Обучение технологии сварки тонкой нержавейки в среде аргона — как варить трубы из нержавеющей стали аргонной техникой, давление аргоннодугового аппарата, поддув и режимы
12Ноя
Содержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.


В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 Удлинение 37% |
OK Autrod 308LSi (OK Autrod 16. 12) 12)Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 Удлинение 36% |
| OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. 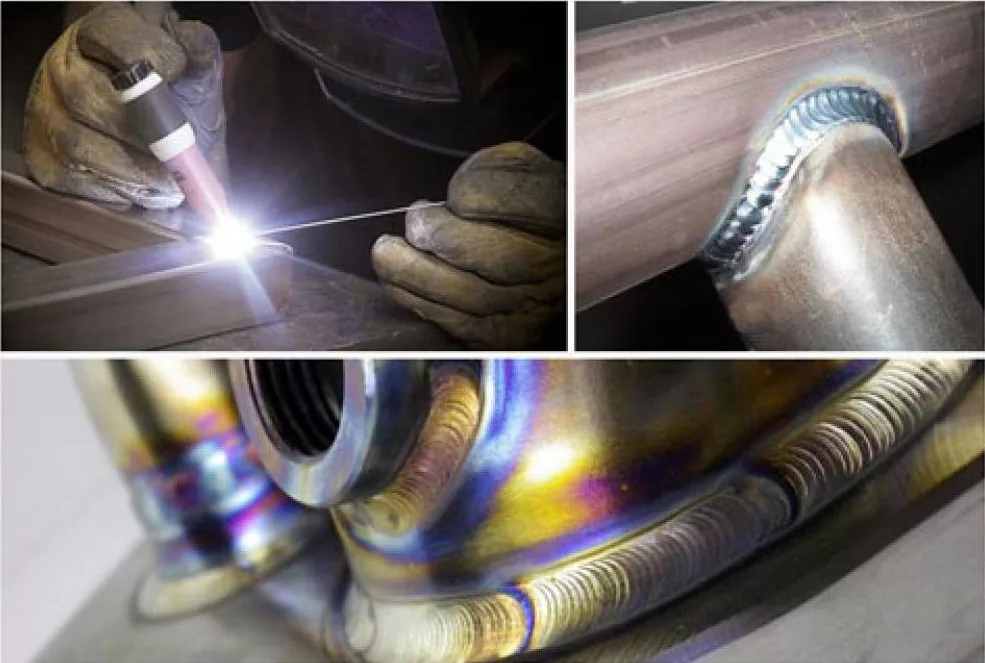 аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью.Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. | G 1912 3 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 Удлинение 35% |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
2 (. 078i n) 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
4 (. 16i n) 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон.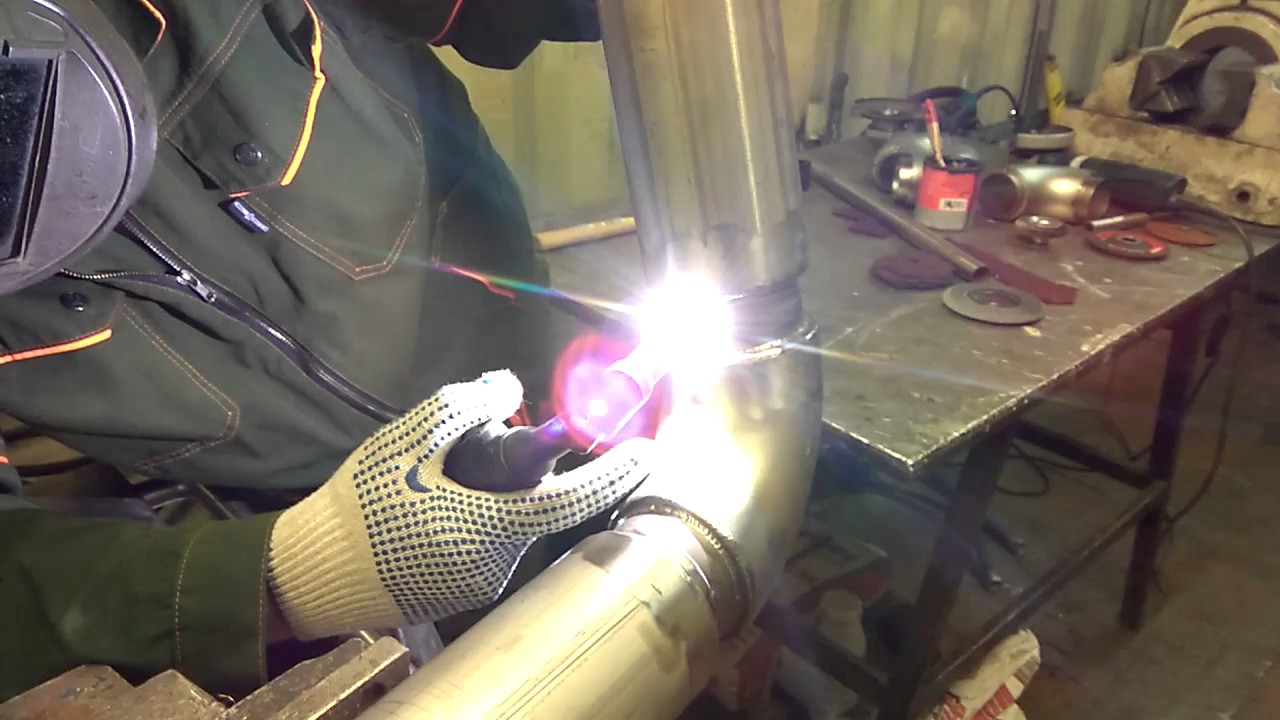 Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.

Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.

Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
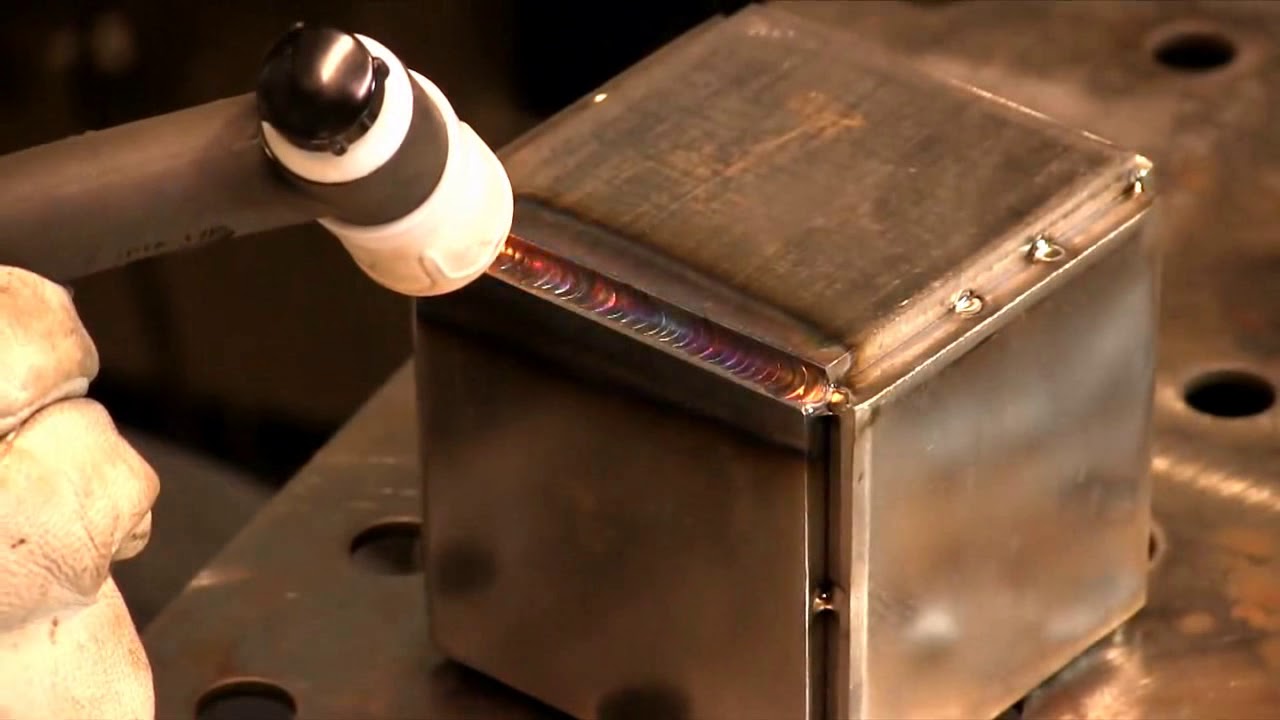
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.

Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
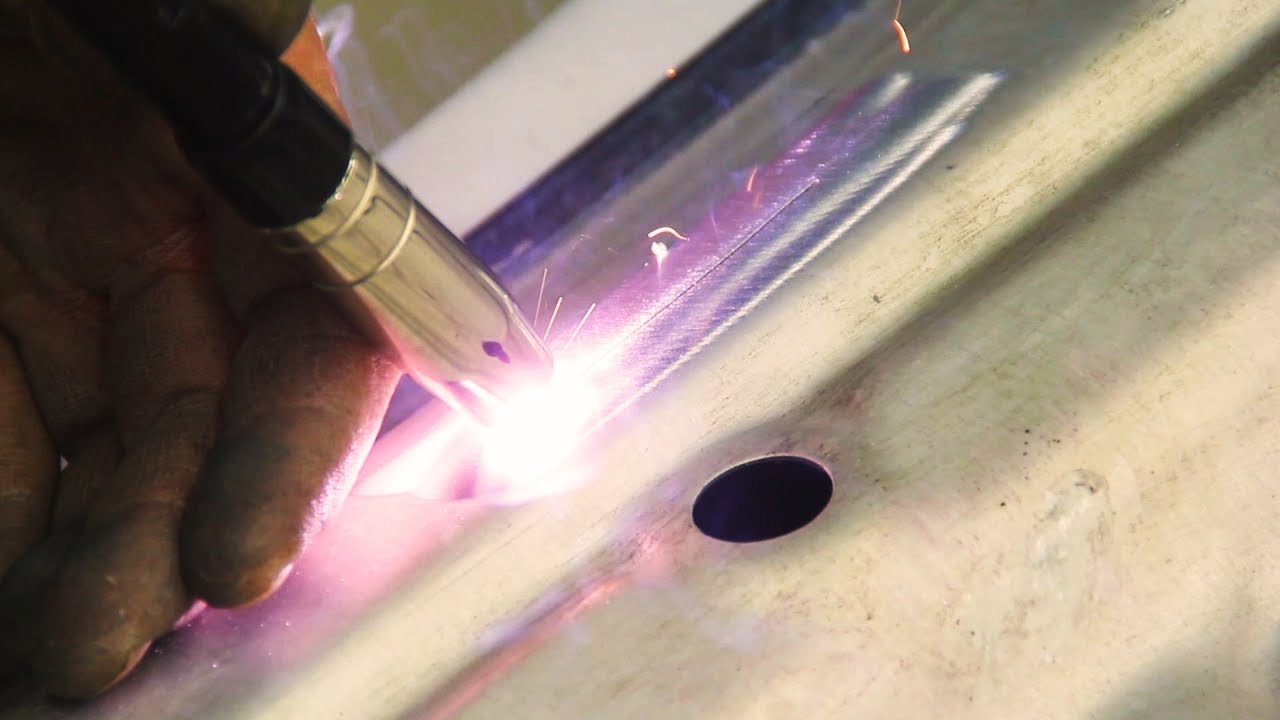
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
 Это, конечно, увеличит расход защитного газа.
Это, конечно, увеличит расход защитного газа.Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Поделись с друзьями
1
0
0
0
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ. Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет. Горелка, как и припой перемещается строго вдоль оси шва.
Строгие линейные движения в одном направлении позволяют не выводить сварочную ванну из защитной среды и сохранять ее от окислений и разбрызгивания.
 Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.
Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
- Толщина припоя выбирается индивидуально, от 0.8 до 1.6 мм.

В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.
Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой. Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Полезный совет – отключайте подачу аргона не сразу, а спустя 4 – 10 секунд после отключения тока, иначе неостывшая сварная ванна может окислиться!
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы. В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон. Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%. Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ. Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки. Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов. Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом. Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Как варить нержавейку аргоном: технология сварки
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%).
В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др.
Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ.
Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла.
Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности.
Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали.
Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва.
Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии.
Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ.
Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности.
Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона.
Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги.
Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку.
Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ.
Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины.
Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе.
Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель.
Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами.
Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки.
Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-argonom.html
Описание вариантов сварки нержавейки аргоном, особенности подготовки деталей
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Сварка аргоном нержавейки осложняется особенностями материала. За счет легирующих добавок нержавейка обладает такими свойствами:
- Низкая теплопроводность, что плохо отражается на сварочных работах;
- Из-за этого высокая температура будет концентрироваться в местах выполнения работы и плохо отводиться от них;
- Перегревается область соединения, в худших случаях происходит прожог металла;
- Повышенное электрическое сопротивление, что негативно отражается на сваривании высоколегированной стали и приводит к трещине сварного шва;
- Высокий коэффициент линейного расширения ведет к большой линейной усадке и проблемам для подобных конструкций;
- Несоблюдение термического режима становится причиной утраты антикоррозийных свойств.
Вышеописанные особенности делают сваривание нержавейки с применением аргона достаточно сложным и доставляющим немало проблем начинающим мастерам. Поэтому необходимо грамотно подготовить детали к сварочному процессу.
Подготовка деталей
Обработка не отличается от остальных металлов и заключается в следующих действиях:
- Зачищаем кромки заготовок до блеска. Здесь понадобится металлическая щетка или шлифовальная машинка;
- Обезжириваем кромки деталей с помощью ацетона или бензина для авиации. Это обеспечит устойчивость электрической дуги и повысит качество сварного шва;
- Подготовка соединяемых заготовок к сварке предусматривает увеличенный зазор. За счет него будут скомпенсированы процессы деформации.
Очень важно подобрать правильный присадочный материал. Помимо диаметра, обратите внимание на состав. Степень легирования не должна быть выше показателей металла, из которого производятся соединяемые заготовки. Применяемые модели сварочных проволок можно посмотреть на отдельных специализированных ресурсах.
Сварка вольфрамовым электродом
Сварка аргоном применяется при соединении деталей небольшой толщины. Получаются качественные и надежные соединения с красивыми и очень аккуратными швами. Соединяемые таким способом трубы подойдут для транспортировки жидкостей и газов, поскольку они выдерживают высокое давление.
Сваривание таким способом можно производить при переменном или постоянном токе прямой полярности. Рабочий орган — горелка с закрепленным электродом из вольфрама. Из сопла горелки подается струя аргона. За счет присадочной проволоки формируется сварной шов. Все движения горелкой совершаются ручным способом.
Все это позволяет не выводить сварочную ванну из зоны действия аргоновой защиты. Необходима защита обратного шва от окружающего воздуха. Хотя и увеличивается расход газа, однако качество всех участков становится очень высоким.
Нельзя загрязнять поверхность свариваемого металла и оплавлять электрод. Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку.
Подачу аргона отключайте не сразу, а спустя 15 секунд. Расход газа растет незначительно, срок службы электрода и качество получающегося шва значительно повышаются.
Сварка полуавтоматом
Такой метод позволяет значительно увеличить производительность проводимых работ. С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
Есть и некоторые нюансы при таком процессе. Сварочная проволока должна иметь в своем составе никель. Кроме аргона, для соединения утолщенных соединений добавляется углекислый газ.
Из всех возможных вариантов подобной сварки стоит использовать импульсный режим. Благодаря этому снижается разбрызгиваемость металла, термическое воздействие, расход проволоки на свариваемый металл. Обработка занимает минимальное время по причине отсутствия большого количества разбрызгиваемого металла.
Мы рассмотрели разные варианты сварки. Для небольшой толщины подойдет сварка электрической дугой, а толстые соединения требуют применения полуавтоматических приборов. Также учитывайте материалы, применяемые для припоя и сварки, они должны иметь никель в своем составе для повышения надежности. А в аргон стоит добавить углекислый газ для обеспечения смачиваемости кромок шва.
Источник: https://tokar.guru/svarka/kak-varit-nerzhaveyku-argonom-tehnologiya-svarki.html
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах.
Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества.
Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку.
Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку.
Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Рекомендуем! Методы контроля сварных швов и соединений
Очередная особенность нержавейки – повышенное электрическое сопротивление.
Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами.
Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ.
Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет.
Горелка, как и припой перемещается строго вдоль оси шва.
Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
- Толщина припоя выбирается индивидуально, от 0.8 до 1.6 мм.
В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.
Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой.
Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы.
В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью.
Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон.
Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%.
Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ.
Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки.
Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов.
Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом.
Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Источник: https://svarkagid.ru/tehnologii/argonnaya-svarka-nerzhavejki.html
Сварка нержавейки электродами
Главная страница » О сварке » Сварка нержавейки » Сварка нержавейки электродами
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах.
Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения.
Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна.
При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования.
Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли.
Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса.
Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения.
Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø — 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Правила сварки нержавейки в аргоновой среде
Среди известных способов сплавления металлических изделий аргоновая сварка нержавейки занимает особое место, поскольку по ряду технических характеристик она существенно отличается от других методов.
Сварка в среде инертного газа аргона обычно применяется в ситуациях, когда требуется соединение заготовок сравнительно небольшой толщины. Технология обеспечивает получение надежных и коррозионностойких соединений с аккуратными и ровными сварными швами.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Расходование инертного газа
Расход аргона при сварке нержавейки в каждом конкретном случае определяется стоящими перед исполнителем задачами и объёмами сварочных операций.
При этом для объектов, требующих наплавления значительного количества свариваемого материала расход рассчитывается на каждый килограмм проволоки. Этот способ считается наиболее универсальным и очень часто используется в условиях серийного производства изделий из нержавейки.
Ещё один принцип расчёта объёма аргона основывается на том же показателе его расхода, но уже в литрах на метр полученного шва. Таким способом удобнее всего пользоваться при сварке одинаковых (однотипных) деталей из нержавейки и на малых производствах. Формула для расчёта в этом случае несколько усложняется и выглядит так:
Рг = (Руг*Т + Рдг),
- Руг – это удельный показатель расхода аргона в заданных условиях, определяемый по таблице;
- Т – общая продолжительность сварки аргоном;
- Рдг – поправочный показатель, учитывающий расходы аргона на подготовительные процедуры подогрева.
Обратите внимание, что все входящие в эту формулу величины оцениваются только в литрах. Также важно учитывать, что при сварке нержавейки и ряда цветных металлов этот показатель может увеличиваться почти в 1,5, а порой и в 2 раза.
Особенности сваривания полуавтоматом
Аргонодуговая сварка специальных сплавов с использованием неплавящихся электродов из вольфрама осуществляется аппаратами переменного или постоянного тока, включёнными в прямой полярности.
Сварка нержавейки в среде аргона с применением полуавтомата обеспечивает существенное повышение эффективности производимых операций. Особо отмечается тот факт, что сварка полуавтоматом может применяться и для сплавления заготовок нержавейки значительной толщины.
При работе по указанной методике необходимо учитывать следующие особенности сварки с использованием аргона:
- подаваемая в зону горения проволока должна содержать добавки никеля, оказывающие существенное влияние на качество будущего соединения;
- когда требуется сваривать детали из нержавейки большей толщины – для улучшения показателя смачиваемости шва в общий объём аргона добавляется небольшое количество углекислого газа;
- в указанных условиях обязателен выбор подходящего режима работы оборудования и инструмента.
Последний пункт требований предполагает, что сварочные операции в аргоне могут проводиться по технологии так называемой «короткой» дуги, методом струйного переноса или же в импульсном режиме.
Самым контролируемым из всех перечисленных считается случай, когда сварочный аппарат работает в импульсном режиме, а проволока подаётся к месту сварки небольшими порциями.
Благодаря этому удаётся уменьшить эффект разбрызгивания раскалённых частиц, а также сузить границы термической обработки сплавляемых заготовок нержавейки. К тому же данный подход позволяет снизить расход достаточно дорогой сварочной проволоки.
Ещё одним существенным достоинством этого метода является высокая скорость обработки шва и прилегающего к нему участка.
Что касается других технологий, то посредством струйного переноса, как правило, свариваются заготовки и оборудование со стенками значительной толщины, а так называемая «короткая» дуга больше годится для обработки тонких нержавеющих изделий.
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
- важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином. Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
- особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
- для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
- необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).
В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
Источник: https://svaring.com/welding/soedinenie/svarka-nerzhavejki-argonom
Как варить нержавейку?(TIG, аргон)(выхлопная система или коллектор) — Аргонщик.рф на DRIVE2
Приветствую, читатели!Продолжаю свои статьи о сварке в среде аргона…
Сегодня я вкратце затрону интересующую практически каждого тюнера тему о изготовлении кастомного выхлопа из нержавейки и частых досадных ошибках при их изготовлении.
Нержавейку варят на постоянном токе, желательно с поддувом противоположной стороны шва(см от сварщика)
Первый вопрос — выбор материала для системы. Для снижения цены за изделие можно использовать трубу из нерж 304, она не дорога и относительно хорошо подходит для выпуска. Конечно если позволяют финансы лучше использовать более жаропрочный сплав нерж.
Далее, 2 самых распространенных ошибки при изготовлении выхлопа.Для себя вижу основные: использование материала для фланцев выхлопа/гбц из обычной стали…Нерж и сталь свариваемые вместе.
но после такой сварки меняется не только структура сварного соединения, но и его твердостные хар-ки.
Проще говоря по прошествии какого то времени сварное соединение либо разрушится по шву, либо лопнет по околошовной зоне.
Следующая ошибка применение при сварке полуавтоматической сварки с использованием углекислоты и стальной проволоки — “эффект” будет тем же, что и с фланцем из стали.
Это пожалуй основные ошибки по сварочной технологии, хотя так же можно остановить внимание на том, что не каждый сварщик при использовании ТИГ сварки будет делать поддув аргона внутрь трубы.(Поддув даст правильное образование валика сварного соединения изнутри трубы, те шов будет “блестеть” и снаружи и изнутри — это хорошое качество.)
Выбор диаметра труб для хорошей выхлопной системы, тоже важен.Конечно, в идеальных условиях, все должно рассчитываться, отстраиваться на стенде и тд…
Примерно можно подсчитать, что для систем до 140-150лс(не турбо) хватит основной трубы 51мм, для моторов свыше 200лс- как минимум 63мм. Ну а системы с мощностью более 350лс, необходимо собирать на 74мм.
Для турбомоторов можно брать с запасом на увеличенный диаметр. Есть и такой момент, если мотор V-образный есть смысл делать выхлоп на 2ух трубах.
Так как трубу меньшего диаметра всегда проще проложить, чем трубу огромного диаметра.
Ну и последний момент для этой статьи, который я хотел указать. При проектировке и изготовлении выхлопных систем, ровно как и пайпингов, всегда избегайте использование крутых углов изгиба, это дает потери на трение. Потери измеряются в %. К примеру, лучше использовать 2 отвода по 45Гр, чем один на 90Гр.
На сегодня все, всем бобрика!
Я всегда могу вам помочь со сваркой в среде аргона. Сварка нержавейки в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Видео, в котором мистер тиг расскажет как правильно сварить выхлоп.
Источник: https://www.drive2.ru/b/1420945
Аргонодуговая сварка (TIG) нержавейки
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа – аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки.
Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу.
Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
Толщина металла, мм | Диаметр электрода, мм |
0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты.
Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Источник: https://www.tiberis.ru/stati/svarka-nerzhavejki-argonom-tig
Сварка нержавейки аргоном — правила проведения работ
Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном.
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
видео, технология, обучение для начинающих
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший производитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции орлов, драконов, динозавров и т. д. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина.Фактически, всего пять ампер может иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, существует ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления.Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Размер обычных вольфрамовых электродов составляет от 3/32 до 1-1 / 4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конусность не более чем в 2,5 раза больше диаметра электрода создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния. Если конус электрода превышает его диаметр более чем в 2,5 раза, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Кончик пальца и педаль — Педаль управления позволяет более точно контролировать силу тока и не мешает руке с фонариком.Однако при сварке на лестницах или в неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварщик относительно точен, вам нужно будет только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер лужи — Толщина сварочной ванны должна соответствовать толщине основного металла.Если лужа становится слишком большой, используйте кончики пальцев или ножную педаль, чтобы уменьшить тепловыделение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа в луже, пока оранжевый цвет не исчезнет. Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдувать газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы посмотреть учебное пособие по импульсной сварке TIG для начинающих
Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовой дугой (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и осаждение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги.Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Кроме того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно выше 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения квалификации неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду.Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Сварочное руководство; 9 выпуск, том 2
Сварочные процессы для нержавеющей стали | Металлические Супермаркеты
Деформированный металл, сварные швы угольного цвета и фрустрация; это некоторые из вещей, которые могут произойти при сварке нержавеющей стали. Хотя нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, и это создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали.Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением. Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Ниже мы обсудим наиболее популярные способы сварки нержавеющей стали.
