ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 град
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РЕЗЬБА
|
ГОСТ
Взамен
|
Утвержден
Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г.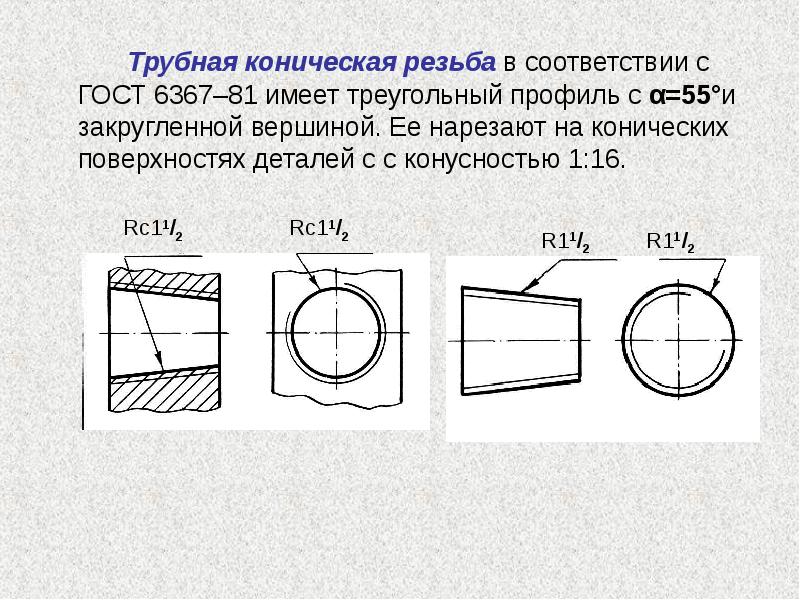
Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется
на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов
машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ
3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
1. Профиль и размеры конической
дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
|
Обозначение, размера резьбы
|
Число ниток на 1 ¢ ¢
|
Размер в мм
| ||||||||
|
Шаг резьбы
|
Длина резьбы
|
диаметр резьбы в основной
|
Внутренний диаметр резьбы
|
Рабочая высота витка
| ||||||
|
рабочая
|
от торца трубы до основной
| |||||||||
|
средний
|
наружный
|
внутренний
| ||||||||
|
дюймы
|
n
|
Р
|
l 1
|
l 2
|
d 2 = D 2
|
d = D
|
d 1 = D 1
|
dT
|
H
| |
|
1 /16
|
27
|
0,941
|
6,5
|
4,064
|
7,142
|
7,895
|
6,389
|
6,135
|
0,753
| |
|
1 /8
|
27
|
0,941
|
7,0
|
4,572
|
9,519
|
10,272
|
8,766
|
8,480
|
0,753
| |
|
¼
|
18
|
1,411
|
9,5
|
5,080
|
12,443
|
13,572
|
11,314
|
10,997
|
1,129
| |
|
3 /8
|
18
|
1,411
|
10,5
|
6,096
|
15,926
|
17,055
|
14,797
|
14,416
|
1,129
| |
|
½
|
14
|
1,814
|
13,5
|
8,128
|
19,772
|
21,223
|
18,321
|
17,813
|
1,451
| |
|
¾
|
14
|
1,814
|
14,0
|
8,611
|
25,117
|
26,568
|
23,666
|
23,128
|
1,451
| |
|
1
|
11 ½
|
2,209
|
17,5
|
10,160
|
31,461
|
33,228
|
29,694
|
29,059
|
1,767
| |
|
1¼
|
11 ½
|
2,209
|
18,0
|
10,668
|
40,218
|
41,985
|
38,451
|
37,784
|
1,767
| |
|
1 ½
|
11 ½
|
2,209
|
18,5
|
10,668
|
46,287
|
48,054
|
44,520
|
43,853
|
1,767
| |
|
2
|
11 ½
|
2,209
|
19,0
|
11,074
|
58,325
|
60,092
|
56,558
|
55,866
|
1,767
| |
Примечания:
1. При свинчивании без натяга трубы и муфты с
При свинчивании без натяга трубы и муфты с
номинальными размерами резьбы основная плоскость резьбы трубы совпадает с
торцом муфты.
2. Размер dT справочный.
3. Вместо резьбы 1/16 ¢ ¢ допускается применять резьбу
М6 ´ 1 коническую по ГОСТ
19853-74.
4. Число витков с полным профилем в резьбовом
сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l 2 (расстояние от основной
плоскости до торца трубы), при этом должно быть соблюдено требование п. 4
настоящего стандарта о разности размеров l 1 — l 2 .
Черт. 1
Шаг
резьбы измеряется параллельно оси резьбы.
Биссектриса
угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3/4 ¢ ¢:
К 3/4 ¢ ¢
ГОСТ 6111-52
(Измененная редакция, Изм. №
№
2).
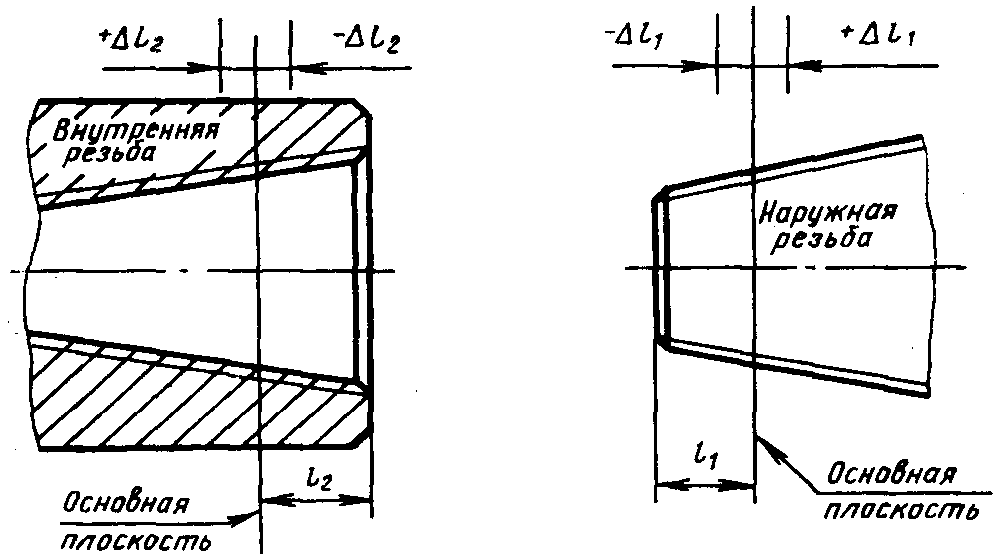
2. Резьба трубы (наружная
резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ
6485-69. Осевое смещение основной плоскости трубы D l2 ( черт. 2)
относительно номинального расположения не должно превышать ±Р (шаг
резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя
резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ
6485-69. Осевое смещение основной плоскости муфты D l2 ( черт. 3)
относительно номинального расположения не должно превышать ±Р (шаг
резьбы).
Черт. 3
(Измененная редакция, Изм. № 1,
2).
4. Разность
размеров l1— l2 должна быть не менее разности указанных в табл.
1 номинальных размеров l1 и l2.
5. Отклонение расстояний вершин
и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( d h1 и d h2 по черт. 4)
не должны превышать:
Таблица 2
|
Обозначение размера резьбы
|
h 1 =h2=1/2H1
|
d h 1 = d h 2
|
|
мм
| ||
|
1 /16 и 1 /8 ¢ ¢
|
0,3765
|
-0,045
|
|
1 / 4 и 3 /8 ¢ ¢
|
0,5645
|
-0,065
|
|
1 / 2 и ¾ ¢ ¢
|
0,7255
|
-0,085
|
|
1 —
|
0,8835
|
-0,085
|
Черт. 4
4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла
профиля, угла уклона ( j/2) и отклонение по шагу резьбы (отклонения расстояний
между любыми витками) не должны превышать:
Таблица 3
|
Обозначение размера резьбы дюймы
|
Предельное отклонение
| ||||
|
половины угла профиля
|
угла уклона
|
по шагу резьбы
| |||
|
для наружной резьбы
|
для внутренней резьбы
|
на длине до 10 мм
|
на длине св.
| ||
|
мм
| |||||
|
1 /16 и 1 /8 ¢ ¢
|
±1°
|
+12 ¢
|
-12 ¢
|
±0,02
|
±0,04
|
|
-6 ¢
|
+6 ¢
| ||||
|
1 /4 — 2 ¢ ¢
|
±45 ¢
|
+10 ¢
|
-10 ¢
| ||
|
-5 ¢
|
+5 ¢
| ||||
 10 мм
10 мм(Измененная редакция, Изм. № 1,
№ 1,
2).
Резьба коническая дюймовая.
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24».
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
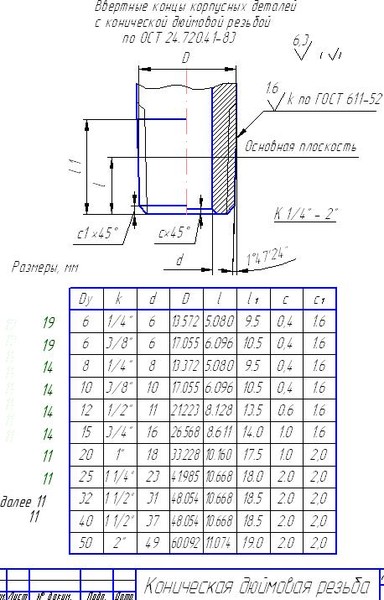
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8» : К 3/4» ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
где К-конусность; &phi — угол уклона; α-угол профиля резьбы; S-шаг резьбы.
Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм.
Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5. На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
Автор: Саляхутдинов Роман | «БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «БОСК 5.0» Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «Эффективная работа в SolidWorks» Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
>> Читать Полное Описание << |
Автор: Дмитрий Родин | «AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
>> Читать Полное Описание << |
ГОСТ 6111-52 РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ГОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г.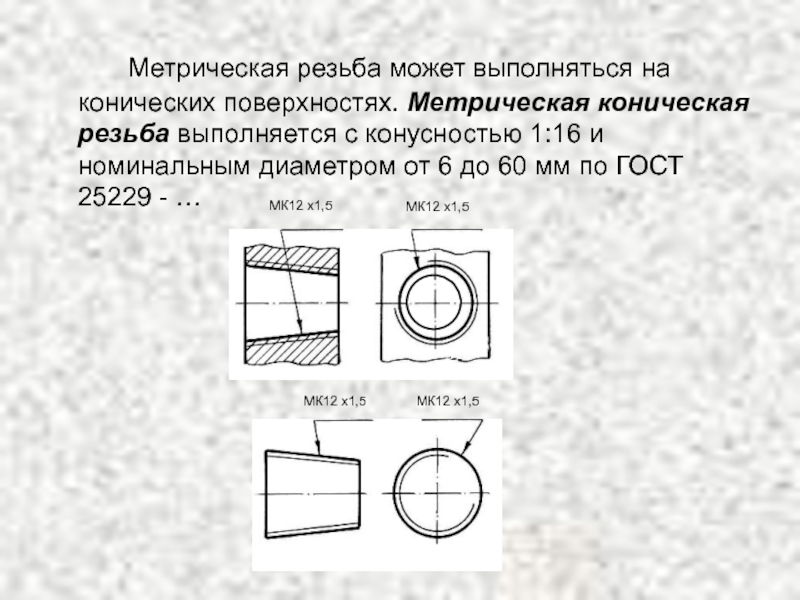 Срок введения установлен
Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2.(Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1″ | Размер в мм | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l1 | l2 | d2=D2 | d=D | d1=D1 | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. РазмерdTсправочный.
