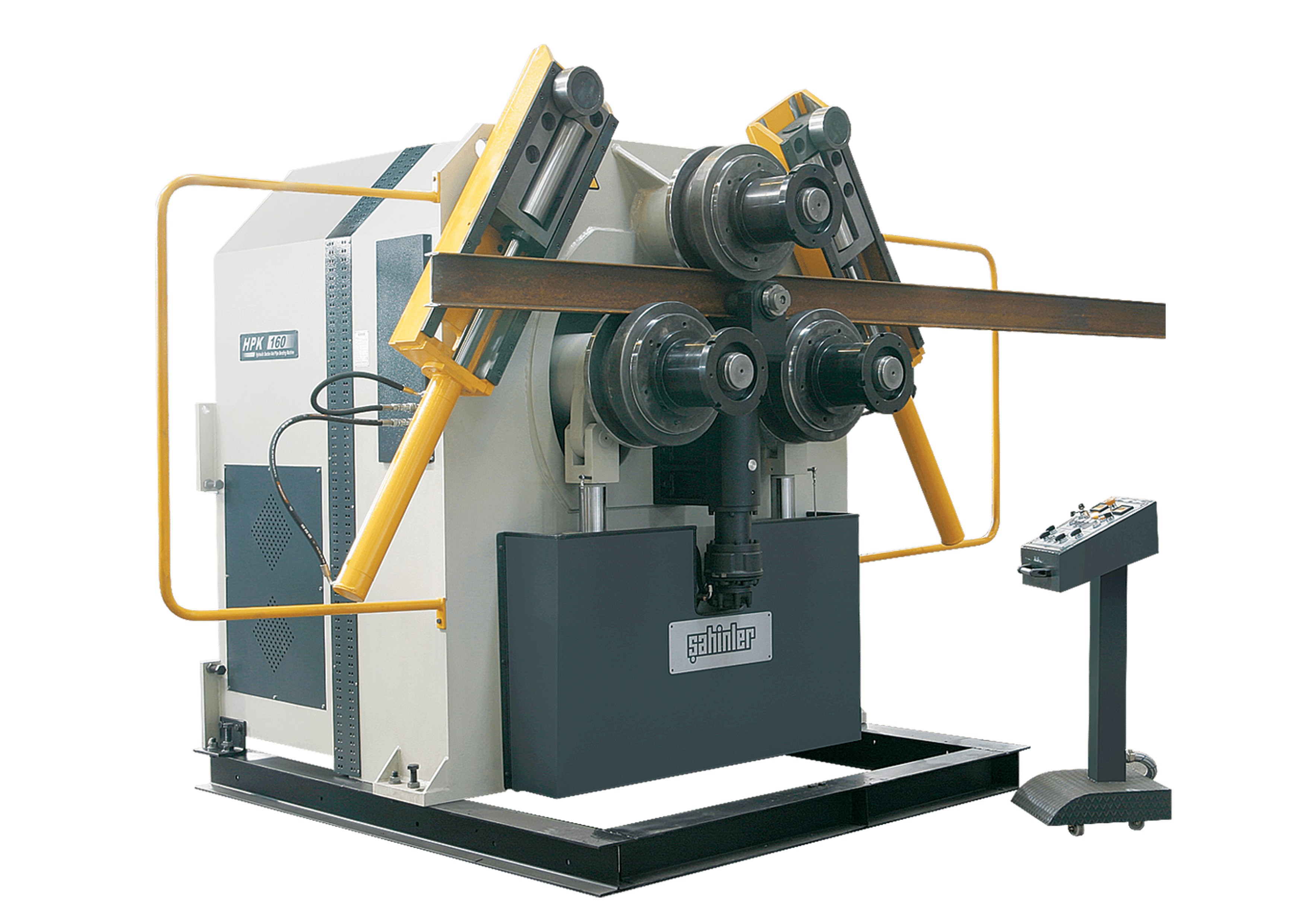
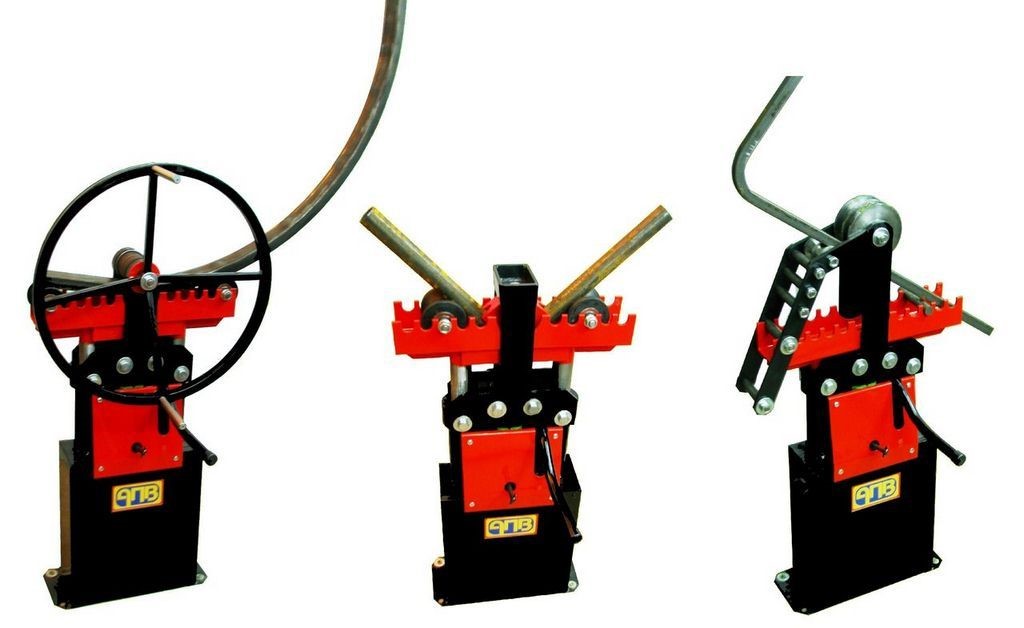
Изгиб кольцевых валков эффективен при формовании труб с большими окружностями и радиусами центральной линии.В этом методе используются гибочные станки, обычно состоящие из трех триангулированных кольцевых валков, установленных на отдельных валах.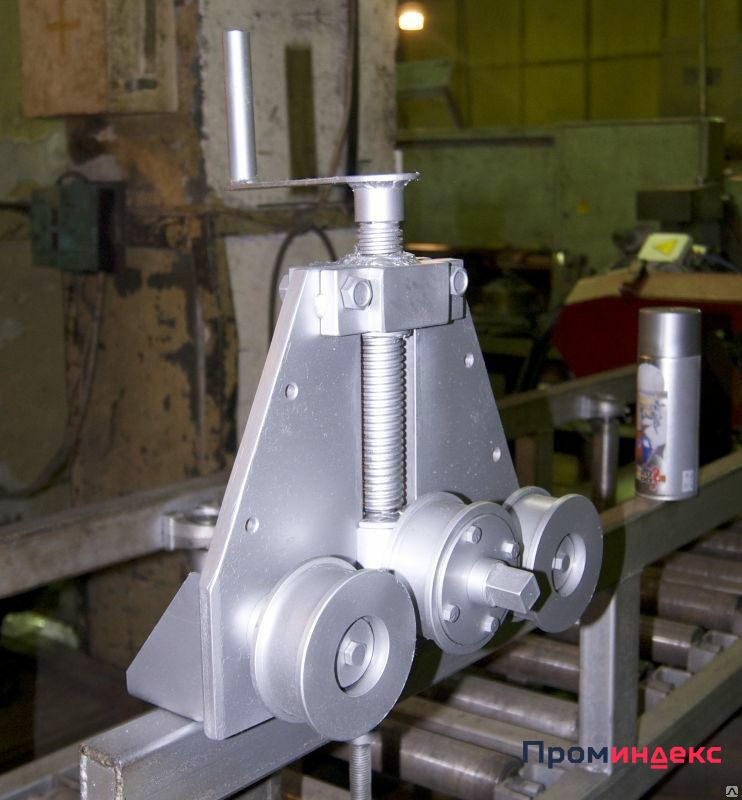 Когда трубка проходит между роликами, верхний ролик оказывает давление вниз, прижимая заготовку к нижним роликам и заставляя трубку изгибаться. Эти ролики часто регулируются вручную или гидравлически. Гибка кольцевых валков дает относительно однородные поперечные сечения с небольшой деформацией, и она используется для изготовления барабанных валков, рам бытовых приборов, труб фермы и других закругленных деталей большого диаметра.
Когда трубка проходит между роликами, верхний ролик оказывает давление вниз, прижимая заготовку к нижним роликам и заставляя трубку изгибаться. Эти ролики часто регулируются вручную или гидравлически. Гибка кольцевых валков дает относительно однородные поперечные сечения с небольшой деформацией, и она используется для изготовления барабанных валков, рам бытовых приборов, труб фермы и других закругленных деталей большого диаметра.
Гибка на оправке
Гибка на оправке — это сравнительно точный процесс, при котором трубы или трубы деформируются очень мало. Он способен изгибать тонкие материалы до меньшего радиуса, чем они обычно могут выдерживать, без разрушения или деформации из-за использования внутренних усилителей. Гибкая внутренняя оправка вставляется в стержень трубы под углом, под которым труба будет изгибаться. Эта оправка предотвращает непреднамеренную деформацию внутренней части, когда заготовка протягивается через штамп для встречной гибки и набор штампов для формования. Изгиб оправки обычно используется для изготовления выхлопных труб, впускных и теплообменных трубок, а также трубок для молочных продуктов.
Изгиб оправки обычно используется для изготовления выхлопных труб, впускных и теплообменных трубок, а также трубок для молочных продуктов.
Трубы прочие изделия
Больше от Custom Manufacturing & Fabricating
Трубные отводы: Быстрый праймер
Технологические трубопроводные системы редко перемещаются по прямой от процесса к процессу. Современные системы обработки часто представляют собой сложную сеть поворотов, перепадов высот, приспособлений и т. Д.
