2Е450АФ30 станок координатно-расточный с ЧПУСхемы, описание, характеристики
Сведения о производителе координатно-расточного станка 2Е450АФ30
Производитель координатно расточных станков 2Е450АФ30 Московский завод координатно-расточных станков «МЗКРС», основанный в 1942 году
Московский завод координатно-расточных станков, одно из старейших предприятий станкоинструментальной отрасли, был основан в 1942 году, как первый в отечественной промышленности завод по производству прецизионных станков: внутришлифовальных и специальных.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
2Е450АФ30 Координатно-расточный станок с ЧПУ. Назначение и область применения
Координатно-расточный станок с ЧПУ 2Е450АФ30 предназначен для обработки отверстий с точным расположением осей и получистового и чистового контурного фрезерования. Применяя поставляемые со станком поворотные столы, можно производить обработку отверстий и плоскостей, расположенных под различными углами друг к другу.
Станок 2Е450АФ30 применяется в инструментальных, ремонтных, опытных и производственных цехах машиностроительных заводов в условиях единичного или мелкосерийного производства при обработке сложных деталей с большим количеством переходов при неповторяющихся деталях или партиях деталей, т. е. в тех случаях, когда тщательная технологическая подготовка производства экономически нецелесообразна. Оператор сам выбирает инструмент, режимы резания, определяет последовательность переходов. Математическое обеспечение системы ЧПУ обеспечивает работу на станке вручную. Работа может производиться в прямоугольной или полярной системах координат, в абсолютной системе отсчета или в приращениях по выбору оператора. При этом исключается ошибка по вине оператора, связанная с подсчетом координат, так как на цифровой индикации отображается размер, указанный на чертеже.
Применение позиционно-контурной системы ЧПУ мод. 2С42-65-03 расширяет технологические возможности станка 2Е450АФ30 и повышает его производительность.
Программа обработки детали может составляться непосредственно на рабочем месте в режиме диалога, причем программа может быть задана сразу полностью или программироваться в процессе обработки первой детали с последовательной обработкой и запоминанием каждого кадра. При этом оператору не требуются специальные знания по программированию.
На станке 2Е450АФ30 в режиме программной обработки производятся:
- обработка отверстий большого диаметра, торцовых углублений и различных кольцевых канавок фрезерованием, т. е. многолезвийным инструментом вместо однолезвийного
- контурное фрезерование поверхностей, образованных прямыми и дугами окружностей
Станок 2Е450АФ30 имеет ряд преимуществ по сравнению с заменяемым станком модели 2Е450АФ1-1:
- повышение производительности в 1,91 раза
- повышение точности позиционирования в 1,1 раза
- повышение надежности
- расширение технологических возможностей
- наличие цифровой индикации и ПНК по оси Z с дискретностью отсчета 0,001 мм и т.
 д.
д.
 д.
д.Станок по техническому уровню для координатно-расточных станков особо высокой точности находится на уровне мировых стандартов.
Разработчик — Московский завод координатно-расточных станков.
Класс точности станка — А по ГОСТ 8—82.
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 — 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005—0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом. Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов, которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп. Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
Рабочие присоединительные базы координатно расточного станка 2Е450АФ30
Рабочие присоединительные базы координатно расточного станка 2е450аф30
Общий вид координатно расточного станка 2Е450АФ30
Фото координатно расточного станка 2е450аф30
Фото координатно расточного станка 2е450аф30
Расположение основных узлов координатно расточного станка 2Е450АФ30
Расположение основных узлов расточного станка 2е450аф30
Компоновка координатно расточного станка 2Е450АФ30
- станина
- салазки
- винт перемещения стола
- стол
- редуктор перемещения шпиндельной коробки
- редуктор перемещения гильзы шпинделя
- коробка скоростей
- блок направляющих
- стойка
- пульт управления
- шпиндель
- шпиндельная коробка
- пульт ЧПУ
- винт перемещения салазок
Установочный чертеж координатно-расточного станка 2Е450АФ30
Установочный чертеж координатно-расточного станка 2е450аф30
Фундамент координатно-расточного станка 2Е450АФ30
Фундамент координатно-расточного станка 2е450аф30
Читайте также: Обозначения кинематических схем металлорежущих станков
Технические характеристики координатно-расточного станка 2Е450АФ30
| Наименование параметра | 2Е450 | 2Е450АФ30 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 30 | 30 |
| Наибольший диаметр расточки в стали 45, мм | 10. .250 .250 | 10..250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 200..770 | 200..750 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 710 |
| Рабочий стол и салазки | ||
| Рабочая поверхность стола, мм | 1120 х 630 | 1120 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | 600 |
| Наибольшее продольное перемещение стола, мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола, мм | 630 | 630 |
| Число Т- образных пазов на столе | 7 | 7 |
| Число скоростей перемещения стола и салазок шпиндельной бабки | 32 | 14 |
| Пределы рабочих подач стола при фрезеровании, мм/мин | 1,6..7000 | 2,5. .1000 .1000 |
| Скорость быстрых перемещений, мм/мин | 4, 8 | |
| Цена деления растровой сетки установки координат, мм | 0,001 | |
| Наибольшее усилие подачи по осям X, Y, Z, Н | 10000 | |
| Шпиндель. Шпиндельная коробка | ||
| Число скоростей шпинделя, об/мин | 24 | 25 |
| Частота вращения шпинделя, об/мин | 10…2000 | 10…2500 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя (ручное, механическое), мм | 260 | 260 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 310 | 310 |
| Число рабочих подач шпинделя, мм | 30 | 30 |
| Пределы рабочих подач шпинделя, мм/мин | 1,2..1000 | 1,2..1000 |
| Диаметр гильзы шпинделя, мм | 140 | |
| Внутренний конус шпинделя | Конус 45, 7:24 | Конус 45, 7:24 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Наибольший крутящий моментна шпинделе, Н*м | 200 | |
| Система ЧПУ | ||
| Штатная система ЧПУ | нет | 2С42-65-03 |
| Количество управляемых осей координат | нет | 3 |
| Количество одновременно управляемых осей координат | нет | 2 |
| Дискретность отсчета по осям X, Y, Z, мм | нет | 0,001 |
| Привод | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель привода главного движения, кВт | 7,2 | 7,2 |
| Электродвигатель привода перемещения стола, кВт | 1,0 | 1,1 |
| Электродвигатель привода гильзы шпинделя, кВт | 0,75 | |
| Электродвигатель привода каретки фотодатчика, кВт | 0,013 | |
| Электродвигатель привода насоса смазки, кВт | 0,01 | |
| Электродвигатель привода механизма переключения скоростей, кВт | 0,01 | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок (длина х ширина х высота), мм | 3600 х 3305 х 2660 | 2800 х 3000 х 3000 |
| Масса станка, кг | 9200 | 7900 |
- Бернштейн-Коган В. С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А. В. Расточное дело, 1960
Список литературы:
 С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969 В. Расточное дело, 1960
В. Расточное дело, 1960Связанные ссылки. Дополнительная информация
Расточный станок :: ТОЧМЕХ
Расточный станок — металлорежущий станок для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
- станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
- станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
- станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.

Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденции развития расточных станков — повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Другие статьи по сходной тематике
ГОСТ 7058-84 Станки горизонтально-расточные. Основные размеры
Текст ГОСТ 7058-84 Станки горизонтально-расточные. Основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАНКИ
ГОРИЗОНТАЛ ЬНО-РАСТОЧ Н Ы Е
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 7058-84
Издание официальное
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Ю. Л. Непомнящий, Н. П. Семченкова, Е. И. Жукова, М. Я. Кашелава
Л. Непомнящий, Н. П. Семченкова, Е. И. Жукова, М. Я. Кашелава
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н. А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 сентября 1984 г. № 3442
УДК 621.952,5-111.2:006.354 Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ
Основные размеры
Horizontal boring machines.
Basic dimensions
OKП 38 1261
гост
7058-84
Взамен
ГОСТ 7058—79, ГОСТ 21612—76
Постановлением Государственного комитета СССР по стандартам от 28 сентября 1984 г. № 3442 срок действия установлен
с 01.01.86 до 01.01.96
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на стационарные горизонтально-расточные станки общего назначения с вертикально перемещающейся шпиндельной бабкой и горизонтальным выдвижным шпинделем (в том числе на станки с ЧПУ), изготовляемые для нужд народного хозяйства и на экспорт.
2. Станки должны изготовляться исполнений:
1 — с неподвижной передней стойкой и столом, имеющим продольное и поперечное (относительно оси выдвижного шпинделя) перемещения;
2 — с продольно-подвижной передней стойкой и поперечноподвижным столом. Допускается изготовление станков с дополнительным продольным перемещением шпиндельной бабки, ползуна или пиноли;
3 — с поперечно-подвижной передней стойкой и с дополнительным продольным перемещением передней стойки, шпиндельной бабки, ползуна или пиноли, или с сочетанием перемещений этих узлов, или без дополнительных продольных перемещений.
3. Станки должны изготовляться со встроенной или съемной планшайбой с радиальным суппортом или без планшайбы, с поворотным вокруг вертикальной оси или неповоротным столом.
4. Основные размеры станков и обозначения координатных осей должны соответствовать указанным на чертеже и в таблице.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1985
Е
Исполнение 1
Вид А
U
Примечания:
1. Чертеж не определяет конструкцию станков.
Чертеж не определяет конструкцию станков.
2. Стрелки обозначают положительное направление перемещения узлов.
1 Ширина В рабочей поверностн стой и ГОС 6569-75 | Т 1000 12 (11. | 50 1600 20) | 2000 | 2500 | — | — | |
2. Ширина 51 рабочей повер\ности плиты | — | 2500 | 3150 | 4000 | |||
3, Длина рабочей поверхности | поворотного стола | 1120 14С | в 1800 | 2240 | 2800 | — | — |
плиты, не менее | — — | 4200 | 5400 | ||||
4 Размеры Т-образных пазов в столах и плитах по ГОСТ 6569-75 | ширина | 22 | 28 | 36 | |||
расстояние между пазами | 160 | 250,320 | 320 | ||||
5. | «0 90 110 | 125 | 160 | 200 | 220 | 320 | |
6 Конец шпинделя по ГОСТ 24644-8! | Конусность 7; 24 | ||||||
40; 45 | 50 | 50; 551 60 | 70 | ||||
Морзе | Метрический | ||||||
5 6 | 80 | 100 I 120 | 160 | ||||
7 Наибольшее продольное перемещение 1 выдвижного шпинделя, не менее | 630 | 710 | 1000 | 1250 | 1800 | 2500 | |
8 Наибольшее продольное перемещение f стола (при расположении пазов перпендикулярно оси шпинделя) в станках исполнения 1,3 или ¥ передней стойки в станках исполнения 2, не менее | 800 | 1000 | 1250 | 1600 | — | ||
9 Наибольшее продольное перемещение ¥ в станках исполнения 3, не менее | передней стойки или пинолн | — | 400 | 560 | 800 | ||
выдвижной шпиндельной бабки или ползуна | 560 1 | 000 1 | 1800 |
 Диаметр D выдвижного шпинделя
Диаметр D выдвижного шпинделя1
о
ft
-I
N
о
Vl
ft
й
л
П
TJ
I
w
Размеры в щ
10, Наибольшее вертикальное пе | Ряд 1 | (800)1000 | ‘ 1250 | К | i |
ремещение F шпиндельной бабки, не менее | Ряд 2 | 710 | 1000 | 1400 | |
11. | Ряд 1 | 1250 | 1500 | 1800 | 2240 |
Ряд 2 | (11) | 1250 | 1400 | ||
12. Наибольшее поперечное перемещение I стойки в станках исполнения 3, не менее | — | — | 2500 | ||
13. Наибольшее радиальное перемещение U суппорта встроенной планшайбы, не менее | 125 | 160 | 200 |
 Наибольшее поперечное перемещение V поворотного стола в станках исполнения 1 и 2, не менее
Наибольшее поперечное перемещение V поворотного стола в станках исполнения 1 и 2, не менее2500
2000
ЗИП
250
Примечания:
1, Размеры, заключенные в скобки, при новом проектировании не применять
2, Размеры по ряду 1 являются предпочтительными
5. Допускается изготовление станков исполнения 3 с плитой или без плиты с поворотным столом, с поворотным или неповоротным продольно-подвижным столом.
6. Допускается увеличение или уменьшение длины рабочей поверхности поворотного стола в 1,12 раза, при этом соответственно изменяется ход стола.
7. Длина неповоротного подвижного стола станков исполнений 1 и 2 устанавливается по ряду Ra 20 и должна быть не менее 1,25 В. Величина поперечного перемещения стола должна быть не менее его длины. Допускается встройка в неповоротный стол поворотной платформы, диаметр которой должен быть равен ширине стола.