Сварка металла в инертном газе (MIG) / Газовая дуговая сварка металла (GMAW)
Сварка
MIG, или, как ее более формально называют, дуговая сварка металлическим электродом в газе, является одним из наиболее популярных способов сварки нержавеющей стали. Между сваркой MIG нержавеющей стали и сваркой углеродистой стали много общего. Никаких специальных приводных роликов не требуется, а электрическая полярность остается прежней. Однако состав защитного газа обычно отличается. При сварке нержавеющей стали допускается меньшее количество кислорода, поэтому уровни O2 или CO2 следует поддерживать на уровне около 2% или ниже.При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и диоксид углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистой версией или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Сварка вольфрамом в среде инертного газа (TIG) / Газовая дуговая сварка вольфрамом (GTAW)
Сварка TIG, более известная как дуговая сварка газом вольфрамовым электродом, — это еще один процесс, который часто используется для сварки нержавеющей стали. Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали. Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используют почти 100% аргон или гелий. Как и при сварке MIG, для сварки TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии.В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные сорта нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать несколько более высокую скорость перемещения и низкое тепловложение.
Дуговая сварка порошковой проволокой
Как правило, сварочные процессы с использованием флюса не оптимальны для сварки нержавеющей стали. При этом возможно сваривать нержавеющую сталь методом порошковой сварки.Необходимо использовать специальные газовые смеси. Дуговая сварка порошковой проволокой в среде защитного газа обычно является лучшим выбором для сварки нержавеющей стали, чем порошковая сварка, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла шва от атмосферы.
Дуговая сварка металлопорошковой проволокой
Лучшей альтернативой порошковой проволоке как самозащитной порошковой сварке, так и дуговой сварке порошковой проволокой в среде защитного газа является дуговая сварка порошковой проволокой. В основном это связано с тем, что при дуговой сварке металлической сердцевиной вообще не используется флюс.Металлическая сердцевина присадочного материала, хотя и содержит определенные виды раскислителей, в основном заполнена металлическими порошками для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Сварка лазерным лучом часто используется для соединения нержавеющей стали на очень высоких скоростях движения и с очень низким тепловложением.Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при лазерной сварке. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную, и поэтому ее следует автоматизировать, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Другие процессы сварки нержавеющей стали
Вышеупомянутые процессы, возможно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали.В отрасли существует множество других, несколько менее популярных процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменная сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка в среде защитного металла (SMAW), сварка трением с перемешиванием (FSW) и контактная сварка (RW). Этот список не является исчерпывающим, и существует множество других способов сварки, с помощью которых можно сваривать нержавеющую сталь вместе с различным уровнем успеха.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании.Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 85+ офисов в Северной Америке сегодня.
Сварка нержавеющей стали: краткое руководство
Пользователи стали во всем мире получают выгоду от разработки нержавеющей стали, которая не ржавеет, и этот материал имеет разную степень коррозионной стойкости, обрабатываемости и огромной прочности. Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью. Теперь вы должны проявлять больше осторожности в процессе нагрева и охлаждения и убедиться, что присадочные материалы правильно подобраны к свариваемому материалу…
Типы нержавеющей стали:
Существует пять типов нержавеющей стали, которые классифицируются на основе их микроструктуры (микроструктура является ключевым фактором, влияющим на прочность стали).Три из пяти типов стали чаще всего встречаются в производственных цехах:
- Аустенитная нержавеющая сталь — наиболее часто используемый материал
- Мартенситная нержавеющая сталь — используется для наплавки твердым покрытием и других областей применения с высоким износом
- Ферритная нержавеющая сталь — чаще всего используется для производства потребительских товаров, так как ее производство дешево.
Каждый вид сварки имеет свои преимущества и трудности. Техника, используемая для сварки нержавеющей стали, не сильно отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями.Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали, а, во-вторых, более важно правильно согласовать присадочные металлы с свариваемым материалом.
Подготовка к сварке:
Как и при любой сварке, очень важно очистить нержавеющую сталь перед сваркой. Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали, для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что следы углеродистой стали могут попасть в нержавеющую сталь, что приведет к ее ржавлению.
Точно так же шлифование углеродистой стали рядом с нержавеющей сталью может привести к тем же проблемам. Пыль углеродистой стали, взвешенная в воздухе, может попасть на нержавеющую сталь и снова вызвать ржавчину. Поэтому рекомендуется полностью разделить рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке нержавеющей стали является обеспечение надлежащего присадочного материала, а это означает, что вам нужно точно знать, какой тип основного материала вы свариваете.Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь обозначается как серия 300 и является наиболее распространенным типом нержавеющей стали, используемой в производственных цехах. Хотя эти основные материалы не требуют предварительного нагрева, они имеют максимальную промежуточную температуру. Когда температура основного металла достигнет 350 градусов по Фаренгейту, вам нужно прекратить сварку и дать материалу остыть.
Некоторые из нержавеющих сталей серии 300 относятся к полностью аустенитным сталям . Используя процесс с низким тепловложением и выпуклые сварные швы, можно предотвратить образование трещин. Если вы сделаете плоский или вогнутый сварной шов на этих материалах, они будут более подвержены растрескиванию.
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь широко используется в автомобильной промышленности. Ферритная нержавеющая сталь обычно бывает толщиной дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что сварка ферритной нержавеющей стали имеет максимальную температуру между проходами 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
При высоких температурах ферритная нержавеющая сталь начинает увеличивать зерно и быстро теряет прочность. Помимо этого, сопоставьте марку присадочного материала с маркой основного металла, и ваши сварные швы должны получиться безупречно.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали реже используются для соединения и больше в качестве накладок и для создания износостойкого материала, и, как правило, они имеют минимальную температуру между проходами.
При сварке мартенситной нержавеющей стали у вас, скорее всего, появятся трещины, если вы не установите точную температуру предварительного нагрева и не будете поддерживать минимальную температуру между проходами в течение всего времени сварки.
Как и в случае с другими видами нержавеющей стали, если вы соединяете мартенситные неблагородные металлы, вам, вероятно, придется использовать присадочный металл с тем же номером.
Проверка температуры
При сварке нержавеющей стали очень важно контролировать температуру как металла шва, так и основного металла.Если вы не соблюдаете указанные температурные диапазоны, у вас, скорее всего, возникнут проблемы с производительностью.
Во время сварки есть три способа проверить температуру стали:
Электронные инфракрасные термометры
Шкала индикации температуры
Электронные датчики температуры поверхности
Заключение
В целом, нержавеющая сталь из приятного материала для работы.Если вы внимательно относитесь к процессам нагрева и охлаждения и правильно подбираете присадочные материалы со свариваемым материалом, у вас все будет в порядке.
Как сваривать нержавеющую сталь (7 рекомендаций)
Нержавеющая сталь — неизменный фаворит в мире строительства благодаря своей прочности и способности противостоять коррозии. Отсюда следует, что сварка нержавеющей стали также распространена, но не без проблем.
Мы рассмотрим основные методы, применяемые обычным сварщиком нержавеющей стали для достижения наилучших результатов.
Способы сварки нержавеющей стали
Выберите метод сварки. MIG проще, но менее точен и сложен. TIG дает наилучшие результаты, но требует времени для выполнения и усвоения. Ручная сварка лучше всего подходит для плоской сварки, но в вертикальном положении она создает проблемы. Убедитесь, что у вас правильная газовая смесь, потому что чистый аргон не подходит. Кроме того, не торопитесь и сделайте это правильно. Никогда не позволяйте стали быстро остывать, так как это вызывает растрескивание и деформацию металла.
Что такое нержавеющая сталь?
Нержавеющая сталь — это сплав, содержащий хром в различных количествах, что придает ему нержавеющий элемент и защищает от ржавчины.Количество хрома колеблется от 11 до 30 процентов, изменяя химический состав сплава и его характеристики.
Нержавеющая сталь используется во всем: от пивоварения до медицины, строительства, приготовления пищи, нефтяной и трубной промышленности, а также в мире ресторанов. Даже ваши основные столовые приборы сделаны из нержавеющей стали.
Широкое использование нержавеющей стали не означает, что это дешевый материал. Напротив, нержавеющая сталь стоит дороже по сравнению с другими металлами; до 5 раз дороже низкоуглеродистой стали.А когда дело доходит до сварки, нужно помнить о нескольких хитрых вещах.
Сложно ли сваривать нержавеющую сталь?
Нержавеющая сталь эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. Избыточный нагрев сварного шва легко деформирует сталь и даже деформируется при остывании в неправильных условиях.
Существует 4 марки нержавеющей стали, классифицируемые по материалам и сварочным качествам:
- Аустенитный.
