Болт М10 виды и их применение
Дата публикации: 15.02.2017
В огромном разнообразии крепёжных изделий или метизов основное место, пожалуй, занимает БОЛТ. Давайте разберемся, почему.
БОЛТ — это крепёжное изделие, представляющее собой стержень с накатанной на него наружной резьбой (полной или неполной) и головкой (часто шестигранной под гаечный ключ). Соединение деталей между собой производится путём накручивания гайки на резьбовой конец болта или путём ввинчивания болта в резьбовое отверстие в соединяемых деталях.
Применяется болт в различных областях: в строительстве (в том числе и в дорожном), машиностроении, автомобилестроении и приборостроении, в мебельной промышленности, в быту. В связи с широким спектром применения было разработано несколько видов болтов, отличающихся по форме: анкерные, рым-болты, болты откидные, с шестигранной головкой, с фланцем, с полукруглой и потайной головкой.
Анкерный болт был разработан для фиксации достаточно тяжелых элементов. Специфическая конструкция и технические характеристики анкерных болтов позволяют использовать их в таких сферах применения, как монтаж кронштейнов для подвешивания кондиционеров, крепление ограждений для лестничных пролетов и т.д. (Есть в наличии в наших магазинах).
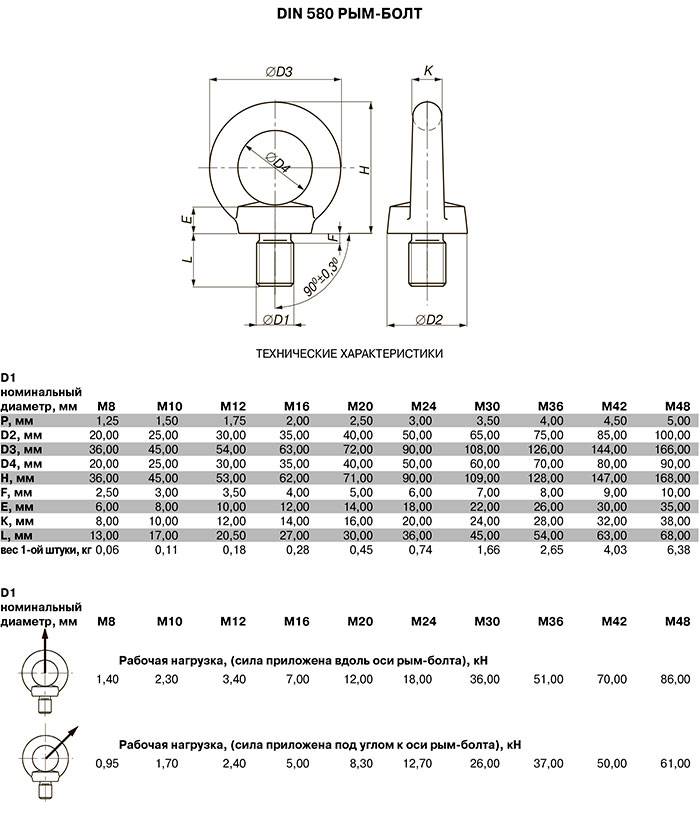
Рым-болт представляет собой стальное кольцо, жестко соединенное со стержнем с нанесённой резьбой. Широко применяется при транспортировке грузов для закрепления тросов и цепей, а также при такелажных работах. (Есть в наличии в наших магазинах)
Откидной болт внешне напоминает обычный болт, где вместо шестигранной головки присутствует кольцо. Применяется при такелажных работах, а также в качестве элемента шарнирного соединения в узлах промышленного оборудования. Они часто используются в быту, например, для подвешивания гамаков или козырьков над входными дверьми. (Есть в наличии в наших магазинах).