Как и в большинстве случаев, касающихся трубопроводов, понимание идеального использования изогнутой трубы в вашем проекте или проекте имеет важное значение для правильной работы готовой системы.
В этом руководстве мы рассмотрим, почему вы можете учитывать изгибы труб при проектировании системы, и общие соображения при поиске идеального изгиба трубы.
Зачем нужны гнутые трубы и трубки?
Гибка труб позволяет системам минимизировать перепады давления, при этом материалы прокладываются по сложным трубопроводным системам.
Поскольку большинство изогнутых труб не изменяют концы труб, изгибы труб часто легко реализовать в рамках технологической системы, используя стандартные процессы сварки, фланцы или другие методы соединения.
Огромное разнообразие размеров изгибов труб и материалов также делает их подходящими для прокладки всего, от горячих или едких жидкостей до поддержания давления и движения в жидкостях с высокой вязкостью или жидкостях с взвешенными твердыми частицами, таких как трубопроводы для шлама нефтеносных песков с высокой концентрацией кремнезема песок.
Наконец, поскольку большинство методов гибки труб являются довольно рентабельными, использование изогнутых труб и трубок будет иметь минимальное влияние на общий бюджет проекта при использовании идеальной длины и размеров для вашего приложения.
Общие методы гибки труб и их преимущества
Хотя существует несколько методов гибки труб, большинство из них можно разделить на две категории:
Методы холодной гибки часто основаны на чистой физической силе, которая помогает придать трубе окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемого усилия.
Каждый метод имеет уникальные преимущества и определяет степень возможного изгиба и окончательную форму трубы.
Методы холодной гибки
Ротационная гибка с вытяжкой: Труба или труба изгибается с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии.Это действие вытягивает трубу или трубу вперед, делая желаемый изгиб. Для гибки с вращательной вытяжкой также можно использовать оправки.
Изгиб на оправке: Оправка помещается внутрь трубы или трубы, которая изгибается, особенно с материалами с более тонкими стенками, чтобы предотвратить дефекты, которые могут возникнуть при изгибе детали, такие как волнистость, сплющивание или сжатие.
Компрессионная гибка: Гибка трубы с использованием неподвижной матрицы, в то время как контр-матрица сгибает материал вокруг неподвижной матрицы.
