Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода.
 В результате после остывания расплава внутри и на поверхности остается много микропустот.
В результате после остывания расплава внутри и на поверхности остается много микропустот. - Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
 В результате после остывания расплава внутри и на поверхности остается много микропустот.
В результате после остывания расплава внутри и на поверхности остается много микропустот.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т..jpg) д.
д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 Толстые детали разогреваются до 400 °C;
Толстые детали разогреваются до 400 °C;
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
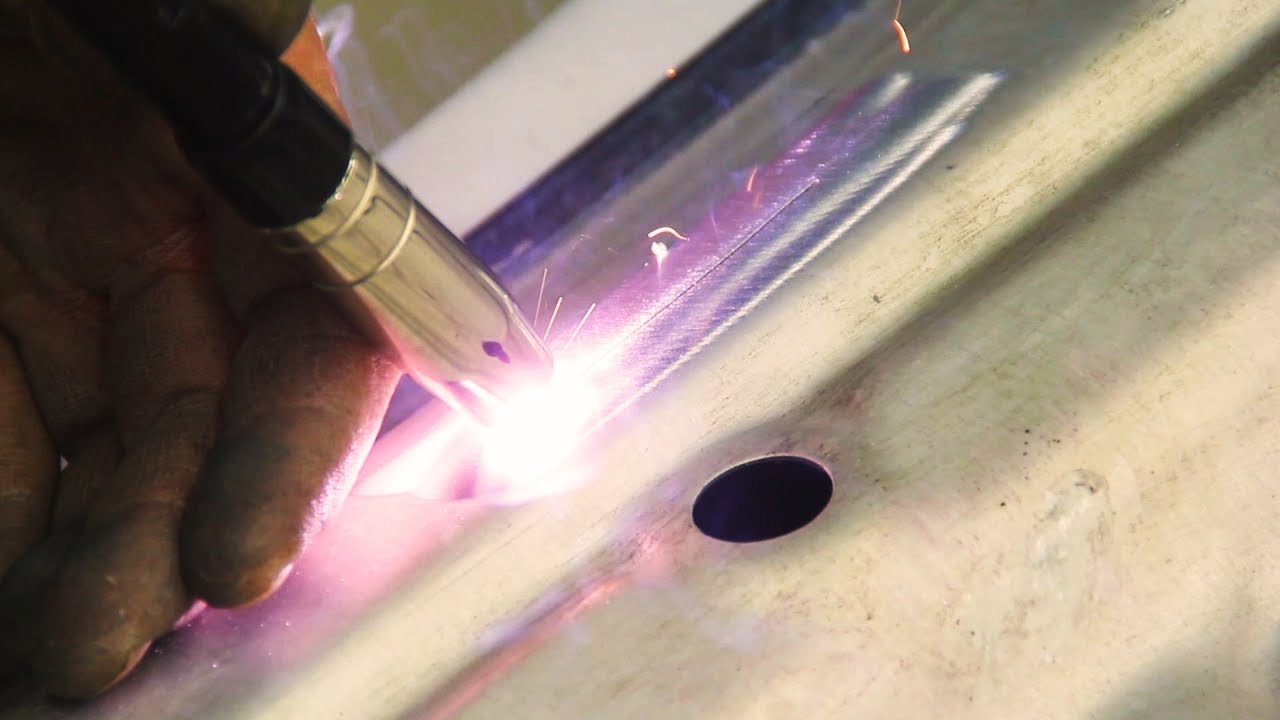
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
 Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку.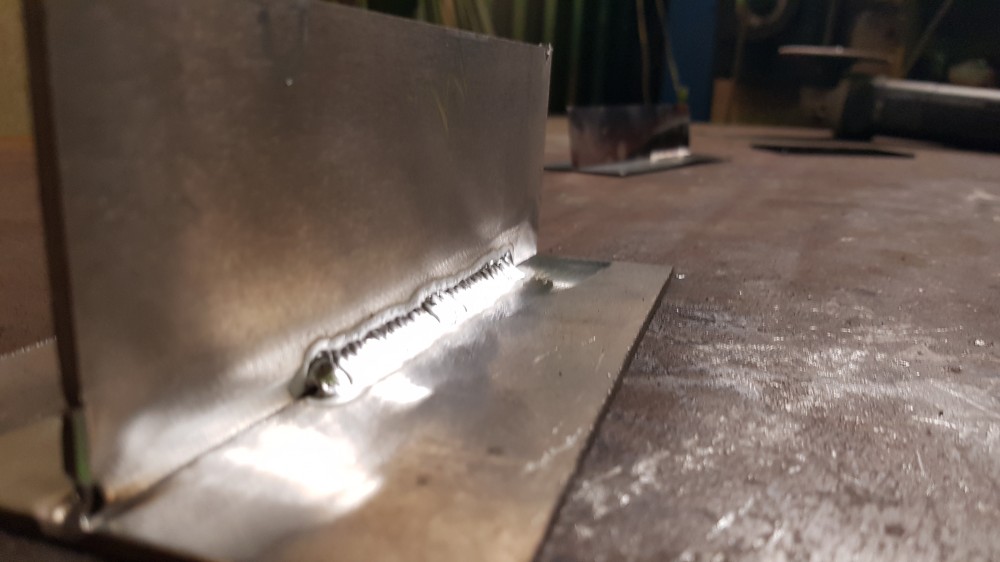 Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
 Сравнительно с обычной сталью разница составляет 100 процентов.
Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В противном случае шов будет хрупким;
В противном случае шов будет хрупким;
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
 Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
 Сравнительно с обычной сталью разница составляет 100 процентов.
Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как варить алюминий в домашних условиях
Большинство из тех людей, которые регулярно работают с металлом, сталкиваются с необходимостью сваривания алюминия. На производстве используются специальные сварочные аппараты, сваривание алюминия которыми не представляет никакого труда. Такие аппараты обеспечивают необходимую частоту сварочного тока и напряжение с самим током.
Сваривание алюминия в домашних условиях – это невероятно сложный и не безуспешный процесс, однако существуют некоторые секреты.
Имея в своем распоряжении аппарат дугового сваривания, не столь важно, трансформаторный или инверторный, Вы сможете получить качественный сварочный шов без приложения огромных усилий. В данном случае работает сразу же два варианта. Первый из них заключен в том, что необходимо использовать специальные сварочные электроды для сваривания алюминия. Обязательным условием является наличие и применение осциллятора.
Осциллятор – это устройство, которое значительно повышает частоту тока сварочной дуги. Она должна находиться в пределах 10000 Герц. В сравнении со стандартной частотой сварочного тока, данная частота превышает ее в 200 раз.
Неплохие результаты можно получить при использовании газовой горелки. Пламя при сваривании получается в случае смешивания кислорода и ацетилена. Температура такого пламени намного выше, чем температура плавления. Наиболее проблемным является наличие окислов на поверхности свариваемых деталей.
Сваривание алюминия можно производить с помощью полуавтоматического сварочного аппарата и осуществляется с использованием постоянного тока обратной полярности. При сваривании дуга горит в парах расплавленного металла. Катодное пятно, расположенное на поверхности сварочной ванны, постоянно получает приток ионов алюминия.