Болт с фланцем отличается от обычного болта тем, что его шестигранная головка соединена с шайбой в одно целое. Считается, что соединение таким болтом более надежное и прочное, так как, благодаря фланцу, нагрузка распределяется на бОльшую поверхность и болт выдерживает бОльшие нагрузки. Кроме того, с помощью болта с гладким фланцем можно получить практически герметичное соединение, что очень важно, если необходимо добиться того, чтобы под головку болта не попадала жидкость. Если же фланец имеет зубчатую поверхность, то применение такого болта увеличивает надёжность фиксации деталей. (Есть в наличии в наших магазинах)
Болт с полукруглой головкой чаще всего применяется в мебельной промышленности. Полукруглая головка плотно прилегает к поверхности соединяемых элементов, и ее гладкая верхняя часть не несет опасности получения травмы, что очень важно при изготовлении предметов мебели, которыми люди пользуются ежедневно. Конструктивной особенностью такого болта является наличие прямоугольного «подголовка», который фиксирует болт в отверстии при накручивании гайки. (Есть в наличии в наших магазинах)
(Есть в наличии в наших магазинах)
Болт с потайной головкой похож на болт с полукруглой головкой наличием у него «подголовка». Применяется этот болт тогда, когда есть необходимость скрыть головку болта. Чаще всего используется в машиностроении и мебельном производстве. (Есть в наличии в наших магазинах)
И, наконец, классический болт с шестигранной головкой. Это тот самый болт, на основе которого были «изобретены» остальные виды болтов. Шестигранная головка позволяет выполнять соединение при помощи гаечных ключей разного размера.
Зачастую такие болты можно купить в комплекте с шайбами и гайками. Применяется болт с шестигранной головкой в очень многих областях. (Есть в наличии в наших магазинах)
Понятно, что для каждого вида болтов существует свой стандарт. Так, например, один из самых востребованных болтов, болт с шестигранной головкой, должен соответствовать требованиям, указанным в ГОСТ 7798-70.
Для производства болтов используют среднеуглеродистую сталь разных классов прочности с последующей термообработкой и нанесением защитного покрытия. К высокопрочным болтам (востребованы в тяжелом машиностроении, мостостроении, монтировании ж/д узлов и т.д.) относят болты, сделанные по классу прочности выше 6.8 (6.8, 8.8, 9.8, 10.9, 12.9 ).
К высокопрочным болтам (востребованы в тяжелом машиностроении, мостостроении, монтировании ж/д узлов и т.д.) относят болты, сделанные по классу прочности выше 6.8 (6.8, 8.8, 9.8, 10.9, 12.9 ).
Как показывает практика, очень часто в совершенно разных областях применения наиболее подходящим становится болт М10 (есть в наличии в наших магазинах). Причиной этого скорее всего является оптимальное соотношение размеров болта М10 и максимальной нагрузки, которую он способен выдержать. Это соотношение способно удовлетворить потребности как автомобилистов, так и строителей и изготовителей мебели. В ГОСТ 7798-70 указаны следующие размеры болта М10:
- номинальный диаметр резьбы: 10 мм
- шаг резьбы: крупный 1,5 мм, мелкий 1,25 мм
- размер «под ключ»: 16 мм
- высота головки: 6,4 мм
- длина болта: от 18 мм до 200 мм (для болтов с длиной менее 40 мм допускается изготовление резьбы до головки)
Стандартный болт М10 с шестигранной головкой неизменно применяется в автомобилестроении. Из-за постоянных вибраций, переменных нагрузок и толчков здесь необходимы болты с мелкой резьбой. Например, болт М10х1,25х100 применяется в креплении выпускного коллектора автомобилей КамАЗ и автобусов ЛиАЗ (есть в наличии в наших магазинах, смотрите каталог). А болт М10х1,25х40 применяется в креплении карданного вала автомобилей МАЗ или КРАЗ (есть в наличии в наших магазинах). Учитывая условия эксплуатации, такие болты должны обладать высокой прочностью, а значит изготавливаться из стали с классом прочности не ниже 6.8, а также обладать хорошими антикоррозийными свойствами.
Из-за постоянных вибраций, переменных нагрузок и толчков здесь необходимы болты с мелкой резьбой. Например, болт М10х1,25х100 применяется в креплении выпускного коллектора автомобилей КамАЗ и автобусов ЛиАЗ (есть в наличии в наших магазинах, смотрите каталог). А болт М10х1,25х40 применяется в креплении карданного вала автомобилей МАЗ или КРАЗ (есть в наличии в наших магазинах). Учитывая условия эксплуатации, такие болты должны обладать высокой прочностью, а значит изготавливаться из стали с классом прочности не ниже 6.8, а также обладать хорошими антикоррозийными свойствами.