- Ферритный.
- Мартенситный.
- Аустенитно-ферритный (дуплекс).
Каждая из этих марок стали в разной степени содержит никель, хром и углерод. Первые 3 стали однофазными, но аустенитно-ферритные стали двухфазными, поскольку они содержат феррит и аустенит в микроструктуре.
Количество в каждом сплаве означает, что при сварке они по-разному реагируют на нагрев и охлаждение, что усложняет процесс сварки нержавеющей стали.
Может ли нержавеющая сталь сваривать ржавчину?
Не ржавеет под воздействием элементов, благодаря своим уникальным свойствам. Однако в процессе сварки могут выгореть слои оксида хрома, основного ингредиента, предотвращающего ржавление нержавеющей стали. Это очевидно, поскольку металл начинает обесцвечиваться, становясь синим при нагревании.
Выжигая слой хрома, вы подвергаете сталь воздействию элементов и повышаете риск коррозии.
Какой тип сварки используется для нержавеющей стали?
Существует 3 подходящих метода сварки нержавеющей стали.У каждого есть свои качества и недостатки.
Сварка МИГ
Сварка
MIG — это лучший способ сварки, когда требуются скорость и эффективность. Это не самый изящный или точный способ, но его быстро и легко освоить. Сварщики MIG не так озабочены утонченностью, как сварщики TIG. Он дает результаты независимо от того, хорошо ли выглядит.
ПРОФИ:
- Быстро и эффективно.
- Легко освоить.
- Метод перехода.
- Подходит для ремонта и промышленного использования.
- Дешевле.
Минусы:
- Грязный сварной шов.
- Подходит для скрытых сварных швов.
Сварка TIG
Сварка TIG аккуратнее и точнее. Этот метод является наиболее распространенным способом сварки нержавеющей стали.
Основное внимание уделяется качеству и эстетике отделки. Это важно, если вы свариваете скульптуру или делаете индивидуальные проекты, где качество стыков заметно и является частью дизайна конструкции.Сварщикам TIG требуется больше времени для достижения этих результатов благодаря точному характеру шва. Сварку TIG также сложнее освоить.
ПРОФИ:
- Точнее.
- Более аккуратная отделка.
- Идеально подходит для мебели и работы на заказ.
Минусы:
- Сложнее освоить.
- Занимает больше времени.
- Дороже.
Сварка палкой
Если сталь плоская или горизонтальная, сварка штучной сваркой проста, но сварка вертикальной стали сопряжена с совершенно новыми проблемами.Вы должны установить низкую силу тока, потому что стержни быстро нагреваются и начинают стекать капли расплавленной стали.
При использовании аппарата для ручной сварки следует поддерживать плотную дугу и использовать метод проталкивания при сварке на подъеме. Кроме того, используйте легкое переплетение или движение «J», чтобы разгладить борт, чтобы предотвратить стекание.
ПРОФИ:
- Самый дешевый метод.
- Легко освоить.
- Идеально для плоской или горизонтальной сварки.
- Идеально для промышленного использования.
Минусы:
- Грязный.
- Подходит для скрытых сварных швов.
- Трудно сваривать вертикально.
Рекомендации по сварке нержавеющей стали
Существует множество методов, советов и советов по сварке нержавеющей стали, но вот наши основные передовые методы.
1. Подготовка имеет решающее значение
Неспособность спланировать — значит потерпеть неудачу. Вы когда-нибудь слышали это? Это правда. Если вы не планируете должным образом подготовить сталь, у вас будут худшие результаты. Держите отдельный набор инструментов для подготовки нержавеющей стали и убедитесь, что они чистые и на них нет остатков углеродистой стали.
Нержавеющая сталь очень чувствительна к любому количеству углеродистой стали, и загрязнение материала может привести к коррозии стали. Даже частицы углерода создают угрозу коррозии нержавеющей стали. Итак, держите набор чистых инструментов, особенно для нержавеющей стали.
2. Очистите сталь
Правильная очистка стали может помочь уменьшить количество ржавчины, а также улучшить соединение. Опять же, хорошо очищенная нержавеющая сталь лучше подготовлена к самовосстановлению во время сварки, поскольку оксид хрома защищает сталь.
Удаление краски и снятие фаски имеют решающее значение для получения наилучшего сварного шва. Удалите все загрязнения.
3. Следите за температурой
Наблюдение за нагревом, особенно в одном месте, жизненно важно для самых прочных сварных швов. Слои хрома выгорают, если сталь становится слишком горячей, поэтому не задерживайтесь на одном месте слишком долго. Перегрев нержавеющей стали приводит к ее деформации и растрескиванию.
4. Выберите наполнитель
При сварке нержавеющей стали очень важно выбрать присадку правильной марки.Нержавеющая сталь является чувствительной и требует, чтобы присадочная сталь была той же марки, что и металл, который вы свариваете. Для основного металла 316 необходим наполнитель марки 316. Вы уловили картину. Не думайте, что подойдет любой старый наполнитель. Не будет!
5. Не торопитесь
Делайте это медленно и никогда не торопитесь. Сварка нержавеющей стали — это искусство, требующее терпения и умелого взгляда.
6. Разогрейте сталь
Важность предварительного нагрева нержавеющей стали возрастает с увеличением толщины материала.Необходимо избегать растрескивания или коробления. Нержавеющая сталь не требует того же режима предварительного нагрева, что и другие стали или металлы, но ее необходимо постепенно нагревать, чтобы предотвратить растрескивание и деформацию.
7. Процедура после нагрева
Нагрев стали требует особого внимания, как и процесс охлаждения. Медленное снижение температуры позволяет избежать тех же бедствий, что и быстрое нагревание. Сталь может потрескаться и покоробиться, хотя это более вероятно, чем толще становится материал.
Часто задаваемые вопросы по сварке нержавеющей стали
Какой газ использовать для сварки MIG нержавеющей стали?
Газ аргон нельзя использовать отдельно для защиты нержавеющей стали. Вам нужна смесь из 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь меняется в зависимости от характеристик сплава, но это хорошее практическое правило.
Какой сварочный стержень использовать для нержавеющей стали?
Электрод 309 или 312 хорошо работает с нержавеющей сталью. Правильный выбор электрода означает, что вы избегаете перегрева стали и уменьшаете вероятность растрескивания или коробления.Вы также уменьшаете вероятность выгорания слоев хрома.
Можно ли сваривать нержавеющую сталь обычной проволокой MIG?
Нержавеющую сталь следует сваривать проволокой того же сорта, что и сталь. Таким образом, для нержавеющей стали марки 316 требуется присадочная проволока. Это сохраняет целостность соединения и уравновешивает антикоррозийные элементы двух материалов.
Вам нужен специальный сварочный аппарат для сварки нержавеющей стали?
Для сварки нержавеющей стали вам не нужен уникальный сварщик, только сварщик с функциями MIG, TIG и Stick.MIG и TIG являются предпочтительными методами сварки, и, к счастью, большинство сварщиков используют эти методы.
Вы предварительно нагреваете нержавеющую сталь перед сваркой?
Зависит от толщины металла. Листовой материал не нуждается в этом так много, но более толстая сталь нужна, чтобы предотвратить его растрескивание. Нержавеющая сталь более снисходительна, чем некоторые хрупкие металлы, такие как чугун, но все же требует внимания.
Почему сварные швы из нержавеющей стали трескаются?
Растрескивание происходит при приложении очень высокой температуры без предварительного нагрева.Кроме того, растрескивание может быть результатом загрязнения металла примесями. Азот, захваченный в процессе сварки, значительно увеличивает риск разрушения стали.
Почему сварные швы из нержавеющей стали черные?
Сварочный шов подвергается воздействию слишком большого количества кислорода, пока сварной шов еще горячий. Это могло произойти из-за слишком большого тока или неправильной газовой смеси с избытком кислорода. Причиной этого может быть даже закупорка подачи газа.
Сохранение реальности с помощью стали
Не отчаивайтесь от сварки нержавеющей стали.Конечно, это сложно и требует тонкого подхода, но это не значит, что это невозможно. Напротив, нержавеющая сталь может простить и с ней легко работать, пока вы делаете уроки.
Подготовьте сталь, подберите правильную газовую смесь, установите правильную температуру и всегда выполняйте предварительный и последующий нагрев. После этого все зависит от навыков. Удачи!