Достигнув поверхности металла, ионы проходят нейтрализацию и при этой реакции выделяют много тепла. При прохождении данного процесса происходит разрушение тугоплавкой пленки и окиси, которая образовывается на поверхности металла. Стоит помнить, что к такому разрушению подвержен только тонкий слой оксидов. Наиболее грубые образования перед свариванием алюминия с помощью сварочного полуавтомата удаляются механическим способом или с помощью метода травления.
При сваривании дуга между плавящимся электродом, свариваемыми деталями и электродной проволокой заполняет пространство между кромками, таким образом, образовывая сварочный шов.
Полуавтоматическое сваривание осуществляется в различных пространственных положениях. Выбирая, каким полуавтоматическим сварочным аппаратом Вы будете варить алюминий, остановите свой выбор на аппаратах с механической подачей тянущего типа.
Для сваривания алюминия и его сплавов иногда применяется импульсивно-дуговая сварка. Наложение импульса на сварочный ток позволяет снизить время нахождения металла в сварочной ванне в жидком состоянии. Такой метод делает сваривание проще и повышает качества сварочного шва.
Чем варить алюминий в домашних условиях
Как правильно варить алюминий в домашних условиях
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.
Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой. Для полной уверенности в отсутствии частичек шлака дополнительно проходятся щеткой со стальной щетиной.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Сварка алюминия — способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Как сварить детали из алюминия дома
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.
Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
видео, электроды и их виды
Почти каждый человек, который когда-либо занимался работами с металлом, не раз сталкивался со сваркой алюминия. Этот металл отличается своим небольшим весом и большей проводимостью тока и тепла, обладает высокой прочностью.
Практически в каждом бытовом приборе имеются детали, сделанные из алюминия или из его сплавов. Также этот металл пользуется популярностью и в промышленных отраслях. Сегодня у нас есть возможность делать сварку в домашних условиях, что позволяет работать даже с таким металлом, как алюминий.
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий. Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Инвертор для работы с алюминием
Сварочные инверторы для алюминия могут быть очень разными, как по конструкции, так и по разной модификации. Чаще всего в работе с алюминием используют полуавтоматы, но иногда и электродуговые установки.
Инверторные модели отличаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки. Как и в сварочных полуавтоматах, у инверторного имеется специальная приставка, которая служит защитой при работе в среде газов. Такая приставка имеет маркировку TIG , и чаще всего на аппаратах уже установлен быстрый переход в режим эксплуатации среды защитных газов.
При работе с алюминием нужно помнить несколько важных деталей:
- Оксид алюминия, он образуется на поверхности металла, обволакивая его пленкой. Даная пленка мешает работе с алюминием, поэтому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, дабы избавится от этой пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого достаточно сложно следить за состоянием сварочной ванны;
- Необходимо помнить, работа со сварочным инвертором дома, должна выполняться без спешки, дабы обеспечить нужное нагревание материала;
- Если перегреть металл слишком сильно, это может привести к деформации детали, что в нашем случае не есть хорошо. Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
- Способы сварки цветных металлов мало чем отличаются от сварки черных. Чтобы справиться с обработкой алюминия дома, достаточно минимальных навыков. Также можно обратиться к специальной литературе или к видео.
Перечисленные нами способы, конечно, не дадут такого качественного шва. Сварка в домашних условиях, процесс весьма затратный и трудоемкий. Наилучшим вариантом все-таки является приобретение осциллятора, выдающего необходимые нам параметры тока. В этом случае, работа с алюминием производится вольфрамовым электродом – как плавящимся, так и неплавящимся. Это зависит от того, какой шов вам нужен и с каким материалов вам предстоит работать.
Достаточно прочные сварные соединения алюминиевых деталей можно получить методом термического сваривания. Только такой способ в домашних условиях невозможен. Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции. Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия
Полуавтоматы для сварки алюминия используются чаще, чем инверторные, хотя если исходить из качества, то инверторный тип аппарата намного лучше справляется с работой.
Перед тем как начать работу с алюминиевой деталью, необходимо обработать торцы и поверхность, дабы шов был прочным. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медленно, чтоб обеспечить нужную глубину провара детали. После того как наш шов готов, необходимо, чтобы подача газа не прекращалась хотя бы еще 5-7 секунд. Это предотвратит деформацию шва и возможного расклеивания. Такую тонкую работу следует проводить, подготовившись, поэтому желательно, чтобы вы уже наблюдали данную работу, хотя бы со стороны или по видео.
Подводим итог
На промышленных предприятиях для работ с алюминием используют неплавящиеся электроды для сварки инвертором и инертный газ, данный электрод обеспечивает прочность и равномерное наложение сварочного шва.
Алюминий плохо поддается термической обработке, но зная некоторые тонкости, с этой проблемой можно справиться и в домашних условиях, имея у себя специальные расходные материалы и нужное оборудование.
Оцените статью: Поделитесь с друзьями!
Как сварить алюминий в домашних условиях с аргоном и без него
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Содержание статьи
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.
Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
- Неплавящимися электродами.
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.
[Всего: 0 Средний: 0/5]
Алюминий или Нержавеющая сталь? Лучшие пивоварни
Следуйте @BeerSmith
Между домашними пивоварами и на различных дискуссионных форумах постоянно ведутся споры о достоинствах кастрюль из алюминия и нержавеющей стали для пивоварения. На этой неделе мы рассмотрим плюсы и минусы каждого из них, чтобы помочь вам принять собственное обоснованное решение о следующем пивоваренном котле.
Алюминиевый горшок Плюсы и минусы
Алюминиевые кастрюли широко доступны и недороги, потому что алюминиевая посуда широко используется для приготовления пищи.Недорогие горшки для индейки объемом 36 литров можно найти в местном магазине Walmart, особенно сразу после Дня Благодарения, по отличным ценам. Алюминиевые кастрюли стоят значительно дешевле нержавеющей стали — часто вдвое меньше. Алюминий лучше проводит тепло, чем сталь, поэтому ваша кастрюля быстрее закипит, а также быстрее остынет после того, как вы закончите кипячение.
Единственным серьезным недостатком алюминия является то, что он окисляется, поэтому вы не можете использовать кислородные или едкие очистители, такие как Oxyclean.Это основная причина, по которой профессиональное пивоваренное оборудование изготавливается из нержавеющей стали, а не из алюминия — нержавеющую сталь легче чистить едкими чистящими средствами. Кроме того, со временем на алюминии образуется оксидный слой, который может обесцветить алюминий и придать ему серый оттенок. Это не повод для беспокойства — слой оксида алюминия действительно защищает кастрюлю, но он не такой красивый, как нержавеющая сталь.
Я считаю важным развенчать ряд мифов об алюминии.Во-первых, алюминиевые горшки не связаны с болезнью Альцгеймера. Ряд медицинских исследований, проведенных с 1970-х годов, не обнаружили никакой связи между болезнью Альцгеймера и использованием алюминия. Имейте в виду, что каждый день вы пьете газировку из алюминиевых банок (хотя большинство из них имеют футляр) и едите пищу, приготовленную в алюминиевой посуде — это безопасно.