В строительстве болт М10 также находит широкое применение. Например, болт М10х50 с полной резьбой (всегда есть в наличии у нас, смотрите каталог) применяется для соединения между собой металлических листов (металлическая кровля, бытовки, гаражи типа «ракушка» и т.д.) или узлов металлических конструкций (каркасы для декораций в театрах или открытых сцен для различных развлекательных мероприятий, игровые и спортивные комплексы для детских площадок и т. д.). Болт М10 обладает всеми характеристиками для обеспечения надёжного износоустойчивого соединения, особенно если речь идет о безопасности и прочности конструкций в местах большого скопления людей, где он с успехом применяется.
д.). Болт М10 обладает всеми характеристиками для обеспечения надёжного износоустойчивого соединения, особенно если речь идет о безопасности и прочности конструкций в местах большого скопления людей, где он с успехом применяется.
В каких магазинах можно купить болты размера М10 в Москве?
Болты М10 купить в Москве не сложно. Существует большое количество продавцов, в магазинах которых можно купить этот один из самых часто используемых, ходовых болтов. Например, существуют крупные, оптовые продавцы: к ним относятся базы заводов металлоизделий и склады строительных магазинов, расположенные преимущественно в промзонах Подмосковья. Также болты М10 есть в магазинах крупных строительных рынков. А ещё можно, изучив каталог крепёжных изделий, купить болты М10 в интернет магазинах. И там можно заказать болты, произведённые и в Сингапуре, и в США, и, к примеру, в Китае. Но несмотря на то, что качество китайских товаров очень сильно выросло, и в 2016 году Китай стал мировым лидером в поставке тех же электромобилей на рынок Европы, а количество изобретений превышает 1 000 000 изобретений в год (для сравнения: в России всего 45 000 изобретений за тот же период), мы традиционно используем болты российского производства, сделанные по старым советским ГОСТам.
Изменения ГОСТа произошли только с анкерными болтами (в 2012 году) и болтами с шестигранной головкой (в 1994 году). Основной проблемой, с которой сталкивается покупатель зарубежных болтов, является даже не цена, а тонкости доставки и растаможивания зарубежных товаров, в данном случае болтов. Впрочем, если вам надо купить всего пару килограммов болтов, эти проблемы вас, скорее всего, не коснутся. И заплатив за покупку и доставку из того же Китая, вы получите всего через месяц-другой ваш заказ по цене ближайшего розничного магазина, если не дороже.
Мы предлагаем просмотреть наш каталог и выбрать необходимые вам крепёжные изделия, которые гарантированно высокого качества и всегда в наличии. В наличии имеются болты М10 с фланцами и ушками, с шестигранной, потайной или полукруглой головкой и другие. Мы доставим ваш заказ быстро, оперативно и по отличной цене.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.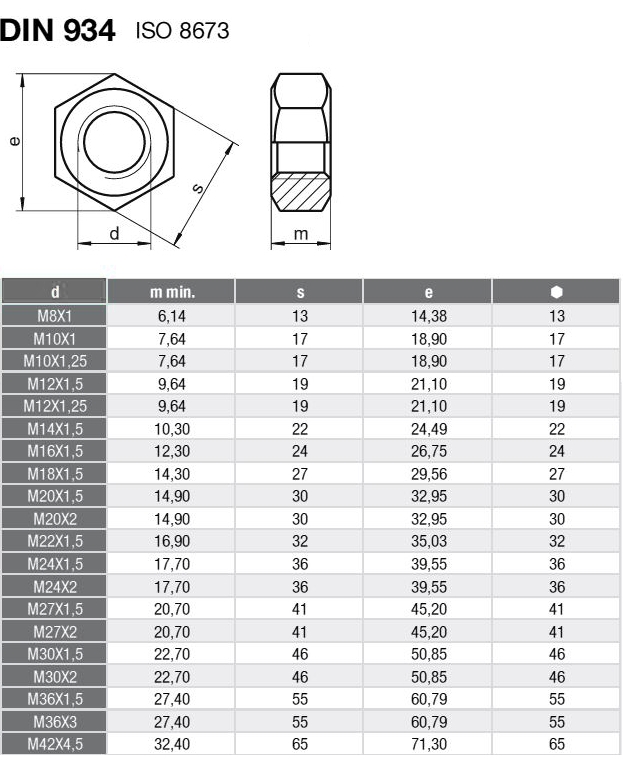 traiv-komplekt.ru обязательно!
traiv-komplekt.ru обязательно!