Правильное экранирование нержавеющей стали для сварки
Сварка нержавеющей стали требует выбора защитных газов, которые сохраняют ее металлургический состав и связанные с ним физико-механические свойства.Обычные элементы защитного газа для нержавеющей стали включают аргон, гелий, кислород, двуокись углерода, азот и водород (см. , рис. 1, ). Эти газы комбинируются в различных пропорциях, чтобы удовлетворить потребности различных режимов переноса, типов проволоки, основных сплавов, желаемого профиля валика и скорости перемещения.
Газы для короткого замыкания GMAW
Из-за плохой теплопроводности нержавеющей стали и относительно «холодного» характера дуговой сварки металла с коротким замыканием (GMAW) для этого процесса требуется «тримиксный» газ, содержащий смесь от 85 до 90 процентов гелия (He), до 10 процентов аргона (Ar) и от 2 до 5 процентов диоксида углерода (CO 2 ).Обычная трехкомпонентная смесь содержит 90% He, 7-1 / 2% Ar и 2-1 / 2% CO 2 . Высокий потенциал ионизации гелия способствует зажиганию дуги после короткого замыкания; В сочетании с его высокой теплопроводностью использование He повысит текучесть сварочной ванны. Компонент Ar в тримиксе обеспечивает общую защиту сварочной ванны, в то время как CO 2 действует как реактивный компонент для стабилизации дуги (см., Как различные защитные газы влияют на профиль валика на рис. 2).
Некоторые тримиксы могут использовать кислород в качестве стабилизатора, в то время как другие используют смесь He / CO 2 / N 2 для достижения тех же результатов. У некоторых газораспределителей есть собственные газовые смеси, которые могут принести обещанные выгоды. Дистрибьюторы также рекомендуют эти смеси для других режимов переноса с такими же результатами.
Самая большая ошибка производителей — это попытка короткого замыкания нержавеющей стали GMAW той же газовой смесью, которую они используют для мягкой стали (75 Ar / 25 CO 2 ), обычно потому, что они не хотят, чтобы для управления использовался дополнительный цилиндр. .Эта смесь содержит слишком много углерода. Фактически, любой защитный газ для использования с одножильными проводами должен содержать максимум 5% CO 2 . Использование большего количества дает металлургический продукт, который больше не может считаться сплавом марки L (марка L содержит менее 0,03% углерода). При избытке углерода в защитном газе могут образовываться карбиды хрома, что снижает коррозионную стойкость и механические свойства. Поверхность сварного шва также будет покрыта сажей.
В качестве примечания: при выборе металлов для короткого замыкания GMAW на базовых сплавах серии 300 (308, 309, 316, 347) изготовители должны выбирать сплав LSi.Наполнитель LSi имеет низкое содержание углерода (0,02%), что делает его особенно рекомендуемым при наличии риска межкристаллитной коррозии. Более высокое содержание кремния улучшает сварочные свойства, такие как смачивание, что способствует выравниванию вершины сварного шва и способствует сплавлению на носках сварного шва.
Изготовителям следует соблюдать осторожность при использовании процесса передачи короткого замыкания. Поскольку дуга гаснет, это может привести к неполному сварке, что сделает процесс непригодным для критических применений. В условиях высокой производительности импульсный перенос распылением был бы лучшим вариантом, если бы материал мог выдерживать свою тепловую нагрузку (≥ 1/16 дюйма.это самый тонкий из возможных материалов для сварки в импульсном режиме распыления). Если толщина материала и положение сварки поддерживают это, предпочтительнее использовать GMAW с переносом распылением, поскольку он обеспечивает более стабильное сплавление.
Газы для режимов распыления
Эти режимы с более высокой теплопередачей не требуют использования защитных газов с He. Для сварки распылением сплавов серии 300 обычно выбирают 98% Ar и 2% активных элементов, таких как CO 2 или O 2 .Некоторые газовые смеси могут также включать небольшое количество N 2 . Обладая более высоким потенциалом ионизации и теплопроводностью, N 2 способствует смачиванию и может обеспечить более высокие скорости движения или улучшить проникновение; это также может уменьшить искажения.
Для импульсного распыления GMAW приемлемым выбором может быть 100-процентный аргон. Поскольку импульсный ток стабилизирует дугу, для газа не всегда требуется активный элемент.
Рисунок 1: Газы для нержавеющей стали и их свойства.
Ферритные нержавеющие стали и дуплексные нержавеющие стали (с балансом феррита и аустенита 50/50) имеют более медленную лужу. Для этих сплавов смесь газов, такая как ~ 70% Ar / ~ 30% He / 2% CO 2 , будет способствовать лучшему смачиванию и увеличению скорости движения (см. Рисунок 3). Можно использовать аналогичную смесь для сварки никелевых сплавов, но это вызовет образование оксида никеля на поверхности сварного шва (например, добавления 2% CO 2 или O 2 будет достаточно. для увеличения содержания оксидов, поэтому производители должны избегать их или быть готовы потратить много времени на шлифовку, поскольку эти оксиды настолько жесткие, что проволочная щетка обычно не удаляет их).
Газы для порошковой проволоки из нержавеющей стали
Производители используют порошковую нержавеющую проволоку для сварки в нестандартном положении, поскольку шлаковая система в этих проволоках обеспечивает «полку», которая поддерживает сварочную ванну при ее затвердевании. Поскольку флюсовые компоненты могут смягчить влияние CO 2 , порошковая нержавеющая проволока предназначена для использования с газовыми смесями 75% Ar / 25% CO 2 и / или 100% CO 2 . Хотя порошковая проволока может стоить дороже за фунт, стоит отметить, что более высокие скорости сварки во всех положениях и скорость наплавки могут снизить общие затраты на сварку.Кроме того, порошковые проволоки используют обычный выход постоянного напряжения постоянного тока, а базовые сварочные системы дешевле и менее сложны, чем импульсные системы GMAW.
Газы для GTAW
Для сплавов серий 300 и 400 стандартным выбором для дуговой сварки вольфрамовым электродом (GTAW) остается 100% -ный аргон. Во время GTAW некоторых никелевых сплавов, особенно при механизированном процессе, может быть добавлено небольшое количество водорода (до 5 процентов) для повышения скорости движения (обратите внимание, что никелевые сплавы, в отличие от углеродистых сталей, не подвержены водородному растрескиванию. ).
Для сварки супердуплексных и гипердуплексных нержавеющих сталей хорошим выбором будут 98% Ar / 2% N 2 и 98% Ar / 3% N 2 соответственно. Гелий также может быть добавлен для улучшения смачивания примерно на 30%. При сварке супердуплексной или гипердуплексной нержавеющей стали цель состоит в том, чтобы получить соединение со сбалансированной микроструктурой, состоящей примерно из 50 процентов феррита и 50 процентов аустенита. Поскольку формирование микроструктуры зависит от скорости охлаждения и поскольку сварочная ванна TIG быстро охлаждается, при использовании 100% Ar останется слишком много феррита.Когда используется газовая смесь с компонентом N 2 , N 2 примешивается к сварочной ванне и способствует образованию аустенита.
Опорные газы
Нержавеющая сталь требует защиты обеих сторон стыка для получения готовых сварных швов с максимальной коррозионной стойкостью. Отсутствие защиты обратной стороны приводит к «засахариванию» или чрезмерному окислению, которое может вызвать разрушение сварного шва.
Плотно стыковые соединения с последовательно превосходной отделкой вверх или ситуациями, когда задняя частью сустава плотно содержащемуся не может требовать защитного газа.Здесь основная проблема заключается в предотвращении чрезмерного обесцвечивания зоны термического влияния из-за накопления оксида, который затем потребуется механическое удаление. Технически, если температура задней стороны превышает 500 градусов по Фаренгейту, требуется защитный газ. Однако более консервативный подход — это порог 300 градусов по Фаренгейту. В идеале подложка должна быть ниже 30 частей на миллион O 2 . Исключением будет случай, если обратная сторона сварного шва будет выдолблена, отшлифована и приварена для получения сварного шва с полным проплавлением.
Можно выбрать два вспомогательных газа: N 2 (самый дешевый) и Ar (более дорогой). Для небольших компонентов или когда источник аргона легко доступен, использование этого газа может быть более удобным и не стоит экономии средств в размере N 2 . Для уменьшения окисления можно добавить до 5% водорода. Доступны различные коммерческие варианты, но распространены самодельные опорные устройства и продувочные дамбы.
Рис. 2: Элементы защитного газа из нержавеющей стали и их влияние на профиль борта.