8. Допускается изготовление станков всех исполнений с задней стойкой; при этом продольное перемещение W’ стола (исполнение 1) или продольное перемещение стойки W (исполнение 2) должны быть увеличены (для той же ширины стола) по сравнению с указанными в таблице не менее чем в 1,25 раза.
9. Размеры, указанные в пп. 2, 7—12 таблицы, могут быть увеличены по ряду Ra 20. Допускается увеличение размеров, указанных в п. 12 и п. 3 таблицы, с постоянным шагом.
10. Для расточных станков с автоматической сменой инструмента с шириной поворотного стола 1000—2500 мм допускается уменьшение продольного перемещения выдвижного шпинделя по ряду Ra 20, но не более чем в 1,25 раза, при этом суммарное продольное перемещение узлов станка должно быть не менее 0,6 В.
11. При наличии у станка выдвижной шпиндельной бабки, ползуна или пиноли допускается уменьшение продольного перемещения выдвижного шпинделя по ряду Ra 20, но не более чем в 1,25 раза по сравнению с указанным в таблице.
12. Для составных плит допускается увеличение или уменьшение расстояния между пазами в 1,06 раза по сравнению с величинами, указанными в таблице.
13. Для станков с ЧПУ:
13.1. Дискретность задания перемещений должна выбираться из следующих величин:
— для узлов с линейным перемещением 0,01 мм; 0,001 мм;
— для узлов с круговым перемещением 0,01°; 0,001°; 10~5 об; 10~6 об.
13.2. Количество управляемых координат должно выбираться из ряда: 3; 4; 5; 6; 7; 8.
13.3. Количество одновременно управляемых координат должно быть не менее 2 и может увеличиваться до общего числа управляемых координат.
13.4. Для станков с контурным управлением количество функционально связанных одновременно управляемых координат должно выбираться из ряда 2; 3; 4; 5.
13.5. Для шпинделей станков применять конус с конусностью 7:24.
Редактор А Л Владимиров Технический редактор В И. Туигева Корректор В„ Ф Малютина
Сдано в наб 25 10 84 Подл в печ 19 12 84 0,5 уел п п 0,5 уел кр отт 0,28 уч изд л
Тир 12000 Цена 3 коп
Ордена «Знак Почета» Издательство стандартов 123840, Москва, ГСП
Новопресненский пер , 3
Калужская типография стандартов ул Московская, 256 Зак 3122
Группа Г81
к ГОСТ 7058—84 Станки горизонтально-расточные. Основные размеры
В каком месте
Должно быть
Таблица. Пункт 5
1. Ширина В рабочей поверх- | 1250 | ||||
ности стола по | |||||
ГОСТ 6560—76 | 1000 | (1120) | 1600 | 2000 | 2500 |
5. Диаметр D выдвижного шпинделя | 80 | 90 | 110 | 125 | 160 | 200 | 220 | 320 |
(ИУС № 11 | 1985 г. |
 )
)| Станки токарные и тяжелые токарные станки [318] Станки токарно-винторезные, автоматы токарные, тяжелые токарные станки, станки трубонарезные |
| Станки токарно-карусельные [138] Станки токарно-карусельные |
| Станки горизонтально-расточные [96] Станки горизонтально-расточные, станки вертикально-расточные |
| Центра обрабатывающие с ЧПУ [97] Центра обрабатывающие вертикально-фрезерные с ЧПУ, центра обрабатывающие горизонтально-фрезерные с ЧПУ, центра обрабатывающие токарные с ЧПУ |
| Станки сверлильные, координатно-расточные [34] Станки вертикально-сверлильные, станки радиально-сверлильные, станки координатно-сверлильные, станки глубокосверлильные и глубокой расточки, станки координатно-расточные |
| Станки плоско-шлифовальные, продольно-шлифовальные [59] Станки плоско-шлифовальные, станки продольно-шлифовальные, станки координатно-шлифовальные |
| Станки круглошлифовальные и другие [137] Станки круглошлифовальные, универсально-шлифовальные, внутришлифовальные, бесцентро-шлифовальные |
| Станки зубообрабатывающие [110] Станки зубофрезерные, станки зуборезные, станки зубодолбежные, станки шлицефрезерные, станки шлицешлифовальные |
Станки вертикально-фрезерные, гор. -фрезерные -фрезерные[49] Станки вертикально-фрезерные, станки горизонтально-фрезерные |
| Станки продольно-фрезерные и строгальные [43] Станки продольно-фрезерные, станки продольно-строгальные, станки поперечно-строгальные |
| Станки горизонтально-протяжные [13] Станки горизонтально-протяжные, станки вертикально-протяжные |
| Прочие металлорежущие станки [10] Станки резьбонакатные, станки электроэрозионные, станки заточные, полуавтоматы заточные, станки ленточнопильные, станки резьбонакатные |
| Пресса кривошипные, листогибы, гильотины [38] Пресса кривошипные механические, пресса фрикционные, пресса дугостаторные, пресса горячештамповочные, пресса листогибочные, ножницы гильотинные, гильотины, пресс-ножницы |
| Пресса гидравлические [32] Пресса гидравлические одностоечные гидравлические листоштамповочные листогибочные |
| Листоправильные машины, вальцы листогибочные [161] Листоправильные машины, вальцы листогибочные |
| Пресса координатно-пробивные [4] Пресса координатно-пробивные, пресса дыропробивные |
| Молоты ковочные, гкм [15] Молоты ковочные, молоты штамповочные, горизонтально-ковочные машины ( гкм ) |
| Прочее оборудование [93] Оборудование, инструмент, приспособления, приборы, оснастка |
▷ Координатно-расточные станки на продажу
Координатно-расточной станок — металлообработка
Обычный координатно-расточной станок
По внешнему виду и конструкции координатно-расточной станок похож на вертикально-фрезерный станок, но гораздо более точный и жесткий , особенно шпиндель расточного приспособления очень жесткое, чтобы противостоять прогибу. Типичный координатно-расточной станок состоит из тяжелого основания и колонны. Вверху колонна несет шпиндель, который движется вверх и вниз по вертикальным направляющим.Установлены антифрикционные подшипники для снятия радиальных и осевых нагрузок, которым подвергается шпиндель. Стол, установленный над седлом, перемещается в различных направлениях по направляющим, имеющимся на седле. Продольное движение работе обеспечивается перемещением стола, а поперечное движение обеспечивается перемещением седла. Вертикальное движение происходит за счет движения шпинделя вверх и вниз.
Типичный координатно-расточной станок состоит из тяжелого основания и колонны. Вверху колонна несет шпиндель, который движется вверх и вниз по вертикальным направляющим.Установлены антифрикционные подшипники для снятия радиальных и осевых нагрузок, которым подвергается шпиндель. Стол, установленный над седлом, перемещается в различных направлениях по направляющим, имеющимся на седле. Продольное движение работе обеспечивается перемещением стола, а поперечное движение обеспечивается перемещением седла. Вертикальное движение происходит за счет движения шпинделя вверх и вниз.
Координатно-расточные измерительные системы и машины
Устройства со стабильными и регулируемыми концевыми калибрами и индикаторными чувствительными элементами используются на координатно-расточных станках для точных и точных измерений.Обычно используемые системы измерения в координатно-расточном станке обсуждаются ниже:
Обрабатывающий стол координатно-расточного станка
- Система прецизионных ходовых винтов : Этот вид измерительной системы, которая находится под столом, состоит из ходового винта, градуированного циферблат микрометра и нониус на его конце. Преимуществом этой системы является использование компенсаторов, основная функция которых — исправлять, а иногда и устранять ошибки в перемещениях стола. Но основным ограничением этого измерительного устройства является то, что он ограничен только небольшими таблицами.
- Система измерения концов : Измерения концов выполняются с помощью точно обработанных стержней, а регулировка концов выполняется с помощью микрометров. Для корректировки конечные размеры и микрометр помещаются между циферблатным индикатором с одной стороны и регулируемым упором с другой стороны стола. Затем стол перемещается до тех пор, пока циферблатный индикатор не покажет ноль. Поскольку он универсален и может использоваться на столах любых размеров и длины, он более предпочтителен по сравнению с системой прецизионных ходовых винтов.
- Система весов и микроскопа : В этой системе точные градуированные шкалы и микроскоп встроены в машину для точного перемещения стола. Измерения выполняются точно с помощью микроскопа. Поскольку не используются изнашиваемые детали, система очень точна.
- Электромагнитная система : Система состоит из двух равноудаленных стержней, несущих электромагнитные выступы. Прецизионный микрометр, установленный чуть ниже стола, прикреплен к магнитной головке для нулевого считывания.Когда магнитный центр проекции находится прямо перед головой, счетчик показывает ноль. Ее можно назвать системой быстрой регулировки, поскольку она обеспечивает быстрое перемещение стола и опоры.
 Преимуществом этой системы является использование компенсаторов, основная функция которых — исправлять, а иногда и устранять ошибки в перемещениях стола. Но основным ограничением этого измерительного устройства является то, что он ограничен только небольшими таблицами.
Преимуществом этой системы является использование компенсаторов, основная функция которых — исправлять, а иногда и устранять ошибки в перемещениях стола. Но основным ограничением этого измерительного устройства является то, что он ограничен только небольшими таблицами. Измерения выполняются точно с помощью микроскопа. Поскольку не используются изнашиваемые детали, система очень точна.
Измерения выполняются точно с помощью микроскопа. Поскольку не используются изнашиваемые детали, система очень точна.Типы координатно-расточных станков
Вертикальный координатно-расточной станок для мелких деталей
Вертикальные координатно-расточные станки — это широко используемые станки для растачивания, зенковки, зенковки отверстий в шаблонах, штампах, приспособлениях и других подобных инструментах. Его также можно использовать для выполнения легких фрезерных операций .Прецизионный координатно-расточной станок состоит из наклонного поворотного стола и простого поворотного стола. Размер расточного станка обычно определяется диаметром шпинделя , но в случае вертикально-расточного станка следует также указать размеры высоты колонны и размера стола. Точно так же шаблон для горизонтального растачивания используется в процессах горизонтального растачивания и фрезерования.
Размер расточного станка обычно определяется диаметром шпинделя , но в случае вертикально-расточного станка следует также указать размеры высоты колонны и размера стола. Точно так же шаблон для горизонтального растачивания используется в процессах горизонтального растачивания и фрезерования.
Координатно-расточной станок полезен
Одним из выдающихся преимуществ координатно-расточных станков является то, что он может поддерживать точность между несколькими отверстиями и поверхностями.С помощью вышеупомянутых измерительных систем позиционирование до 0,003 мм может быть достигнуто непосредственно из чертежа на типовой координатной машине. Допуски также можно строго выдерживать в пределах 0,005 мм. При проектировании детали с отверстиями важно определить , какие отверстия необходимо высверлить шаблоном . Причина этого в том, что координатно-расточная операция требует дополнительного времени и внимания, а координатно-расточной станок в механическом цехе может иметь отложенный журнал работ. Таким образом, растачивание приспособлением оказывает большое влияние на время изготовления детали.В конечном итоге координатно-расточные станки характеризуются меньшей производительностью из-за большого времени цикла, но она в значительной степени компенсируется точностью , обеспечиваемой станком. Кроме того, чтобы предотвратить влияние изменений температуры окружающей среды на точность обработки, температура постоянно поддерживается на уровне 20 ° C путем установки координатных станков в изолированных областях со специальными кожухами.
Таким образом, растачивание приспособлением оказывает большое влияние на время изготовления детали.В конечном итоге координатно-расточные станки характеризуются меньшей производительностью из-за большого времени цикла, но она в значительной степени компенсируется точностью , обеспечиваемой станком. Кроме того, чтобы предотвратить влияние изменений температуры окружающей среды на точность обработки, температура постоянно поддерживается на уровне 20 ° C путем установки координатных станков в изолированных областях со специальными кожухами.
Немногочисленные производители координатно-расточных станков в мире: MAG, YASDA, Kitamura Machinery, SIP, MITSUI SEIKI, Willemin-Macodel и SHE HONG.