Второй миф заключается в том, что алюминий вступает в реакцию с кислотой, содержащейся в сусле, и либо добавляет запаха, либо разъедает вашу кастрюлю. Это также неверно — вода имеет pH 7,0, а pH вашего сусла около 5.2, в то время как соус для спагетти может стоить всего 4,6, а самые кислые газированные напитки, которые вы пьете, — всего 2,5. Для сравнения, аккумуляторная кислота имеет pH 1,0. Ваше сусло просто недостаточно кислое, чтобы вступить в реакцию с алюминиевым горшком.
Нержавеющая сталь
Кастрюли из нержавеющей стали — это «кадиллак» пивоварен, а дизайнерские горшки стоят многие сотни долларов. Они дороже, чем аналогичные алюминиевые горшки, но являются фаворитом серьезных пивоваров. Нержавеющая сталь останется блестящей, так как пассивный оксидный слой не виден, поэтому легко определить, действительно ли ваша кастрюля из нержавеющей стали чиста.
Преимущество нержавеющей стали в том, что вы можете использовать для нее кислородсодержащие очистители, что делает ее фаворитом среди профессиональных пивоваров, которым необходимо мыть большие чаны. Вам следует избегать длительного воздействия чистящих средств на основе отбеливателя, так как они могут испортить ваши кастрюли и сосуды из нержавеющей стали.
Нержавеющая сталь прочнее, чем более мягкий алюминиевый металл, поэтому она менее подвержена образованию вмятин и царапин при сопоставимой толщине стенок. Однако в любом случае вы вряд ли переживете хорошо сделанную кастрюлю из нержавеющей или алюминиевой стали.Нержавеющая сталь имеет прочно связанный оксидный слой, поэтому она менее восприимчива к воздействию кислот, хотя, опять же, кислотность сусла не является проблемой ни для одного из металлов.
Основным недостатком нержавеющей стали является то, что она не проводит тепло так же хорошо, как алюминий, что означает более длительное время для достижения кипения, а также более длительное время охлаждения после кипячения.
Что выбрать?
Если вы выберете хорошо сделанную и прочную кастрюлю, достаточно большую для полного кипения, тяжелую и хорошо проводящую тепло, вы не ошибетесь, выбрав нержавеющую или алюминиевую.Я ищу тяжелую кастрюлю с толстыми стенками, так как она лучше проводит тепло, а также хорошо выдерживает случайные порезы и вмятины. Идеальный горшок имеет диаметр, примерно равный его высоте. Хорошо сделанная кастрюля из алюминия или нержавеющей стали, вероятно, прослужит всю жизнь.
Если вы пивовар с ограниченным бюджетом, вы не можете игнорировать большое ценовое преимущество алюминия — часто он стоит вдвое дешевле за сопоставимую кастрюлю. У нержавеющей стали есть «фактор крутизны», но у нее также есть цена, связанная с тем, чтобы быть крутым.Сейчас я лично использую нержавеющую сталь, но я также занимаюсь пивоварением уже 25 лет и начал с дешевой кухонной посуды.
Есть ли у вас свои мысли? Оставьте нам комментарий ниже. Если вы хотите поддержать нас, вы можете рассмотреть горшок от Adventures in Homebrewing, сторонника BeerSmith здесь. Благодарим вас за чтение блога BeerSmith Home Brewing на этой неделе. Не стесняйтесь подписываться, если вы хотите регулярно получать больше отличных статей о пивоварении.
Связанные статьи о пивоварении от BeerSmith:
Теги:
Пиво,
алюминий,
пивоварение
домашнее пиво
горшки
нержавеющая
стали,
против
Нравится эта статья? Вам понравится наше программное обеспечение BeerSmith!
Не делайте еще одной плохой партии пива! Попробуйте BeerSmith — вы сварите лучшее пиво на свете.
Загрузите бесплатную 21-дневную пробную версию BeerSmith прямо сейчас
Быстрая и дешевая установка плавильной печи для алюминия: 4 шага
В этом руководстве показана быстрая и дешевая установка для плавления нескольких партий алюминия для литья до того, как тонкое металлическое оборудование начнет выходить из строя. На самом деле ковшовая печь на 5 галлонов прослужит довольно долго, ее можно использовать более десятка раз. В качестве топлива используется древесный уголь для барбекю, а в качестве воздуходувки — фен. Он расплавит небольшую партию алюминия примерно за 10 минут.Большинство материалов для его постройки можно найти в мусорных баках; единственная стоимость здесь — древесный уголь, изолента и фен для распродажи за 1 ярд. Перерабатывайте старые детали газонокосилок, компьютерные / стереосистемы, а также банки из-под пива и содовой, чтобы делать из них новые классные вещи.
Для печи использовались два металлических ведра по 5 галлонов (с крышками), кусок 3-дюймовой печной трубы, фен и, конечно же, изолента.
Для тигля (маленькое ведерко, в котором находится расплавленный металл) использовался баллон с пропаном на 16 унций; верх был отрезан и добавлены болты для захвата тигля щипцами.
Некоторые основные инструменты я сделал из стального лома из старой пружинной коробки. Вам понадобятся щипцы для тигля, какой-то крючок для овец, чтобы опрокинуть тигель при заливке, и простой стержень с небольшим изгибом на конце, чтобы протыкать предметы и снимать шлак (примеси в алюминии).
Использование этого показанного оборудования опасно из-за очень высоких температур расплавленного металла, дыма, дыма и т. Д. Соблюдайте осторожность и будьте осторожны, надевая кожаные перчатки, средства защиты лица и другую защитную одежду.Делайте это на открытом воздухе и используйте его, когда немного ветрено, чтобы дым и пары быстро рассеивались, также используйте это в сухих условиях, потому что капание расплавленного металла на влажные поверхности может вызвать небольшие взрывы горячего металла (например, вода или горячее масло на кухне). Я не несу ответственности за любые травмы, которые могут возникнуть у вас с использованием оборудования и техники, показанных здесь.
Прочтите, прочтите, прочтите много материалов по литью металла перед началом работы.
Литье алюминия на submarineboat.com
Home Foundry
Backyardcom … Самостоятельная плавка и литье металла
А вот немое кино о работе литейного цеха.
Как чистить алюминий | Сделай сам
Алюминий. Вероятно, из него сделаны ваши кастрюли, сковороды, посуда. Ваша уличная мебель или раковина также могут быть сделаны из алюминия. Как и все металлы, со временем и по мере использования он тускнеет. Наши идеи о том, как чистить алюминий, могут сделать ваши кастрюли и сковороды снова сияющими.
Вы можете использовать коммерческие чистящие средства, такие как Brasso или Bar Keeper’s Friend, для очистки алюминия, но вы можете сделать натуральные чистящие средства из ингредиентов на вашей кухне, которые будут эффективными, доступными и экологически безопасными.
Чтобы очистить внутреннюю часть обесцвеченной алюминиевой кастрюли, наполните ее водой. На каждый литр воды в кастрюле добавьте 2 столовые ложки винного камня и ½ стакана уксуса. Доведите воду до кипения и дайте закипеть 10 минут. Снимите с огня, вылейте чистящее средство и дайте кастрюле остыть на ощупь. Стирать как обычно с мылом и горячей водой. В случае сильных пятен вам, возможно, придется аккуратно протереть их металлической ватой. Вы можете заменить уксус лимонным соком. Если у вас есть обесцвеченная алюминиевая посуда, опустите ее в кипящую воду и оставьте на 10 минут.Они тоже будут чистыми, когда вы вылейте воду из кастрюли.