3. Вместо резьбы1/16» допускается применять резьбу М6×1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размерl2(расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl1-l2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначениеконической резьбы 3/4″:
К3/4» ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Δl2(черт. 2) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Осевое смещение основной плоскости трубы Δl2(черт. 2) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Δl2(черт. 3) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеровl1—l2должна быть не менее разности указанных в табл. 1 номинальных размеровl1иl2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (δh1и δh2по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h1=h2=1/2H1 | δh1=δh2 |
|---|---|---|
| мм | ||
| 1/16и1/8« | 0,3765 | -0,045 |
| 1/4и3/8« | 0,5645 | -0,065 |
| 1/2и ¾» | 0,7255 | -0,085 |
| 1 — 2″ | 0,8835 | -0,085 |
Черт. 4
4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (φ/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
|---|---|---|---|---|---|
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16и1/8« | ±1° | +12° | -12° | ±0,02 | ±0,04 |
| -6° | +6° | ||||
| 1/4— 2″ | ±45° | +10° | -10° | ||
| -5° | +5° | ||||
(Измененная редакция, Изм. № 1, 2).
№ 1, 2).
Просмотров: 55171
Дата первого показа: 27.05.2010 03:44:15
Дата публикации: 27.05.2010 03:41:29
Назад в раздел
Коническая трубная резьба: обозначение, ГОСТ, применение
Ответственные узлы конструкций, механизмов имеют повышенные требования по обеспечению герметичности. Для этой цели используется коническая трубная резьба. Применение такого вида соединения гарантирует необходимую герметичность при сборке трубопроводов высокого давления, механизмов гидравлики. Выполняется такая резьба с помощью специальных инструментов, обеспечивающих нужный угол конуса, форму профиля. При соединении деталей обеспечивается более плотное их прилегание. Конические резьбовые соединения встречаются и в бытовых сантехнических приборах, системах водоснабжения и газовых коммуникациях.
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Если в обозначении стоят буквы LH, то значит направление вращения левое. Конусность — 1° 47′ 24″. Это значение дает соотношение длины резьбы к разнице диаметров как 1:16.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным.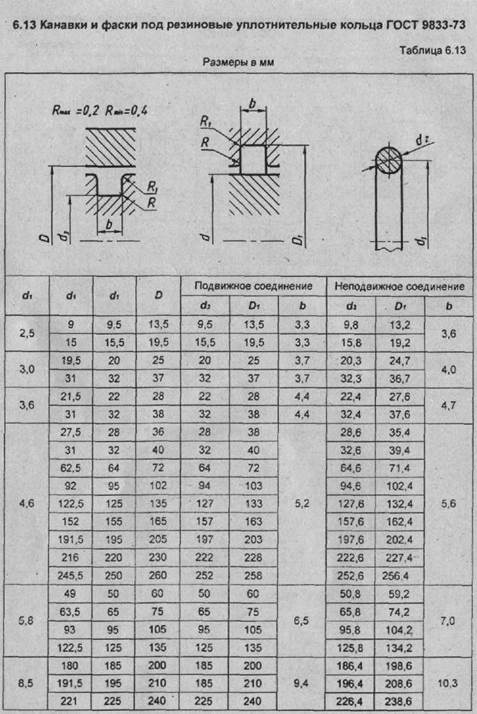 Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы.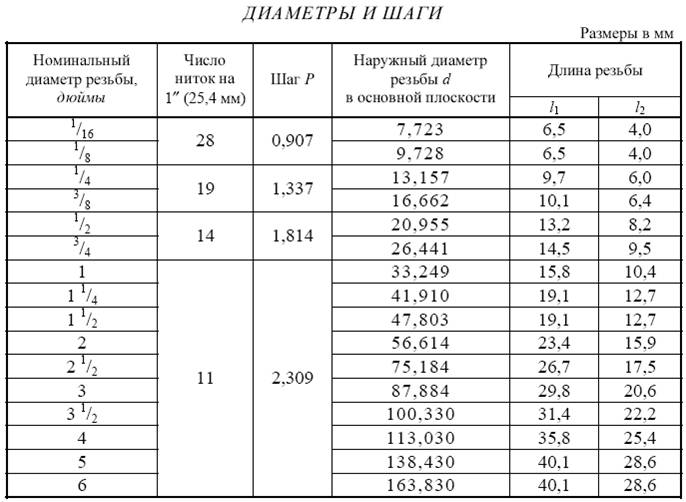 Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Скачать ГОСТ 6211-81
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.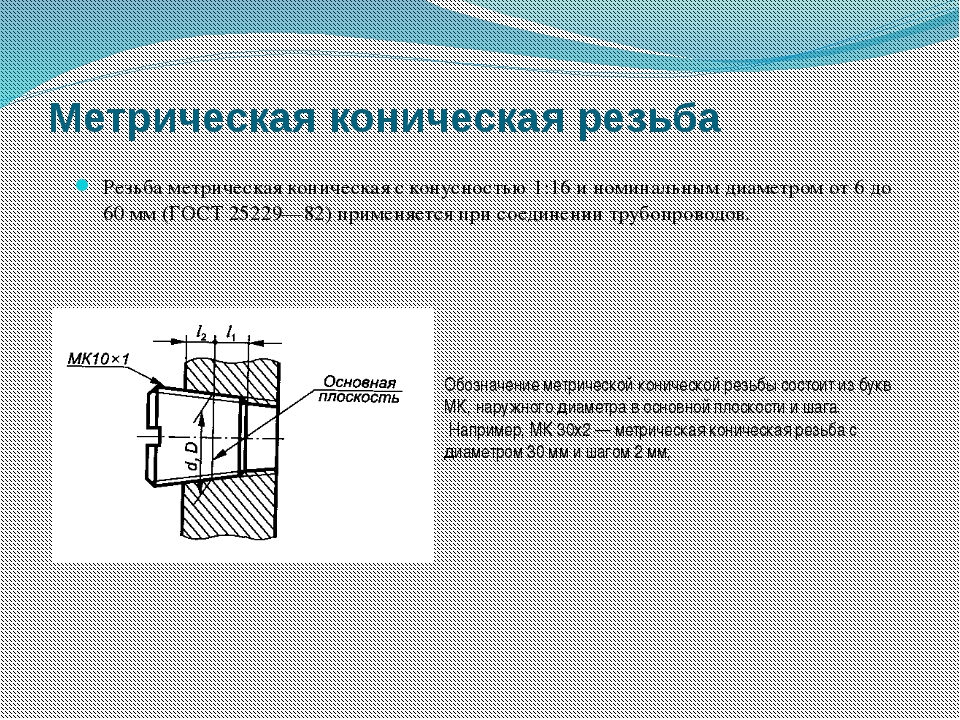
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков.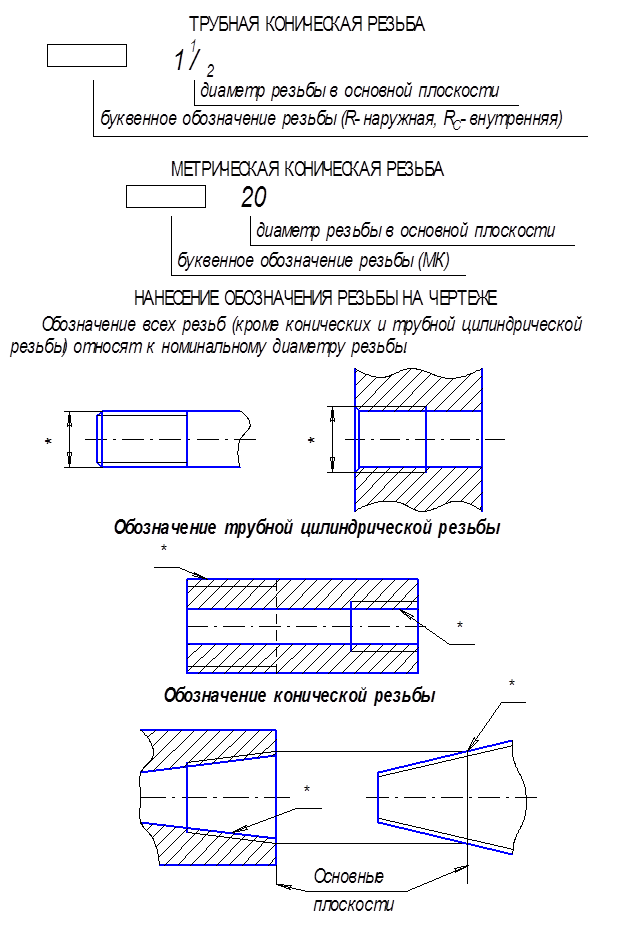 При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
На плашках указано направление конуса. Если соответствующего значка нет, или есть непонятная аббревиатура, то нужно ее с обеих сторон замерить штангенциркулем.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали.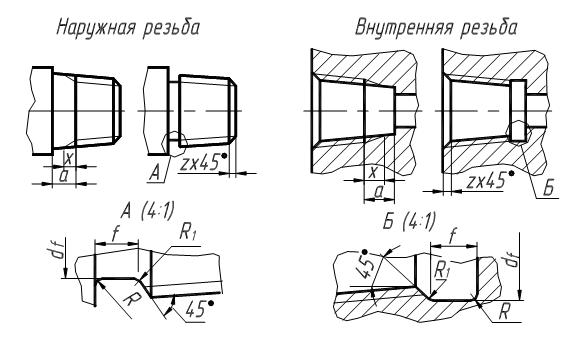 Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Скачать ГОСТ 6227-80
Скачать ГОСТ 6228-80
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей.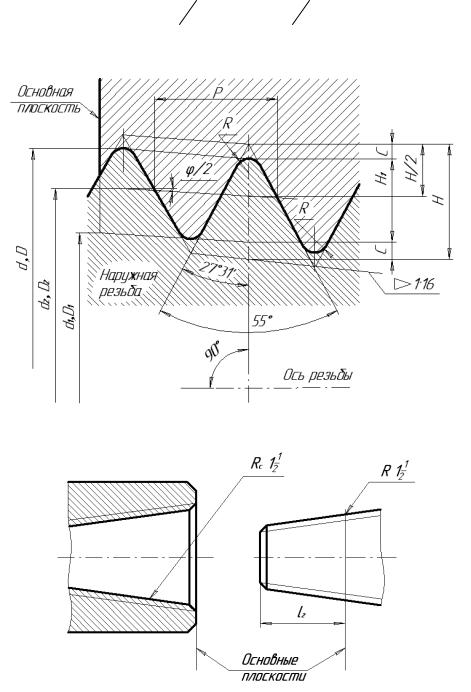 В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
| ||||||
 1/4″
1/4″ 1/2″
1/2″Коническая трубная резьба: конусная дюймовая труба по ГОСТ 6211 81
Классификация резьбовых соединений весьма обширна.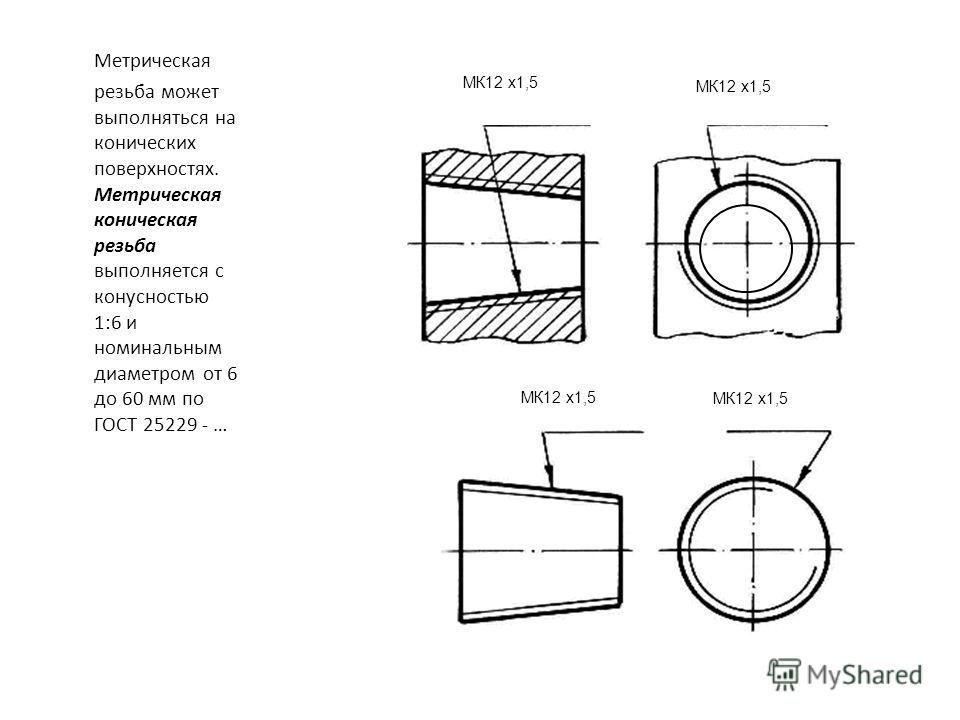 Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
Редкая форма резьбы
Содержание
- Виды и классификация: дюймовая Fanuc и другие
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Конечно, в этом случае контакт двух труб будет минимальным – только в той части, где диаметр конуса и цилиндра совпадут.