С изношенной электроникой, которая была громоздкой и дорогой в обслуживании, настало время вернуть эту классическую машину к жизни. | ||||||
| Классический горизонтальный станок, известный высокой производительностью обработки.Зачем покупать новую при обновлении электроники на такой машине, которая производит отличную машину за небольшую часть цены? щелкните здесь, чтобы просмотреть слайд-шоу процесса модернизации этой машины. | ||||||
| С новая модернизация Centroid с ЧПУ, вы можете вернуть эти великолепные станки к жизни за небольшую часть стоимости новой заменяющей машины. 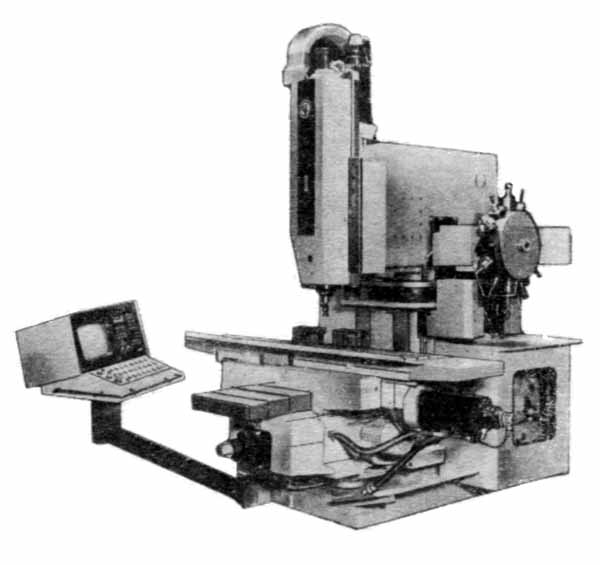 Там Таместь много старых горизонтальных фрезерных станков со старыми устаревшими элементы управления, которые являются основными кандидатами на модернизацию Centroid с ЧПУ. | ||||||
Кому Эти машины | ||||||
Это Стальной блок, который вы видите здесь, весит 15 000 фунтов! Контроль Модернизация | ||||||
Вкл. на 100 ампер Консоль M-400 устанавливается на дополнительную стойку управления Centroid.Эта подставка делает эксплуатацию станка намного удобнее, чем | ||||||
 Vitech Machine установила новую систему ЧПУ CENTROID M39, что снова сделало этот станок прибыльным. Используя преимущества контроллера движения CENTROID MPU11 вместе с GPIO4D, управляющим серводвигателями и приводами Yaskawa, новая система управления надежна и проста в программировании. щелкните здесь, чтобы просмотреть подробный слайд-шоу процесса модернизации Devlieg cnc.
Vitech Machine установила новую систему ЧПУ CENTROID M39, что снова сделало этот станок прибыльным. Используя преимущества контроллера движения CENTROID MPU11 вместе с GPIO4D, управляющим серводвигателями и приводами Yaskawa, новая система управления надежна и проста в программировании. щелкните здесь, чтобы просмотреть подробный слайд-шоу процесса модернизации Devlieg cnc.
 Эта машина работает с этими типами запчастей изо дня в день.
Эта машина работает с этими типами запчастей изо дня в день.
Услуги по горизонтальной обработке среднего размера Detroit, MI
(Нажмите на уменьшенное изображение, чтобы увеличить)
Горизонтальное и кондукторное отверстие
Lincoln Park Boring Co. , расположенная в Детройте, штат Мичиган, имеет дополнительные возможности горизонтальной обработки в нашем среднем отсеке, обслуживая детали весом до 10 тонн. Two Fives Giddings & Lewis RT-130 и три координатно-измерительных станка Devlieg с ЧПУ предлагают услуги по 3-осевой обработке мелкосерийных деталей заказчиков. Эти станки могут производить детали среднего и большого размера, обрабатываемые в точном соответствии с требованиями заказчика. Клиенты могут поставлять свои собственные материалы, или Lincoln Park Boring Co. может изготовить изделия для печати и обработать их с соблюдением жестких допусков, которые включают +/- 0.0005 «для фрезерных и +/- 0,0002» для расточных операций.
, расположенная в Детройте, штат Мичиган, имеет дополнительные возможности горизонтальной обработки в нашем среднем отсеке, обслуживая детали весом до 10 тонн. Two Fives Giddings & Lewis RT-130 и три координатно-измерительных станка Devlieg с ЧПУ предлагают услуги по 3-осевой обработке мелкосерийных деталей заказчиков. Эти станки могут производить детали среднего и большого размера, обрабатываемые в точном соответствии с требованиями заказчика. Клиенты могут поставлять свои собственные материалы, или Lincoln Park Boring Co. может изготовить изделия для печати и обработать их с соблюдением жестких допусков, которые включают +/- 0.0005 «для фрезерных и +/- 0,0002» для расточных операций.
Выполняем расточные, сверлильные, фрезерные, нарезные и развёртки. Программирование CAD / CAM создается из предоставленных заказчиком чертежей в надлежащем формате. Мы принимаем чертежи и проекты в различных форматах файлов, включая DWG, DXF и IGES.
Сделать запрос
Возможности горизонтальной обработки | |
| Процессы (общие возможности) | Растачивание Сверление Фрезерование Развертка |
| Процессы (нарезание резьбы) | Нарезание резьбы Фрезерование резьбы |
| Дополнительные возможности | Услуги программирования CAM |
| В центре внимания отрасли | Aerospace Appliance Automotive Industrial Locomotive Marine Medical Military / Mil-Spec Mining Производство пресс-форм Бумага и целлюлоза Power Generation |
| Объем производства | мин. — 1 прототип — 1 единица. — 1 прототип — 1 единица. макс. — 5 прототипов — 20 единиц. Опытный образец , короткий цикл |
| Возможности оборудования | Возможности 3-осевой обработки Возможности ЧПУ |
| Материалы (металлы) | Легированные стали Алюминий Латунь Бронзовые сплавы Углеродистая сталь Медь Железо Свинец Нержавеющая сталь |
| Материалы (экзотические и драгоценные металлы) | Inconel® Invar® |
| Форматы файлов | DWF DXF — формат обмена чертежами или формат обмена чертежами IGES — начальная спецификация обмена графикой, формат файла ANSI. PDF — формат переносимого документа STEP — стандарт для обмена данными о модели продукта STP TIFF — формат файла изображения с тегами |
| Допуск (+/-) | Растачивание: ± 0,0002 дюйма Фрезерование: ± 0,0005 дюйма Precision Жесткий допуск |
Наверх
Список оборудования для горизонтальной обработки | |
| Giddings & Lewis RT 130 | X = 78 ”Y = 61” Z = 63 ” |
| DeVlieg 5K-96 Координатно-координатная фреза с ЧПУ | X = 96 дюймов Y = 72 дюйма Z = 24 дюйма W = 24 дюйма |
| Координатно-координатная фреза DeVlig 4K-96 с ЧПУ | X = 96 дюймов Y = 60 дюймов Z = 20 дюймов W = 20 дюймов |
| DeVlieg 4H-96 Координатно-координатная фреза с ЧПУ | X = 96 дюймов Y = 60 дюймов Z = 20 дюймов W = 16 дюймов |
| DeVlieg 4H-72 Координатно-координатная фреза с ЧПУ | X = 72 «Y = 60» Z = 20 «W = 16» |
Запросите предложение сегодня на услуги Lincoln Park Boring по горизонтальной обработке средних размеров!
К началу
Координатно-расточной станок SIP Hauser MP-44 Координатно-расточной станок с ЧПУ, для промышленного применения, Уровень автоматизации: Автоматический,
О компании
Год основания 2010
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Участник IndiaMART с января 2012 г.
GST27AAPCS0765A1ZD
Мы занимаемся сложным бывшим в употреблении оборудованием, в основном токарными станками с ЧПУ, горизонтальными обрабатывающими центрами, вертикальными обрабатывающими центрами и сверлильными метчиками. Обычные станки включают в себя все типы токарных станков, фрезерных станков, шлифовальных машин, радиальных сверл, горизонтальных и вертикальных расточных станков, координатно-расточных станков, различные зуборезные станки.Машины для изготовления листового металла, такие как ножницы, ЧПУ и обычный листогибочный пресс, гибка листов, силовые прессы и револьверный пробойник с ЧПУ.
Мы храним и продаем станки от лучших мировых производителей станков, таких как:
Mori Seiki, Hitachi Seiki, Makino, Mazak, Kita Mura, Nakamura, Takisawa, Dainichi, Matsuura, Daewoo, Doosan, Ajax Victor, Leadwell, Yang, Supermax , Amada и т.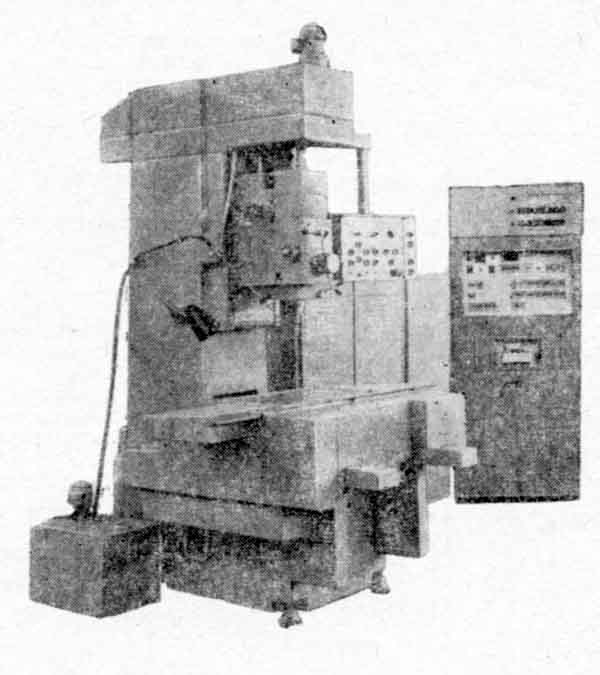 Д.
Д.
Компания имеет собственный склад и офис со всеми удобствами и поддерживает на складе различные типы подержанного оборудования хорошего качества.Он построен на площади около 10 000 кв. Футов. Филиала у компании нет.
Мы продаем машины в первозданном виде, то есть на станке не производится перекраска и ремонт. Все рекламируемые машины принадлежат нам. Политика компании всегда заключалась в том, чтобы продавать машины с бескомпромиссным качеством, что привело к 80% постоянных клиентов.