Добавление 10,5% или более хрома — вот что придает нержавеющей стали ее нержавеющие свойства. Сохранение этих свойств требует выбора правильного защитного газа для сварки и правильных методов защиты обратной стороны соединения. Нержавеющая сталь стоит дорого, и ее используют не зря. Нет смысла пытаться срезать углы, когда дело доходит до защитных газов или при выборе присадочного металла, если на то пошло. Таким образом, при выборе газов и присадочных материалов для сварки нержавеющей стали всегда имеет смысл обратиться к опытному газораспределителю и специалисту по присадочным металлам.
Мартин Дено (Martin Denault) является специалистом по применению специальных сплавов ESAB , компания CWI.
Простая сварка нержавеющей стали
Нержавеющая сталь — популярный материал, используемый в обрабатывающей промышленности. Он обеспечивает прочность, долговечность и известную устойчивость к коррозии (отсюда и термин «нержавеющая» или «отсутствие ржавчины»). Однако сварка нержавеющей стали создает несколько проблем, особенно по сравнению с низкоуглеродистой сталью. Сварка нержавеющей стали обычным способом (например, MIG, TIG, SAW или PAW) может быть сложной задачей, а, учитывая стоимость нержавеющей стали, любые ошибки и переделки могут быть дорогостоящими.
Выбор правильного процесса сварки очень важен для упрощения сварки нержавеющей стали. К сожалению, когда речь идет о традиционных вариантах сварки, идеального решения действительно нет. Производители должны взвесить множество факторов, от производительности до стоимости присадочного металла и даже навыков оператора.
Что такое нержавеющая сталь?
Нержавеющая сталь — это общий термин, используемый для описания всего семейства коррозионно-стойких легированных сталей, содержащих более 10.5% хрома.
Наиболее распространенные нержавеющие стали делятся на хромоникелевые (300 или аустенитные) или хромоникелевые версии (400, ферритные и мартенситные). Прямые сорта и углеродистая сталь имеют низкие коэффициенты линейного расширения, которые являются мерой того, как материал расширяется и сжимается под давлением и температурой. Прямые сорта имеют более низкую температуру плавления, чем углеродистая сталь, но плавятся при более высокой температуре, чем хромоникелевые сорта нержавеющей стали. Как прямая, так и хромоникелевая сталь обладают низкой теплопроводностью и более высоким электрическим сопротивлением, чем углеродистая сталь
.
Преимущества сварки нержавеющей сталью
Нержавеющая сталь пользуется большим уважением из-за ее способности противостоять коррозии.Учитывая содержание хрома в нержавеющей стали, на поверхности нержавеющей стали образуется естественная оксидная пленка с высоким содержанием хрома. Эта очень тонкая инертная пленка плотно прилегает к поверхности металла, обеспечивая ему исключительно защитное покрытие от широкого спектра агрессивных веществ и сред. Эта пленка также способна быстро восстанавливаться, пока присутствует кислород.
Нержавеющая сталь может выдерживать как высокие, так и низкие температуры без потери прочности.Еще одним ключевым преимуществом является то, что он предотвращает рост бактерий, поэтому он так популярен в медицинской и пищевой промышленности.
Его долговечность и антикоррозионные свойства делают его незаменимым вариантом для нефтехимии и трубопроводов, аэрокосмической и энергетической промышленности, а также для резервуаров для перевозки агрессивных химикатов.
Проблемы сварки нержавеющей стали
Легирующие элементы в нержавеющей стали обеспечивают ее теплопроводность или теплоизоляцию.Однако это может усложнить такие процессы дуговой сварки, как MIG и TIG. Изоляция означает, что тепло от дуги может концентрироваться в сварочной ванне. Это приводит к ряду проблем, в том числе к окислению, короблению и прожогу, и делает выбор процесса и присадочного металла критически важным для качества сварки.
Другой распространенной проблемой является обесцвечивание или «засахаривание». Обесцвечивание является признаком того, что газовая защита во время сварки была недостаточной, и потенциально хром был удален из нержавеющей стали, что влияет на ее свойства коррозионной стойкости.Шугаринг — наихудший случай и обычно требует доработки как по качественным, так и по эстетическим причинам, а присадочные металлы для сварки нержавеющей стали дороже, чем те, которые требуются для углеродистой стали.
Выбор правильной процедуры сварки нержавеющей стали
Взгляните на приведенные ниже процессы, чтобы увидеть, как они складываются, когда дело доходит до обеспечения качественных сварных швов для нержавеющей стали:
МИГ (GMAW)
Этот процесс сварки с подачей проволоки обеспечивает хороший внешний вид шва и эффективность, что делает его полезным при высокой производительности.Развитие оборудования и присадочного металла сделали процесс немного проще, но он по-прежнему не подходит для сварщиков, которые плохо знакомы с нержавеющей сталью. Также необходимо учитывать стоимость защитного газа, поскольку он является необходимым элементом для минимизации разбрызгивания и защиты сварных швов и зон теплового воздействия (HAZ).
Дуговая сварка порошковой проволокой (FCAW)
Более производительный, чем MIG, но увеличивает затраты и время на очистку из-за образования шлака и брызг. Необходимые присадочные металлы также являются самой высокой стоимостью за фунт благодаря дорогим легирующим элементам, необходимым для флюса.
ПИЛА
Низкий уровень брызг делает сварку под флюсом популярным выбором для сварки нержавеющей стали и особенно подходит для больших применений и толстых материалов. Он не требует таких навыков, как другие процессы, но его можно использовать только в горизонтальном положении. Флюс создает слой шлака, который необходимо отколоть или отшлифовать, а это может занять очень много времени.
TIG (GTAW)
Эта процедура требует высокой квалификации, а производительность обычно невысока.Он не производит брызг и имеет умеренную стоимость, поскольку это медленный и сложный процесс.
Итак, каков наилучший процесс сварки нержавеющей стали?
Самый простой способ сварки нержавеющей стали — K-TIG. Оптимизированная и гораздо более эффективная версия TIG, K-TIG является продуктом обширного научного исследования процесса газовой вольфрамовой дуги и была разработана организацией Австралийского правительства по науке и промышленным исследованиям (CSIRO).Процесс K-TIG отличается множеством нововведений в области отвода тепла, эффективности процесса, стабилизации сварочной ванны и характеристик дуги.
Он идеально подходит для изготовления нержавеющей стали и уже стал предпочтительным процессом для международных производителей.
Он обеспечивает в 8 раз большую глубину проплавления по сравнению с обычной TIG и может выполнять однопроходную сварку материалов из нержавеющей стали толщиной до 13 мм. Он также не требует снятия фаски и перемещается со скоростью до 100 раз быстрее, чем при обычной сварке TIG.Помимо этого увеличенного проникновения и скорости, он также снижает потребление газа на 90% и расход проволоки на 90-100%.
Высокая плотность энергии сварочной дуги открывает замочную скважину, что обеспечивает полный провар на высокой скорости. Горелка K-TIG также создает плазменную струю из сильноточной дуги, которая проникает в материал и создает высокое поверхностное натяжение на нижней стороне.
Сварочная ванна остается исключительно стабильной на протяжении всего сварного шва благодаря геометрии замочной скважины, которая обеспечивает выход дуговых газов и минимизирует поверхностную энергию.Создаваемое напряжение также предотвращает падение расплавленного металла с поверхности корня.
Использование K-TIG с нержавеющей сталью
K-TIG можно использовать для любых сварочных работ с нержавеющей сталью для материалов толщиной от 3 до 13 мм. Пока материал находится в этом диапазоне, возможны однопроходные стыковые сварные швы с полным проплавлением без скашивания кромок или зазора.
Может использоваться для продольной и кольцевой сварки в положениях 1G и 2G.Он особенно подходит для сварки резервуаров и сосудов под давлением из нержавеющей стали, и многие производители переходят с PAW, чтобы избежать проблем с закрытием замочной скважины, которые характерны для этого гораздо более сложного процесса.
Емкость из нержавеющей стали для сварки K-TIG на объекте заказчика
Другие преимущества сварки нержавеющей стали
Перейдя на K-TIG, вы откроете для своей мастерской и производства все следующие преимущества:
Скорость: K-TIG может сваривать нержавеющую сталь со скоростью до 1,0000 мм / м, обеспечивая при этом однопроходный, полный проплав и высококачественные сварные швы.Это означает, что вы повышаете свою продуктивность.
Пенетрация: Полное проплавление экономит огромное количество времени, а поскольку для K-TIG не требуется скашивание кромок, вы сэкономите время и деньги, избавившись от дорогостоящей сварочной присадочной проволоки и дорогостоящих V- или J-образных канавок. подготовка, необходимая при использовании процессов сварки TIG или MIG.