Валковая гибка: Используется, когда требуются изгибы или изгибы большого радиуса.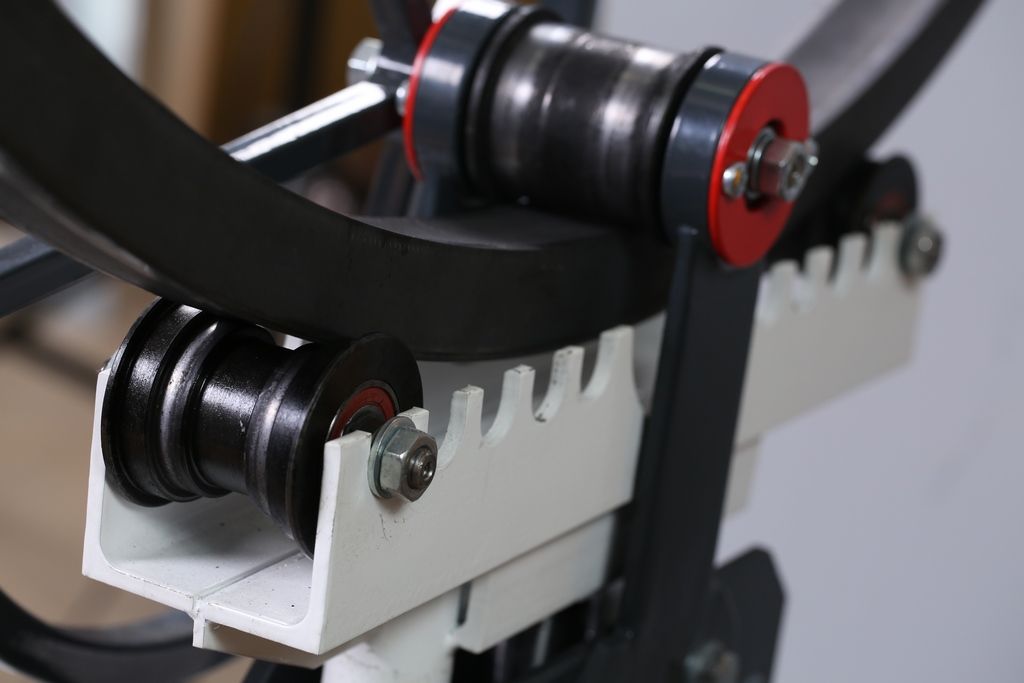 Этот метод пропускает кусок трубы через серию из трех роликов в пирамидальной конфигурации для достижения желаемой кривой.
Этот метод пропускает кусок трубы через серию из трех роликов в пирамидальной конфигурации для достижения желаемой кривой.
Горячая или индукционная гибка
Хотя есть небольшие различия в различных методах гибки горячей трубы, почти все они являются формой индукционной гибки.
Этот метод точно нагревает трубу с помощью индукционной нагревательной катушки перед приложением давления для выполнения намеченного изгиба.
Он требует гораздо меньшей физической силы, чем методы холодной гибки, и может производить изгибы аналогичного или более высокого качества без присадочных материалов, оправок или других добавок, используемых во избежание деформации.
Индукционная гибка, хотя и сводит к минимуму уменьшение диаметра в месте изгиба, вызывает некоторые изменения толщины трубы.
Как правило, внутренняя часть — или внутренняя часть изгиба — становится толще, а внешняя часть изгиба — тоньше.
Этот метод чаще всего используется для труб большого диаметра и гибов труб с большим радиусом.
Тем не менее, он также используется для труб меньшего диаметра и изгибов с коротким радиусом.
Размер колена трубы и посадка
В большинстве случаев изгибы труб измеряются относительно номинального размера или диаметра трубы (D).
Колена с длинным радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда обозначается как> 1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии изогнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с диаметром D 10 дюймов будет иметь радиус центральной линии 50 дюймов.
Трубные отводы на 180 градусов используют другое измерение, основанное на расстоянии от центра к центру, чтобы дать лучшее представление о необходимом пространстве и о том, как отводы трубы впишутся в систему.
Как и в случае с коленами, умножение диаметра 180-градусного изгиба трубы на обозначение D даст вам размер от центра к центру.
Отводы труб с коротким радиусом на 180 градусов являются двухмерными, а сгибы труб с большим радиусом — трехмерными.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь расстояние от центра до центра 8 дюймов, в то время как такая же 4-дюймовая труба с большим радиусом изгиба будет иметь расстояние от центра до центра 12 дюймов.
Независимо от того, смотрите ли вы на колена или 180-градусные изгибы, касательные концы индукционно изогнутой трубы часто не подвергаются влиянию процесса гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или требованиям фитинга.
Хотя установка и определение размеров изогнутых труб на первый взгляд может показаться сложным, базовое понимание используемых измерений позволяет легко сопоставить их с существующей системой или интегрировать в новую конструкцию.
Популярные материалы, используемые для гибки труб
Методы гибки труб зависят от используемых металлов.
Однако из-за уменьшения силы, необходимой для достижения общих углов, индукционная гибка совместима с широким спектром как черных, так и цветных материалов, включая:
Это особенно верно для более тонких металлов, которые могут деформироваться, защемляться, разрушаться или иным образом искажаться при использовании методов холодной гибки.
Последние мысли
Когда стандартные 90-градусные отводы не подходят для вашей системы или требований к пространству, изогнутые трубы и трубки — отличный вариант прокладки.
Имея твердое представление о методах гибки, материалах и общей терминологии гибки труб, легко найти решение для труб и пространств любого размера.
Если у вас есть вопросы, то специалисты Unified Alloys уже более четырех десятилетий поставляют изгибы труб и другие компоненты из нержавеющей стали и сплавов для предприятий Северной Америки и Канады. Свяжитесь с нами сегодня , чтобы поговорить с нашими техническими специалистами по продажам и найти идеальное решение для вашего проекта.
Знакомство с различными методами гибки труб
Автор: Сирикит Хиясмин Элебаран
Благодаря асимметричной конструкции трубы можно изгибать до определенных радиусов. Гнутые трубы должны соответствовать точным спецификациям, чтобы точно соответствовать своему назначению. Однако добиться идеального изгиба в одно мгновение невозможно. Подрядчик, не имеющий большого опыта, может столкнуться с ошибками, которые могут привести к повреждению трубы или волнам. Небольшая ошибка может вызвать проблему, независимо от того, предназначена ли труба для оборудования или для транспортировки жидкости и воздуха.
В идеале изгиб трубы должен выполняться осторожно. В противном случае материал станет толще, что приведет к складкам, или станет тоньше, что приведет к его разрушению.
Различные методы гибки труб
Существует четыре типа труб и методов гибки труб. Позвольте нам помочь вам понять каждый процесс, чтобы помочь вам найти правильный метод при его выполнении.