Видео компании
| РАСТУЧНЫЕ СТАНЫ | ||
| Джиг-мельница DeVlieg | 48 «x 72» ход | Шпиндель 3 диаметра |
| Джиг-мельница DeVlieg | 48 дюймов x 96 дюймов ход | Шпиндель 4 диаметра |
| Giddings & Lewis 4 оси с ЧПУ Горизонтальный шпиндель | 72 «x 120» ход | Шпиндель диаметром 5 |
| 2 оси Giddings & Lewis с NC Горизонтальный шпиндель | Ход 120 x 240 дюймов | Шпиндель диаметром 6 |
| Горизонтально-расточной станок Nomura | 72 ”x 96” ход | Шпиндель 4 диаметра |
| ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ | ||
| Haas TM-1 | 12 х 30 | |
| Haas VF-3 | Ход 20 x 40 дюймов | |
| Mazak VQC-20 / 50B | Ход 20 x 40 дюймов | |
Milltronics VM-30 (2013 г. ) ) | 30 х 60 | |
| Milltronics VM-30XP (2014 г.) | 30 х 60 | |
| ТОКАРНЫЕ СТАНКИ | ||
| (1) Буллард VT | Качели диаметром 42 | |
| (4) Токарные станки для двигателей LeBlond | диаметр 15 x 48 | |
| (1) Milltronics ML-26 ЧПУ (2013) | диаметр 15 x 40 | |
| (1) Сидней | 18 диаметр x 360 | |
| МАШИНЫ | ||
| (2) Шлифовальные машины для абразивных поверхностей | 10 х 18 | |
| (2) Абразивно-шлифовальные станки | ||
| (4) Гидравлические плоскошлифовальные станки Chevalier | 12 х 24 | |
| (2) Гидравлические плоскошлифовальные машины Mattison | 14 х 48 | |
| (1) Гидравлический плоскошлифовальный станок Thompson | 12 х 36 | |
| (1) Универсальный цилиндрический шлифовальный станок Norton | 14 дюймов x 72 дюйма | |
| (1) Роторно-шлифовальный станок Mattison | Патрон диаметром 42 | |
| (1) Координатно-шлифовальный станок Moore # 2 | ||
| СВЕРЛА | ||
| (8) Сверла радиальные | Длина рукава 4 и 5 футов | |
| (1) Радиальное сверло | Длина плеча 8 футов x горизонтальный ход 30 футов | |
| (5) Сверла для якорных колонн | ||
| СТАНКОВЫЕ СТАНКИ | ||
| (1) Координатно-расточная головка Pratt & Whitney # 2 с УЦИ | ||
| (1) Координатно-расточная головка Pratt & Whitney №3 с УЦИ | ||
| ФРЕЗЕРНЫЕ СТАНКИ | ||
| (8) Коленные фрезы типа Бриджпорт | ||
| (3) Горизонтальные мельницы Kearney & Trecker | ||
| (2) Вертикальная фреза Mazak | ||
| (5) Вертикальные мельницы Kearney & Trecker | ||
| (1) Kearney & Trecker Model ‘D’ Мельница с вращающейся головкой | ||
| ХОББИНГ | ||
| (1) Вертикальный зубофрезерный станок Gould & Eberhardt | ||
| (1) Вертикальный зубофрезерный станок Nihon Kikai | ||
| (1) Горизонтальный зубофрезерный станок Lees-Brandner | ||
| СТАНКИ И СЛОТТЕРЫ | ||
| Cincinnati HyPro Строгальный станок | 60 дюймов x 72 дюйма x 192 дюйма | Двойной корпус |
| Слоттер Rockford HyDraulic | Ход 12 дюймов | |
| ПРЕССЫ | ||
| Озеро Эри | 4 пост | 2,500 тонн на воздушной подушке 60 x 96 дюймов |
| Рокфорд | OBI | 75 тонн |
| ПРОВЕРКА | ||
| Поверхность из гранита | 4 ‘x 8’ | |
| Электронный высотомер Brown & Sharp | ||
| Переносная КИМ Romer 3000 | Объем диаметром 6 дюймов | |
| Оптический компаратор | ||
| Jo Блоки, калибры и микрометры | ||
| СВАРКА | ||
| Отдельный производственный центр площадью 2500 квадратных футов | ||
(3) Краны мостовые мостовые 5 т. | ||
| Mig, Tig, Stick | ||
| BONAL система снятия вибрационного напряжения | ||
| ЛАЗЕР | ||
| Лазер для юстировки Hamar | ||
| ЖИВОПИСЬ | ||
| BINKS окрасочная кабина открытая с вентиляцией | и система пожаротушения | 10 х 20 |
| BINKS система окраски воздухом большого объема при низком давлении | ||
| ОБРАБОТКА МАТЕРИАЛОВ | ||
| Nissan Вилочный погрузчик | 5,000 # вместимость | |
| Вилочный погрузчик Hyster | 5,000 # вместимость | |
| Белый вилочный погрузчик | 10,000 # вместимость | |
| (4) 5-тонные подъемники на мосту | ||
| (2) 10-тонные подъемники на мосту | ||
| (1) 50-тонный подъемник на мосту | ||
| (2) Подъемник на 1 тонну на стреловом кране | ||
| Разновидности подъемников тонны и 1 тонна (ручные и электрические) | ||
| РАЗНОЕ | ||
| Горизонтальная ленточная пила DoAll | ||
| Ленточнопильный полуавтомат горизонтальный Master Cut 12 | ||
| Абразивно-отрезная пила | ||
| Detroit 10-тонная горизонтальная протяжка | ||
| Ingersoll Rand 25 HP, 95 CFM, роторный воздушный компрессор | ||
| Осушитель воздуха Ingersoll Rand | ||
Поршневой резервный воздушный компрессор Quincy 20 л. с. с. | ||
| Электрооборудование 1600 AMP, 477 Вольт | ||
исторический разворот
% PDF-1.5
%
1 0 obj
> / OCGs [29 0 R] >> / Страницы 3 0 R / Тип / Каталог >>
эндобдж
2 0 obj
> поток
application / pdf
2018-06-11T20: 30: 27-05: 002018-06-11T20: 30: 27-05: 002018-06-11T20: 30: 27-05: 00Adobe Illustrator CC 22.1 (Macintosh)
AQSwAAAAAQAB / + 4ADkFkb2JlAGTAAAAAAf / bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK
DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGhURFRofHx8f
Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f / 8AAEQgAdAEAAwER
AAIRAQMRAf / EAaIAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA
AQACAwQFBgcICQoLEAACAQMDAgQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB
UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4 / PE
1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2 + f3OEhYaHiImKi4yNjo + Ck5SVlpeYmZ
qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy
obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp
0 + PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2 + f3OEhYaHiImKi4yNjo
+ DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq + v / aAAwDAQACEQMRAD8A9TTTRwxtJIeKL1O567ds
VQn6b0zlx9b4gASOL1oa0PT2xVC3vmzSLPjzW8n5c97OwvbwKY1DkObaGXgeJHENTl2riqZWV5Fe
WkV1CsixTKHRZ4pIJAD / ADxTKkih3ZQcVVsVdirsVdirsVdirsVdirsVad0RGd2CooLMx2AA3JOK
qdtdW11AtxaypPA9eEsbB1NDQ0YVHUYqq4qhtR1Ky02zkvL2UQ28QJZqFif8lVUFnY9FVQSTsBXF
VWG4t5xyhlSUUBqjBhQ9Dt8sVVMVUZryCLlVqsoLFRToOvWgxVuC6gnMgiaphbhICCKMVV6bgfsu
MVVcVS6bzBpcF4bSV5ElU0ZjDL6QPAv / AHvH0 / sg1 + L264qj45I5ByjYOvSqkEfhiq7FUqvvM + k2
txbW6y / Wri4vF0 / 0bdkkeOYp6reqvIFQifE3cAg0xVNQQRUbg9DiqC1HWLOwMazt8cziONBQFm4l
zSpFeKIzn2BxVFQzpMpKV + E0Ndt6A / xxVfirsVWywxTRtFMiyROKMjgMpHuDiqF1j / jnS / 7H / iQx
V5xo + uWiaxr8kuqKlhaP6c3ORI4WmURxv8TAg + h60cb8XFHpyFSMKpH521LRIr / R72fRbTWjLJcr
ZXkuvQ6OVSaC2JSGN5I1uvWotN6A03Fa5EsglGkeZ7FIZjp / lGF4EmjvJYbXzjbzrUhm + sKDdIqu
ky + nyp + zRSQtFCXp / kX8z7XzTeSaebe1hvok9V / qWqadqURj2oy / V5vrFN6EtCor3OG2JDN8KHYq
htQ1G10 + D17ouIuQUskcktCelRGrkD3O2KsK81SaVqU920yT3VnDFLFcWoWWNXH7tmMQYIJJv3PG
Jg3h5iD8LYVXeTvOi3V7FYPbiGW / vJwqM37xFitIpviqW5ci5ANRsKUFCAFZdrur2ujaNfardMiQ
WUElw5kcRqREhehY1pXjirxDRPzU1FtJHmy4E9xPb3MznTFa6hjltprgQpWST61EgD3oZY6BmCR0
YLGaqXtGn + adBvTBCmoWovplBNkJ42mVyqsycKhqrzFdsUJP5r05ZtatbhkuZCkD8EhuZ4Yaxh5O
U8EDq10vMInplW2c / DSuKoXyXaeZ9FNjo + pS2LiU3M8xga4bkiEBPRSU0j + 2jOKkVJoOrFVlt3qe
n2nMXFxHHIkZlMTOocoDSoUkGldvni2RxTkLAJeBXT63fedI7j6pPZzaarwm1RhcQTxwSkes8kUa
Txijkn1YwoPH7BqpWtln5aaLqFr5om1C1hZonEdpqd3QLG0UVuxjILOauZOGyA8R1PxYq9bxV5Jr
2n3i + cZ9TstTi04vcAX6vQ + pbQSxmWPi4Kt6kcfAt8JSuxOFWXflrb6jb6RfxXsd5GBfzfU21Fne
4e34J6bNJIzSOOwL0agoRUVIV35qT6nB5KvX0y8NjfcozDOriIkq4f0xISvD1OPDlXavfoWm3Dgn
llwwFl5n5XTUnS01fUtC1bVdR1m8c3FzZizuLMyBri25S8XUxoEvG58wAKfD8KnDyTn088UjGYqQ
eyeWtIbS9MEUsccd1O7XF2IWaRfWkpy / eOEZ6U4hiq7AfCo2AaU1xV5Xr / nfyvqWtraXF8bRtLa7
guh6cokjunRrf + 8RJY / T + J6nbcA1Irir1C2LNbRMwKsUUlSKEGnQjFWC6lTzKbvy + E1TTI7iN7k3
io9rIqiRSyrLMGU1MlCtKUBh3cJGzmZtGccOLigd6oSBPy7lbV9Un8ueVbI32rJpcsjlrq / lEbhP
UqwL8hIm7UDN9kfzU3wOGt / LjzD5h2XU9et9SuVvrGzNr + j75PQCyeoshlCiEAkAqp5MADWgrx5M
qyjTPMFhqDRJCTznSWa3KjnG8EUgRZVlTlHSRXR1HKtD02aiqZYqxr8ydF1jW / I + raXo / E6jdRKs