О надежности говорить не приходится, поэтому способ рассматривают только как временную меру.
 О надежности говорить не приходится, поэтому способ рассматривают только как временную меру.
О надежности говорить не приходится, поэтому способ рассматривают только как временную меру.Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
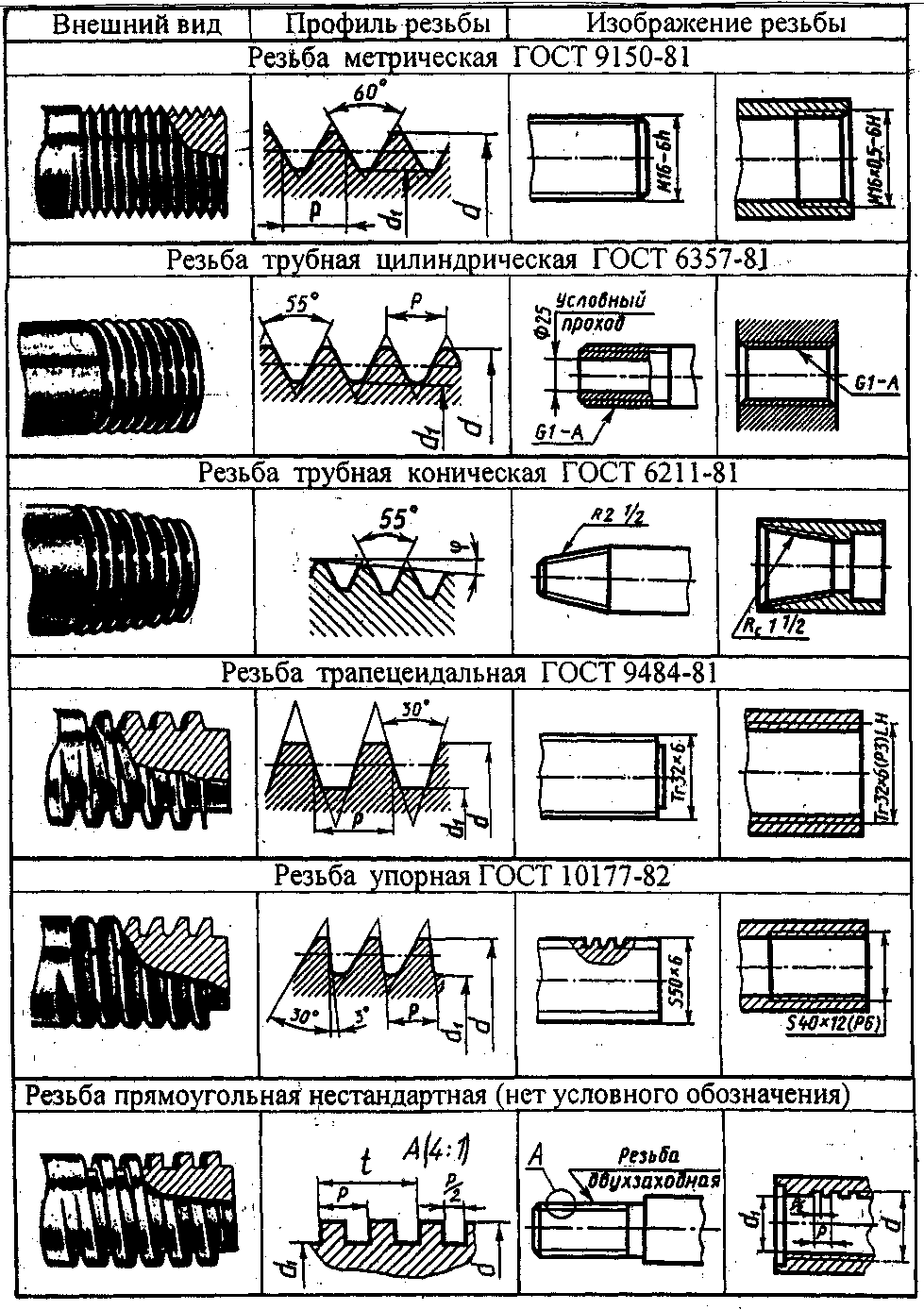
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов.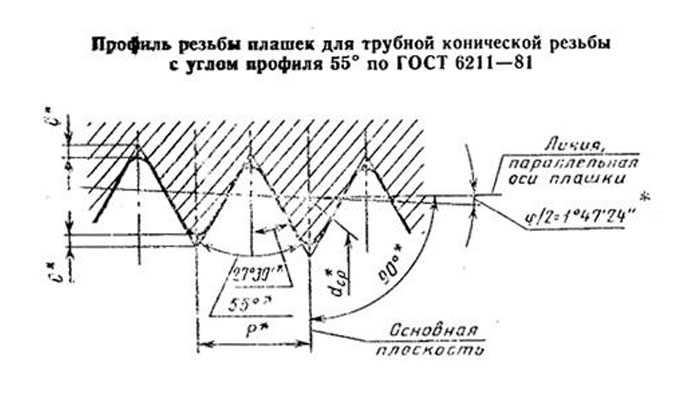 У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее.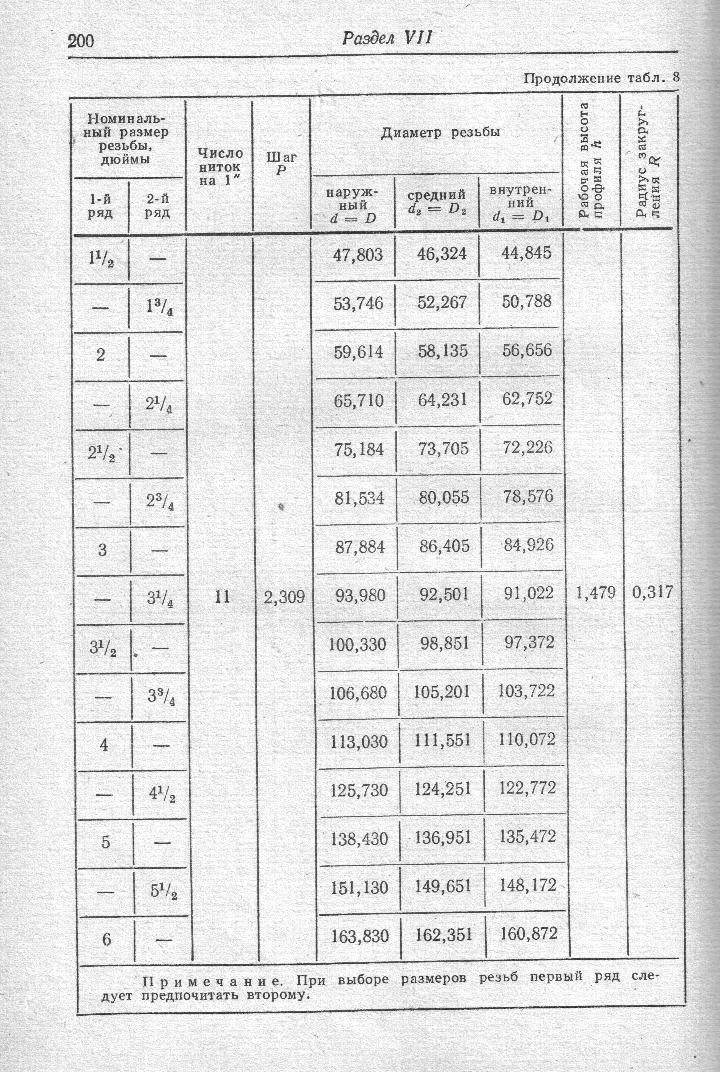 Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Коническая резьба для труб – что говорит Госстандарт? + Видео
1 Познакомимся с нестандартными коническими соединениями
ТКР используется для соединения цилиндрической внутренней трубной резьбы с конической наружной, а также для создания конструкций с резьбовыми коническими соединениями.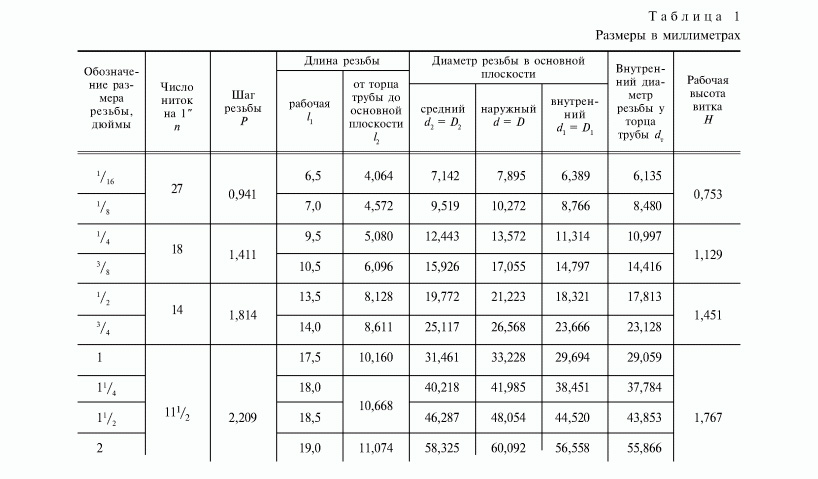 Сразу отметим важный момент. Размер интересующей нас резьбы представляет собой не фактическое сечение нарезки, а некоторое число (его принято называть условным), которое описывает диаметр (проходной) стандартного трубного изделия. Все допуски, ключевые геометрические параметры и профиль ТКР описываются в ГОСТ 6211.
Сразу отметим важный момент. Размер интересующей нас резьбы представляет собой не фактическое сечение нарезки, а некоторое число (его принято называть условным), которое описывает диаметр (проходной) стандартного трубного изделия. Все допуски, ключевые геометрические параметры и профиль ТКР описываются в ГОСТ 6211.
Внутренняя резьба
Этот стандарт, принятый в 1981 году, действует и в настоящее время. Он говорит, что ТКР характеризуется профилем с закругленными впадинами и вершинами с углом 55°. Для обозначения шага такой резьбы используется величина, определяемая количеством витков на 1 дюйм. ТКР нарезается на угол конусного уклона 1°47’24». Эта величина соответствует показателю конусности 1:16. Такая трубная резьба на чертежах обозначается двумя способами: Rс – внутренняя ТКР, R – наружная. Если речь идет о левой резьбе, к указанной маркировке добавляют литеры LH.
2 ГОСТ 6211–81 – не запутайтесь в резьбовых сечениях!
В соответствии с Госстандартом рассматриваемая коническая ТР имеет следующие диаметры:
- Наружный – от 7,723 (ТКР 1/16″) до 163,830 мм (6″).
- Внутренний – от 6,561 до 160,872 мм.
- Средний – от 7,142 до 162,351 мм.