Ротационная гибка с вытяжкой
Ротационная гибка с вытяжкой обычно используется для толстостенных труб. Это обеспечивает больший контроль, поскольку оправки и матрицы находятся внутри трубы для поддержки.Это предотвращает возможное образование складок на внутренней стенке крутого изгиба. Это также может помочь вам добиться резких изгибов или небольших допусков на размеры.
Ротационная гибка с вытяжкой идеально подходит для применений, требующих эстетичного внешнего вида труб.
Компрессионная гибка
В процессе гибки под сжатием используется матрица компрессора, также известная как ведомый блок, или ролик. Трубка зажимается в задней точке касания. Из-за своей простоты это распространенный метод, используемый в строительной отрасли.Однако он не сможет выполнять изгибы с малым радиусом, потому что это может привести к изгибу или поломке труб.
Индукционная гибка
Индукционная гибка позволяет выполнять многократную или трехмерную гибку.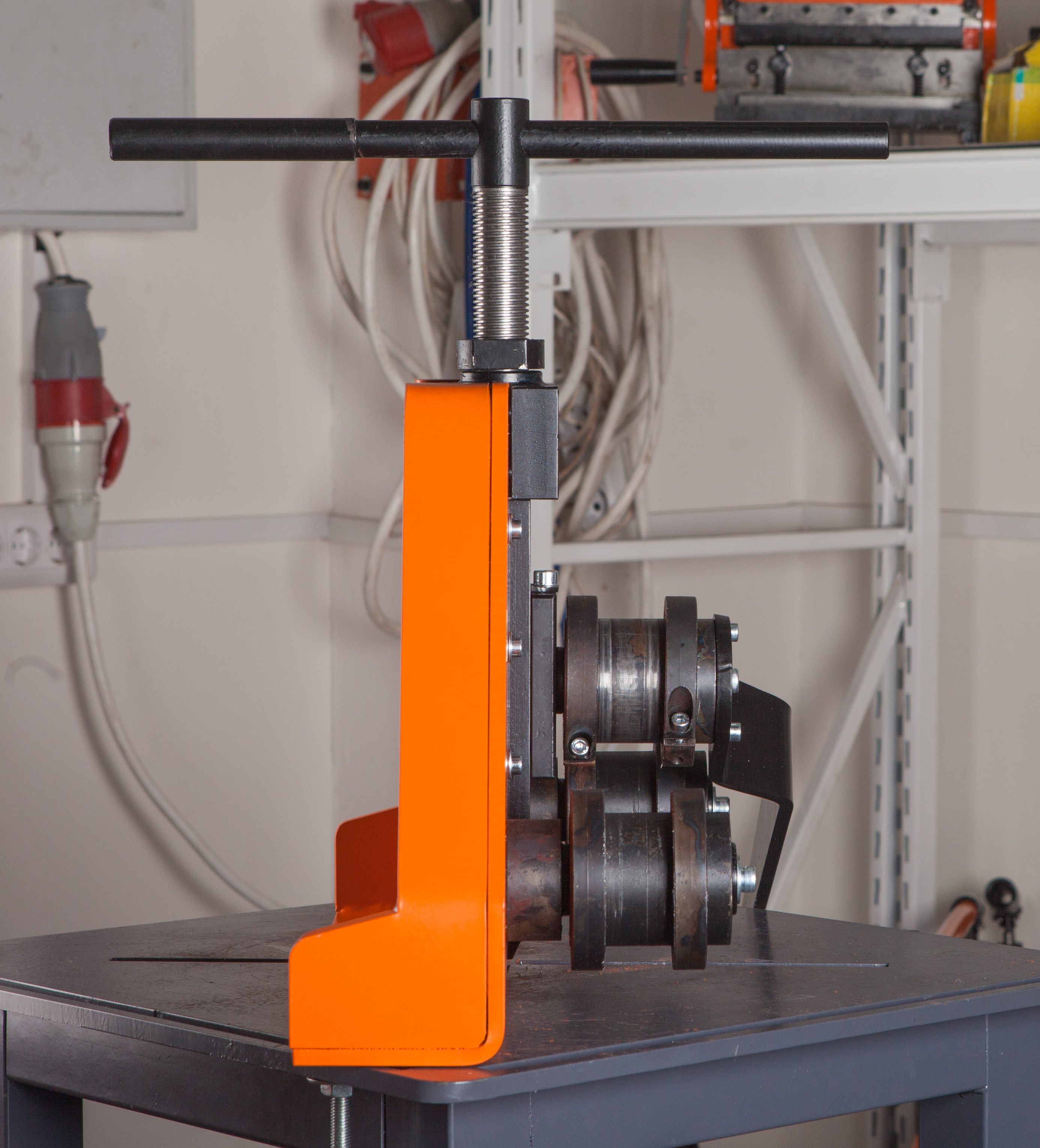 При этом индукционная катушка размещается вокруг участка, в котором труба должна быть изогнута. Затем он нагревается до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 ° C). Давление изгиба сосредоточено на нагретой части для достижения необходимой точности радиуса.
При этом индукционная катушка размещается вокруг участка, в котором труба должна быть изогнута. Затем он нагревается до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 ° C). Давление изгиба сосредоточено на нагретой части для достижения необходимой точности радиуса.
Валковая гибка
Трехвалковая гибка методом выталкивания (TRPB) является наиболее часто используемым методом.Труба помещается в машину с тремя роликами (также называемыми зажимными приспособлениями), постепенно увеличивая давление. Процесс необходимо повторить несколько раз, пока не будет достигнут заданный радиус.
Walters Оптовая торговля: услуги по гибке труб
Развитие технологий помогло профессионалам безупречно выполнять гибку труб. Количество доработок было уменьшено из-за плохо выполненного процесса. Также приятно, что есть несколько компаний, которые предлагают услуги по гибке труб, а не делают это в одиночку.Возьмем, к примеру, услуги по гибке труб Walters Wholesale.
Специальные методы и приемы, используемые Walters Wholesale, позволяют вам воспользоваться многочисленными преимуществами:
1. Поддерживаемая прочность : Walters следит за тем, чтобы трубы постепенно изгибались, чтобы форма, качество и точность никогда не ухудшались.
2. Избегаемые деформации : Процедура гибки трубы требует строгой оценки, профессионализма и опыта. В Walters Wholesale вам гарантируется, что наше подразделение по гибке труб сможет достичь заданного радиуса с максимальной точностью, избегая волнистости и деформации.
3 . Разнообразные конструкции гибки труб : Walters ’использует совершенно новый Greenlee AutoBend 3D, который в 8 раз быстрее, чем любые традиционные гибочные станки. Он также не требует ручной маркировки и измерения и может даже сгибать трубу до 4 дюймов.