KO5iVwJFZ0LjpzQMu + xrQ7VxUPCbP8mfzLTS9M0ufSk + r2l1cyyTrcW7usV0ttGRGpdKsiWzNQsK
kjcdcCWW + X / yo87xaUkMtxeac9tdXs0dta6w2nJOJoIIoXnFtbX1STG7VDgxnpzrXFNoiH8pPPv1
+ KabzBrAijmMpC + aLgq1ADUxfopR + 8ZfiQNxXkePhjS2z / yZ5LuPL3rTXOu6trE90oLxandrdRwu
SWcQlYbeoqaAuuygABRUYUEsnxQ7FWNfmPeT2Pk + / vojaKLRRcO1 + C1uBEeasyiOdiQ6qVCoWrSm
+ LbhlASuY4h4XTyHR / zq0 + WzrrMPly8aKcQ3Nws99BKgLlSRAdK9SP01iaRi5GwJ2oaAyZZuCUrh
Hhj3Xf2vSvy / 86waukcU9jZ6VE59HQxFNdPJdJ6CXUrxpd2dg / ARyISw5VNa0I3baSGV67dQWukX
VzcQx3EMKF3hlZERgOxaWiD / AGWFljiJSAJ4R3vINJsvynvPRnXV7HQLu15JpypdaZI7rIgghuFY
R8miPqleBPBmO9Sd1t1GKMCBGXHt3V8GW6Xo / k / WrmHT / wDEkOr3WkKrSW9lcxxzqx4 + nNI1u / rq
d9m57k4249KXn + 3 / ADD / AE9a3HlvS5r + 1i4O / HVIrKJmBFUaJ7eZiOIavxDr47Y25mHVCEDEwhK +
pG4 + 12g + cPzavZLqCf8AL630uGzkEKST6unGRQQKwKlq3NVU1qeIPTr0DiUFTz95R1PzA2lXB8wQ
+ WpblBZz2M9paXwmeZS5gjlm4N6i8SV4kqaV4kbYW7FqcmMVEke5M9J8n + bYbSJNU8631zcoiJI1
naadaQtwYHkImt7lkLKOLcZKU6AGlFpJtHaL5d8wWWofWr / zRe6pAPUCWEkFjFDR3YpyaKBZiUTi
tfU3IqetMVtkGKHmHmfSfOdn5x / SmjWMlyJFk + qPDCHiEwjLqLkyaraAo1CKeiBy / aFRjZ5Ob + ey
eF4W3D7hfzq2SNY / mjJCXi1rSIXqWjim0q4ZuJAKpIyajxBU1Vita9R4YHD2SnzcvmC18m67d + c9
cjs9Ljg9Rbny / BcW13bHmVqJZJ5vVCgqdkWpr7YpBo7POvLHnn8qodS09084eZr6PUZIotLtp3uI
4Td8jDJ8UKxJ + 9JHKN6KCedPiBCkkl6zdfl55bigM7ajrFoLYGT60dc1QiMKebM3rXLxkfzc1Ipj
TG2Vq8csQeNleORao6mqkMKggjqMKHj9n5Z / O3QrnWJ9Hj8tIjpx02OWbVJWlCykqJDPM4VygpQH
jVuvWqSS5up12TOAJm6 / oxh4APR / Ki + cjp0Mvmmawa / kjrNb6dDLHFHIT0WSWaUutP8AJG / 3YuGX
mXnH8rLq01aXWlv4Dp99eRepp9j5dsrm5CrK0scj3EjFmeIbCR1ZNgWjY9RSbZvo / lfyWvl2O + 0T
TrLVJYraQWF3Bb2cczfDQRRsiQRxmqhKfDSnxb1OFFvLNbvba / 8AJ8dl + ZFk1lcWs08Vzdanbpaq
oDMtLKWG3kSUuE5pHE4MnAkErvirJvI / nbTdQ8xz6dZz6fDS4hi0yCxeNDNbCrEKiOeXCCKrKo + E
DcbYoevYq7FWuS8gtRyIJC96DqfxxVvFWOaLBLBqlo0ss / K6spGWF7qa4iIieH97xlA4yN6u / X27
4qyPFUr8xeZdI8vWC3upyMqSSpb28MSPNPNNJ9iKGGMNJI5AJoo2UFjsCcVpStvOXlq61j9DwXyS
aj6k8IhUMayWoUzrypwqnMV361 / lNFNJzihDXdvpg53t5FCPRjcPczKnwRUJert0Sla70xVhv5dr
Lrupar55upo7mLUJHsfLzxABF0q2lcRsOLuC00hZ2LAN0BoBQAJKcXPmTRNU8w3 / AJJid5L9LEzX
8sQglS2Wb4Y0lWT1KSMrc1V4ipHXrQlaYZdfkv5J0t4FOpwabaS + vGscthoYeSacKienJJZ7cFFO
KrV9uRO9RSeJlenflz5B + p2qyaRp2qS2rtJHqE1lYmUys / qNJWCGKNWL7ngq4aRaa6rr62dBFbXF
1G8bt9ZtUEyo60CoVUtIWeppRCooeRG1VCH0vzJA18umXsvC7ld47MOnF5PRUlw1CV5FUMg + zyU /
CPhbFUruks9a83rqc2oQnRPKiSerAWKqt + wq803MekVhi + w6sGRuYOxOJDfl088cYmQrjFj3MrN9
ZCxN / wCvH9REXr / WgwMXpcefqc68ePHevhi0MX / L3U / MWtDVte1GcHSNQuiPLtmqhQljDVEmcMiS
rJP1dJPskdumAJKYp5z0iXzhJ5Ut1kudSt4FuL6SH03itQ4JjS4PPmjyL8Sjh0I8cK0xrzPDrs3m
ueWwuLZLKKHhcQTR8pGmMLGNlbiaAOyE79BhQgdA1HW9P1 / SkvJ2lhuVWK9gjkBj + stSESgBYuSl
23qo + yKKN8Csk / NWzhv / ACPqGmT0EGoBbeWQzwW / AE8q87n931UChr16Yt2CEZSqUuh5E / c8R8k /
lH5EFzpkVt5mjstRju4WfSf0hayTzyW8xngW5jiVkkP7otFx4twruewICc8BGREZcY7wCPvovRPz
483S2umReVrNmjl1ZC + o3BgkmjSz5BPTZkNF9dqhqqw9JZKjocS1RDJI / PNjHD5X0mxt1v7nzBA4
t5NMZBYxRWsaieSORyoMalqRhalh0xtFMY8u6zZeVtNuoNVurfT7yFZZpbG0SRoh6ohjSWSP0IZF
IePio8G6nahQznypq899bwkxTyxy2sU41CSJoI35dPhko3J92AUGg + 1Sq8lWLnzbLr6SWeiOo1w /
ELa4o4WIBaSEwNcohUyChanxDcUyXCatzM3Z + fFDjnExjdX + Pcy / ypbeYILB / wBOiBb13BItmZ0o
EUfaZUNag9si4by3Uh + Zmlear + 80e20yOGNpm9Waw8xXEn76WrvSBbiCf4ELKkbLQkCnSqSXMya3
JOAhI + nbpHpy6Jj5VuPz8v7gzT23lvTLK7ugdRv0tNRiupFEEaidLa5 + ruXCoIqzb7AceK7jdxdn
reFi7FWLtqPk + z8 / pZrBAPNWqW5VpI0iNx9WgXnzlch2FjYgIvL7RXYUWuKsmkkjjQvIwRF3ZmIA
A9ycVeOx + d / MVvrVnfaxFDZ6BpFvIguYSedyHkjUIg5UkasaKwqqqalt + KlV6VrXmzTtJ0e21SZJ
ZhePBFaWkIVriV7hlAWNCw5FVJdqHZVJ7YqA8K / P3zZf6zeXFnpUkdxpfl6ZVf6tI8ga8 / d8hcMh
EMYDyLb0cN1kFVO2RLOIZn + QXlMR6XN5pvPVa4v2aPT0m5KI4I2YM6QsE9NpJGk6rUDoeJAwhEi9
Sl1bSobqW0mvIY7qCD63NA8iq6W9SvrMpNRHVSOXTbCxeWaj5s8zeaNOTy2LQQ3fm4yyW0EqJF9R
0RWALXqvJIzT3SCRFMNQPtr9n4gypmQ85eVNO8hS63pNxbjSdOtCbNJWNpH + 7LQQRn1FVoxJKnpo
eG / auKKYL + WLXU0PmP8AMi5ga8lIuvqErzR + nPFyEs / 1d + UqpCGhWOMlh8KAMKrUoTJL / P3mez8w
eXdI8x3NlLb6rpkySR29iLuSRUkeOeQR3Pp2Min0Id6qFEnwEkjcoZZ + TN3q0nlrzDeXbTPbyazf
TaNJcerIrWRSMwtEzcmki5cuJWo7L0pikVYtJdO8ywQ3upWl5FfQTgNFYSWek61drzVnUEp9WRGp
xLVRviH7Xw4SQ5OojgAHhmRPXir7KZFp2u2NroUt / ppmN0IEt4zNpd3pweechYpIY7xY2eJWHJlQ
uQO / ijddFp / FyAH6eZ9w3P7PNAa / p1xdDRPy3tLwwXN0qah5qubTmH + qIxZlLqYnVbuaNo + fKtBR
hRsBO66vP4uSUx9PT3dEz / MnVi8Nn5B0dVXVPMaG1IRo1Fpp9OM8xj5I5HpK6oEodjRgVGAuKGUa
rqWj + VfLct5ODDpmlwKscMfxOQgEcUMQJ + OR24xxrWrMQOpwoYJYaxfeUtCsby8tm1Lzx5zvFmks
PUoQZCZPSHqlXigtYCI12bi5VSTyqQyS782bkwebdPhk0XVdTt7wRRymxsGubf0vUVHEsiTx0 / vK
fEh699sNhy8OTAIETgZT6HipV8tee9GvbxbPSfy38yxXWmtxhiubSG1iiqokAL3V1HChC8WVSf5e
OC3Dpnt7az + a / KZhJv8Ay5c3gVgw9OO9tnikB / ZM0e / ChoSGU ++ FWFX35X6Jo9hf3 + o + efM5jtLR
pLyU6lykSKC2kjMipHFyqiT89h9oKd96ik28j0PT086eYJrGa8uRocbXEupanf3Ya + isYU5NLKEP
o25 / 3XUJx5 + rQ / EGAZPV / LWqWw1zR9RXS0fUdelubXRYT6dutnodufULCOPkDKGmq / j8Q5DuWKQa
Sn5yaXrt9a6BaaJ6k0Q9KOaLXzwXkxR5Jb4JCR8DKeMgPRgv7LEyJcvU63JmAEyNvKI + 4B7L5bl8
ySaRAfMkFpb6wtVuVsJZJbdiu3qRmVI3UP8AaCmpUbVOLhPI / Oem + dtK8yG5l1DTYNJvrlYLN7rW
tZjmMhmDRRuqyenCssQo6QpQ8SSePQMgQ9B8peWdFFtZ3f1671C8tOTrJJe6iyL6p5qPQuriYkKp
4r6lTSvSpGGkWlerfmF / uWHlxIbr69exI6FAIwsFxM8PNZEPMOiIZKbEKD8VVOKE38pebbnUdQn0
rUonttQjj9eGGVQJGjHESsTGWj4q8qhOjFd6dcVZXiqA183g0LUPqM / 1W + NtKLS5 / dn05ihET0l /
dmj02f4fHFMYkmg + cbT8lPPHna9ur / VdcMvp3Bis9Sup1meK3MjPyihjMshIorIJJYiAfs02wU2T
hKG0gR73vP5iXEVt5Q1C6mlWGC3jMskskhiReIJUkrDcs3x8aKsbMT0BO2FODIISBIEvIvKPy / 8A
zWs57VL + w0a31MW8yw6nqtuuqXl3FbsxZfjg0dQ5iR5GKVVR0qOVMF2yz5PElxUI + UdgyPzz5l08
M3myG8kt77SkfTvLauVNrNNqcAlM7RGh2mkiSLl6bPT92RQE1wlnl0 / BCEr + sX7t3kXl3yifNfmG
PQppGkvnuVa / lu5mnkjCQq8s03pPcI15xVeMiyqKtISFZuAg0W + rrS1trGyhtYR6dtaxLFECfsxx
qFWpPgBk2HN4xetc6x5lW11B1ibWfV1XWLoVMdv5ftXK2dtJMEubeMtxd5F58S6f5ZOBsnAwJBFE
Md1vz9o0 + jXdxpEavqHmRZrUaYE9WSPQbOF447RIgs5gkndgGj4 / zsB8IwMaYZpvlHzDdaouh30U
hbzDNbi31gyO0skMDh2WkBiT93QvKzIeatwpx40AS9v0zzJFYeUddi0RLbSfLGiRyw + XebzwzzQ2
QjNzdhzHdGS3DueLxRSclI / aNMkE45CMgSOLyedab + bXkC3dtc1TSvK0t1c3n1p7ieS5bUIxNJyR
1RdGEjcQPU596g1FRjbLLISqhW3R7N5J8 + 6j5num4adHFpvpCeK + U6gFkjdn9NomubC1hk5KENFl
qKmo + HFpIR0f5afl + kjyHy9YSySRtC7zwJMzRPTlGTKHJT4fs9OvicNLZYxYWnkPSbzUNbi0yz07
yx5ejS19VLTjJLeWziNXXinOcx0EUX2m5147nJEU7XIJafCI3WTJuaP8BGwPv5nydPq975V8o675
21Ktr5i1pPrEOlXxjK27IPTt4mSOROSxRlTOyuDxXkaGuQdWu / JjT9Qm0v8AxLr161 / retwwzWr3
EiyzR6eEHpcQFURiQku4j / dlviHWuIUphrQuvNHnq30JHdNB8v8Ap3utBQALi7PGW1tm + NX4Kv7x
vgaNxVTRlxQl1nqk2ta3qnn1eV / oPl + 3ntfLNhHC8cs1xxpdTpIQPUSfiscdOS03FGBxUqP + P / NG
uJe33l21Ma2kZspbO6MS + nqccsPrJUujNwSR1o4HxLQgE0woZn5U1XVr9L79IwNAYLmSO2LFCZIQ
7cJKIBxDDoDvtXviqY63rNjoulXOqXzFba1Tk9KciSQqotSByZiFXfqcVfPHnbVv8N6Jd6XNdR3H
mrzNK2teZ5F9W5a2hQI9vAUleMrHFEOQHrKV4KvFkauRZhV8s + V9OtNKfSLp57DUvMlkup + YNQjQ
xtp + i2RpR5G9SMvevC7MAnGRedVh3sVL0P8ALDS1vp9V89yWrWyahDHZ + XIZY5Y57fSrVAsSlZmk
p6jLzIApX4hUNUkIKb6nLdzWjstqLa / S7Dxs7 / AyJMqh2lUEL6sXVQK1JG / eTFNPLeoT3VjqtwZ5
JEjuZEt5GBfiI4Y1YIP2gsofb + aowKwPzBqd5q + j6pZ6rpK3cGqae / 1iSSQrAIl + EcfhVI2 + ISqS
/ Lb7Xw7FWW / lvbzQaY8ASIWdqBa28kJ + FlhZggCBQi8EKqSrGp6hSDUKwXVNUW51TUHgk8zeXHVR
+ / js5tStElZweEVu9rOJBI0h4if4QAPgXbEuXlwY4xuMxI91Efeq + Srby5puqnzHqt3r / mXX3dor
G8fQ9TtEiRYxC8awRQLCN3IZ5Phr0oVY4HFp7LhQg9Tt4L + wnszOsYnUoXAjcgH / ACZA6H6QcWyB
lE2LBDFNP / L + 4021kg07zZf2pl5PNLHDpYZ5qrwcgWgWiInDioGx8aHE22Zs + TKQZkyrvR1z5a1x
5w9v511KCNn5SxmLS5KJ6bLxiLWnwkuVerculAADi00e5ddXMvl / RBayapPq + o3TmG1uLs20czSS