Просмотров: 12237
15.02.2017
Какой диаметр стержня подобрать под наружную метрическую резьбу?
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Рекомендуем прочитать
Основной шаг резьбы м10
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Давайте подробнее рассмотрим его особенности.
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике «резьба М10», диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя – на болте или шпильке;
- внутренняя – в гайке или теле детали.

В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг
Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.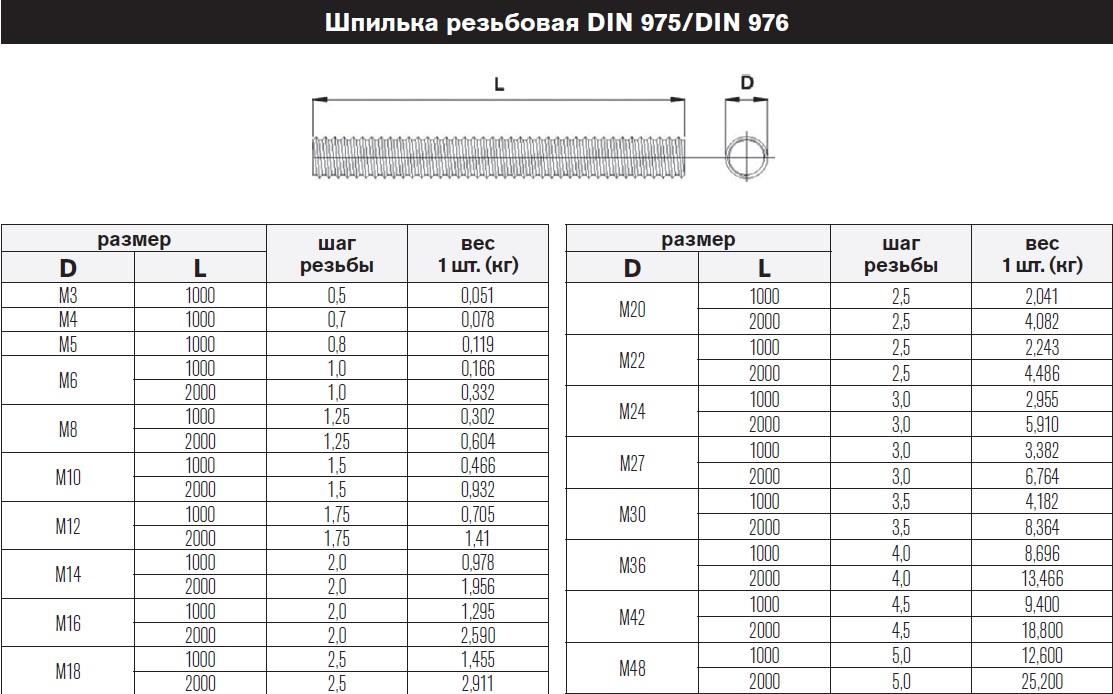
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0. 06 06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0. 75 75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0. 27 27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.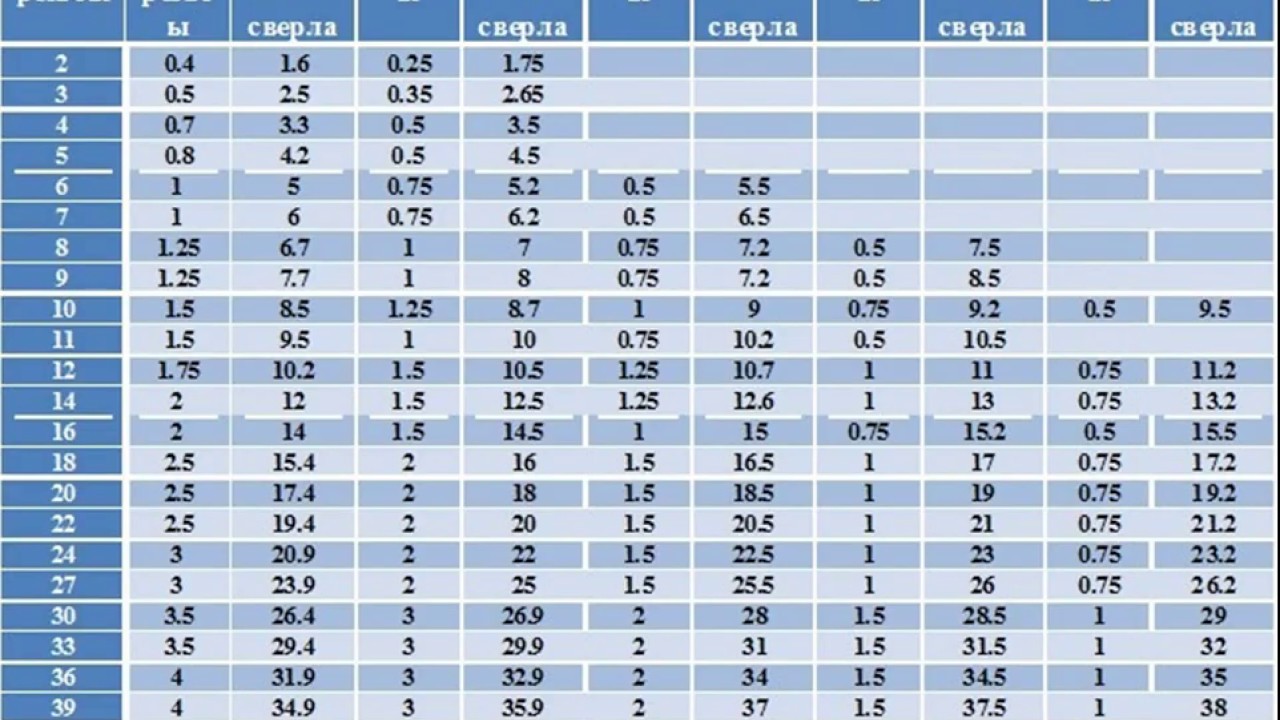 5 5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4 Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб.
* метрическая — Профиль по стандарту DIN | ||||||||||||
 диаметр резьбы под гайку
диаметр резьбы под гайку диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла. -
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу. -
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь. -
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
 При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 4
4
 35
35
 8
8
 75
75
 5
5
 5
5
.jpg) 5
5
 5
5
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 2
2
 5
5
 4
4
 9
9
 5
5
 5
5
 5
5
Мелкий шаг резьбы — описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
Резьба имеет ряд элементов:
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.
Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Со склада вы можете приобрести следующие виды крепежа с мелким шагом резьбы:
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805
Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | — | — |
| 1,2 | 0,25 | 0,2 | — | — |
| 1,4 | 0,3 | 0,2 | — | — |
| 1,6 | 0,35 | 0,2 | — | — |
| 1,8 | 0,35 | 0,2 | — | — |
| 2 | 0,4 | 0,25 | — | — |
| 2,2 | 0,45 | 0,25 | — | — |
| 2,5 | 0,45 | 0,35 | — | — |
| 3 | 0,5 | 0,35 | — | — |
| 3,5 | 0,6 | 0,35 | — | — |
| 4 | 0,7 | 0,5 | — | — |
| 5 | 0,8 | 0,5 | — | — |
| 6 | 1 | 0,75 | 0,5 | — |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 2 | 1,5 | 1,25 | 1 |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 2 | 1,5 | 1 |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 2 | 1,5 |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
Внутренняя метрическая резьба.
 Расшифровка и способы нарезание резьбы.
Расшифровка и способы нарезание резьбы.
На сегодняшний день в машиностроении часто применяется внутренняя метрическая резьба. Резьба служит для свинчивания изделий. Внутренние резьбы нарезаются на станках токарной и сверлильной группы резцами, метчиками, раскатниками (пластичным деформированием). При нарезании внутренней метрической резьбы метчиками необходимо помнить, что диаметр нарезаемой резьбы от 1 до 52мм. Метрическая резьба имеет профиль резьбы 60°, а так же внутренняя резьба делится на резьбу с мелким и крупным шагом, глухая и сквозная. Более подробно поговорим ниже.
Расшифровка внутренней резьбы
М10х1,5-7Н
- Профиль метрической резьбы равен 60°.
- М10 – означает что резьба метрическая диаметром 10мм
- 1,5 – это шаг резьбы
- 7Н – поле допуска резьбы (большая буква говорит о внутренней резьбе)
Если в обозначении имеется буква L, то резьба левая.