Еще одна простая идея, как очистить алюминий: отварить кожуру яблока в кастрюле с водой. Поместите яблочную кожуру в кастрюлю с водой и доведите до кипения. Убавьте огонь и дайте настояться 20-30 минут. Слейте воду, дайте кастрюле остыть и промойте горячей мыльной водой. Кислота, содержащаяся в яблоке, удалит пятна с внутренней части кастрюли, а также сделает вашу кухню приятной. Чтобы очистить внешнюю поверхность кастрюль, используйте Brasso или полироль для серебра.
Для больших предметов смешайте раствор, состоящий из одной части воды и одной части уксуса. Протрите изделие мягкой тканью и отполируйте до блеска. Промыть и высушить. Вы также можете использовать этот раствор для очистки внешней поверхности алюминиевой сковороды.
Для очистки алюминиевой мойки посыпьте поверхность бурой. Смочите ткань водой и сотрите грязь и копоть. Промыть водой и высушить.
Для очистки уличной мебели смешайте раствор мягкого средства для мытья посуды, уксуса и теплой воды.Используйте ткань или губку, чтобы протереть мебель чистящим раствором. Тщательно промойте из шланга и вытрите насухо чистым полотенцем.
Знание того, как чистить алюминий, поможет вам сохранить ваши кастрюли, сковороды, посуду и раковины блестящими.
8 лучших пивоваренных котлов для домашнего пивоварения
Если вы пивовар с экстрактом или предпочитаете цельнозерновое пиво, варочный котел — это то место, где происходит кипение, и начинается волшебный переход от сусла к пиву.Лучший заварочный чайник для ваших нужд зависит от вашего стиля и бюджета. Это вложение, которое при осторожном подходе поможет вам в течение многих лет пивоварения, либо в качестве основного бойлера, либо в качестве аксессуара при повышении уровня.
За наши деньги лучший варочный котел — это универсальный, прочный и надежный. Выбор того, что соответствует вашим установкам пивоварения и амбициям в области пивоварения, — это первый шаг в приготовлении пива, которое вы с гордостью назовете своим.
Основы для заварочного чайника
Как и любое другое оборудование для домашнего пивоварения, которое у вас будет, варочные котлы доступны в широком диапазоне как по цене, так и по внешнему виду.Каждый заварочный чайник, о котором стоит подумать, имеет несколько основных компонентов.
Испытание на храбрость (и металл)
Самая известная черта всех лучших пивоварен — это их материал: металл. Мы не исключаем, что футуристический пластик космической эры когда-нибудь возьмет верх, но на данный момент нержавеющая сталь и алюминий — это верхняя часть кучи.
Нержавеющая сталь , особенно пищевая нержавеющая сталь 304, прочна, устойчива к коррозии и относительно легка.Он в основном инертен, поэтому сохраняет красивый внешний вид на протяжении многих лет.
Алюминий не такой прочный, как нержавеющая сталь, но он меньше весит и более эффективно проводит тепло. Настоящим недостатком алюминиевых пивоварен является химическая активность металла.
Алюминий вступает в реакцию с едкими чистящими средствами, кислотами и щелочами, а также с обычным старым кислородом. Со временем он обесцветится. Он может образовывать ямы, трещины или даже выделять потенциально опасные газы при контакте с неправильными химическими веществами.Он также может попасть в сусло во время кипячения без надлежащих мер предосторожности.
Вы можете создать патину внутри алюминиевого заварочного чайника, вскипятив в нем немного воды перед использованием. Хорошее предварительное кипячение создает соединение, известное как оксид алюминия , (оксид алюминия), который не дает металлу вступать в реакцию с воздухом. Это также поможет предотвратить попадание сусла в сусло, поскольку большинство рецептов недостаточно кислые, чтобы разрушить слой оксида алюминия и обнажить неочищенный алюминий.
Пополнение патины вашего алюминиевого пивоваренного чайника при каждом кипячении не только даст вам душевное спокойствие, но и предотвратит появление нежелательного привкуса в вашем пиве.
Чтобы преодолеть слабые места нержавеющей стали и алюминия, используя их сильные стороны, выберите варочный чайник из нержавеющей стали с трехгранным дном . «Три» относится к трем используемым слоям. Слой алюминия зажат между двумя слоями стали, чтобы повысить долговечность, снизить реактивность и улучшить проводимость.
Размер заварочного чайника имеет значение
Если вы увлечены экстрактами и варкой небольшими партиями, выкладывать тесто для чайника размером с водонапорную башню просто не имеет смысла.С другой стороны, если вы всецело о том, что варево в пакетиках (BIAB), то старый суповой котелок вашей мамы, вероятно, не лучший чайник для заваривания.
Подумайте о приключениях, связанных с домашним пивоварением, которые вам, скорее всего, предстоит совершить, и соответствующим образом установите размер своего чайника.
5-галлонная (13-литровая) партия (выдержка): В 8-галлонном (30 л) чайнике должно быть достаточно места для полного кипения, а также достаточно места, чтобы свести к минимуму выкипание.
5-галлонная (13-литровая) партия (All Grain Brewing): Если вы собираетесь использовать цельнозерновые продукты, вам потребуется больше места для размещения зерновой засыпки.Все зерновое сусло имеет тенденцию к пенообразованию больше, чем экстрактное сусло, поэтому заварочный чайник на 10 галлонов (38 л) должен помочь. И если вы решите, что хотите время от времени готовить партию экстракта, у вас будет более чем достаточно места.
5-галлонная (13-литровая) партия (метод BIAB) : Забудьте о чайнике. Для больших пивоварен нужны большие котлы, а бочки для варки не видно. Поскольку вы будете нагревать зерна с достаточным количеством воды, чтобы покрыть не только кипение, но и затор и промывку, вам подойдет чайник на 15 галлонов (57 л).
Не беспокойтесь, если вы думаете, что в какой-то момент можете поэкспериментировать с небольшими партиями. Большой варочный котел может показаться излишним для партии объемом 5 галлонов, но гибкость и дополнительное свободное пространство окупятся. Но вы всегда можете держать под рукой чайник объемом 5 галлонов (19 л).
Высокий или Маленький?
Как жирафы или косплееры Пола Баньяна, заварочные чайники лучше всего работают, когда они высокие. Высокие борта уменьшают потери при испарении и помогают предотвратить выкипание.Заварочные котлы обычно проектируются с соотношением высоты к диаметру 1,2: 1.
Короткий чайник — это не смертный приговор вашему пиву. Но высокий чайник, который также способен выдержать ваш предпочтительный стиль пивоварения, поможет вам избежать беспорядочного кипячения и сохранить сусло в пиве, а не в воздухе.
Увеличьте громкость (маркировка)
Последняя важная особенность лучших пивоварен — это встроенная маркировка объема. Конечно, вы можете измерить, сколько сусла у вас получилось, с помощью мерки и школьной геометрии.Но зачем тащить математику в свой день пивоварения, если вы можете получить ответы с первого взгляда?
Варочные котлы обычно имеют указатели объема, выгравированные на металле, как в галлонах, так и в литрах. Маркировка кварты, хотя и менее распространена, хороша, если ваши рецепты построены на этой единице.