nig / cR2kR41Ah3a + OIDlaTTHJPf6Y7n3D5 / cXz1 + YfmeybzaNF06eaTStCa8S4mmSWWGe4D87uae
WRI2Vluown22ULGzA1YYJGyuo1Es0 + KW3Sh0Aeq / kN5Kj0bSLjX9QPPVNWY / V5J3Ms0VnUFYxLKB
LxkkBkPxFWNGFK4gONIFlHnnX9Kh9DTb2VV050lutamIkaNLK3jaSRXaL4lL8ajtRSO4BmO92Oix
ShCWbkYfTy + rv351 + n3vG / Mesagnlazt9QaSDVPOMkd / q8c31Zra3s4AY9Ps + JLxcJeHLmlZOK0k
rUZW4Bsmy88s4p4kjvL5obSrSWstvKVRnBcoLgq0UUaqkkipJK3Es8jyAUVcCs8 / Ljy6dP0K1vYi
8nmjzhHc6VpGowPGzW9kjcZtR + tAtOkhRqpRmKbfDxWikIILPPy / 1jyrceZZr2wv47fQPL0J8v6L
pSID9l4 / Wv2MLSRqkrmgkAUMvxN9muEIIL1WWDTZpRNLHDJMqPEsjhWYRyU5oCd + LcRUd6YUcJVv
Wh / nX7xijhPckfm7zAdO04Q2kctxqF9yhs47cry58ak8yeKUG4JwgW5 / Z + k8SdyIEI7m / wAbvKdP
1W982eZbTyVaiyHlfTrg3mptHdM9zdw2yrGXuGHJJY7i5dnTieR4qx4d4k2WrU5TkyGXy8h026KX
nzXU86 / mC + iW1xHH5f8AL6sddvfXijpYISdS4AAzHm0a28ilShWo6PUAuOAhPKnnSaXzTrnn6WZL
Hy1pdittZaZKFgY + oiCysHJaT0qfbcKCquxP2dyqQkvkrzr5i1C4 / Q / ltfq + qeYWnl1 / XJBDDNPd
3TKfVhWON2hjtoWZ051Yct1qDRTT2rzFY3ui + VLPSfLENxdJbqIhBELeeVkFDV3up7UVruTzqd8k
G / THGJfvImQ99MXsPL2lWipbSeR9YaeNi8txp97a2ds1yVEjNDCmpwrGv7KniFFAo6DFqygGRMRU
eg5 / ayTSfNEmnImn2fkXVrJWlLXAQ6WUDSsvKeSUXpErOz1duTPsxb3DDgLzr84vP + ua / p2l6X5e
hn013jl1DUo509SeIIpEIZrS4e1 / dpyneOV24n0iVBrxBKiLEfLemX / mzzt9f8w3h2KOJE1TW3kY
QuLK0AVXMiQwGcF4vTWRJCtF5UNWGKaTjzT50vzoV1q0iTy615ulPo2VyVt7qy0Q3Dw2lrWCQSRi
6kVK8aqV9RiSdirT3fyzb6jaeUNPstWkguNTis0juVjJWIuEp6YLmRuK / Z5NUnqckx4TfJ5omq / m
fpEcyzeSZtahV2a1S91axuRyBIVh6NvzV3A2BTiOR5P2CTfRzNRnGXlCMP6oI + 8l6bouvapepGuo
aLNpcxQGZ5J7SaFZCisVRopTKy8mK1aNTt0Api4fCXnlzD540LVJtQ03STN6bx2sTRwrdmS3lkRH
9NZtYUqytGHV3VFCEclBDUSS5mXV5ckeGXK7 + kDf4BHXuu / nEIYI7W3jW6leROb6damINEpK + oy6
2zRpKUajcG2KjZvtBxOFGaX + Unk28uZNb81abZarr925luJJEmEmEKhmMgi + qzXeoQrR3YkI3EnemN
LRZBp / kD8vtOube6sdD062uLSVp7OSOGJTC7ghjDQfuwa9FoK79cNIosiEsRNA6knoKjFHCUv / RL
/ wA8P / В / m / FsEx5 / P8AYxXT / wAubyPzHLrkfmu / ubZ7qWZtKdlks1NHj9FVqSqxuzfCG6gd1xZe
N7 / n + xln6Lk / nh / 5En / mvDafGHn8 / wBjyP8AM3zRLpg1K5hnj9CW1l0 / TriNkhaKclfWuo2Y1Cwq
4q6N14ihqCqSKdnllHHpxE2Mkjfw6X + qvl14lYaPLfyR2sDI0JuVhGlKqCRWlkW3f0YShWdQOIIi
O6q55Esa1uq4n0trX5dMbu01WbzTe6Pa2Uac9O04rb2btCg + FYW9Q8OKh5Bk2zHIzPDEEn3 / ALHm
/ wCZut3dnbJa3IQXOu / Vr + aUn6vJ9U9cR2tsqp + 8qPimcCRKlQimr8QyPRzdfnjtijfDDz / i6l59
qHmPVL / Xp77V1knmmb6pAkyLBHZiFPVeM8HtoVRKqqBTKeKzH7R5ZG3X8SM8oeW9W1vzFa6H8ay3
U0LyTlVLJUepdmSRbZICwRHZkVz8blfULGuKOIITzx5g0rXdevb0XENlZ6TMbbSCBJ6zWduQSBFF
JbErPIGl / eB2YsgDdapKTJlP5S + WU80a7cQyoJNOaL1iSU4R / V7uH9wY0MUysWthQtVk67E4hHEH
0bc6VdT28sHOKL1UZPViUq68hTkjV2Ydjk2Xix8 / mx7yp5E1Ty3Je3V55jvNaE6IGj1FhJFEIh9u
NVAKs2 / KhofDAomCa3YZ + YfmyJdMvtVtbgATJJpGjXFvHKzeo9Td3UBhb1F4oFVJBUcyhwy22dlq
QcGIYjYnL1S8h0B + 33PJtM86zabpyaPpQktdRklW4m1KzmYysUiaGO3ZZWtyVQrI / FxWiqGoaZC3
WWEY / mRNJ8g3Wl6bcWj6hrV0s1 / dJKYysCTRQRwKg + rCSaZwzSog + KIMXbjQ42tjzRXm7VNIj0Wz
stIL6romnxfpC4u4HnaO4vbgFZyJJWXn6aNGifAoHqN3BolbHmzn8hfy + lEMfnC5JlZ4ZbTSBdwi
N1hM7mWYxg / A0rg02X4NuPckI4gO97L9UuvC3 / 4A / wBcKeOP9JQv9Ku7yxubQTJbG4ieIXNupSaP
mpXnGx5BXWtVNOuK + JH + k8i / Mi1vvInlbVbf9N3 + u3fmSGWBI9SmDLBGPglNsYY4uEjm4VEWtORX
oBTAV4weVvDJYLS6sxY2dn69q4VWYQPCnCYNS79IBxRXmUopfgVEBJFd4osJ / wCWdN0e08321pru
pQQabIDc6jZxWXO2VWj5SRyOI0dGeWIxNVm / uySxVhxK29V / Kyx1LzV5y1HzJdW66fpWncE0yxES
mEhogkCstZAj28KDksclBIxPQjCF4gHs31OX + aH / AJFH / mvCjxB5 / P8AYteHg0aPLArStxiUx0LM
FLUUF9zxUn5DFfEHn8 / 2Lvqcv80P / Io / 814r4g8 / n + xJfMOvRaKIq2k + ovLJ6bR6faGdozxDVlpI
vAUYUruewxXjHn8 / 2JVpvlYarrLeZIPMGqw + t6LyaFIyx20BX02MbW5HJSfSo / xnqwBxT4g8 / n + x
l / 1OX + aH / kUf + a8UeIPP5 / sYz5h / L + 91fVotSh8x6hphiWNBZWj8LRvTkLl2i + 0zsDx3bj0qp3BU
+ IPP5 / sZQlpIrqS0VAQdoyDt78jigzHn8 / 2InFqYL5e8928vna98qPaRaWtu100aSckkubk3DSFo
gVRTzhb126k8q7gE4qn / AJv1B7bSGt7aeKLUb91tbFZnROckjAMF57MQlTTv074QHO7PwiWS5AmE
N5V3D9r5t8 + 6vpuv67Bp2nUh0HSJk06G9Yt6Xp8mLSR0W59LncxCQNGAZESIAjqIE21Zs0skzOXM
sw / I3yHJceYJfMV6kSQ6TGLGKCKONo2uUoAqyfbpaxoifYXk3xeIxAaZF6T5 / wDMlpZwTW95a + rp
2nxrqOqsxWjQRtWOOHi6yeu0wXgAOop + 0MmNhbsNJDw8ZzcVHeMff1vaqrb4 + T5s1LXdX8wajqs0
hhe8X17mVHU3TcpXHq2kaui8VieH7Lsq + nCoqWeuVuAg4xBNeD66aX7QvS1WG1nVECKp5SepLNIo
qYpYWrwpIpJqKKU00TzG + ifW9NtbaOz / AEpbw6VaX09uYGS3YtNcQB0 / dOZWlA9aQ8ucpCt8GKKY
7c6rfOoaLVb24eyRomt5WnMREHFOccLu3xSonqcUZOI9IUapLKX1R + UPktfLPldDLbW0GoahwmnN
vCYXEQQCCGUsS7NEpI3 + z09zINZKc675pk06Z4Le1F3cKJD6JZo / hjtpLgsXVJepRUpTq30YUN + Z
dZuFtLW10pw1zqsht7a8RlKRH9qQmj1477Dv4dQQ52hwwkTOf0wFkd / k + ZvPGpDVLxp7JENpbR / U
dEgbjK6wC3D8 / q0SxTkMXkb7bBZHjBJPpgQJtqzZTkmZy5yNpBqYs2Q2dtbw / o + 5VFv7kCCO3aWY
yzcopDAkHpwqqufUVTSBaOyyLga1Zrr / AEedRNJawmV10y2uy7iK2MpRCERrpIR6sfRhIqj1qVq2
KovQ9Itde8w22haUyNr13GY4bqRUupLejs03qFmia3pG8sr + mpRjIAAGHEKH09 + XWqnUPLsBtbVo
tDtY4rXR7yaZZLi6hgQRNLNGqgRHmhFORJ6nj0yQYFGa55rs9HvI7e5jIEqqY5GPFXdywVFJHGo9
P4qkUqPHYoRug6vFrGlw6hEjRpNXijBlYAEj4ldUdT7MoI74q + XPzM85jzLrN5rKSzR6Y8qWmlwq
GiuXS3JX4FWa0uGQO5nPGN6MVX + UiJbAGGA27T3V8LpJOVEsUS4S7Ls0aVVGhrcH07UO8g5BhSKM
sWVVwJV + bJZwR28rrqF / 6NvDbTIsvrSHjbxKkcnCZ4T6SIS8bVSKv2n5FV9geRvKlr5W8s2ejwHm
8Shrqbp6kzAc29h + yo7KAMmGslNdThuptNu4bSX0LqSGRLeagbhIykI3EkA0behxQ8y1DzbpaLb6
RrV7fW + ozxl4rltOvbMyskiCsRki4clMiA8WJFemK0y / yDN5mm0 + 6fWrdreFp + WmJNxW4EHBVInj
VECN6is3U / a7ADFWF / mN5ytdL1 + TSv0imk3q3VrqBuLm2a4iktjB6bIgRZG5h5 / 8nbo3XFU // KXU
RqOn6hdRzteQrOIFvmVkEzLWQlRITJRRKFq25IxVnmKuxV2KrZZYoozJK6xxr9p2IAHzJxTGJJoP
EtN8jXPm / XLubV9O1DS9LuLs3JFhqVrNZmUxAmWaNWo8zsvF5I1YCvAD4C4WU8coGpAg + bKfN1hr
r2y2VhamwuLsJo + ipZ0rZW / IG4u0ljX / AEceivBGC1RuHTfEubKcY4uGBJ3uR5e4fDd8 / wCkaLfT
eaG0eK5hvryQiztrmz5PAbm5V5VlRiYZVg5RsydFKxJRgOJMHDfVejaH / hnypb6To8K3MljAVgid
2jWSUksxZ3MrKGdi25OTC4xEyHEaj1PN45 + a97qttJp + jzTTwy3si3 + uXhDPbvKwEccHCPk8iwRi
vBUP7x4SKtSgkXL1eQSI4RWOO0fdfP5vMdb0TXdLjtmvNGn0eG9cx201za20VhbvKoiKjnFHGEC8
pHaTiWWIcywauRcRL7eNY0haCMNE8EXL91GUJuX3WVoDxaVSybUrx9Y / zHFK + 8t + bHUFQjT7iS4W
K4pctDLIzrX0RbpbE8mueKRrBG6 + oORJUclDLvya8mXHmLznBKXt107R3W51MWkccccjcmMK8CJV
kjuvtB + MYeFUKgdFIUl9L + ZrvUbPRZrnTzF9ZiaMgTuscZUyKHBdyqr8JNKnJMYwMjQFl5z5c8n +
ZLjUvVEUFpasblpr36wLqjXKMskaxwyKKn1eS86iu53VQysoGPMUp675Y80Nps2jRWyLq + sCbS7S
7Q7QacQ0k9zI / pyqjsXWLY14kEBuBwnls7HNliMMceMkx5y6eru936beMa55Gv8AylcT2FtpPqXG
nSKLvULWSWTebmsTSenHOyGVAFWEcQC0J41NcrcC0ngvbNmM139X / R5nc6XB6CcU + qlBan17ZFo /
GKnpmD1G9Nqg8jVSulvGBOn6Vy9S3dp5IlMCmiw8SIWlVnb4TQStQn9 + GY8hiqd + RLDVdQvYtNW8
uLZNZj9O7uXl9OlkwMjSSO0quYpYrjnwjuHAeTbcEBSIk7AW961p7Ky0caVo9 / HpujoFt7KW1uPS
4oYwA0JiKtI4nNWHKrbgnemTa5wlE1IUUbpek2OtPbp5gDahNA6TabLMzpLSOEBnkWMQKH9Qlqca
Co2GwBYpB + c2oReX / Jv + G9Js7gRaszLd3SkyQwRO45JO8peounPo8fAseg3iWyMDV9Hz7f8AoQxn
Uvrs9ut4fVuryzjSeX0XMygxrcyxm2kJbn6dQVLpuPhrFKvaXSW2pWdrJPIkMavBFcxSo6R8HkjH
xp / fcVjoankOMR3KswVep / kF5XF75mufMZ + si10mJrGNLpAON3zeOSGNi8vMW0MaRtInEO255tVs
IYyL6AyTBIPPeiX2t + Vr3T7F3S7kUND6cwtmZ0IZVEzRXIj3A39NvuxBpu0 + eWKYnHmPIH7Dswjy
v5I / NHT0tbOTXZbOxhYmb0r60u5d7huRIm0Yepyhpx + NKEdOuJtOfPLLLilufl9zOtE0DWdNvpZr
rzHfaxayx8RbX0VkvCTlXmj2lva9tuJBxaXm + q + V / P8Ab + bpr + 1l8tx6RPNJHdS6guozmNZ / jLvD
PcLbs3IBVEZUValKCoJJLmZNfknjGORHCK / hiOXmBbL9O0vz3a2IstO1ry9EET / R7e30meOJQZam
QImoftIT8IFOXfIuGzG2W5WBBcyJLOPtvGhjQmvZGaQj / gjhQqYq7FUBr1pNeaLe2sBKzSwusREc
cp5U2pHMVjbfsxA9x1xZQmYkEGiHhltoX506ZPJaafeaxp0M / GWCSPStAlLO3JONwYbj0o1RqSUW
vwlqnkVABJbsueeQ3MmXvLPvy40z8zWa7l836ncSWDmWGPTL60so5mjdi8cqz2F1OFIDlGDDoBQC
lShqEqNhPbS38leU7u7it0WznvTDPPFGkjLSvoQcURSigceKgDCic7ZOCCAQag7gjFihdQ0rTdRR