Нестандартные конические соединения
Длина такой резьбы (величина отрезка от основной плоскости до торца трубного изделия) равняется 4–28,6 мм. Рабочая же ее протяженность варьируется в пределах 6,5–40,1 мм. Важным параметром является шаг, который имеет коническая ТР, накатываемая на резьбонарезных станках. Для изделий 1/16″ и 1/8″ он равняется 0,907, 3/8″ и 1/4″ – 1,337, 3/4″ и 1/2″ – 1,814, для остальных – 2,309 мм. А количество ниток на каждый дюйм составляет 27, 18, 14, 11 и 8 соответственно.
Обратите внимание на следующие особенности! Во-первых, ГОСТ разрешает производить резьбы с меньшей длиной. Во-вторых, величина наружного сечения, которое имеет конкретная трубная резьба, определяется эмпирическим путем. В-третьих, отклонения среднего диаметра Rс допускается на уровне 0,9–3,5 мм. Добавим, что трубная R (Rc) по ГОСТ 6211 соответствует ряду международных стандартов. В частности, следующих – JIS B 0203, DIN 2999, ISO R7, BS 21.
В частности, следующих – JIS B 0203, DIN 2999, ISO R7, BS 21.
[PDF] ГОСТ КОРПУС И МУФТЫ
1 ГОСТ КОРПУС И МУФТЫ Кожухи по настоящему стандарту должны быть бесшовными, с круглой резьбой и резьбой-контрфорсом (типа ОТТМ c …
Глобальный маркетинг труб и труб
www.TubeSolution.com
ГОСТ 632-80 КОЖУХ И МУФТЫ Обсадные трубы в соответствии с настоящим стандартом должны быть бесшовными, с круглой резьбой и резьбой типа «контрфорс» (обсадные трубы типа ОТТМ), с резьбовым соединением с высоким уплотнением ( Кожух типа ОТТГ) и соответствующие муфты; Корпус типа ТВО должен быть высаженным и без муфт.В зависимости от требуемого уровня качества обсадные трубы должны быть классов A и B. Класс корпуса A. Диапазон размеров обсадных труб класса A приведен в таблице 1; В комплект входит обсадная труба с короткой и длинной круглой резьбой, контрфорсированной резьбой (ОТТМ) и высаженным концом. Другие толщины стенок доступны по согласованию. Обсадная труба должна иметь длину от 9,5 до 13 метров. Технические требования. На внешней поверхности корпуса и муфт не должно быть трещин, перехлестов, неровностей, включений и других видимых дефектов. Ремонт дефектов шлифовкой должен оставлять толщину стенки в пределах минимально допустимых значений.Дефекты производственного происхождения, такие как вмятины, царапины или окалина, допустимы, если они оставляют толщину стенки в пределах допусков. Таблица 1 Диапазон размеров обсадных труб классов A и B
Обсадная труба должна иметь длину от 9,5 до 13 метров. Технические требования. На внешней поверхности корпуса и муфт не должно быть трещин, перехлестов, неровностей, включений и других видимых дефектов. Ремонт дефектов шлифовкой должен оставлять толщину стенки в пределах минимально допустимых значений.Дефекты производственного происхождения, такие как вмятины, царапины или окалина, допустимы, если они оставляют толщину стенки в пределах допусков. Таблица 1 Диапазон размеров обсадных труб классов A и B
Глобальный маркетинг труб и труб
www.TubeSolution.com
Глобальный маркетинг труб и труб
www.TubeSolution.com
Глобальный маркетинг труб и труб
www.TubeSolution.com
Примечания. 1. Марки E и L с наружным диаметром от 354 до 426 мм производятся как марка A.2. Марка K производится только как B. 3. Оценки в скобках указаны только как B. 4. * — только оценка А. Обозначения для таблицы 1
Предельные допуски на размер для обсадных труб и муфт приведены ниже: Наружный диаметр,%
± 0,75
Толщина стенки,%
-12,5
Внешний диаметр муфт,%
± 1,0
Внешний диаметр осадки части заглушек, мм
± 0,5
Мировой маркетинг труб и труб
www.![]() TubeSolution.com
TubeSolution.com
Механические свойства металла обсадных труб и муфт приведены в таблице 2.Таблица 2 Механические свойства обсадных труб и муфт марки А
Труба обсадная обсадная марки, МБР дефекты не допускаются; выходная часть должна быть плавным переходом от тела трубы к высаженной части. Толщина стенки выходной части должна быть не меньше толщины стенки тела трубы. Массовая доля серы и фосфора в металле трубы не должна превышать 0,045% каждый. Обсадные трубы и муфты марок выше D подлежат термообработке. Кожух проходит следующие испытания: — сплющивание; — гидравлическое давление; — неразрушающий (только термическая обработка).
Глобальный маркетинг труб и труб
www.TubeSolution.com
Рис. 1. Профиль круглой резьбы для обсадной колонны. Профиль резьбы кожуха и муфт представлен на рисунке 1: Шаг протектора P, мм
3,175
Высота профиля H, мм
2,750
Высота профиля h2, мм
1,810
Высота рабочего профиля h, мм
1,734
Угол профиля
, град
60
Угол профиля
/2, град
30
Радиус скругления R, мм
0.508
Радиус скругления R1, мм
0,432
Зазор z, мм
0,076
Угловой конус 2tg
1 ° 47’24 «1:16
Размеры коротких круглых соединений протектора см. В таблице 3 .
Глобальный маркетинг труб и труб
www.TubeSolution.com
Таблица 3 Размеры коротких круглых соединений протектора класса A, мм
Глобальный маркетинг труб и труб
Символы для таблицы 3
Размеры длинного круглого резьбы такие же, кроме длины.Резьбовые соединения контрфорс-типа (ОТТМ). Профиль резьбы показан на Рисунке 2, а размеры — в Таблице 4.
www.TubeSolution.com
Глобальный маркетинг труб и труб
www.TubeSolution.com
Таблица 4 Класс резьбовых соединений с упором (OTTM) A, мм
Обозначения для таблицы 4
Глобальный маркетинг труб и труб
www.TubeSolution.com
Рис. 1. Профиль круглой резьбы для обсадной колонны. Рис. 2. Профиль круглой резьбы для обсадной колонны (типа ОТТМ).Соединения с высокой герметичностью OTTG. Профиль резьбы показан на Рисунке 3, а размеры — в Таблице 5 и Рисунке 4. Таблица 5 Размеры резьбовых соединений OTTG и TBO классов A и B, мм
Глобальный маркетинг труб и труб
www.TubeSolution.com
Условные обозначения к таблице 5
Рис. 3. Профиль круглой резьбы для обсадной колонны (типы ОТТГ и ТВО) Рис. 4. Профиль резьбы муфты для обсадной колонны (типы ОТТГ и ТВО) Высаженные поршневые соединения ТВО. Конфигурация и размеры резьбы концов соединений показаны на рисунках 3, 4 и в таблице 5.Принятие. Партия обсадных труб должна состоять из труб одинакового диаметра и толщины стенки, марки и типа резьбы. Партия должна иметь сертификат с указанием товарного знака производителя, номинального диаметра, толщины стенки, длины, массы, типа резьбы, марки, числа плавок, содержания фосфора и серы в плавке, номера длины, результатов испытаний, ссылки на настоящий стандарт. На резьбу на концах труб и муфтах должны быть нанесены протекторы резьбы и антикоррозионная смазка.
% PDF-1.3
%
560 0 объект
>
эндобдж
xref
560 58
0000000017 00000 н.
0000001855 00000 н.
0000003260 00000 н.
0000004701 00000 п.
0000029710 00000 п.
0000029916 00000 н.
0000030452 00000 п.
0000030508 00000 п.
0000030927 00000 п.
0000031106 00000 п.
0000031268 00000 п.
0000031300 00000 п.
0000031561 00000 п.
0000031675 00000 п.
0000031911 00000 п.
0000033002 00000 п.
0000033369 00000 п.
0000033531 00000 п.
0000033563 00000 п.
0000033985 00000 п.
0000034098 00000 п.
0000034334 00000 п.
0000037296 00000 п.
0000037770 00000 п.
0000037933 00000 п.
0000037965 00000 п.
0000038340 00000 п.
0000038444 00000 п.
0000038681 00000 п.
0000040515 00000 п.
0000040944 00000 п.
0000041082 00000 п.
0000041220 00000 н.
0000041684 00000 п.
0000041791 00000 п.
0000042255 00000 п.
0000042362 00000 п.
0000042827 00000 н.
0000042934 00000 п.
0000043399 00000 н.
0000043506 00000 п.
0000043971 00000 п.
0000044078 00000 п.
0000044542 00000 п.
0000044649 00000 п.
0000045121 00000 п.
0000045226 00000 п.
0000045348 00000 п.
0000045668 00000 п.
0000046320 00000 н.
0000048578 00000 н.
0000066838 00000 п.
0000086158 00000 п.
0000103873 00000 н.
0000116378 00000 п.
0000142124 00000 н.
0000002223 00000 н.
0000001632 00000 н.
трейлер
]
>>
startxref
0
%% EOF
617 0 объект
/ U
/ П-44
>>
эндобдж
561 0 объект
>
эндобдж
616 0 объект
>
поток
‘yQW (J5! & `] 6iPdAPxzK7 \ $ L» |.»Oq ݚ m + Zw1h
-PL9 $ cvANĆ’WQHf $ 䲳 I0ɖwZk ߐ hHT37u | 1fV, JT5LAHj | S..X 隞)
ГОСТ 633-80 Трубы и муфты бурильные
НКТ используются для добычи нефти и газа. Трубки должны быть бесшовными, гладкими или высаженными и соединяться с соединениями с высоким уплотнением. Возможны соединения без муфты.
Настоящий стандарт распространяется на стальные бесшовные трубы и гладкие муфты с высаженными концами, а также на муфты гладкие и высокогерметичные и муфты, а также на трубы с гладким стыком с высаженными концами, используемые для эксплуатации нефтяных и газовых скважин.
- ГОСТ 633-80 D (обсадные и насосно-компрессорные трубы) = API 5CT H-40
- ГОСТ 633-80 D (обсадные и насосно-компрессорные трубы) = API 5CT J-55
- ГОСТ 633-80 D (обсадные и насосно-компрессорные трубы) = API 5CT K-55
- ГОСТ 633-80 Е (обсадные и насосно-компрессорные трубы) = API 5CT N-80
- ГОСТ 633-80 Е (обсадные и насосно-компрессорные трубы) = API 5CT L-80
- ГОСТ 633-80 L (обсадные и насосно-компрессорные трубы) = API 5CT C-90
- ГОСТ 633-80 L (обсадные и насосно-компрессорные трубы) = API 5CT C-95
- ГОСТ 633-80 М (обсадные и насосно-компрессорные трубы) = API 5CT P-110.
Трубы, соответствующие этому стандарту, должны изготавливаться двух классов B и A в зависимости от точности и уровня качества.
Диапазон размеров труб, типы соединений для двух марок приведены в таблице 1.
Размер таблицы 1 для труб марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
На внешней и внутренней поверхности трубы не должно быть трещин, перехлестов, неровностей, полостей и включений.
Допускаются небольшие вмятины, царапины незначительного масштаба производства, если они выходят за пределы толщины стенки в заданных пределах.
Биение от высаженной детали до корпуса трубы должно быть плавным и плавным; толщина стенки должна быть в установленных пределах. Установленная часть длиной 85 мм от торцов не должна иметь дефектов.
Химический состав стали не указан, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждое.
Механические свойства металла НКТ и муфты приведены в таблице 2.
Механические свойства металла труб и муфт Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или фосфатированы.Все НКТ, за исключением класса ТВО, должны поставляться с муфтой (силовой свинчиванием) и нанесенными антикоррозийными и герметизирующими составами. При транспортировке НКТ и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ класса А должны применяться по запросу.
Профиль резьбы для НКТ с гладким концом и с высаженным концом показан на рисунке 1.
Рис. 1. Профиль с круглой резьбой для НКТ.