Помимо основ: обновления для варочного котла
Хотя это и не важно, несколько функций делают пивоварение немного более удобным.
Шаровые краны
упрощают жизнь
Использование сифона для откачивания горячего сусла — это проверенная временем традиция домашнего пивоварения, и мы никогда ее не нарушили.Но когда мы представляем себе лучший варочный чайник, который мы можем себе представить, у него определенно есть шаровой кран. Они делают транспортировку сусла быстрее, безопаснее и намного проще. Мы не фанаты борьбы с огромным котлом, полным горячего сусла, особенно с большими партиями, и мы уверены, что вы тоже.
Одна важная вещь, которую следует учитывать, когда вы смотрите на заварочный чайник с шаровым краном, — это то, можете ли вы использовать сварной или несварной фитинг. Это в значительной степени вопрос предпочтений, но имейте в виду, что в несварных фитингах используются прокладки для образования уплотнения, что делает утечки потенциальной проблемой.Большинство современных шаровых кранов спроектированы таким образом, чтобы минимизировать утечки, но об этом стоит подумать, если вы не являетесь поклонником мытья полов.
Сварные клапаны и порты, для сравнения, в основном герметичны (известные последние слова), но не могут быть удалены. Если что-то пойдет не так, вам может потребоваться заменить весь варочный чайник, а не только клапан или порт. В конце концов, утечку можно устранить с помощью небольшой водопроводной ленты.
Здесь становится жарко: термометры
Наряду с объемом вашего сусла, знание его температуры является частью успешного кипячения.Термометр с аналоговой шкалой обычно устанавливается в нижней трети варочного котла. Это позволяет термометру считывать внутреннюю температуру сусла, но держит ее достаточно далеко от источника тепла, чтобы избежать искажения показаний.
Встроенные термометры особенно полезны, если вы планируете использовать заварочный чайник в качестве емкости для горячего щелока при варке из всех злаков. Вы можете нагреть воду для забора или промывать воду до нужной температуры без необходимости в отдельном термометре.
ПРИМЕЧАНИЕ: Если вы используете охладитель сусла для охлаждения сусла и хотите использовать чайник со встроенным термометром, убедитесь, что зонд термометра не запутается в охладителе сусла. Если вы предпочитаете отказаться от погружного чиллера, вы можете использовать противоточный чиллер или пластинчатый чиллер.
Получите все до последней капли с погружными трубками
Также известные как всасывающие трубки , эти тонкие шланги прикрепляются к задней части шарового клапана или втулочного узла внутри варочного котла.Он разработан для того, чтобы помочь вам собрать как можно больше сусла, оставив при этом осадок, иначе говоря, осадок оставшегося хмеля, жиров и белков на дне варочного котла.
Конечно, можно использовать сифон, но погружные трубки позволяют легко собрать максимальное количество сусла с минимальным опрокидыванием или толчками. Они особенно удобны, если вы завариваете большую партию пива или имеете большой и тяжелый чайник. Погружные трубки обычно располагаются либо сбоку от заварочного чайника, либо в центре.
Если у вас есть мешалка для перемешивания и взбалтывание сусла, то боковой подборщик, вероятно, ваш лучший выбор.Сохранение всасывания близко к стороне поможет вам избежать откачивания мусора от горячего или холодного перерыва, а также лишних остатков хмеля, поскольку эти материалы будут концентрироваться в центре чайника.
С другой стороны, если у вас есть заварочный чайник более высокого класса с ложным дном или решеткой для хмеля, вы можете предпочесть заварочный чайник с центрированной погружной трубкой. Расположенный под сеткой или ложным дном, приемник ванны может вытягивать отфильтрованное сусло из центра чайника, не опасаясь загрязнения.
В зависимости от ингредиентов, которые вы используете, случайный лакомый кусочек все равно может проскользнуть даже через самый лучший сито или фильтр. Вы можете снизить вероятность заражения, добавив в тюбик дополнительный фильтр, используя паук для хмеля и сохраняя хмель целым вместо использования гранул.
Индукционные чайники быстро нагревают
Если огонь — это слишком каменный век для вашей установки, вы можете присмотреть за варочным котлом с индукционным нагревом. Индукционный нагрев быстрее, эффективнее и точнее по сравнению с традиционным кондуктивным нагревом.
Вы можете быстро нагреть большое количество сусла и поддерживать его при постоянной температуре. Индукция — это способ делать партии, слишком большие для вашего ассортимента.
Правильно держите чайник для заварки
Если вы варите на огне, жаропрочные перчатки для пивоварения, вероятно, уже являются частью вашего набора инструментов для домашнего пивоварения.
Но если вы используете электрическую горелку для нагрева сусла, приобретите чайник с силиконовым покрытием на ручках, чтобы охладить вещи, когда вы перемещаете или поднимаете чайник, даже если вы забыли свои рукавицы.
Готовы улучшить процесс пивоварения из цельнозерновых продуктов и подключиться к своей системе?
Этот видеокурс охватывает методы и процессы химического состава воды, здоровья дрожжей, затирания, температуры брожения, сухого охмеления, упаковки с нулевым содержанием кислорода и многое другое!
Нажмите сюда, чтобы узнать больше
Подобно автомобилям, часам или невероятно модным лодкам супербогачей, самые лучшие варочные котлы поставляются с дополнительными принадлежностями, которых вы не найдете в своем базовом бойлере.
Краткая информация по прицелам
Более точный, чем маркировка внутреннего объема, смотровое окно или смотровое стекло показывает объем в вашем варочном котле с помощью внешнего дисплея.В некоторых моделях также есть термометр, поэтому вы можете одновременно измерять температуру напитка.
Если вы не против почистить дополнительный гаджет и хотите максимального удобства и точности, это дополнение может стать неотъемлемой частью вашего лучшего заварочного чайника.
Dam the Trub-pedoes! Полный вперед!
Также известный как блокиратор труб , заглушка представляет собой небольшой кусок металла, приваренный к дну варочного котла перед клапаном или погружной трубкой. Если вы взбалтываете сусло перед сливом, плотина поможет предотвратить выход хмеля и измельченного материала из центра и проскальзывание в ферментер.
Хоп (экран) вместе, Little Worties
Высококлассные заварочные котлы могут быть оснащены этим гаджетом. Подобно плотине для сусла, сетка для хмеля предназначена для того, чтобы не допустить попадания навоза с вашим суслом. В зависимости от марки и модели его также можно назвать фильтром для чайника .
ПРИМЕЧАНИЕ: Поскольку он может засорить, заблокировать или помешать эффективному водовороту, помните о своем стиле заваривания, предпочтительных ингредиентах и о том, хотите ли вы использовать охладитель сусла при покупке решетки для хмеля.
Держите пиво по-настоящему чистым с ложным дном
Этот гаджет по достоинству оценят любители шпионских и пиратских сказок. Перфорированный металлический диск, фальш-дно, не предназначены для того, чтобы скрывать микрофиши от посторонних агентов или скрывать спрятанные сокровища. Но позволяет суслу стекать на дно варочного котла, удерживая твердые частицы наверху.