Окунитесь в революцию в области гибки в Walters Wholesale. Ускорьте всю процедуру, устраните поврежденные трубы и повысьте продуктивность вашей команды с нашей помощью.
Теги:
гибка труб сборная сборная гибка ротационная вытяжная гибка компрессионная гибка индукционная гибка вальцегибочная гибка Greenlee Autobend электрическая; электрик
Как правильно выбрать трубу?
Вот несколько советов , которые помогут вам найти трубку, которая вам подходит!
Что касается форм, размеров и стилей труб — недостатка нет! Цвет, форма, материал стержня имеют свои особенности, поэтому существует таких разных трубок ! Вы должны принять во внимание все компоненты трубы, чтобы сделать свой выбор.Будьте уверены: вы не одиноки, и мы поможем вам!
Вы узнаете, что трубка — вещь очень личная. Самым важным фактором при покупке трубы является то, что она вам нравится.
Размер, имеет значение?
Короткая трубка
Средняя трубка
Длинная трубка
Дым проходит через пену и ствол, прежде чем достигнет вашего рта, поэтому длина стержня имеет большое значение.
Основное различие между длинной трубкой и короткой трубкой сводится к теплоте дыма .Чем короче труба, тем она теплее. Во Франции очень короткие трубки называются «Brule gueule» или «горелки для кружек», но мы не рекомендуем их новичкам. Дым такой горячий, что вы можете почувствовать дискомфорт. Лучше начать со средней или длинной трубы.
Как насчет формы: изогнутой, полусогнутой или прямой?
Гнутая труба
Полугруглая труба
Прямая труба
В нашем магазине нас постоянно спрашивают о формах труб.Опытным курильщикам это может показаться очевидным, но есть очень больших различий между изогнутой трубкой и прямой, которые суммированы в таблице ниже:
| Минусы | Плюсы | |
|---|---|---|
| Гнутая трубка |
|
|
| Прямая труба |
|
|

Если вас все еще интересует форма вашей следующей трубы, почему бы не попробовать полусогнутую трубу ? Вам понравятся как прямые, так и гнутые трубы.
Материал мундштука: акрил, камберленд или резина?
Резина или вулканит
Акрил
Cumberland
Исторически мундштуки изготавливались из настоящего рога или вулканита , материала, сделанного из серы и каучука. Вулканит — мягкий матовый материал черного цвета. Мундштуки из вулканита — лучший выбор для людей с чувствительными зубами, однако со временем они имеют тенденцию становиться желтоватыми. Они требуют ухода за полировкой на протяжении многих лет.
Вулканит — мягкий матовый материал черного цвета. Мундштуки из вулканита — лучший выбор для людей с чувствительными зубами, однако со временем они имеют тенденцию становиться желтоватыми. Они требуют ухода за полировкой на протяжении многих лет.
Красочный и более редкий, чем вулканит, cumberland — интересная альтернатива вулканиту, легко узнаваемая по его мареново-красной завитке с более темными нотами, создающей уникальный узор из искусственного дерева. Удобный и мягкий , требует ухода за полировкой.
Сегодня большинство трубных мастеров изготавливают мундштуки из акрила . Некоторые могут считать его основным пластиком, но акрил — это не случайный кусок пластика: эластичный, блестящий и почти необслуживаемый — это три характеристики материала, которые делают акрил обязательным.Единственным недостатком является то, что акрил дает ощущение камня при сжимании трубки.
Две трубки с одинаковым бриаром могут продаваться по двум разным ценам из-за мундштука: вулканит намного дешевле акрила.
Отделка
Естественная отделка
Вощеная отделка
Лакированная отделка
Сегодня цветные трубы стоят рядом с традиционными трубами в каждом трубном цехе. Обнаружены новые процедуры отделки .Воск, лак, краска, углеродный слой, детали, напечатанные на 3D-принтере, предлагают новые возможности, если вам нужна труба современного вида. Эти новые процедуры не меняют ни вкуса древесины шиповника, ни свойств древесины.
Фильтры
Металлический фильтр
9-миллиметровый фильтр
Адаптер для 9-миллиметрового фильтра
На рынке представлен широкий выбор фильтров. Среди наиболее часто используемых систем в настоящее время можно выделить 3 типа фильтров: металлический фильтр , 9-миллиметровый фильтр и адаптер для 9-миллиметрового фильтра .
Исторически во Франции все трубы поставлялись с металлическими фильтрами (стандартная система). В настоящее время все больше и больше труб поставляются с 9-миллиметровым фильтром, так как это самый эффективный способ фильтрации влаги и примесей (никотин, смолы …). Эти фильтры обеспечивают ровный и приятный дым . Некоторые трубы поставляются с гибридной системой, которая позволяет смаковать трубку, используя металлический или 9-миллиметровый фильтр.
В La Pipe Rit вы найдете большой выбор трубных фильтров разного диаметра (3, 4, 6 или 9 мм), которые подходят для протыкания хвостовика.Эти фильтры доступны из различных материалов (металл, активированный уголь, пенопласт, абсорбирующая бумага, бальза, глина …).