Размеры круглой резьбы для марок B и A приведены ниже.Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для труб с гладким концом марок B и A
Обозначения для таблицы 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ± 0,75
- — на полнопрофильной резьбе ± 0,120
- Конус, мм на длине резьбы 100 мм:
- тело трубы (+0,66) — (0,22)
- муфта (+0,22) — (0,36)
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок B и A
Условные обозначения для таблицы 4
Резьбовые соединения с высоким уплотнением типа НКМ.
Профиль резьбы для НКТ.
Профиль резьбы для условного прохода от 60 до 102 мм показан на рисунке 2; для условного прохода 114 мм см. рис. 3. Размеры резьбы приведены в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- а- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип НКМ 114)
- а — муфта;
- б — трубка.
Фаску C можно заменить закруглением до радиуса 0,2 мм.
Размеры соединительных деталей см. На рис. 4 и в таблице 6.
Рис.4. Нитки ты НКМ.
Предельные допуски резьбы приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра 60–102 мм и 24–2,5 мм для конечного отверстия 114 мм. .
Натяг резьбы для оцинкованной или фосфатированной муфты, измеренный калибром резьбы, должен составлять 5.0-1,2 мм для условного прохода от 60 до 102 мм и 6,0-2,5 мм для условного прохода 114 мм.
Для силовой сборки НКТ и оцинкованной или фосфатированной муфты натяг резьбы приведен ниже:
Мощность подпитки насосно-компрессорных труб и муфт должны гарантировать полный контакт с концом трубы и упорную поверхность муфты. Трубка класса B может иметь зазор 0,5 мм между вышеуказанными поверхностями.
Таблица 5 Размеры резьбы для трубок с соединениями типа NKM с высоким уплотнением и NKB типа «пупок» классов B и A
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для трубок
Символы для таблицы 6
Щенок суставов.
Профиль резьбы и размеры см. На рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Пределы допусков см. в Talbe 7.
Натяжение резьбы для наружной резьбы, измеренное с использованием соответствующих резьбовых калибров с полным и неполным профилем резьбы, должно составлять 18 + 1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяжение резьбы для драгоценного конца, измеренное соответствующим резьбовым калибром, должно быть 5-1.2 мм.
Таблица 8 Размер НКТ с трубчатыми соединениями марок В и А, мм
Разброс толщины стенок как охватываемого, так и охватываемого концов не должен превышать 1,0 мм.
Символы для таблицы 8
Упорный ширины ленты должна быть са приведены ниже:
Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра. Соосность гладкого конца может быть увеличена до 1,0 мм, если этот параметр на длине одного метра равен 2,0 мм.
Поверхности резьбы, упорные ремни на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и герметичность.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разброс толщины стенок муфт и резьбовых концов труб марки НКБ не должен превышать 0,1 мм для условных проходов 27 по ГОСТ 17410-78.
Классы D и K должны поставляться без неразрушающего контроля по специальному соглашению.
Серия
XPL-C — Оборудование для автоматической калибровки резьбового калибра
Описание продукта
Masterscanner серии XPL-C Полностью автоматизированное измерение без вмешательства человека, машина отображает все измеренные параметры резьбы на шаг менее чем за 2 минуты.Все измеренные значения сравниваются со встроенной библиотекой эталонов резьбы, система автоматически формирует отчет об измерениях. MasterScanner значительно снижает количество человеческих ошибок, а также повышает эффективность, качество, согласованность и точность результатов измерений. MasterScanner соответствует всем современным требованиям
по управляемости, как указано в ISO-9000 и ISO / IEC 17025: 2005.
Получите все параметры калибра для пробок с цилиндрической резьбой, калибра для колец с цилиндрической резьбой, калибра для пробок с конической резьбой, калибра для конической резьбы, калибра с плоским кольцом, калибра с гладкой пробкой и других калибраторов с внутренними и внешними размерами, включая виртуальный делительный диаметр, единичный шаговый диаметр, основной делительный диаметр, большой диаметр, малый диаметр, шаг резьбы, угол резьбы, половина угла резьбы, прямолинейность боковой поверхности, угол в плане, конус, перпендикулярность и т. д.
Библиотека IACLIB представляет собой обширную всемирную стандартную библиотеку нормализации для калибровочных колец или заглушек.
Это неполный список, который измеряет различные калибры резьбы в соответствии со стандартами GB, ISO, BS, ANSI, DIN, JIS, ГОСТ, API.
Обладая исчерпывающими стандартами резьбы в базе данных IACLIB, он удовлетворяет требованиям большинства клиентов.
| API Spec 5B: 10-2008 | API 7-2, нежелательный | API 7-2, предпочтительно |
| API Spec 5B: 10-2008 | API Spec 7-2: не рекомендуется 01-2008 | API Spec 7-2: предпочтительно 01-2008d |
| DIN 2999 | DIN 7162, 1965 г. | EN 10226-3: 2005 |
| EN 10226-3, 2005 | G ISO 228/2 | ГБ / т 10922-2006 |
| ГБ / т 197-2003 | ГБ / т 22091.1-2008 | GB / T 22512.2-2008, нежелательный |
| GB / T 22512.2-2008, предпочтительно | ГБ / т 3934-2003 | ГБ / т 3934-2003 |
| ГБ / т 9235,2 1999 | GJB 3.2A — 2003 | Гост 18465 |
| Гост 18466 | Гост 2533-88 | Гост 6211-81 |
| ГОСТ 6357-81 | Гост 7157-79 | ISO 228 |
| ISO 286 | ISO 5855-2 1988 | ISO 7-2: 2000 |
| ISO 965 | ISO Метрическая система BS 919/3: 2007 | JB / T 10971-2010 |
| JIS B 0251: 1998 | JIS B 0252: 1996 | Метрическая система ANSI / ASME B1.16М |
| Метрическая DIN 13: 01-1987 | Метрические ISO 1502: 1996-12 | Метрические ISO 1502: 1996-12 |
| Метрический ISO 1502: 1996-12 (DIN 13: 1987) | Метрический ISO 1502: 1996-12 (ISO 965: 1998) | NPSM |
| NPT ANSI / ASME B1.20.1-2013 | QJ 2761-95 | R BS 21, 1985 |
| R DIN 2999, 1986 | R ISO 7/2, 1982 | Трапециевидный DIN 103 |
| Унифицированный ANSI / ASME B1.2-1983 | Единый BS 919/1: 1960 | Whitworth BS 919/2: 1971 BS выбран |
| Уитворт BS 919/2: 1971 BSF | Уитворт BS 919/2: 1971 BSW |
Размеры резьбы 2,5 дюйма. Обозначение и размеры трубной резьбы. Круглая резьба для сантехнической арматуры, Cr
Дюймовая резьба применяется в первую очередь для создания стыков труб: она применяется как к самим трубам, так и к металлической и пластиковой арматуре, необходимой для монтажа трубопроводов различного назначения.Основные параметры и характеристики резьбовых элементов таких соединений регламентируются соответствующим ГОСТом со ссылкой на таблицы размеров дюймовой резьбы, на которые ориентируются специалисты.
Основные настройки
Нормативный документ, устанавливающий требования к размерам цилиндрической дюймовой резьбы, — ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последними обычно подразумевают:
- наружный диаметр, измеренный между верхними точками резьбовых выступов на противоположных сторонах трубы;
- внутренний диаметр как величина, характеризующая расстояние от одной из самых низких точек впадины между резьбовыми выступами до другой, также расположенной на противоположных сторонах трубы.
Зная внешний и внутренний диаметры дюймовой резьбы, можно легко рассчитать высоту ее профиля. Чтобы рассчитать этот размер, достаточно определить разницу между этими диаметрами.
Второй важный параметр, шаг, характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всей площади изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одинаковую величину.При несоблюдении такого важного требования он просто будет нерабочим, второй элемент создаваемого соединения найти не удастся.
Ознакомиться с положениями ГОСТа относительно дюймовой резьбы можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовой и метрической резьбы
Вы можете узнать, как метрическая резьба соотносится с различными типами дюймовой резьбы, используя данные в таблице ниже.
Одинаковые размеры метрической и различные типы дюймовой резьбы в диапазоне приблизительно Ø8-64 мм
Отличия от метрической резьбы
По внешнему виду и характеристикам метрическая и дюймовая резьба не имеют большого количества отличий, к наиболее значимым из которых следует отнести:
- форма резьбы конькового профиля;
- порядок расчета диаметра и шага.
При сравнении форм гребней с резьбой можно заметить, что такие элементы острее, чем дюймовая метрическая в дюймовой резьбе. Если говорить о точных размерах, то угол в верхней части гребня дюймовой резьбы составляет 55 °.
Параметры метрической и дюймовой резьбы характеризуются разными единицами измерения. Таким образом, диаметр и шаг первого измеряются в миллиметрах, а второго, соответственно, в дюймах. Однако следует учитывать, что применительно к дюймовой резьбе, а не к обычной трубке (2.54 см), но используется специальный дюйм трубки, равный 3,324 см. Таким образом, если, например, его диаметр равен дюймам, то в миллиметрах он будет соответствовать величине 25.
Чтобы узнать основные параметры дюймовой резьбы любого размера, который закреплен ГОСТом, достаточно посмотреть специальную таблицу. В таблицах с размерами дюймовой резьбы даны как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах дан в количестве нарезанных канавок (резьбы), составляющих один дюйм длины изделия.
Чтобы проверить, соответствует ли шаг уже размеру резьбы, установленному ГОСТом, необходимо измерить этот параметр. Для таких измерений, проводимых как для метрической, так и для дюймовой резьбы по одному и тому же алгоритму, используются стандартные инструменты — гребень, калибр, механический измеритель и т. Д.
Самый простой способ измерить шаг дюймовой трубной резьбы:
- В качестве простейшего шаблона используйте муфту или фитинг, параметры внутренней резьбы которого в точности соответствуют требованиям, предъявляемым ГОСТом.
- Болт, параметры внешней резьбы которого необходимо измерить, ввинчивается в муфту или фитинг.
- В том случае, если болт образовал плотное резьбовое соединение с муфтой или фитингом, диаметр и шаг резьбы, нанесенный на его поверхность, точно соответствуют параметрам используемого шаблона.
Если болт не ввинчивается в шаблон или прикручивается, но создает неплотное соединение с ним, такие измерения следует проводить с использованием другой муфты или другого фитинга.По этому же методу измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях используется изделие с внешней резьбой.
Необходимые размеры можно определить при помощи калибра для резьбы, который представляет собой пластину с насечками, форма и другие характеристики которой точно соответствуют параметрам резьбы с определенным шагом. Такую пластину, выступающую в качестве шаблона, просто прикладывают к испытываемой резьбе своей зубчатой частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к его профилю зубчатой части пластины.
Для измерения размера наружного диаметра дюймовой или метрической резьбы можно использовать обычный штангенциркуль или микрометр.
Режущая техника
Цилиндрическая трубная резьба дюймового типа (внутренняя и внешняя) может быть нарезана вручную или механически.
Нарезание резьбы вручную
Нарезание резьбы ручным инструментом, использующим метчик (для внутренней) или плашку (для внешней), выполняется в несколько этапов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в отвертке (метчик) или в держателе матрицы (матрице).
- Пластина надевается на конец трубы, а кран вставляется внутрь последней.
- Используемый инструмент ввинчивается в трубу или навинчивается на ее конец путем вращения ручки или держателя матрицы.
- Чтобы результат был чище и точнее, можно повторить процесс резки несколько раз.
Нарезание резьбы на токарном станке
Механически трубная резьба нарезается по следующему алгоритму:
- Обработанная труба зажимается в патроне станка, на опоре которого закреплен резьбонарезной инструмент.
- На конце трубы, используя фрезу, снимите фаску, затем выполните регулировку скорости движения суппорта.
- После подведения инструмента к поверхности трубы на станке включают резьбовую подачу.