Нарезание внутренней метрической резьбы метчиками
Метчики бывают нескольких типов: для сквозной резьбы, резьба в упор (специальные метчики), машинные метчики и другие. Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Нарезание внутренней метрической резьбы резцом
При нарезании внутренней резьбы резцом потребуется определенный навык и знание. Как и для метчика сверлим отверстие под резьбу, выполняем фаску на шаг резьбы. Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Непроходная сторона резьбового калибра допускается завинчивания максимум до 1,5 оборота. При нарезании резьбы скрытый брак не допускается. Требования к резьбе по обработке или точности могут изменяться в зависимости от предприятия, тогда основной ГОСТ будет изменен на ОСТ или ТУ данного предприятия.
Дополнительный материал
- Метрическая резьба
- Инструментальные материалы для изготовления режущей части резьбонарезного инструмента
- Таблица диаметров сверл под нарезание внутренней резьбы с допусками стандартизированные ГОСТ 16093-81
- Виды брака и способы его устранения при нарезании резьбы
|
| |||||
 76
76 2
2Размеры метрического болта
| Атланта Род и Производство
На главную> Размеры метрических болтов с шестигранной головкой
** Все размеры в миллиметрах **
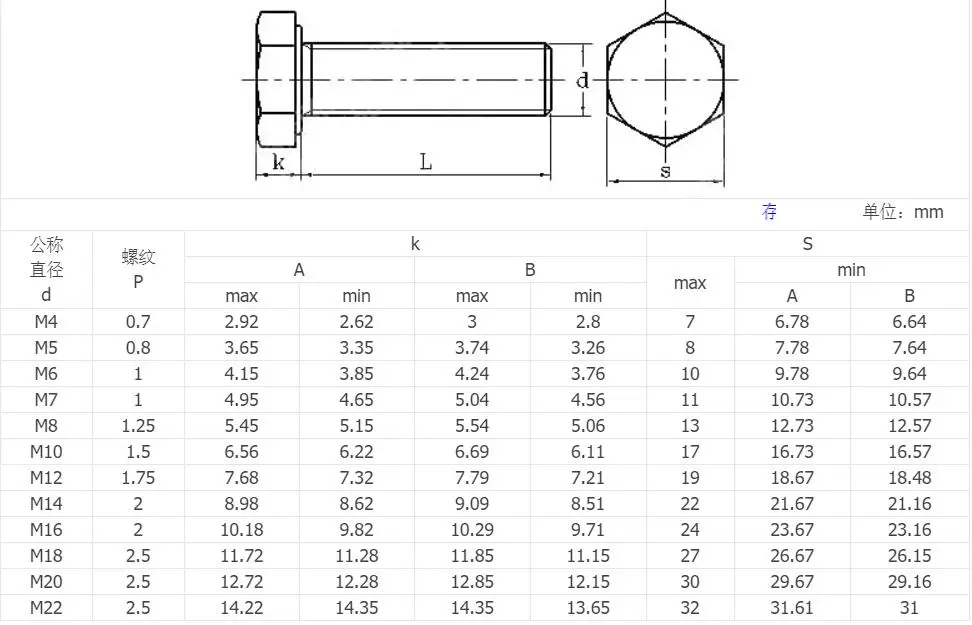
| НОМИНАЛЬНЫЙ РАЗМЕР (D) | ДИАМЕТР КУЗОВА | ТОЛЩИНА ГОЛОВКИ | ПО КВАРТИРАМ | ПО УГЛАМ | ||||
|---|---|---|---|---|---|---|---|---|
| D (МАКС.) | D (МИН) | H (МАКС.) | Ч (МИН) | F (МАКС.) | F (МИН.) | C (МАКС.) | C (МИН.) | |
| м10 | 10.00 | 9,78 | 6,63 | 6,17 | 17,00 | 15,73 | 18,48 | 17,77 |
| м12 | 12,00 | 11,73 | 7,76 | 4,24 | 19,00 | 17,73 | 20,78 | 20,03 |
| м14 | 14,00 | 13,73 | 9,09 | 8,51 | 22,00 | 20,67 | 24,25 | 23.35 |
| м16 | 16,00 | 15,73 | 10,32 | 9,68 | 24,00 | 23,67 | 27,71 | 26,75 |
| кв.м | 20,00 | 19,67 | 12,88 | 12,12 | 30,00 | 29,16 | 34,64 | 32,95 |
| кв.м24 | 24,00 | 23,67 | 15,44 | 14,56 | 36.00 | 35,00 | 41,57 | 39,55 |
| м 30 | 30,00 | 29,67 | 19,48 | 17,92 | 46,00 | 45,00 | 53,12 | 50,85 |
| кв.м 36 | 36,00 | 35,61 | 23,38 | 21,63 | 55,00 | 53,80 | 63,51 | 60,79 |
| м42 | 42,00 | 41.38 | 26,97 | 25,03 | 65,00 | 62,90 | 75,06 | 71,71 |
| кв.м 48 | 48,00 | 47,38 | 31,07 | 28,93 | 75,00 | 72,60 | 86,60 | 82,76 |
| кв.м 56 | 56,00 | 55,26 | 36,2 | 33,80 | 85,00 | 82,20 | 98,15 | 93.71 |
| м64 | 64,00 | 63,26 | 41,32 | 38,68 | 95,00 | 91,80 | 109,70 | 104,65 |
| м72 | 72,00 | 71,26 | 46,45 | 43,55 | 105,00 | 101,40 | 121,24 | 115,60 |
| кв.м80 | 80,00 | 79,26 | 51,58 | 48.42 | 115,00 | 111,00 | 132,72 | 126,54 |
| m90 | 90,00 | 89,13 | 57,74 | 54,26 | 130,00 | 125,50 | 150,11 | 143.07 |
| м 100 | 90,00 | 99,13 | 63,9 | 60,10 | 145,00 | 140,00 | 167,43 | 159.60 |
Узнайте метрические размеры болтов
Другие записи блога
Гайки и болты являются важными крепежными элементами, критически важными для безопасной сборки машин, оборудования, мебели и многого другого.В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