Если ваш чайник — это еще и чан для затирания, то этот гаджет может стать вам спасителем и обязательно будет в списке предметов первой необходимости.Просто следите за возможными засорами и не пытайтесь спрятать туда часы с лазерным резаком, пока варите пиво, 007.
Знание того, какие характеристики лучше всего подходят для вашего стиля заваривания, значительно упрощает для вас поиск лучшего заварочного чайника.
Лучший чайник с ограниченным бюджетом
Мы никогда не любили платить больше, чем нам нужно. В конце концов, нам нужно варить пиво, и вам тоже. Простой чайник выполняет свою работу и оставляет часть бюджета для других устройств для домашнего пивоварения, которые вы присматривались.
1. Concord Home 10-галлонный чайник для варки
Этот базовый варочный котел предлагает несколько хороших опций, в том числе порт клапана без сварки и термометр, по экономичной цене. Если вы только начинаете или бережно относитесь к делу, с этой красотой сложно ошибиться.
Изготовлен из пищевой нержавеющей стали, этот чайник имеет однослойное дно и отлично подходит для больших партий, так как его размер составляет до 50 галлонов (190 л). Просто убедитесь, что у вас есть напарник (или ваш мануальный терапевт) под рукой в течение дня, если вы идете так много.
Чайник для заваривания Concord на 10 галлонов из нержавеющей стали
Размер: 14 дюймов в ширину х 15,5 дюймов в высоту. Включает шаровой кран и термометр. Центр нижнего отверстия находится на расстоянии 1,5 дюйма от низа. Центр верхнего отверстия находится на расстоянии 5,5 дюйма от низа.
купить сейчас
Учить больше
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
2. Чайник для заваривания на 10 галлонов Bayou Classic
Благодаря ложному дну и решетке для хмеля, Bayou Classic упрощает процесс варки любого зерна.Он также бывает разных размеров, хотя комплект на 10 галлонов (38 л) является наиболее доступным.
Тройное дно этой модели помогает обеспечить равномерный нагрев, а конструкция без сварных швов (включая шаровой кран, термометр и перегородки) придает ей ощущение высококлассности по начальной цене. Если вы ищете навороты с ограниченным бюджетом, этот вариант — лучший вариант.
Лучшие пивоварни среднего класса
Немного роскоши — это долгий путь.Ожидайте, что вы заплатите немного больше и получите немного больше от этих средних пивоварен.
3. MoreBeer ™ Сверхмощный пивоваренный чайник из нержавеющей стали на 15 галлонов
Благодаря сверхпрочной конструкции и универсальным портам для аксессуаров этот тяжелый нападающий от MoreBeer! дает вам множество вариантов, не напрягая свой фонд на черный день. Этот создан, чтобы быть не просто покупкой, а вложением в годы счастливого пивоварения.
Заклепанные ручки из катаной стали значительно облегчают переноску этого синяка.И хотя у него нет внутренней маркировки объема, его двухпортовая система может работать с термометрами, гильзами и шаровыми кранами как чемпион. Если вы начинаете с простого чайника, это хорошее место для начала.
4. Чайник для заварки MegaPot 1.2 емкостью 10 галлонов
MegaPot имеет отличную репутацию, которой хорошо служит этот высококачественный чайник для заварки. Он готов к работе с некоторыми обновлениями премиум-класса, а его уникальные переборки IsoFlow ™ упрощают добавление или замену аксессуаров.
Изготовлен из сверхпрочной нержавеющей стали и усилен полированной лентой по верхнему краю, этот ребенок создан, чтобы служить долго. Доступен в широком диапазоне размеров от 8 до 30 галлонов (от 30 до 114 л). Кроме того, он имеет внутреннюю разметку объема и силиконовые ручки для облегчения транспортировки. и более безопасны.
5. BrewBuilt на 10 галлонов чайник для варки
Вам нужны особенности? Вы их получили. Этот универсальный чайник имеет толстые прочные стенки, сварные соединители и крышку с прорезями и силиконовой заглушкой.Он оптимизирован в масштабе 1,2: 1 для минимизации испарения, а сварные соединители позволяют легко настроить вашу установку с минимальными усилиями и хлопотами.
Силиконовые ручки и внутренняя маркировка объема немного облегчают приготовление кофе. Все версии имеют тройное дно, а версии на 22 и 30 галлонов (83 и 114 л) имеют улучшенные стенки толщиной 0,2 дюйма (5 мм) для большей прочности и прочности.
Чайник для заваривания из нержавеющей стали BrewBuilt ™
Новая линейка варочных котлов BrewBuilt, изготовленных из нержавеющей стали 304, предлагает беспрецедентный набор функций по цене.В самом верху списка находятся две приварные муфты, которые обеспечивают длительный срок службы без утечек.
купить сейчас
Учить больше
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Лучшие пивоварни высокого класса
Нет ничего постыдного в серьезной игре в домашнее пивоварение. Поцарапайте свой зуд для пивоварения нового уровня с этими доведенными до максимума варочными котлами.
6. Газовый чайник Blichmann BoilerMaker ™ G2 емкостью 10 галлонов
Этот шедевр пивоваренной технологии мог быть отправлен в прошлое развитой цивилизацией.Он состоит из цельного куска нержавеющей стали без сварки, со стеклонаполненными термостойкими нейлоновыми ручками, предназначенными для того, чтобы оставаться прохладными на ощупь, и делает все, кроме защиты Джона Коннора от T-1000.
Клапан линейного потока G2, термометр BrewMometer ™ и стандартный указатель уровня из боросиликатного стекла упрощают отслеживание каждого аспекта кипения. То, что другие чайники называют дополнениями, этот чайник называет стандартным.
7. Edelmetall Brü Чайник емкостью 30 галлонов
Мы не используем такие фразы, как creme de la creme , и не только потому, что люди смотрят на нас смешно, когда мы это делаем.Но этот Edelmetall действительно лучший продукт для пивоварен.
Чайник Brü переполнен, но не буквально, особенностями, включая сумасшедший тангенциальный порт для гидромассажной ванны для загона и охлаждения сусла. И это только для начала. Он также оснащен погружной трубкой IsoFlow ™, выгравированной разметкой объема и регулируемым термометром. Выберите свой любимый размер, от 8 до 30 галлонов (от 30 до 114 л), и приготовьтесь к блаженству кипения.
8. Чайник Kegco на 50 галлонов для пивоварения
Скудный и средний, этот чайник Kegco проверяет надежность и прочность.Две стандартные розетки для аксессуаров с несварными переборками упрощают очистку и по индивидуальному заказу.
Он может похвастаться тройным дном для равномерного распределения тепла, конструкцией из пищевой нержавеющей стали и приклепанными силиконовыми ручками. Наконец, он поставляется с крышкой, предназначенной для крепления на приклепанные силиконовые ручки чайника.
Ваш лучший пивоваренный чайник ждет
Счастливое домашнее пивоварение — это всегда гибкость. Если вы не можете вытащить пивоваренный чайник на верхнюю полку из ворот, начните с малого и помните, что некоторые из лучших сортов пива в мире родились скромно.Вы всегда можете повысить квалификацию по мере роста ваших навыков, потребностей и бюджета.
Не переживайте. Лучший чайник для заваривания — это тот, который делает пиво, которое вы любите пить и делить.