Как правильно выбрать фильтр для своей трубы? В нашем интернет-магазине для каждой трубы мы указываем, какой фильтр с ней можно использовать. Чтобы полностью насладиться табаком, мы рекомендуем 9-миллиметровые фильтры с активированным углем Vauen.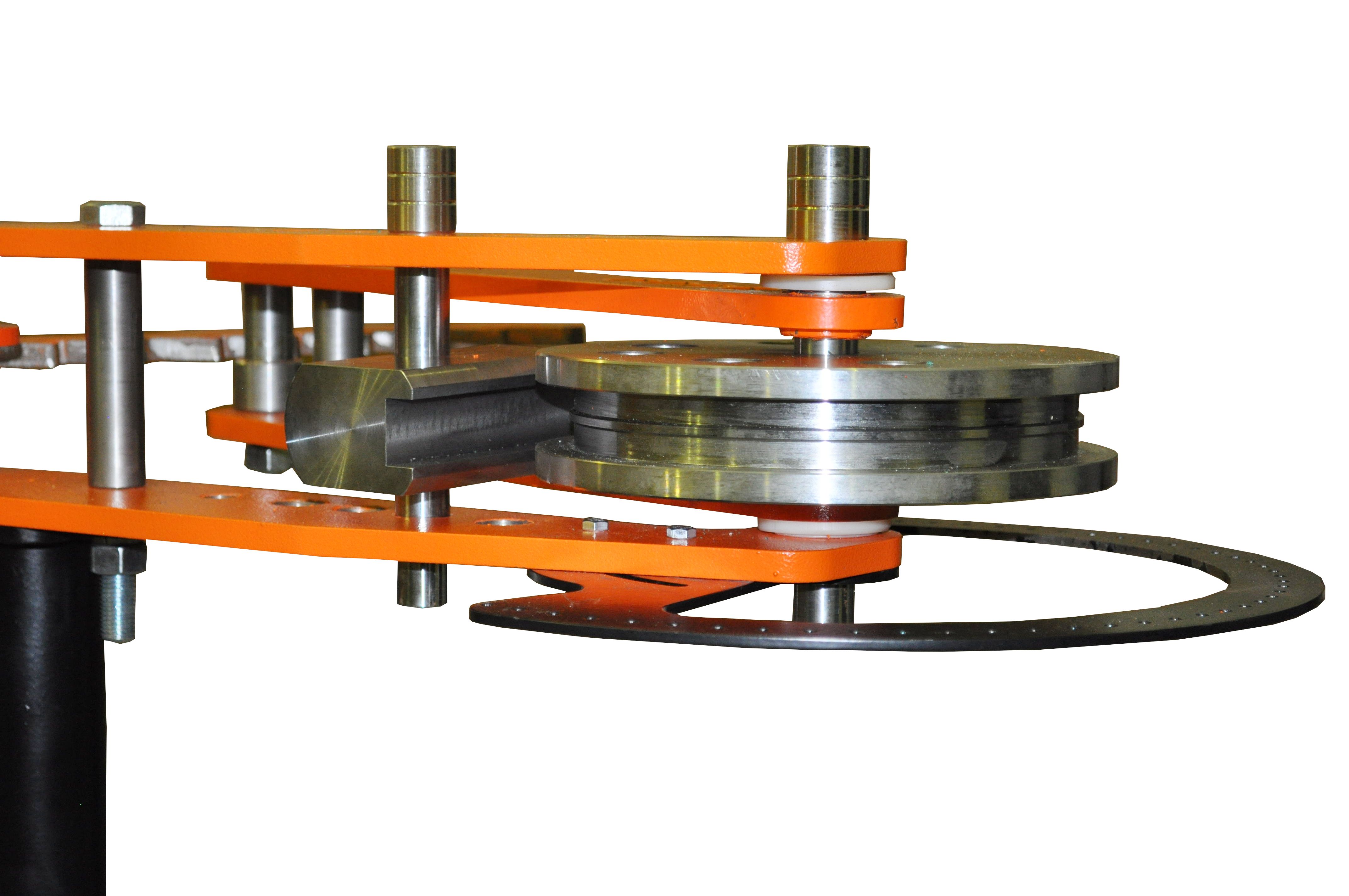
Найдите трубу, которая вам подходит
Теперь, когда вы все знаете, решать вам ! Не стесняйтесь играть с нашей поисковой системой ниже.Вы также можете связаться с нами, мы будем рады оказать вам дальнейшую помощь!
Найдите трубку своей мечты
Гибка труб | Гибка труб
Основные факты и часто задаваемые вопросы
Трубы и трубки представляют собой трубчатые изделия, предназначенные в первую очередь для транспортировки воды, топлива, газа, воздуха и пара. Металлические трубы и трубки также можно использовать в строительстве в качестве колонн и перил.
Основы конструкции труб и трубок
Существует два типа трубчатой конструкции, каждая из которых имеет свои преимущества и недостатки.
- Сварные (швы): Сварные трубы производятся из полосы, которая формируется в рулонах и сваривается для производства трубы.
 С швом снаружи и сварным швом внутри используйте эту трубку, когда ваше приложение не требует гладкой внутренней части. Для некоторых труб сварной шов сглаживается (также называется вытяжкой), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубам.Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.
С швом снаружи и сварным швом внутри используйте эту трубку, когда ваше приложение не требует гладкой внутренней части. Для некоторых труб сварной шов сглаживается (также называется вытяжкой), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубам.Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков. - Экструдированная (бесшовная) : Бесшовная труба экструдирована и вытягивается из заготовки и не имеет сварного шва, поэтому внутренняя поверхность гладкая, что снижает вероятность скопления частиц. Рабочее давление бесшовной трубы на 20% больше, чем у сварной трубы, она обладает большей коррозионной стойкостью и может развальцовываться без раскалывания по шву.
 С швом снаружи и сварным швом внутри используйте эту трубку, когда ваше приложение не требует гладкой внутренней части. Для некоторых труб сварной шов сглаживается (также называется вытяжкой), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубам.Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.
С швом снаружи и сварным швом внутри используйте эту трубку, когда ваше приложение не требует гладкой внутренней части. Для некоторых труб сварной шов сглаживается (также называется вытяжкой), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубам.Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.Различия между металлическими трубами и металлическими трубками
Гибка выполняется как с металлическими трубами, так и с металлическими трубками, однако между ними существуют явные различия, которые определяют возможности гибки, а также возможность применения чистовых операций, таких как нарезание резьбы.Выбор металлических труб или металлических трубок также определяется материалом, который требуется для вашего приложения.
Металлическая труба
Труба металлическая изготавливается из стали и алюминия . Обычно он производится в больших количествах, чем металлические трубы, и имеет относительно небольшое количество стандартных размеров.
- Обычно изготавливаются с менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам, чем трубки.
- Размеры и толщина стенки трубы изначально были стандартизированы, чтобы можно было нарезать конец для соединения отрезков с муфтами или другими соединителями.
- Большая часть труб также используется без винтовой резьбы (гладкий конец), когда отрезки соединяются вместе или присоединяются фитинги с помощью сварки или других средств.
Металлические трубки
Металлические трубы изготавливаются из стали, нержавеющей стали, латуни, меди и алюминия . Он легче трубы и с ним легче работать. Металлические трубы можно сгибать в нужную форму без использования колен или других приспособлений. Фитинги используются для подсоединения трубок к насосам, клапанам и другим компонентам.
Трубогиб
Несмотря на то, что, как правило, процесс простой оснастки трубы и гибки трубы сопряжен с такими сложностями, как сплющивание или обрушение из-за тонких стенок, ямки, вызванные неправильным или неправильным выбором материала, или складки и изгибы из-за несоосности и толщины стенки. Понимая материал, радиус изгиба и различные процессы изгиба, вы можете помочь предотвратить проблемы, которые приводят к материальному ущербу и потере производственного времени.