BS3643 Части 1 и 2
BS3643 определяет пределы и допуски для калибра резьбы ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, в которой представлены принципы и основные данные для спецификации метрической резьбы ISO.
и BS3643, часть 2, содержат табулированные диаметры и допуски для крупной и мелкой резьбы на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размером «M», например: M3, M8, M12. Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Вот пример спецификации метрического болта: M8-1.0 х 20
Эти характеристики болта разбиты следующим образом:
- Буква «M» указывает на то, что в этом болте используется метрическая резьба.
- Число «8» обозначает номинальный диаметр стержня болта в миллиметрах.
- Число 1,0 — это шаг резьбы болта, то есть расстояние между резьбами в миллиметрах.
- И последняя цифра, 20, — длина в миллиметрах.
Но очень часто можно встретить метрические болты, указанные так: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Если размер шага не указан в метрической спецификации болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация метрических болтов включает определение шага резьбы, но если это опущено, то предполагается крупный шаг. Метрические крепежные детали доступны либо с крупным, либо с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают варианты с очень мелким шагом резьбы.Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они более близко расположены), чем сопоставимые болты в британской системе мер.
| Метрическая грубая | Мелкая метрическая | Метрическое сверхтонкое |
|---|---|---|
| M1.4-0.3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| M3-0.5 | ||
| M3,5-0,6 | ||
| M4-0,7 | ||
| M5-0,8 | ||
| M6-1.0 | ||
| M7-1.0 | ||
| M8-1.25 | М8-1.0 | |
| M10-1,5 | М10-1,25 | М10-1.0 |
| M12-1.75 | М12-1,5 | М12-1,25 |
| M14-2.0 | М14-1,5 | |
| M16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| M20-2,5 | М20-1,5 | |
| M22-2,5 | ||
| М24-3.0 | М24-2.0 | |
| M30-3,5 | ||
| M36-4.0 |
Метрическая длина болтов
Длина метрического болта измеряется и определяется точно так же, как дюймовые болты и крепежные детали в дюймовой системе. Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
| Стандартный № | Описание |
|---|---|
| DIN 84 | Машинный винт с цилиндрической головкой и шлицем |
| DIN 85 | Винт с цилиндрической головкой и шлицем |
| DIN 94 | Пружинный шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разъемная стопорная шайба |
| DIN 137B | Шайба пружинная волна |
| DIN 315 | Гайка барашковая |
| DIN 439B | Шестигранная гайка крепежного винта, готовая шестигранная стопорная гайка |
| DIN 911 | Длинный шестигранный ключ |
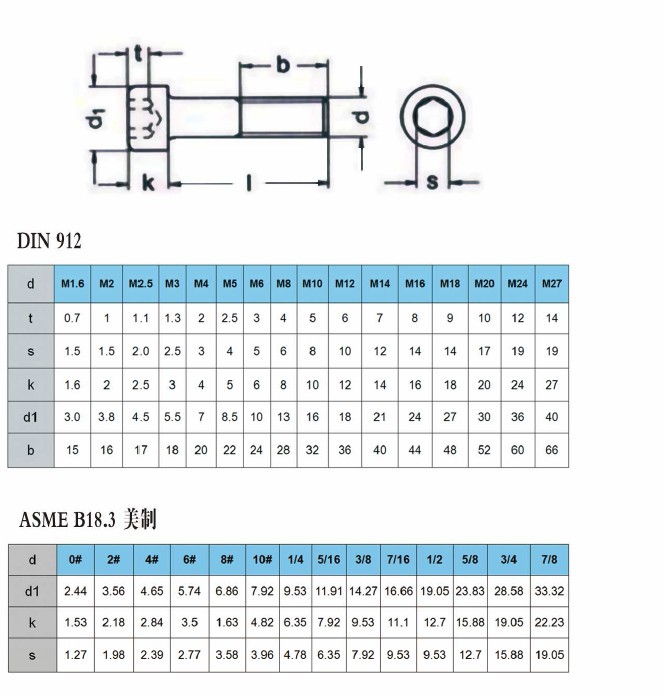
| DIN 912 | Винт с внутренним шестигранником |