Счастливого пивоварения!
Мэтт Джованиши, основатель Brew Cabin, начал заниматься домашним пивоварением в 2005 году. Он продолжал совершенствовать свои пивоваренные навыки и хотел поделиться своим опытом и знаниями с другими домашними пивоварами. Он запустил Brew Cabin в 2017 году, чтобы сделать домашнее пивоварение более доступным и масштабируемым для всех, кто хочет создать идеальную пинту.
Получите 14 секретов, которые каждый домашний пивовар должен знать для эффективного пивоварения.
Вводя свой адрес электронной почты, вы соглашаетесь получать электронные письма от Brew Cabin. Мы будем уважать вашу конфиденциальность, и вы можете отказаться от подписки в любое время.
Рекомендуемая литература
Amazon.com: Brew House and Pub Estd. Год Алюминий Знак
| Цена: | 44 доллара.95 + 30,00 $ |
- Убедитесь, что это подходит
введя номер вашей модели. - ДОМАШНИЙ ДЕКОР: Новый 18-дюймовый круглый алюминиевый знак с закругленными углами. Легко читаемый текст с ярким графическим дизайном.
- ДЕЛАЕТ ОТЛИЧНЫЙ УНИКАЛЬНЫЙ ПОДАРОК: У вас есть друг, который наконец купил эту машину мечты? Скоро день рождения? Только что закончил ремонт своей мужской пещеры? Эта металлическая вывеска от магазина Lizton Sign Shop — надежный подарок, который все будут любить и радоваться долгие годы.
- СДЕЛАНО В США: этот автомобильный знак с гордостью изготовлен в США в нашем магазине в Лизтоне, штат Индиана.Сделано из местных материалов премиум-класса, созданных людьми, которым нравится то, что мы делаем, и это проявляется в готовых результатах.
- ПРОСТОТА УСТАНОВКИ: металлический знак имеет 2 удобно расположенных предварительно просверленных отверстия для беспроблемной установки снаружи или внутри. Идеальный декор, который можно добавить в качестве завершающего элемента в ваш гараж, пещеру, спальню, столовую, бар или где угодно, где вы хотите украсить.
- ПЕРСОНАЛИЗИРУЙТЕ: нужен другой текст на вывеске? Мы в The Lizton Sign Shop стремимся к тому, чтобы вы остались довольны, поэтому, пожалуйста, свяжитесь с нами напрямую, и мы поможем вам сделать этот идеальный уличный знак.
Пивоваренная металлургия | Блог Reliance
Металлургия для пивоваров
Крафтовое пиво — это аромат
Крафтовое пиво переживает эпоху Возрождения.Будь то домашнее пиво или профессиональная пивоварня, настоящие поклонники пива начинают больше заботиться о вкусе, чем о рекламе.
Чтобы добиться определенного вкуса, профессиональные пивовары и пивовары-любители тратят время и силы на выбор ингредиентов: влажные или сухие, охмеленные? Базовый или жареный солод? Эль или лагер?
Среди всего этого выбора некоторые пивовары считают оборудование второстепенным — и это большая ошибка.
Это может показаться маловероятным, но металлы в варочном котле, ферментере и другом оборудовании могут сильно повлиять на вкус.Металлы, которые трудно дезинфицировать, увеличивают риск появления в пиве неприятных бактерий, а те, которые подвержены взаимодействию с жидкостью, могут добавить неприятный металлический привкус. Лучшие пивоваренные металлы легко чистятся и безвкусны.
Нержавеющая сталь является отраслевым стандартом благодаря легкой очистке и отличной коррозионной стойкости, но это далеко не единственный вариант. Пивоваренное оборудование также доступно из меди и алюминия с некоторыми аксессуарами из латуни. У каждого металла есть свои характеристики и преимущества, и даже в области изысканной нержавеющей стали не все марки одинаковы.
Медь
Задолго до того, как на рынок вышла нержавеющая сталь, медь была основным металлом для пивоваренного оборудования. Его популярность резко упала, когда нержавеющая сталь стала более доступной, но медь остается надежным выбором для вашего пивоваренного чайника благодаря своей превосходной теплопроводности. Кроме того, это самый простой в изготовлении металл, что делает его очевидным выбором для изготовления нестандартного оборудования, сделанного своими руками.
Медь не является полностью инертной по отношению к пиву, но при надлежащем уходе она создает стабильный оксидный слой.Поскольку медь стабильна (т.е. предотвращает химическое взаимодействие), она со слоем оксида не придает пиву металлический привкус.
Традиционный резервуар для перегонки меди
Copper также довольно легко чистить и обслуживать — на самом деле, слишком много чистки на самом деле плохо для нее. Вам не нужна яркая или блестящая медь. Здоровый оксидный слой придает ему тусклый оттенок старого пенни.
Регулярной очистки с помощью средства для мытья посуды или очистителя на основе перкарбоната натрия обычно бывает достаточно, чтобы медь оставалась чистой и окисленной.
Тем не менее, большее количество оксида не всегда лучше. Медь может образовывать токсичный сине-зеленый оксид, называемый вердигрисом. Если вы видите этот сине-зеленый цвет на любом месте вашего пивоваренного оборудования, пора тщательно очистить его уксусом или очистителем на основе щавелевой кислоты.
Будьте осторожны, какой очиститель вы используете! Отбеливатель и перекись водорода заставят вашу медь почернеть, и они не защитят от дальнейшей коррозии.
Алюминий
Из алюминия
можно сделать респектабельный чайник для заваривания, но его нельзя использовать для длительного хранения пива.Его теплопроводность примерно вдвое меньше, чем у меди, но все же лучше, чем у нержавеющей стали.
Несмотря на свои недостатки, алюминий имеет одно важное преимущество перед медью — он не вызывает коррозии и не придает пиву металлический привкус при нормальных условиях пивоварения. Он будет разъедать при длительном контакте с другими металлами (включая медь), но кратковременный контакт не проблема.
Пиво регулярно проверяется на наличие посторонних привкусов.
Вы можете использовать почти тот же набор чистящих средств для очистки алюминия, что и для меди: рекомендуется средство для мытья посуды без запаха или чистящие средства на основе перкарбоната, но отбеливателя и других едких чистящих средств нет.
Невозможность использования щелочных очистителей для алюминия — проблема профессиональных пивоваров. Им нужен быстрый и эффективный способ дезинфекции, а использование более мягких чистящих средств означает больше работы с менее эффективным инструментом, а загрязнение ванны не приносит радужных результатов.
Пивовары, которые используют алюминиевые чайники, обычно выбирают сорта 3003 или 3004 за превосходную коррозионную стойкость.
Нержавеющая сталь
Нержавеющая сталь является стандартом пивоваренной промышленности, и большинство домашних пивоваров мечтают о том, чтобы все они были изготовлены из нержавеющей стали.Его почти рыночная монополия проистекает из нескольких характеристик: его легко дезинфицировать, он инертен к пиву, устойчив к коррозии и долговечен.
У вас может возникнуть соблазн купить все из нержавеющей стали и положить конец этому, но, как всегда, жизнь не так проста. Существует несколько марок нержавеющей стали. Некоторые из них отлично подходят для пивоварения, а другие едва ли на шаг выше углеродистой стали.