Прежде чем приступить к проекту по трубопроводу или гибке труб, первым делом необходимо подумать о том, для чего вам нужен ваш продукт.
- Требуются ли в вашем случае тяжелые или легкие материалы?
- Должен ли материал быть устойчивым к ржавчине или коррозии или обладать способностью проводить тепловую энергию?
- Вам также необходимо учитывать внутренний диаметр (ID) и внешний диаметр (OD) трубы или трубки; Эти измерения определяют толщину стенки, которая определяет радиус изгиба, с которым может справиться ваша труба или труба.
Когда труба изгибается, внешний радиус растягивается, что приводит к утонению материала.Если стенка растягивается слишком тонко, труба или труба сжимаются и приобретают овальную форму, что может повлиять на функциональность трубы, особенно в точных применениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина вашей стены достаточна для радиуса, который вы изгибаете. Еще одно соображение — это радиус центральной линии (CLR), который представляет собой расстояние между центром кривой и центральной линией (осью) участка трубопровода или трубки. Желаемая CLR будет определяющим фактором при использовании процесса гибки трубы.
Какие существуют процессы гибки труб и трубок?
Существует четыре основных процесса гибки труб. Все четыре процесса являются стандартными для труб и труб из различных материалов и диаметров, но конфигурация и радиус готовой детали являются определяющим фактором в выборе наилучшего метода.
При выборе метода гибки наиболее важными факторами являются толщина стенки и желаемый радиус. Также следует учитывать стоимость инструментов.Для достижения наилучших результатов рекомендуется, чтобы радиус был в 3 раза больше диаметра трубы или трубы. Возможны меньшие радиусы, но могут возникнуть осложнения, особенно если стенки трубы слишком тонкие. Использование штампов или оправок может помочь предотвратить проблемы, но они также увеличивают стоимость вашего производства.
Ротационная гибка с вытяжкой
Гибка с вращающейся вытяжкой — это универсальный процесс, который включает в себя зажим снаружи трубы, а затем ее гибку на штампе с тем же радиусом, что и желаемый радиус трубы.Этот метод хорошо работает для приложений по гибке, требующих меньшего радиуса, поскольку матрица помогает предотвратить формирование овальной формы трубы при ее изгибе. Во время процесса необходимо внимательно следить за давлением зажима, чтобы не допустить появления внешних складок и гарантировать, что материал не станет слишком тонким, что может привести к разрушению. Выбор подходящего материала для желаемого радиуса и поддержание постоянного давления зажима может помочь предотвратить эти проблемы.
Плунжер для гибки
Плашечная гибка — это, пожалуй, самый простой и экономичный метод гибки труб.В процессе гибки с помощью плунжера изгибается труба, приводя гидроцилиндр в короткие отрезки трубы, которые прикреплены к шарнирному блоку или ролику. Затем труба сдвигается, и процесс повторяется в нескольких местах, пока не будет достигнут желаемый радиус. Простота процесса гибки с помощью плунжера означает меньший контроль, поэтому это не всегда лучший способ гибки труб, требующий жестких допусков.
Компрессионная гибка
Компрессионная гибка аналогична поворотной гибке с вытяжкой.Этот процесс включает зажатие трубки, а затем протягивание ее вокруг гибочной матрицы для создания желаемого радиуса. Этот метод более ограничен, чем поворотная гибка с вытяжкой, и поэтому его не следует использовать для гибки, требующей меньшего радиуса.
Валковая гибка
Вальцегибка использует два неподвижных ролика и мобильный внутренний ролик для формирования изгиба трубы или трубы. Ролики расположены в форме пирамиды, причем два неподвижных ролика надежно удерживают трубу, когда мобильный ролик вдавливается в металл, создавая изгиб.После изгиба одного участка трубы или трубки материал поворачивают, чтобы изгибать новый участок, и процесс повторяется до тех пор, пока не будет достигнут желаемый радиус. Этот метод обычно используется для строительных работ с большим радиусом или для создания спиральных труб, таких как охлаждающие змеевики.
Плашки и оправки
Набор штампов используется для зажима и создания давления или определения радиуса изгиба во время процесса гибки труб. Существуют также оправки, которые представляют собой компоненты, которые поддерживают внутреннюю часть трубы, чтобы предотвратить ее сжатие или образование складок при изгибе трубы.Для предотвращения образования складок в трубку или трубопровод также могут быть вставлены штампы стеклоочистителя. Необходимость в оправке или дополнительных штампах зависит от вашего материала, толщины стенки и радиуса. Дополнительные инструменты могут значительно увеличить стоимость вашего производства, поэтому важно обсудить эти элементы с вашим поставщиком труб, ожидающим рассмотрения, когда вы отправляете свои проектные спецификации.
Важные факторы при гибке труб
При разработке проекта гибки труб необходимо учитывать несколько важных факторов, в том числе материал трубы и трубки, толщину стенки, радиус осевой линии и допуски.
Трубы и материалы для трубопроводов
Материалы выбираются по ряду причин, включая прочность, устойчивость к коррозии и теплопроводность. Общие материалы включают:
- Алюминий: обычно выбирают из-за его веса и коррозионной стойкости
- Нержавеющая сталь: обеспечивает коррозионную стойкость
- Сталь: дешевле, чем другие материалы, но не устойчива к ржавчине и коррозии.
- Медь: является теплопроводной и обычно используется для обогрева и охлаждения, включая системы лазерного охлаждения и бытовые или коммерческие нагревательные и охлаждающие устройства.Алюминиевые трубопроводы и трубки иногда покрывают медью для обеспечения теплопередачи.
Толщина стенки
Толщина стенки играет важную роль в определении радиуса изгиба трубы. Каждый наружный диаметр трубки может иметь различную толщину стенки. По мере того, как стенки становятся толще, давление, которое трубка может выдержать, увеличивается, а величина потока уменьшается. Чем тоньше стенка, тем более подвержена разрушению труба или труба в процессе гибки.
Радиус центральной линии (CLR)
Радиус центральной линии обычно должен быть в 2-3 раза больше диаметра трубы, в зависимости от толщины стенки. Из некоторых материалов можно гнуть с меньшим радиусом (до 1X диаметра трубы), но не без более сложной оснастки. Чем меньше радиус, тем больше требуется инструментов и тем дороже деталь.