Ev7WO6SNg6JKodQwII2Ox3APzA8MWcZkAgdWN / md5d8weYfLq6Xos620zTJNJJIFKMIjWNWr8XwS
lZvh + 16fA7NiUwA6mnk / nr8mre3vNO0TywEl1CWyaaSzRfTWH6slWkWZX9SL65N8Chv5pqSLXI0g
F5jrmi6vpN9617ps9lM8BS2mvoJLN5GjRas1xL9YXlxnFC8hrJIFYjgahL6j / KzyOfKflmOG7WNt
avD6 + q3CJGhaUkkKTGNwnI0HJqVIB40yQDAlPfNGiDXfL99pJkEP1uPgJWEpVTUEEiGS3kpUfsyK
fcYUwmYmwaLzzy / + UXmzS5mr5hhaITVY8tcdpoWCcyyvq5jik2KVCt8IXfqMFJlMnmyHQ / y7vrDU
orq51qeaGBvUjijm1JnL + oGpJJe39 / yjKqFKBVB3PfZpjaD1vyF5HbzOmp6neQpefWFvp1ubgF3B
5CONkmLqYiUNKBSPTQA0QUabTOJjyovJ / wAzPIlrP5va08v6V + iINTUQWN1aopW7lm5SryLH0 / Rl
mUAqahI4RxX94q4CF4CBfRhXmq0tNIsH0q8nVb / T5QDCFto1Fw4KCFJYzJGXi6cmEZLiboARgYvU
/ wArPIkN / wCRL3XpEVb / AFBZodCuL4w8mhdSeSGdb5LdZZSaKI34gdGBpkgyhllCQlE0Qm9h5L / N
iDSE07TtTggAeVqpeadLFGzcvTLxfoJQ6H01oQVYcjtQYd1y5pZJcUyZHzZbp / kDW4LGaRfMd3Z6
vN6revHDpUyLK6qiSMY9OszLwVBsQNvh4FKLVaP8y + Z / LEdtPpeoTWc854Qy22oSC0hkWcMkjLLK
pRwqCTl6fLoV64pjIg7IJfKn6P8ALGq6D5bgGm3F885 + sJI0rKk + zzKWMHCRlHwqp4o1DuBjTMET
lZPC8r8y / k3baJo2kXUk7R + cdXvY9OZLQQG3YztK / wAHqrEU9MBGDnkRwWOnEnI0j7nu3l7RbLy5
5fs9KgkZrawiEYllZndj1ZmZizEsxJ65JrJVLbXbK5knEHOSCCg + tIA0byB3SSJApLl4mSj / AA0q
aAlgwVVS8z / pw6RKmimNL16r6siNIEQqeTBEkhZmHajYqwbTn12a2jOomBruezgkkCO9VaMObhuf
Jwyo70QcjQk1buCrPLHzBp17efVIGJl9P1f2aca8exPfavT3wK8 // NKZoPJ + s20C20byTyBYrp1h
jk9UlnNWDVb4i4AFWp74qhPyn842U / 8Ah4QTPC98mncJ4o9gjW8SKQpVVjNOlF69QKA4q9dxV2Ku
xV2KoCHU7ZdWn06WWlyeMsMZVwDGyUoHI4FuUbniprTemKoq8mkgtJ5o0EkkUbOkZbiGKgkKWo1K
+ NMVeA695nufMsk + p3Fkks6xLAlrEOHKFZHb0vUcyhq + p8RIUVUGgpuoe6aDfTX + k291NaPZSSAg
20pJZQrFRUsFY8gKio6YpRFzfWdrx + sTLFz2UMaVxVWVlYVU1GKtenH6hk4j1COJeg5cQa0r4b4p
s1XRhd5D5RHm27n8wSw3F5IiJGLloWtraKAhok4mjIzGflych5m4ht1XGkyI6M2xYoPU9X0 / TIDP
eTCONaFvEKWC8qeALDFXhvmHVNQu9a1Z4NVnn0 + YfWbe0i1eZJIg4Dem1osnqLsS4XitKU / ycVeh
/ lxe6lFDJpc93LqiWlusnrtKtyQ7fF6fr7fEeVVVz9jidt8VYleeZTc6zNcRM80Fzcc1nQROYIQU
dVlWWSMnYU + Dl4DahwoZZ + WmqxTvdaayqDal5rNR6T8Y5XLSlWj / AGWlY / cewBIZAmqSfzD5R8m6
bbz6Bp19Z6LqOs3Ful47wP8AvLUSiQ28aRtHGnrMAr / stVyVJJx4b5OwhpMuaJyRgeEDp5c04 / MX
Wr3RI7WKCIQad6YMd66uLW2kiPFfVeOOTgTzQIHZQ24Bri65hXlb82dUl5GyEGq3s8v + npDDfSzA
CQIZ0ghhdhAqGvLk3b9r4cVe06kZBp9wYmZZFjZlMa83qBX4VqtT4CuLKEeIgd7ANasdQ882q2EF
tZ2 + jrIjXFxq0c7z8wHokdrC9txavh5 / rh3SfhNcS36jTHFKiYy9xtmuj6THp4kVpEeeWSaVvTUx
rSWZpNkZ5DX4viPLc7gKDxC4yKvXhggku5IGna2RnVY09SUgDkVjUfEWPHoOuLZjiZERBqz1ND4p
db65DqlhI8MFzbupQGG5iaGUMX2HBvirReXyIPfCRTPUac4jRMZf1Tf3MYm8veb4bq4li1F9Qku5
ZhaWwVbFbSKaWKSMytG49ZYPRYcmjZzyp9lmwNDIfPH6bXy7cTaLb3F3qEAMkVnaXEdpLNRWBQSy
xzKK1 / lrXpi3YMohKzGMv63L9DA7G5 / MXlZC / wDIBv7u39aGPVr7VbYzoJnlSRVkiiLrRNkk4LVG
P2SaMkpz5BkmZACPlHl + lmHlHTtcsdUv2v8AQrLTkvVjlkvbLUp7 / wBSSFVhjjkS4t7ZlIjX7S1G
3ji0vOvOKXs2vTrquiz6hp8bXUgmuJNVKKUVJSga20h0WM0MY4SvyWtCWoMSXKyagTgI8EBy3A32
+ PXqyHyk2v2ltDLoXkTSbaNZpLWeVb26tp0WItzc / W9MglkDMlF3NSRUgVIDis30O + 80XE8ya1pU
GnxLHG9vNb3f1nmzs4eN1MUJRkVUJpyX4qAnjUlU4xQ7FXYq8f8AM41rWPNl1caXpFxd3Vncwx2j
apY3KafNZrbSRzQfGkaM3rzMyu9B4ScdsVet3YJtZgoLEowCgBiTQ7cWoD8jikHfd4b5W87 + TfLt
5dwta2d + 8t0XheKbRUlS6ZeYRph2F3UsU4RLtQimygEpIcvUzxSrw4GP + dd / Y9F0D8zbDzBqX1TR
tMu7 + CORI7vUbebT5LaD1EMkbSFLoyFWQcgUQ9cFuIQ808 / fmBDqQt5L6STS7i1hlhuILeKWZo5 /
UUsvKRYI34SW5RkJVmrTiCaYUIj8tNa89JrOntJHql15bvxaxW1xPA5jEYiBaVxEZUiYyuyyVNNu
wAopel + eL + 8tWsESMtbTyBTKsLy + m4YEmRlNEQpX4j064QHI0 + lOUSIMRwi9zXyY5beUPM9zJDd6
i0U8cTpdW8YuFaSCQcyG3trUrzjkKuC52 + EbFjgceUaNM / 0VJ4tPjS5URzcmBSobox7gkdBihLfP
FhZXGg3EtyJ / 3Crx + qm69WhlRiqJaBpXZuAAAVq9KUJxZ4 + G / VyeZaPoXk6XTIrjVY / MEkkDJcRS
wRa5cqwuO62725iXg9U / dxh6CrAV3WzPHHfoJrzpm / l / VPy / 8sW00Ft9a0a1uJZZ57jVkv4I5JUr
6sr3GoAbkL9pm + IU67YtNPPkutOvtWvtWsbFvMdosxhleJ9SltiJpd5YZrDTJEuCnh5 + LsD3bbHi
cvNqROAjwQj5gbn7WceV9a8ySabFLo3lazt7aNVS6hkm1CxuGKxjj6a32m2pm + ItV2bpvWppgcSm
Sat5P0jVdQjvryS89aEUjSG9uoIRtSpihkSNiOoLKaHCkSIFMh2aHydYalNpU0 + tTSQxI8ldb1aN
WESlWcsk4XkeJ5fFvStK40i078u + TdDvrL66L / XZPUBiPq61qW6oy8aenPH04faoGNW5VrjS2yO1
8s6Vb215bBrq4gvwy3Md3eXd2KMOJCfWJZfTFD0SmKHjf5lfl1 + VvkzQdU8waf5WtLmexktpTYTy
3L28rPIkFXiMpWqpO / EAU5GpBOAhkCU18k3vkK61CJLry7pOli6SwhjMMUcds1xeW3riBI1rA0oZ
BRlqzKyr0AqaRZeu3yWj2ksd4Fa1kUpMrCqlX + Eg / OuKHmieW / ymfVrq0tfLmizaaUVr6E2ESSrO
7SqHVpCooiowCiMUqSrfs40m0807QPyli1J7Sw0vTYruSWS2a1it1SMywBTIoiCiKqhFqQP448Ll
S0eaMOMxPDQPwPJOrbyl5O0m / m1m00izs76URpLdRQxo59OqR0IAoaPxqOo2PQYuLbz / AM032tWv
nO51y4uHm0S0090eztpZGlt1a4Dmb0l4V5rFX4QzVWi / Z3UMp / LLzJca7ps90FuZbByktpf3KSRe
ozl1ljjjl5OFjaOu8jbsQKAAYqx // nIm7Nv5OslZp / Qlv4xPDbSGJpAkckiqx4uCA6K26ncD54qv
/ IDU2vvLmpArcRrb3UMUcF0VMkcQsbf0lqqRKf3XHcKK9d + pVeoYq7FXYqg9Zt3uNLuYUCs7IaK4
kKmm + 4iIft + zvizxzMZAjm8E0jzT + BegKbOBdJjkuR9bDT6Z5jkP1e3iUzgR + nJKCjONn4b / AOUx
CgkuRqdTLMbl9lB6h5Bv / wA0L2e4n8zjTP0cZJY4Ut7e9s7lOLtwfjdD94jJx7LTxJBBQ4ppHzfl
b + XM0l3I / lzTw97A1rcskCITE7MzBeAXgWaQlmWhPc7DGlso3S / I / kzSbuO80rQrCwuoRII57W2h
hceqFEh5IqmrBACcK28485abqMnnZr2bQbfWIbJ2kt7Se0vvSlJjCqXuIbK5g5 / vvh + 30K7ENRLl
eLi8Ph5PX / O4v0Mj0jzx5s1GSO10zQbWoWWi3LaxYRIsMnpqvqzaT6asQP7s0YdqjfA4tIXzv5J1
vzxp0dn5i8taPPHCshgpq94rxSsGCukiWCj9lPtIereFGVBpBQ / 845flhe6ap1by7DaanP6RvPqV
5eTRr6LAiOGScqyxlVCniinjsKbHGk8TI / K / 5Nfln5YJfSNBt0lJY + tPzuZAHIPBXnaRgo4igHz6
knGkWWX3Ntb3VvJbXMST28ylJoZFDo6MKFWVqggjscKEhj / Lf8vUso7EeWdLNnFUxwNZ27ICQQTR
kO55tv7nFNq3mq + Og + U728sLSFl0 + HnFbMY4YVSMgmpd4Y41VRWpdQvXFni4OIcd8PlzfN3lOb8u
NN1aS9j1DWNAnVlSJItf0MJb28FSkHpz3ktwBzZ0MbctjgZ5RG / Tdeb1XyHqn5o655ufVY9Usrny
Mn7l4XNu80oZXkWWBrR7kclLRqebqGWpCnZitJDJvO3ni98uanZwx2rXVrOFEojtNQuHDMxAo9pB
cINhUK25ocOzlYI4DA8ZkJdKoj9DCfMklpf63cTadZ3s90xkAafS9ah4mMiopaOxmjah5j8bNTvT
YY24lJ9 + X3my1sNOnsroXtz6HNnktNK1hohNExS5SPna8f7wfZjZqmvfctpplKeZ01ry9d33l1bj
1kiD2z3lleWoeo5KyJcQI8ilf99q3tiyxkCQ4hY7nhvmDy9c + a1j1PzXo / q6rHJLEZraHU9LeZ5x
DbW0cjHSPWuDGRzikYBFb4WBXAW / UZMcjeOPAPfxMi8o / k3d6Fq0VxL5aivfqktncWF1Nrjssc8I
KiVYYdPsQxQf3jSqzHsDVsXHejax / i / UtBjifTI4LqW4kjvbNJo7hGt42fg3qP6FFmVVP2SVLAFS
ORwsSkOjeWWg1T9HxaHdabpyBYkuppVmUmKELEV4vPLwQNxHKUDrsN8VS / zJ + Unmq / 8AMcl5pvmH
VbG0fgbeSPXLiOK1kCgFodO + pyoV + Hjwa5oyk7jBTIFPr / QdY8seS9TWLXNW1p1KzxTXMqi5hSMA
ssclpZXEpViu49F9jsOpwjZtwZRCYlwxl5Hl + hjvljzdrVoLLT7fy8s93qVxza8vU1a3eW4keQy +
rO2jxx + pAIRVn4clWoAoKpK58gySMgBHyHJ6Fol75ylvZIdd0mys7b0 + cN1Y38l2C / ID03SW1tGB
pvyFRi0vJ / PepeaZ9WNh5n0i21XQ0uZXsoW / S9uFYhvTJns9OlVjHHzqFkbkBXY0xJcrJkxSgBGH
DLbfiv37ebNvLOmecND0i5fT9BsBcXTxNFZy6tcsqJFHHbRqrvYK6IsMQbiylq1r8ROBxdmc2zXL
QIbmNIpz9tI3MiA17Oyxk / 8AAjChUxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KtNx4nlTjT4q9K
e + KoG4 / QPrP9Y + q + t6sXq + p6fL1qfueVd + dPsd / DFUcvGnw0pU9PGu / 44q3irsVdirsVdirsVdir
sVdirsVdirsVdirsVdirsVdir // Z
uuid: 93899c8a-db5f-f448-b79e-57de56ffd0fcxmp. сделал: 14707db2-8955-41bb-b4ba-16b816f88c0duuid: 5D20892493BFDB11914A8590D31508C8proof: pdfxmp.iid: 09b2b655-1c75-4c1c-9f14-dadb3c9df6cdxmp.did: 09b2b655-1c75-4c1c-9f14-dadb3c9df6cduuid: 5D20892493BFDB11914A8590D31508C8proof: pdf
сделал: 14707db2-8955-41bb-b4ba-16b816f88c0duuid: 5D20892493BFDB11914A8590D31508C8proof: pdfxmp.iid: 09b2b655-1c75-4c1c-9f14-dadb3c9df6cdxmp.did: 09b2b655-1c75-4c1c-9f14-dadb3c9df6cduuid: 5D20892493BFDB11914A8590D31508C8proof: pdf
 pdfadobe: docid: indd: aeaeb068-7616-11e4-870d-8822be0ae756uuid: 04afe539-7325-764c-8911-9f64613143ff