Придерживайтесь сорта 304 или 316. Оба они устойчивы к коррозии и хорошо подходят для повседневного пивоварения. 304 — бюджетная версия, а 316 имеет более высокую коррозионную стойкость — и соответствующую цену.2205 нержавеющая сталь — жизнеспособная альтернатива для изделий, которые не будут подвергаться экстремальным температурам.
Никогда не используйте нержавеющую сталь 303 или другие дешевые заменители. Это кошмар по двум причинам. Во-первых, низкосортная нержавеющая сталь не намного лучше обычной стали и, вероятно, придаст вашему пиву заметный привкус железа. Во-вторых, он более уязвим для коррозии и точечной коррозии и не прослужит так долго, как настоящий.
Избегайте предметов, оценка которых не указана. Если вы не знаете, что это такое, не стоит рисковать.
Микропивоварня с обработкой и хранением нержавеющей стали
Как дезинфицировать нержавеющую сталь
Даже высококачественная нержавеющая сталь может вызвать коррозию и вызвать неприятный запах при неправильной очистке. Хотя его можно очистить более жесткими чистящими средствами, чем медь или алюминий, все же существуют чистящие средства, использование которых запрещено.
Как и все металлы, используемые в пивоварне, отбеливателя нет. По сути, просто вылейте весь отбеливатель, чтобы вас не соблазнил зов сирены. Отбеливатель повреждает защитный слой оксида хрома на нержавеющей стали, что, в свою очередь, вызывает точечную коррозию.
Другие окисляющие чистящие средства в целом безопасны. Очищающие средства на основе перкарбоната рекомендуются для повседневной дезинфекции. Лучшими вариантами для тяжелых условий эксплуатации являются специально маркированные средства для чистки нержавеющей стали или средства для чистки кухни на основе щавелевой кислоты.
Хотите узнать больше о том, как ухаживать за пивоваренным оборудованием из нержавеющей стали? Подробнее читайте здесь.
Источники
- Палмер, Джон. «Пивоваренная металлургия».
Алюминиевые банки | The Aluminium Association
Quick Read
Алюминиевые банки занимают особое место в сердце Америки: многие из наших любимых напитков находятся под язычком или завинчивающейся крышкой.Компания Coors стала пионером в использовании алюминиевых банок в 1959 году. С этого момента наблюдается неуклонный рост производства газированных напитков, энергетических напитков, газированной воды и все более широкого использования крафтового пива. Алюминиевые банки являются наиболее экологичной упаковкой для напитков и подлежат бесконечной переработке. Они быстро охлаждаются, обеспечивают превосходный металлический холст для печати и, что, возможно, самое главное, защищают вкус и целостность наших любимых напитков.
Заключительные факты
- Самая экологичная тара для напитков
Алюминиевые банки, будучи самой ценной упаковкой в мусорном ведре, на сегодняшний день являются наиболее утилизируемой тарой для напитков.Средняя банка содержит 70 процентов переработанного металла. - Эффективность транспортировки: преимущество в весе
Алюминиевые банки легкие и легко складываются. Это обеспечивает эффективность хранения и транспортировки и ограничивает общие выбросы углерода при транспортировке через логистику и цепочки поставок. - Рециркуляция по настоящему замкнутому циклу
Алюминиевые банки перерабатываются снова и снова в рамках настоящего процесса рециркуляции «замкнутого цикла». Стекло и пластик обычно превращаются в такие продукты, как ковровое волокно или вкладыш для мусорных свалок. - Новые рынки продолжают развиваться
Около 500 пивоваров используют алюминий для разливки более 1700 различных сортов пива. Защита от света и кислорода — два ключевых преимущества в дополнение к беспрецедентной экологичности алюминиевой упаковки.
Консервирование пищевых продуктов и товаров
Алюминиевые банки обеспечивают долгосрочное сохранение качества пищевых продуктов. Алюминиевые банки обеспечивают 100-процентную защиту от кислорода, света, влаги и других загрязнений.Они не ржавеют, устойчивы к коррозии и обеспечивают один из самых длительных сроков хранения среди упаковок любого типа. Пищевые консервы на основе алюминия имеют беспрецедентные показатели безопасности. Защищенная от несанкционированного доступа упаковка обеспечивает потребителям уверенность в том, что их продукция была безопасно приготовлена и доставлена. Помимо продуктов питания и напитков, из алюминия упаковываются самые разные продукты: аэрозольные продукты, краски и тысячи других товаров на рынке потребительских товаров.
Технологии производства банок для напитков продолжают совершенствоваться
За последние полвека производители алюминиевых банок для напитков облегчили упаковку, уменьшив калибр, необходимый для изготовления банок и их концов. Первое поколение алюминиевых банок весило примерно 3 унции на единицу. Сегодняшние банки весят меньше половины унции. Алюминиевые банки также обладают преимуществами упаковки. Они легко формируются, устойчивы к коррозии и не ржавеют. Банки из алюминия легко выдерживают давление карбонизации, необходимое для упаковки газированных напитков, и выдерживают давление до 90 фунтов на квадратный дюйм.Вы не поверите, но четыре блока по шесть штук могут выдержать 2-тонное транспортное средство.
В перспективе: рост рынка алюминиевых банок
Многие новые специальные напитки, особенно энергетические, поставляются в банках емкостью 8,2 унции. Этот шаг был вызван бешено успешным брендом энергетического напитка Red Bull ™ , представленным на рынке США в 1997 году. С тех пор на рынке появилось более 30 новых брендов, последовавших за лидером Red Bull ™ . Рынок пивоваренных консервов также быстро растет.Крафтовое пиво, расфасованное в алюминиевые банки, сохраняет более высокое качество. На жидкость не влияет свет и кислород, что может отрицательно сказаться на вкусовых качествах. Банки также портативны и подлежат бесконечной переработке — их можно использовать там, где нельзя использовать стекло. Пивовары теперь позиционируют алюминиевую банку как «мини-бочонок», который подает свежее пиво разливного качества в бокал.
История алюминиевых банок для напитков
История создания современной алюминиевой банки для напитков началась в 1959 году, когда компания Coors представила первую полностью алюминиевую, бесшовную, состоящую из двух частей емкость для напитков.В то же время была введена переработка (Coors платила 1 цент за каждую банку, возвращенную пивоварне). Алюминиевые банки проникли на рынок безалкогольных напитков в 1964 году, когда Royal Crown Cola выпустила напитки RC Cola и Diet Rite в двухкомпонентных алюминиевых контейнерах по 12 унций. В первый год их существования на рынке 1 миллион ящиков газированной воды был упакован в алюминиевые банки. Помимо того, что алюминиевые банки легче своих стальных предшественников, они обеспечивают превосходную поверхность для печати текста и графики.Эта возможность увеличила возможности для установления и продвижения присутствия на полках и узнаваемости бренда.
Превосходный факт
Первые алюминиевые банки требовали так называемого «церковного ключа» для открытия конца банки перед употреблением. Согласно легенде, изобретатель язычка Эрмал Клеон Фрейз во время семейного пикника оказался без церковного ключа. Он прибег к тому, чтобы проткнуть пивную банку о крыло своей машины, и при этом потерял большую часть содержимого банки.