Следует учитывать, что дюймовая резьба нарезается механическим способом на токарном станке только на трубчатых изделиях, толщина и жесткость которых позволяют это делать. Выполнение трубной дюймовой резьбы механическим способом позволяет получить качественный результат, но использование данной технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовой по ГОСТу, может соответствовать одному из трех классов точности — 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, поставить букву «А» (внешняя) или «В». » (внутренний). Полные обозначения классов точности резьбы в зависимости от ее типа имеют вид 1A, 2A и 3A (для внешней) и 1B, 2B и 3B (для внутренней). При этом следует учитывать, что грубые резьбы соответствуют 1-му классу, а наиболее точные — 3-му классу, к которому предъявляются очень жесткие требования.
Трубная цилиндрическая резьба используется в основном для соединения труб, фитингов и фитингов. Эта резьба охватывает диаметры от 1/16 до 6 дюймов с числом витков на 1 дюйм от 28 до 11.
Номинальный диаметр трубной резьбы условно связан с внутренним диаметром трубы. По соотношению шагов и диаметров трубная резьба представляет собой измельченную дюймовую резьбу по ОСТ 1260. Поэтому трубная резьба в то время, до стандартизации мелкой метрической резьбы, применялась не только для трубных соединений, но и для крепежа, когда возникла необходимость делать резьбу с относительно небольшим шагом, с большим диаметром.Трубная резьба — это европейский стандарт для труб и трубопроводных соединений.
РАЗМЕРЫ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
(ГОСТ 6357-81)
Стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также на соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81. .
Допуски (по ГОСТ 6357-81) среднего диаметра резьбы устанавливаются в двух классах точности — А и В.Допуски на средний диаметр резьбы являются общими. Допуски диаметров d 1 и D не устанавливаются.
размеры, мм
| Обозначение резьбы | Количество ступеней z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H 1 | Радиус R | H | H / 6 | ||||
| 1-й ряд | 2-й ряд | внешний d = D | среднее d 2 = D 2 | внутренний d 1 = D 1 | |||||||
| 1/16 дюйма 1/8 дюйма | — | 28 | 0,907 | 7 723 | 7 142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 | |
| 9 728 | 9 147 | 8 566 | |||||||||
| 1/4 дюйма 3/8 дюйма | — | 19 | 1337 | 13 157 | 12 301 | 11 445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 | |
| 16,662 | 15 806 | 14 950 | |||||||||
| 1/2 « | 5/8″ | 14 | 1814 | 20 955 | 19 793 | 18 631 | 1,161553 | 0,249115 | 1,742331 | 0,2 | |
| 22 911 | 21 749 | 20 587 | |||||||||
| 26 441 | 25 279 | 24 117 | |||||||||
| 30 201 | 29 039 | 27 877 | |||||||||
| 1 дюйм | 1 1/8 дюйма 1 3/4 дюйма | 11 | 2 309 | 33 249 | 31 770 | 30 291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 | |
| 37 897 | 36 418 | 34 939 | |||||||||
| 41 910 | 40 431 | 38 952 | |||||||||
| 44 323 | 42 844 | 41365 | |||||||||
| 47 803 | 46324 | 44 845 | |||||||||
| 53 746 | 52 267 | 50 788 | |||||||||
| 59 614 | 58 135 | 56 656 | |||||||||
| 2 1/2 « 3 1/2″ | 2 1/4 дюйма 3 3/4 дюйма | 65 710 | 64 231 | 62 752 | |||||||
| 75 184 | 73 705 | 72 226 | |||||||||
| 81 534 | 80 055 | 78 576 | |||||||||
| 87 884 | 86 405 | 84 926 | |||||||||
| 93 980 | 92 501 | 91 022 | |||||||||
| 100 330 | 98 851 | 97.372 | |||||||||
| 106 680 | 105 201 | 103 722 | |||||||||
| 4 « | 4 1/2″ 5 1/2 » | 113 030 | 111 551 | 110,072 | |||||||
| 125 730 | 124 251 | 122 772 | |||||||||
| 138 430 | 136 951 | 135 472 | |||||||||
| 151 130 | 149 651 | 148 172 | |||||||||
| 163 830 | 162 351 | 160 872 | |||||||||
| При выборе размеров ниток следует отдавать предпочтение 1-му ряду перед 2-м. | |||||||||||
ДЛИНА ПОВОРОТА по ГОСТ 6357-81
Длины завинчивания делятся на две группы: нормальные N и длинные L.
Размеры, мм
| Обозначение Размер резьбы | Шаг P | Длина свинчивания | |
| N | л | ||
| 1/16 дюйма, 1/8 дюйма | 0,907 | CV 4-12 | CV 12 |
| 1/4 дюйма, 3/8 дюйма | 1,337 | CV 5-16 | CV 16 |
| 1/2 дюйма, 5/8 дюйма | 1814 | CV 7-22 | CV 22 |
| 1 дюйм, 1 1/8 дюйма, 1 1/4 дюйма, 1 3/8 дюйма | 2 309 | резюме от 10 до 30 | резюме тридцать |
| 1 1/2 «, 1 3/4», 2 «, 2 1/4», 2 1/2 «, 2 3/4″, 3 » | CV 12-36 | CV 36 | |
| 3 1/4 дюйма, 3 1/2 дюйма, 3 3/4 дюйма, 4 дюйма, 4 1/2 дюйма, 5 дюймов, 5 1/2 дюйма, 6 дюймов | CV от 13 до 40 | CV 40 | |
| Численные значения длин завинчивания установлены опытным путем. | |||
Обозначение левой резьбы дополнено буквами LH.
Примеры обозначения класса точности резьбы A:
G 1 1/2-A
Класс точности левой резьбы B:
G 1 1/2 LH-B
Длина завинчивания N не указывается в обозначении резьбы.
Длина завинчивания L в миллиметрах.
G 1 1/2 LH-B-40
Посадка обозначена дробью: в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности внешней резьбы. .
G 1 1/2-A / A; G 1 1/2 LH-A / B
Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
G / R 1 1/2 — А
шт. В свое время профиль трубной цилиндрической резьбы (ОСТ 266) расширен до диаметров до 18 «с числом витков на 1» от 28 до 8.
Сопутствующие документы:
— отверстия для нарезания резьбы
ГОСТ 3469-91 — Микроскопы.Резьба линзы. Размеры
ГОСТ 4608-81 — Резьба метрическая. Плотная посадка
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба дюймовая коническая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая с диаметром диаметр 40 мм для противогазов и калибров к нему. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм.Допуски
ГОСТ 9484-81 — Резьба трапециевидная. Профили
ГОСТ 9562-81 — Профили трапециевидные однонитевые. Допуски
ГОСТ 9909-81 — Резьба коническая для арматуры и газовых баллонов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для сантехнической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая.Допуски Посадка с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная одноходовая. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная множественная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба коническая метрическая
ГОСТ 28487-90 — Резьба стопорная коническая для элементов бурильной колонны. Профиль. Габаритные размеры. Допуски
| дюймов | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | мм |
|---|---|---|---|---|---|---|---|---|---|
| — | — | 1 | 25,4 | 2 | 50,8 | 3 | 76,2 | 4 | 101,6 |
| 1/8 | 3,2 | 1 1/8 | 28,6 | 2 1/8 | 54,0 | 3 1/8 | 79,4 | 4 1/8 | 104,8 |
| 1/4 | 6,4 | 1 1/4 | 31,8 | 2 1/4 | 57,2 | 3 1/4 | 82,6 | 4 1/4 | 108,8 |
| 3/8 | 9,5 | 1 3/8 | 34,9 | 2 3/8 | 60,3 | 3 3/8 | 85,7 | 4 3/8 | 111,1 |
| 1/2 | 12,7 | 1 1/2 | 38,1 | 2 1/2 | 63,5 | 3 1/2 | 88,9 | 4 1/2 | 114,3 |
| 5/8 | 15,9 | 1 5/8 | 41,3 | 2 5/8 | 66,7 | 3 5/8 | 92,1 | 4 5/8 | 117,5 |
| 3/4 | 19,0 | 1 3/4 | 44,4 | 2 3/4 | 69,8 | 3 3/4 | 95,2 | 4 3/4 | 120,6 |
| 7/8 | 22,2 | 1 7/8 | 47,6 | 2 7/8 | 73,0 | 3 7/8 | 98,4 | 4 7/8 | 123,8 |
Параметры дюймовой резьбы
Наружный диаметр присоединяемой трубы | Рейтинг резьбы SAE | Резьба UNF | Диаметр наружной резьбы, мм | Средний диаметр резьбы, мм | Шаг резьбы | ||
мм | дюймов | мм | резьба / дюйм | ||||
| 6 | 1/4 «» «» | 1/4 «» «» | 7/16 «» «» — 20 | 11 079 | 9 738 | 1,27 | 20 |
| 8 | 5/16 «» «» | 5/16 «» «» | 5/8 «» «» — 18 | 15839 | 14 348 | 1,411 | 18 |
| 10 | 3/8 «» «» | 3/8 «» «» | 5/8 «» «» — 18 | 15839 | 14 348 | 1,411 | 18 |
| 12 | 1/2 «» «» | 1/2 «» «» | 3/4 «» «» — 16 | 19 012 | 17,33 | 1,588 | 16 |
| 16 | 5/8 «» «» | 5/8 «» «» | 7/8 «» «» — 14 | 22 184 | 20 262 | 1814 | 14 |
| 18 | 3/4 «» «» | 3/4 «» «» | 1 «» «» — 14 | 25 357 | 23 437 | 1814 | 14 |
| 18 | 3/4 «» «» | — | 1 «» «» 1 / 16-14 | 26 947 | 25024 | 1814 | 14 |
| 20 | 7/8 «» «» | — | 1 «» «» 1 / 8-12 | 28 529 | 26 284 | 2,117 | 12 |
| 22 | 7/8 «» «» | 7/8 «» «» | 1 «» «» 1 / 4-12 | 31 704 | 29 459 | 2,117 | 12 |
| 22 | 7/8 «» «» | — | 1 «» «» 3 / 8-12 | 34 877 | 32 634 | 2,117 | 12 |
| 25 | 1 «» «» | 1 «» «» | 1 «» «» 1 / 2-12 | 38 052 | 35 809 | 2,117 | 12 |
Медные жилы, провода и кабели
| Сечение жилы, мм | Жилы, провода и кабели медные | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, провода и кабели
| Текущее сечение, мм | Алюминиевые жилы, провода и кабели | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
дюймовые размеры резьбы
| Диаметр резьбы в мм | Шаг резьбы в мм | Количество резьбы на 1 дюйм | |||
| наружный d | средний d | внутренний d | |||
| 3/16 | 4 762 | 4 085 | 3 408 | 1,058 | 24 |
| 1/4 | 6,350 | 5 537 | 4 724 | 1,270 | 20 |
| 5/16 | 7 938 | 7 034 | 6 131 | 1,411 | 18 |
| 3/8 | 9 525 | 8 509 | 7 492 | 1,588 | 16 |
| 1/2 | 12 700 | 11 345 | 9 989 | 2,117 | 12 |
| 5,8 | 15 875 | 14 397 | 12 918 | 2 309 | 11 |
| 3/4 | 19,05 | 17,424 | 15,798 | 2,540 | 10 |
| 7/8 | 22,225 | 20 418 | 18 611 | 2 822 | 9 |
| 1 | 25 400 | 23,367 | 21 334 | 3,175 | 8 |
| 1 1/8 | 28 575 | 26 252 | 23 929 | 3,629 | 7 |
| 1 1/4 | 31 750 | 29 427 | 27 104 | 3,629 | 7 |
| 1 1/2 | 38 100 | 35,39 | 32 679 | 4 233 | 6 |
| 1 3/4 | 44 450 | 41,198 | 37 945 | 5 080 | 5 |
| 2 | 50 800 | 47 186 | 43 572 | 5 644 | 4 1/2 |
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Количество резьбы на 1 дюйм | |||
| наружный d | средний d | внутренний d | |||
| 1/8 | 9,729 | 9 148 | 8,567 | 0,907 | 28 |
| 1/4 | 13 158 | 12 302 | 11 446 | 1,337 | 19 |
| 3/8 | 16,663 | 15 807 | 14 951 | 1,337 | 19 |
| 1/2 | 20 956 | 19 794 | 18 632 | 1814 | 14 |
| 5/8 | 22 912 | 21 750 | 20 588 | 1814 | 14 |
| 3/4 | 26 442 | 25 281 | 24 119 | 1814 | 14 |
| 7/8 | 30,202 | 29 040 | 27 878 | 1814 | 14 |
| 1 | 33 250 | 31 771 | 30.293 | 2 309 | 11 |
| 1 1/8 | 37 898 | 36 420 | 34 941 | 2 309 | 11 |
| 1 1/4 | 41 912 | 40 433 | 38 954 | 2 309 | 11 |
| 1 3/8 | 44,325 | 32 846 | 41367 | 2 309 | 11 |
| 1 1/2 | 47 805 | 46326 | 44 847 | 2 309 | 11 |
| 1 3/4 | 53 748 | 52 270 | 50 791 | 2 309 | 11 |
| 2 | 59 616 | 58 137 | 56 659 | 2 309 | 11 |
Таблица преобразования единиц
| Преобразование энергии | Преобразование единиц давления |
|---|---|
| 1 Дж = 0.24 cal | 1 Па = 1 Н / м * м |
| 1 кДж = 0,28 Вт · ч | 1 Па = 0,102 кгс / м * м |
| 1 Вт = 1 Дж / с | 1 атм = 0,101 МПа = 1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал / ч = 1,163 Вт | 1 фунт / кв. Дюйм = 0,06895 бар = 0,06805 атм. |
Таблицы перевода размеров: просто и быстро
Процесс подбора необходимого сечения резьбы, кабелей и труб часто отнимает много времени.Помимо необходимости подбора подходящих размеров с учетом параметров оборудования, заказчик должен самостоятельно переводить данные в подходящие единицы измерения. Этот процесс оборачивается значительными временными затратами.