pdfadobe: docid: indd: aeaeb068-7616-11e4-870d-8822be0ae756uuid: 04afe539-7325-764c-8911-9f64613143ffPrintTrueTrue124.81000011.000000 Дюймы
 106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf
106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf 106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf
106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf 106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf
106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf 106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf
106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf 106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf
106; PS 2.000; hotconv 1.0.70; makeotf.lib2.5.58329FalseMyriadPro-Regular.otf 000000100.0000000.000000
000000100.0000000.000000 00000095.0000000.000000
00000095.0000000.000000 00000030.00000095.00000030.000000
00000030.00000095.00000030.000000 000000100.0000000.0000000.000000
000000100.0000000.0000000.000000 00000040.00000065.0000000.000000
00000040.00000065.0000000.000000 0000000.0000000.00000089.999400
0000000.0000000.00000089.999400 0000000.0000000.0000009.999100
0000000.0000000.0000009.999100 0031000.003100
0031000.003100Библиотека Adobe PDF 15.00
конечный поток
эндобдж
3 0 obj
>
эндобдж
31 0 объект
> / Resources> / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageC / ImageI] / Properties> / XObject >>> / Thumb 110 0 R / TrimBox [0. T & J $ ΖXW1 + d) Y ׅ V [X4Uk [bWkc
T & J $ ΖXW1 + d) Y ׅ V [X4Uk [bWkc
ٮ% l4P} jo = d1P? ‘Z ܝ (ī; /; 6_? WC.zAnf n] VGUb NI 滿 ́
Материнские детали станков
Когда дело доходит до технологии высокоточной обработки, лучше подходит кондукторное растачивание. Так говорят сторонники вековой техники обработки.
В начале прошлого века инструментальное растачивание использовалось как лучший способ проделать отверстия. Но с тех пор эта технология превратилась в более универсальный вариант обработки.
Обычный кондукторный расточный станок — это станок для растачивания высокоточных отверстий.«С более качественными обрабатывающими центрами вы можете добиться допусков в 20 мкм в рабочей зоне. Но когда вам нужно выйти за рамки этого — до 10 мкм, 5 мкм или даже 2 мкм — вы попадете в царство координатно-расточной машины », — сказал Том Долан, вице-президент по продажам и маркетингу компании Mitsui Seiki USA Inc по продажам и маркетингу. ., Франклин Лейкс, Нью-Джерси
Производители пресс-форм используют координатно-расточные и координатно-фрезерные станки для обработки отверстий с допусками более 5 мкм по круглости, перпендикулярности и прямолинейности. Изображение предоставлено Mitsui Seiki USA.
Изображение предоставлено Mitsui Seiki USA.
Для достижения требуемого уровня точности координатно-расточные станки спроектированы и изготовлены таким образом, чтобы они отличались от обычных станков. Например, по словам Долана, координатно-расточные станки имеют компоненты, изготовленные с более жесткими допусками, чем обычно, а также улучшенную жесткость, термическую стабильность и способность гашения вибрации.
Более того, кондукторно-расточные станки созданы так, чтобы сохранять свою точность в течение длительного времени. Долан сказал, что для джиг-бурильного станка нет ничего необычного в том, что он остается исключительно точным в течение 20 и более лет.
Из-за своей высокой точности координатно-расточные станки используются для изготовления деталей для станков, поэтому их часто называют «материнскими станками», — сказал Долан. Другие области применения включают изготовление деталей для аэрокосмической, оборонной, оптической промышленности, а также для производства пресс-форм и штампов.
С другой стороны, координатно-расточные станки не предназначены для высокоскоростной обработки. Долан пояснил, что хотя он намного более точен, чем типичный обрабатывающий центр с точки зрения возможности позиционирования, растачивание — это более медленный процесс.
Тем не менее, производительность координатно-расточного станка в последние годы возросла благодаря технологии управления. Пятнадцать лет назад, сказал Долан, посетители производственного предприятия, на котором производилось координатное растачивание, не удивились бы, увидев только ручные координатно-расточные станки или, в лучшем случае, станки с простым управлением MDI (ручной ввод данных). Однако с тех пор координатно-расточные станки с ЧПУ стали нормой, сказал он.
Еще одним важным достижением является так называемый координатно-фрезерный станок, в котором технология координатно-расточного станка вышла за рамки традиционных функций сверления отверстий и легкого фрезерования.
Хотя его можно рассматривать как специализированный тип фрезерного станка, обычный координатно-расточный станок имеет пиноль или переднюю бабку, которые не могут справиться со значительной боковой нагрузкой, возникающей при нормальной работе фрезы. Однако кондукторные мельницы обычно не имеют пиноли, но все же могут выполнять задачи с координатно-расточным станком и фрезерные операции, которые выходят за рамки возможностей обычных координатно-расточных станков. Эта способность выполнять более одной задачи может устранить необходимость перемещать заготовку с одного станка на другой, экономя время и повышая точность детали.
Однако кондукторные мельницы обычно не имеют пиноли, но все же могут выполнять задачи с координатно-расточным станком и фрезерные операции, которые выходят за рамки возможностей обычных координатно-расточных станков. Эта способность выполнять более одной задачи может устранить необходимость перемещать заготовку с одного станка на другой, экономя время и повышая точность детали.
По словам Долана, кондукторные фрезы
могут выдерживать более жесткие допуски, чем обычные фрезерные станки, хотя, возможно, и не такие жесткие, как у обычных координатно-расточных станков.
Не желаете идти на компромисс в отношении точности? Тогда рассмотрите 5-осевой координатный фрезерный станок Yasda YBM-Vi40. «Станок может выполнять 3-, 4- и 5-осевое фрезерование с той же точностью, что и традиционный координатно-расточной станок, производящий прямолинейное отверстие», — сказал Стивен Превити, менеджер по продукции Yasda компании Methods Machine Tools Inc., Садбери, Массачусетс. , импортер станков Yasda в Северную Америку. Более того, добавил Превити, «ни у одного кондуктора нет такой конструкции шпинделя, которая выдерживала бы боковую нагрузку, как у Yasda».
Более того, добавил Превити, «ни у одного кондуктора нет такой конструкции шпинделя, которая выдерживала бы боковую нагрузку, как у Yasda».
Функции повышения точности Vi40 включают жесткий червячный механизм и систему теплового вытеснения, которая обеспечивает циркуляцию масла с регулируемой температурой по корпусу машины для минимизации теплового смещения. Кроме того, производительность машины повышается за счет более чем 400 часов ручного соскабливания, сделанного для обеспечения точных движений машины, — сказал Джеффри Джонсон, менеджер по проектам форм и штампов Yasda компании Methods.
По словам Джонсона, Vi40 может выполнять сложные работы с использованием дорогостоящих деталей, изготовленных из таких материалов, как титан и инконель, при этом сокращая количество брака и трудозатраты. А при изготовлении форм он может устранить необходимость в «очень трудоемких» электроэрозионных или шлифовальных операциях.
.