Предельная усадка и деформация: Одна из трудностей сварки нержавеющей стали связана с ее склонностью к деформации.Полное проплавление и однопроходная сварка, достигаемые с помощью KTIG, значительно сокращают искажения. Это делает K-TIG идеальным для намотки труб и других проектов, где требуется несколько соединений.
Простота: Процесс невероятно прост, и обычно операторов достаточно обучить менее чем за 3 часа. Нет необходимости балансировать поток газа и электричества вручную, так как все автоматически контролируется сложным контроллером K-TIG 1000 Evolve.
Реальные результаты
K-TIG работал с американским производителем баллонов высокого давления, цистерн общего назначения и транспортных судов. Компания K-TIG оценила экономию для швов по окружности 6350 мм (250 дюймов) и продольных швов 1800 мм (72 дюйма), и результаты оказались невероятными.
h4: Круглые швы длиной 6350 мм (250 дюймов) из нержавеющей стали 304 — 316
При 10 Ga (3,5 мм): K-TIG занял всего 6 минут , по сравнению с 61 минуту для TIG / MIG
Через 7 лет (4.7 мм): K-TIG занял всего 10 минут , по сравнению с 80 минут для TIG / MIG
При 6 мм (1/4 дюйма): K-TIG занял всего 12 минут по сравнению с 99 минут для TIG / MIG
При 8 мм (5/16 дюйма): K-TIG занял всего 16 минут по сравнению с 99 минут для TIG / MIG
При 9,5 мм (3/8 дюйма): K-TIG занял всего 21 минуту по сравнению с 112 минут для TIG / MIG
h4: Продольные соединения (соединения длиной 1800 мм (72 дюйма) из нержавеющей стали 304 — 316)
Через 10 лет (3.5 мм): K-TIG занял всего 1,8 минуты , по сравнению с 18 минут для TIG / MIG
При 7 Ga (4,7 мм): K-TIG занял всего 2,8 минуты , по сравнению с 23 минуты для TIG / MIG
При 6 мм (1/4 дюйма): K-TIG занял всего 4,5 минуты по сравнению с 12 минут для TIG / MIG
При 8 мм (5/16 дюйма): K-TIG занял всего 4,5 минуты по сравнению с 29 минут для TIG / MIG
На 9.5 мм (3/8 дюйма): K-TIG заняло всего 6 минут , по сравнению с 34 минуты для TIG / MIG
Компания Bilfinger также добилась поразительного снижения затрат на 92% после перехода на K-TIG.
Свяжитесь с командой K-TIG для получения дополнительной информации о переключении!
Сварка нержавеющей стали — унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и исключительной долговечностью, может выдерживать суровые условия, с которыми могут сравниться немногие металлы.Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом сварка часто требуется для изготовления сложных форм, строительства больших конструкций или усиления важных компонентов конструкции.
Сохраняет ли нержавеющая сталь преимущества после сварки и являются ли сварные швы с использованием нержавеющей стали прочными и надежными?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали не сильно отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы избежать роста зерен или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур, например, при сварке, может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную стойкость к коррозии и пятнам, которой известна нержавеющая сталь, не может самовосстанавливаться.
Вы также должны согласовать присадочные металлы со свариваемыми материалами, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость сварных точек.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы учитываете присадочный материал и требования к температуре соединяемых металлов.
Опции включают:
- Сварка вольфрамом в среде инертного газа (TIG) или газовая дуговая сварка вольфрамом (GTAW)
- Сварка сопротивлением
- Точечная сварка
- Сварка металла в инертном газе (MIG) или сварка металла на переменном токе (GMAW) в газе
Сварочные аппараты с подачей проволоки и проволоки хорошо работают с нержавеющей сталью.Однако сварочным аппаратам MIG для сварки нержавеющей стали и устройствам подачи проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для тонких металлов, поскольку требует меньшего тепловложения. Это предотвращает коробление и увеличивает коррозионную стойкость при использовании в процессе односторонней сварки.
Точечная сварка — самый экономичный вариант, но он может не обеспечивать такую же прочность, как сварка нержавеющей стали MIG или TIG.
В большинстве случаев форма, толщина, семейства и марки стали, задействованной в вашем проекте, а также размер требуемых сварных швов помогут определить, какой вариант лучше всего подойдет вам.
Для аустенитных сталей необходимо выполнять сварку за несколько проходов из-за максимальной температуры между проходами для большинства марок.
Если температура основного металла достигнет примерно 176 ° C (350 ° F), дайте ему время остыть, прежде чем продолжать, чтобы избежать риска снижения коррозионной стойкости или растрескивания металла.
Напротив, мартенситные стали часто требуют предварительного нагрева и должны поддерживаться в определенном диапазоне от приблизительно 204 ° C (400 ° F) до 315 ° C (600 ° F) во время сварки из-за минимальной температуры между проходами.
Несоблюдение этого правила может вызвать охрупчивание металла и преждевременное затвердевание.
Ферритные стали
имеют одни из самых низких максимальных температур промежуточного прохода среди нержавеющей стали с пределами около 148 ° C (300 ° F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Для получения оптимальных результатов для высокоуглеродистых ферритных сталей также может потребоваться предварительный нагрев.
Наконец, дуплексные стали часто требуют специальных подходов с использованием высоких тепловложений и низких температур промежуточного прохода из-за различного состава дуплексных сталей и их сочетания аустенитных и ферритных свойств.
5 советов по обеспечению безопасной и долговечной сварки нержавеющей стали
Хотя лучше всего адаптировать ваш подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от того, какую нержавеющую сталь вы используете.
1. Всегда очищайте нержавеющие поверхности перед сваркой
Нержавеющая сталь подвержена загрязнению высокоуглеродистой сталью и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только снижает риск загрязнения, но и укрепляет сварной шов.
Если вы чистите поверхность проволочной щеткой, убедитесь, что щетка используется только для нержавеющей стали, поскольку любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что приведет к проблемам в дальнейшем.
Специальные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, безопасный для сварки, чтобы еще больше снизить риски загрязнения.
2. Выберите присадочный материал, аналогичный свариваемым металлам
Выбор подходящего присадочного материала важен как для обеспечения прочного сварного шва, так и для поддержания коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации различаются в зависимости от используемых металлов, обычно для достижения оптимальных результатов рекомендуется использовать присадку, которая соответствует или превосходит сплавы основного металла.
Для дуплексных сталей вам может потребоваться химическая корректировка присадочных металлов, например, добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в марки дуплексной нержавеющей стали, которую вы свариваете.
3. Используйте надежный инструмент для отслеживания температуры материала
Эффективная сварка нержавеющей стали — это все о контроле температуры.
Контроль температуры на протяжении всего процесса сварки — простой способ обеспечить долговечные результаты и избежать ухудшения качества нержавеющей стали.
Популярные варианты контроля температуры:
- Стержни для индикации температуры: Эти стержни надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
- Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, инфракрасные термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.
- Электронные датчики температуры поверхности: Датчики идеально подходят, если вы можете установить их в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому прежде чем продолжить, помните об ограничениях рабочего места и размещении.
4. Следите за деформацией более тонких нержавеющих деталей
Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск высоких температур — коробление.
Чтобы свести к минимуму риск деформации, начните с низких температур и используйте прихваточные швы для закрепления деталей перед заполнением шва позже.
Если вы не можете использовать прихваточные швы для позиционирования основных металлов, сварка короткими очередями продолжительностью от 3 до 5 секунд может помочь избежать перегрева, позволяя выполнять точную и быструю сварку.
5. Всегда учитывайте коррозионную стойкость сварных швов
Если вы не используете коррозионно-стойкую присадку, обязательно обработайте места сварки, чтобы избежать коррозии.
Грунтовка, прозрачная краска или травление и пассивация могут помочь улучшить коррозионную стойкость и гарантировать, что ваши сварные швы будут такими же прочными и долговечными, как и окружающая их нержавеющая сталь.
Будучи надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов.Если вы ищете способы, которыми нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных сплавов для вашего предполагаемого использования до проблем сварки нержавеющей стали — мы можем помочь вам убедиться в том, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Ссылки:
Изготовитель: широкий мир сварки нержавеющей стали
Мастер сварки: сварка нержавеющей стали: краткое руководство
Weld My World: полезные советы по сварке нержавеющей стали
Универсальная сварка и изготовление: самые распространенные Методы сварки нержавеющей стали
Школа сварки в Талсе: Какой вид сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: основы дуговой сварки
.