Мы упрощаем эту задачу, так как предлагаем вам использовать готовые таблицы перевода. На странице нашего сайта вы найдете таблицы, которые помогут вам легко подобрать необходимую резьбу для дюймовых труб, медных и алюминиевых проводов и кабелей. Также вы можете воспользоваться таблицей перевода дюймовых размеров в метрические, таким образом, точно рассчитать требуемые размеры сечения.
К сожалению, большинство производителей оборудования оставляют клиента один на один с расчетами. Поэтому человеку приходится самостоятельно искать в Интернете таблицы перевода, чтобы выбрать оптимальный размер сечения проводов и диаметры труб.
Мы ценим время наших клиентов, предоставляя каждому возможность использовать готовые решения. В наших таблицах стандартные размеры переводятся из дюймов в миллиметры.
На этой странице вы также найдете переводы основных энергетических агрегатов и агрегатов давления, поэтому вы сможете правильно выбрать холодильное оборудование с учетом индивидуальных условий размещения и режимов работы агрегатов.
Такие параметры, как качество резьбы трубы, ее соответствие оси трубы, играют ключевую роль при монтаже систем водопровода и отопления. В некоторых случаях применяется нарезка своими руками. Надо сказать, что эта работа сложная, неэффективная и требует много времени. Лучше резать на токарном станке.
Общая информация о резьбе
Трубная резьба — это выступы и впадины одинакового сечения, равномерно расположенные на поверхности цилиндрической или конической формы (например, гайки, винты, болты).Они расположены по винтовой линии с одинаковым шагом.
В быту обычно используются детали с цилиндрической резьбой. Однако есть и другие его виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба — это такое название, поскольку ее определяющей характеристикой является диаметр, выраженный в дюймах или долях дюйма. Также немаловажным параметром в этом случае является количество витков на дюймовой длине. Размер в дюймах обозначает зазор в элементе, при этом внешний диаметр детали имеет большие размеры.
Таблица трубной резьбы по ГОСТ
Важно: один дюйм равен 2,54 см. Есть еще одна единица измерения — дюйм трубы. Он равен 33, 249 мм. Что это за дюймовая единица измерения? Вынули его так: к размеру в дюймах добавили значение, характеризующее толщину обеих стенок трубы.
Существует два типа труб, параметром классификации которых является дюйм трубы:
- Изделие наружным диаметром 33, 249 мм;
- Изделие внешним диаметром 21.25 мм.
Дюймовая резьба — это набор параметров, необходимых для соединения труб, фитингов и других деталей. От метрики, помимо прочего, отличается такими характеристиками как:
- Гребни-впадины остроконечные;
- Округлые вершины холмов.
Размеры
В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определенными ГОСТ:
- 14 резьбы на 1 дюйм. Шаг 1.814 мм. Диаметр может составлять ½ или ¾;
- 11 ниток на 1 дюйм. Шаг — 2,309 мм. Диаметр может быть 1, 1 ¼, 1 1/2, 2.
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6 ″. Если параметры трубы больше, она монтируется в систему с помощью сварки. Его обозначения по ГОСТу: G (величина прохода элементов, указываемая в дюймах), A, B (степень точности диаметров).
Для выбора дюймовых труб требуется знание множества параметров.Для этого существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых вы можете узнать шаги и их соотношение с резьбой до одного дюйма. Так вы сможете быстро и легко ознакомиться со всей необходимой информацией. Все необходимые таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВОЙ РЕЗЬБЫ
(стандарты BSW (Ww), BSF, UNC, UNF)
Верхняя и нижняя части профиля дюймовой резьбы, аналогичной метрической, имеют плоскую нарезку.Шаг дюймовой резьбы определяется количеством витков (витков) на дюйм 1 дюйм, но ее угол при вершине составляет 55 ° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине составляет 60 ° ( Американский стандарт UNC и UNF).
Диаметр резьбы измеряется в дюймах 1 «= 25,4 мм — буквенное обозначение штампов («) дюйм. Дюймовая резьба характеризуется числом витков на дюйм. Согласно американским стандартам, дюймовая резьба делаются с большим (UNC) и малым (UNF) шагом.
NPSM — Американский стандарт для дюймовой цилиндрической трубной резьбы.
NPT — Американский стандарт для дюймовой конической резьбы.
Стандарты:
ASME / ANSI B1.1 -2003 Унифицированная дюймовая резьба, форма резьбы UN и UNR
ASME / ANSI B1.10M -2004 Унифицированная миниатюрная винтовая резьба
ASME / ANSI B1.15 — 1995 Унифицированная дюймовая резьба, форма резьбы UNJ
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (d) — наружный диаметр резьбы соответственно болта и гайки;
d p (D p) — средний диаметр резьбы соответственно болта и гайки;
d i (D i) — внутренний диаметр резьбы соответственно болта и гайки;
n — Количество витков на дюйм.
Американская резьба с большим шагом — UNS
Размер резьбы , дюймы (мм) | D | D p | D i | Размер резьбы , дюймы (мм) | D | D p | D i | ||
№1 | |||||||||
№2 | 1 | ||||||||
№3 | 1 1/8 | ||||||||
№4 | 1 1/4 | ||||||||
№5 | 1 3/8 | ||||||||
№6 | 1 1/2 | ||||||||
№8 | 1 3/4 | ||||||||
№10 | |||||||||
№12 | 2 | ||||||||
2 1/4 | |||||||||
1/4 | 2 1/2 | ||||||||
5/16 | 2 3/4 | ||||||||
3/8 | |||||||||
7/16 | 3 | ||||||||
1/2 | 3 1/4 | ||||||||
9/16 | 3 1/2 | ||||||||
5/8 | 3 3/4 | ||||||||
3/4 | 4 | ||||||||
7/8 | |||||||||
Американская мелкая резьба — UNF
Размер резьбы , дюймы (мм) | D | D p | D i | Размер резьбы , дюймы (мм) | D | D p | D i | ||
№0 | 3/8 | ||||||||
№1 | 7/16 | ||||||||
№2 | 1/2 | ||||||||
№3 | 9/16 | ||||||||
№4 | 5/8 | ||||||||
№5 | 3/4 | ||||||||
№6 | 7/8 | ||||||||
№8 | |||||||||
№10 | 1 | ||||||||
№12 | 1 1/8 | ||||||||
1 1/4 | |||||||||
1/4 | 1 3/8 | ||||||||
5/16 | 1 1/2 | ||||||||
Американская мелкая резьба — UNEF
Размер резьбы , дюймы (мм) | D | D p | D i | Размер резьбы , дюймы (мм) | D | D p | D i | ||
№12 | |||||||||
1 | |||||||||
1/4 | 1 1/16 | ||||||||
5/16 | 1 1/8 | ||||||||
3/8 | 1 3/16 | ||||||||
7/16 | 1 1/4 | ||||||||
1/2 | 1 5/16 | ||||||||
9/16 | 1 3/8 | ||||||||
5/8 | 1 7/16 | ||||||||
11/16 | 1 1/2 | ||||||||
3/4 | 1 9/16 | ||||||||
13/16 | 1 5/8 | ||||||||
7/8 | 1 11/16 | ||||||||
15/16 | |||||||||
Размеры резьбы — это внешний диаметр резьбы, выраженный в долях дюйма.Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Число витков и шаг резьбы P связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
Резьба с плоской выемкой, обозначаемая буквами UN;
— резьба с радиусом желоба, которая обозначается буквами УНР.
Стандарт определяет три класса точности резьбы. Эти классы обозначены как 1A, 2A, 3A, 1B, 2B, 3B.Классы точности 1A, 2A, 3A относятся к внешней резьбе; Классы точности 1B, 2B, 3B — это внутренняя резьба. Класс точности 1A, 1B является самым грубым и используется в случаях, когда требуется быстрый и простой монтаж, даже с частично загрязненной и смятой резьбой. Класс точности 2А, 2В является наиболее распространенным и применяется для резьбы общего назначения. Класс точности 3А, 3В предъявляет самые жесткие требования к резьбе и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы . Сначала записывается номинальный размер, затем количество витков на дюйм резьбы, обозначения группы резьбы и обозначение класса точности. Буквы LH в конце записи обозначают левую нить. Номинальный размер — это внешний диаметр, определяемый как дробный размер или номер резьбы или их десятичный эквивалент.