Что следует учитывать при определении радиуса центральной линии:
- Сведите к минимуму затраты на инструмент, используя одну и ту же среду CLR для всех изгибов, если это не запрещено конструктивными ограничениями.
- Сократите общие затраты, увеличив в 3 раза диаметр прямой трубы для зажима между изгибами и от края трубы. Это снижает общую стоимость детали за счет сокращения дополнительных операций по обрезке и увеличения скорости гибки.
- Для зажатия трубы ближе, чем в 3 раза диаметра трубы, может потребоваться более агрессивная обработка поверхности и / или составной инструмент, что может увеличить производственные затраты.
- Чем жестче допуск, тем выше стоимость.Снижайте производственные затраты, проектируя трубу или трубу с минимальными допусками, необходимыми для правильного функционирования вашего продукта.
- По возможности, откройте все допуски и при необходимости отклонитесь от допусков инженерных блоков.
Допуски
- Чем жестче допуск, тем выше стоимость. Снижайте производственные затраты, проектируя трубу или трубу с минимальными допусками, необходимыми для правильного функционирования вашего продукта.
- По возможности, откройте все допуски и при необходимости отклонитесь от допусков инженерных блоков.
Подробнее о трубах и гибке труб
Свяжитесь с Triad Products Corp. сегодня, чтобы узнать больше о том, как мы можем помочь вам в гибке труб по индивидуальному заказу и производстве трубчатых компонентов. Triad Products специализируется на малых и средних производственных тиражах от 100 до 1000 единиц.
Влияние несовершенства формы изгиба трубы на рост усталостной трещины при ползучести
Abstract
Это исследование посвящено оценке структурной целостности труб электростанций, работающих в условиях ползучести и усталости.В процессе изготовления трубных колен трудно избежать утолщения на внутреннем радиусе изгиба трубы и утонения на внешнем радиусе изгиба трубы. Поперечное сечение изгиба также становится некруглым из-за процесса изгиба; это имеет тенденцию вызывать овальность изгиба трубы. Допустимость изгибов труб основана на учете наведенного уровня дефектов формы. С помощью КЭ-анализа и экспериментов при повышенных температурах исследовано влияние внутреннего давления, времени эксплуатации и несовершенства формы изгиба трубы на перераспределение напряжений и деформаций и скорость роста трещин ползучести.Проведен полноразмерный анализ напряженно-деформированного состояния изгиба труб на разных этапах эксплуатации с учетом условий нагружения. В результате было обнаружено, что эффект взаимодействия поперечных сечений овальности и утонения является значительным и является функцией времени ползучести. Испытания на растяжение проводились для определения основных механических свойств материала трубного изгиба после истории нагружения. Гладкие и компактные образцы были вырезаны из четырех критических зон растяжения и сжатия одного и того же изгиба трубы с заданными поперечными сечениями овальности и утонения, а также наработкой.Испытания на скорость роста трещин на усталостную ползучесть проводились по специально разработанной программе-циклу. Сравнение новых и старых материалов показывает, что свойства стали 12Cr1MoV на растяжение ухудшились при длительной эксплуатации при высоких температурах; в то время как сравнение характеристик скорости роста трещин усталостной ползучести показывает, что они являются функцией положения критических зон в рассматриваемом изгибе трубы. Используется новый параметр для характеристики сопротивления росту трещин материалов и конструкций электростанций при повышенных температурах в виде коэффициента интенсивности напряжений ползучести.
Ключевые слова
Отвод
Овальность
Утончение
Ползучесть
Скорость роста трещин
Рекомендуемые статьиЦитирующие статьи (0)
Copyright © 2015 Авторы. Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Ссылки на статьи
Руководство по изгибу ПВХ при изготовлении круга
Сегодня наблюдается рост числа домовладельцев, которые предпочитают трубы из ПВХ другим типам труб.
Хотя фитинги и трубы из ПВХ просты в установке и недороги, вы можете столкнуться с ситуацией, когда вам понадобится нечто большее, чем прямые фитинги и трубы.
Например, сделать круговые изгибы с ПВХ немного сложнее, чем с прямым ПВХ. Гибка ПВХ для получения кругового изгиба работает лучше, чем использование других круглых фитингов. Возможно, вам понадобится помощь компании, предлагающей недорогую сантехнику в Сиднее.
Вот как это сделать.
Шаг 1
Во-первых, определите точный диаметр, который вам нужен, с учетом круглой формы, которую вы будете делать из ПВХ.
Диаметр круга измеряется от крайней левой стороны до самой крайней правой стороны прямо через центр.
Шаг 2
Затем возьмите лист фанеры и положите его на плоскую поверхность, например, на плоский стол. С помощью циркуля нарисуйте круг над фанерой.
Диаметр, который вы будете использовать при рисовании круга, — это диаметр трубы из ПВХ. Вы должны отмечать круглую форму через каждые 2 дюйма.
Затем определите внешний диаметр, который будет изготавливать ПВХ.Затем сделайте рисунок внешнего круга на фанере. Внешний круг также должен быть отмечен каждые 2 дюйма во время рисования.
Шаг 3
Возьмите несколько гвоздей и поместите их на каждую сделанную вами отметку. Забейте каждый гвоздь до ½ дюйма. Забитые гвозди помогут удерживать ПВХ на месте, сгибая его по кругу.
Шаг 4
Возьмите заглушку и наденьте ее на одно отверстие трубы. Через другое отверстие заполнить трубу мелким песком.Убедитесь, что песок плотно набит. После этого закройте открытый конец трубы крышкой, чтобы песок оставался на месте.
Шаг 5
Наденьте пару перчаток. Возьмите тепловую пушку и включите ее. Установите пистолет в неподвижное положение. Затем нагрейте трубу ПВХ. Держите трубку на расстоянии 1 дюйма от термофена.
Медленно вращайте трубу, перемещая ее, чтобы обеспечить нагрев всей длины трубы. Равномерно нагрейте трубу, пока она не начнет слегка провисать. Провисание — это показатель размягчения ПВХ.
Шаг 6
Затем вставьте трубу между внутренним и внешним гвоздями по окружности.Держите трубу за фанеру, пока она не остынет.
Если вы не хотите продолжать удерживать трубу, вы можете использовать Т-образные ремни, чтобы удерживать ее на гвоздях по всему кругу.
Шаг 7
Когда труба остынет, снимите ее с фанеры. Снимаем колпачки и насыпаем песок. Пропустите воду через круглую трубу, чтобы смыть песок, который может остаться.