Например: 1/4 — 20UNS — 2A или 0,250 — 20UNC — 2A
БРИТАНСКИЙ СТАНДАРТ С ДЮЙМОВОЙ РЕЗЬБОЙ
(BSW (Ww) и BSF)
| Идентифицированная резьба | Bsp размер в | шаг резьбы | наибольший диаметр | наименьший диаметр | A / F мм | длина мм | трубы | диаметр отверстия под резьбу (для сверла) мм | ||||||||
| дюйм (TPI) | мм | мм | в | мм | в | DN мм | OD мм | OD дюйм | толщина мм | BSP.PL (Rp) | Bsp.f (G) | |||||
| -1 | 1/16 | 28 | 0,907 | 7 723 | 0,304 | 6,561 | 0,2583 | 4 ± 0,9 | 6,60 | 6,80 | ||||||
| -2 | 1/8 | 28 | 0,907 | 9 728 | 0,383 | 8,565 | 0,3372 | 15 | 4 ± 0.9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1/4 | 19 | 1337 | 13 157 | 0,518 | 11,445 | 0,4506 | 19 | 6 ± 1,3 | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3/8 | 19 | 1337 | 16662 | 0,656 | 14 950 | 0,5886 | 22/23 | 6.4 ± 1,3 | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1/2 | 14 | 1814 | 20 955 | 0,825 | 18 633 | 0,7336 | 27 | 8,2 ± 1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5/8 | 14 | 1814 | 22 911 | 0,902 | 20 589 | 0,8106 | 16 | 2,6 | — | 21,00 | |||||
| -12 | 3/4 | 14 | 1814 | 26 441 | 1 041 | 24 120 | 0,9496 | 32 | 9.5 ± 1,8 | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2 309 | 33 249 | 1 309 | 30 292 | 1,1926 | 43 | 10,4 ± 2,3 | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1/4 | 11 | 2 309 | 41 910 | 1,650 | 38 953 | 1,5336 | 53 | 12.7 ± 2,3 | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1/2 | 11 | 2 309 | 47 803 | 1882 | 44 846 | 1,7656 | 57 | 12,7 ± 2,3 | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2 309 | 59 614 | 2347 | 56 657 | 2,2306 | 70 | 15.9 ± 2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1/2 | 11 | 2 309 | 75 184 | 2 960 | 72 227 | 2,8436 | 17,5 ± 3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2 309 | 87 884 | 3 460 | 84 927 | 3,3436 | 20.6 ± 3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2 309 | 113 030 | 4 450 | 110 073 | 4,3336 | 25,5 ± 3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2 309 | 138 430 | 5,450 | 135 472 | 5,3335 | 28.6 ± 3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2 309 | 163 830 | 6,450 | 160 872 | 6,3335 | 28,6 ± 3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Документы по теме:
ГОСТ 3469-91 — Микроскопы.Резьба линзы. Размеры
ГОСТ 4608-81 — Резьба метрическая. Плотная посадка
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба дюймовая коническая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая с диаметром диаметр 40 мм для противогазов и калибров к нему. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм.Допуски
ГОСТ 9484-81 — Резьба трапециевидная. Профили
ГОСТ 9562-81 — Профили трапециевидные однонитевые. Допуски
ГОСТ 9909-81 — Резьба коническая для арматуры и газовых баллонов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для сантехнической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая.Допуски Посадка с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная одноходовая. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная множественная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба коническая метрическая
ГОСТ 28487-90 — Резьба стопорная коническая для элементов бурильной колонны. Профиль. Габаритные размеры. Допуски
Тип резьбы | Стандарты резьбы | Номинальный размер (d), шаг (P), TPI | Манометры в соотв.в соответствии со стандартами | Инструменты для нарезания резьбы в соотв. в соответствии со стандартами |
Метрическая резьба (M, MF) | ISO 68-1 | d: 0,25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
Унифицированная резьба | ANSI B1.1 | d: 0,01 — 40 дюймов | ANSI B1.2 | ANSI B94.9 |
Резьба Витворта | B.S. 84 | d: 0,01 — 40 дюймов | БС 919-2 | |
Метрическая резьба (MJ) | ISO 5855-1 | д: 0.25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
Унифицированная резьба | ANSI B1.15 | d: 0,01 — 40 дюймов | ANSI B1.2 | ANSI B94.9 |
Метрическая миниатюрная резьба (M) | DIN14 | d: 0,25 — 1,4 мм | ISO 1502 | |
Унифицированная миниатюрная резьба (UNM) | ANSI B1.10M | d: 0,3 — 1,4 мм | ISO 1502 | |
Метрическая резьба с большим зазором (M) | DIN 2510-2 | д: 0.25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
Горячеоцинкованная внешняя резьба для сопряжения с внутренней резьбой с положением допуска H или G после цинкования (M) | ISO 965-4 | d: 0,25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
Метрическая внутренняя резьба для сопряжения с горячей оцинкованной внешней резьбой с положением допуска h перед цинкованием (M) | ISO 965-5 | d: 0,25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
Наружная метрическая резьба для переходной посадки (M) | DIN 13-51 | d: 1 — 150 мм | ISO 1502 | ISO 2857, EN 22857 |
Резьба с натягом, класс 5 (NC) (HF / IF; CSF / IF; ONF / INF) | ANSI B1.12 | д: 0.5 — 1,5 дюйма | ANSI B1.12 | ANSI B94.9 |
ISO Прямая трубная резьба (G) | ISO 228-1 | d: 1/16 — 6 дюймов | ISO 228-2 | ISO 5969 |
ISO Коническая трубная резьба (R-Rp-Rc) | ISO 7-1 | d: 1/16 — 6 дюймов | ISO 7-2 | ISO 5969 |
Газовые баллоны Коническая резьба ISO | ISO 11363-1 | 17E, 25E | ISO 11363-2 | |
Метрическая коническая внешняя и параллельная внутренняя резьба | DIN 158-1 | d: 5-60 мм | DIN 158-2 | ISO 2857, EN 22857 |
ANSI Трубная резьба общего назначения | ANSI B1.20.1 | d: 1/16 — 20 дюймов | ANSI B1.20.1 | ANSI B94.9 |
Трубная резьба ANSI Dryseal | ANSI B1.20.3 | d: 1/16 — 3 дюйма | ANSI B1.20,5 | ANSI B94.9 |
ANSI Трубная резьба для авиационной техники (ANPT) | SAE AS71051 | d: 1/16 — 3 дюйма | SAE AS71051 | |
ANSI Резьба шлангового соединения (NPSH, NH) | ANSI B1.20.7 | d: 1/2 — 4 дюйма | ANSI B1.20,7 | |
NFPA Резьба муфты пожарного шланга (NH) | NFPA 1963 | d: 0,75 — 8 дюймов | NFPA 1963 | |
Резьба на выходе газа ANSI (NGO) | ANSI CGA V-1, FED-STD-h38 / 9 | d: 0,373 — 1,120 дюйма | ANSI B1.2 | ANSI B94.9 |
Резьба ANSI для газовых баллонов (NGT) | ANSI CGA V-1, FED-STD-h38 / 9 | d: 1/8 — 1 1/2 дюйма | FED-STD-h38 / 9 | |
Кожух, НКТ, резьба трубопроводов по API | API Spec.5Б | d: 1/8 — 20 дюймов | API Spec. 5B, | |
Метрическая трапецеидальная резьба (Tr) | ISO 2901 | d: 0,25 — 1250 мм | DIN 103-9 | |
Заглушка метрическая трапецеидальная резьба (Tr) | DIN 380 | д: 0.25 — 1250 мм | DIN 103-9 | |
Трапецеидальная резьба ACME | ANSI B1.5 | d: 0,01 — 50 дюймов | ANSI B1.5 | |
ACME Заглушка с трапециевидной резьбой | ANSI B1.8 | d: 0,01 — 50 дюймов | ANSI B1.8 | |
Метрическая резьба контрфорса 33 ° (S) | DIN 513-1 бис 3 | d: 0,25 — 1250 мм | ISO 1502 | |
Метрическая резьба контрфорса 33 ° (S) | DIN 20401 | д: 0.25 — 1250 мм | ISO 1502 | |
Метрическая резьба контрфорса 45 ° (S) | DIN 2781 | d: 0,25 — 1250 мм | ISO 1502 | |
ANSI Поперечная резьба 52 ° (BUTT) | ANSI B1.9 | d: 0,01 — 50 дюймов | ANSI B1.9 | |
B.S. Упорная резьба 52 ° (BUTT) | B.S. 1657 | d: 0,01 — 50 дюймов | ANSI B1.9 | |
Резьба поворотного кулака (Rd) | DIN 405-1, -2 | д: 0.25 — 1000 мм | DIN 405-3 | |
Поворотная резьба с большой глубиной (Rd) | DIN 20400 | d: 0,25 — 1000 мм | DIN 405-3 | |
Резьба поворотного кулака для подъемных крюков (Rd) | DIN 15403 | д: 0.25 — 1000 мм | DIN 15403 | |
Метрическая резьба STI (M STI, MJ STI) | DIN 8140 | d: 0,25 — 1000 мм | ISO 1502 | ISO 2857, EN 22857 |
STI дюймовая резьба (UN STI, UNJ STI) | ASME B18.29.1 | d: 0,01 — 40 дюймов | ANSI B1.2 | ANSI B94.9 |
STI дюймовая резьба (8UN STI, 16UN STI) | ANSI B1.1 | d: 0,5 — 3 дюйма | ANSI B1.2 | ANSI B94.9 |
STI Резьба Витворта | B.S. 84 | d: 0,01 — 40 дюймов | БС 919-2 | |
STI ISO Трубная резьба параллельная (G STI) | ISO 228-1 | d: 1/16 — 6 дюймов | ISO 228-2 | ISO 5969, DIN 802-3 |
STI ISO Трубная коническая резьба | ISO 7-1 | d: 1/16 — 6 дюймов | ISO 7-2 | ISO 5969, DIN 802-3 |
STI ANSI Трубная резьба | ANSI B1.20.1 | d: 1/16 — 6 дюймов | ANSI B1.20.1 | |
B.A. — Резьба (BA) | B.S. 93 | д: 0.25 — 6 мм | БС 919-2 | |
B.S.C. Цикл-резьба (BSC, SWG, спец.) | B.S. 811 | BSC: 1/8 — 3/4 | БС 919-2 | |
Резьба для велосипедов и мопедов (FG) | DIN 79012 | ФГ: 2 — 34.8 | БС 919-2 | |
Резьба клапана шины (V, CV) | ISO 4570 | 5V1 — 20V1 | ISO 1502 | |
Резьба стального кабелепровода (Pg) | DIN 40430 | Pg7 — Pg48 | DIN 40431-1, -2 | |
Резьба поворотного кулака для стеклянной тары (GL) | DIN 168-1 | d: 10 — 125 мм | DIN 405-3 | |
Резьба контрфорс для пластиковой и стеклянной тары (KS, GS) | DIN 55525 | d: 10-50 мм | DIN 103-9 | |
Резьба стопорная для пластиковых контейнеров (КС) | DIN 6063-1 | d: 10-60 мм | DIN 103-9 | |
Резьба трапециевидная для пластиковой тары (КТ) | DIN 6063-2 | d: 10-60 мм | DIN 103-9 | |
Резьба Эдисона для цоколей и патронов ламп (E) | МЭК 60061-1, -2 | E5 — E40 | МЭК 60061-4 | |
Резьба Эдисона для предохранителей типа D (E) | DIN 40400 | E14 — E33 | DIN 40401-1, -2 | |
Нестандартная и специальная резьба | д: 0.25 — 1250 мм | ISO 1502 |
Законы Монголии | Официальная нормативная библиотека — ГОСТ 6485-69
Продукт содержится в следующих классификаторах:
ПромЭксперт »
РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
3 Деятельность испытательных лабораторий »
3.2 Техническое оснащение испытательных лабораторий »
3.2.2 Измерительные приборы и испытательное оборудование »
3.2.2.6 Инструменты, инструменты и устройства для линейных, угловых, профильных и пространственных измерений »
Классификатор ISO »
17 МЕТРОЛОГИЯ И ИЗМЕРЕНИЯ. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ »
17.040 Линейные и угловые измерения »
17.040.30 Измерительные приборы »
Национальные стандарты »
17 МЕТРОЛОГИЯ И ИЗМЕРЕНИЯ.ФИЗИЧЕСКИЕ ЯВЛЕНИЯ »
17.040 Линейные и угловые измерения »
17.040.30 Измерительные приборы »
Национальные стандарты для сомов »
Последнее издание »
G Машины, оборудование и инструменты »
G2 Промышленные инструменты и аксессуары »
G28 Измерительные инструменты »
В качестве замены:
ГОСТ 6485-53 — Калибры для дюймовой конической резьбы с угловым профилем 60 °.Допуски
Ссылки на документы:
ГОСТ 6111-52 — Резьба трубная коническая. Профиль, основные размеры и допуски
Ссылка на документ:
ГОСТ 24672-81 — Калибры на коническую резьбу
.
ГОСТ 6111-52 — Резьба трубная коническая. Профиль, основные размеры и допуски
ГОСТ 6227-80 — Метчики конические
.
ITNJe-93: Инструкция по техническому надзору и эксплуатации сосудов под давлением, не подпадающих под Правила Госгортехнадзора
МИ 1812-87 — Калибры резьбовые конические.Методы контроля
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
MongoliaLaws.org — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.