| DIN 916 | Установочный винт с внутренним шестигранником |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Шпилька с двойным концом |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Машинный винт с плоской головкой и шлицем |
| DIN 964 | Машинный винт с овальной головкой и шлицем |
| DIN 965 | Винт с плоской головкой и крестообразным шлицем |
| DIN 966 | Винт с овальной головкой и крестообразным шлицем |
| DIN 975 | Стержень с резьбой |
| DIN 980V | Стальная шестигранная стопорная гайка |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка муфты штока |
| DIN 6797A | Внешняя стопорная шайба |
| DIN 6797J | Внутренняя стопорная шайба |
| DIN 6912 | Винт с шестигранной головкой и низким внутренним шестигранником |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Гайка шестигранная с фланцем |
| ISO 7379 | Винт с буртиком под шестигранник с головкой под торцевой ключ |
| ISO 7380 | Винт с шестигранной головкой и головкой под торцевой ключ |
| DIN 7985 | Винт с цилиндрической головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой и плоской головкой |
Размеры отверстий для метрических болтов
Определенный диаметр метрических болтов на самом деле немного больше фактического диаметра стержня болта.Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычтя шаг резьбы из метрического диаметра болта. Например, болт M8 со стандартным шагом крупной резьбы 1.Для нарезания резьбы 25 мм потребуется отверстие диаметром 6,75 мм. Но если бы у болта M8 была резьба с мелким шагом 1 мм, тогда диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также малых шагов резьбы и соответствующих им размеров резьбовых отверстий.
| Размер | Просвет мм | Шаг резьбы (стандарт) | Сверло для нарезания резьбы (стандартное расстояние) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| M5 | 5.5 | 0,8 | 4,2 мм | ||
| M6 | 6,5 | 1,0 | 5,0 мм | 0,75 | 5,25 мм |
| M8 | 9 | 1,25 | 6,75 мм | 1,0 | 7 мм |
| M10 | 11 | 1,5 | 8,5 мм | 1,0 или 1,25 | 9,0 или 8,75 мм |
| M12 | 14 | 1.75 | 10,25 мм | 1,5 | 10,5 мм |
| M16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| M20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| M30 | 32 | 3.5 | 26,5 мм | 2,0 | 28 мм |
Размер стандартного гаечного ключа и шестигранного ключа
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный ключ правильного размера или шестигранный ключ, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных ключей и шестигранных ключей, которые подходят для наиболее часто используемых метрических гаек и болтов.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| M5 | 8 мм | 4 мм |
| M6 | 10 мм | 5 мм |
| M8 | 13 мм | 6 мм |
| M10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| M16 | 24 мм | 14 мм |
| M20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| M30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно необходимых вам крепежных изделий, помните, что мы здесь, чтобы помочь.Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Это сообщение было добавлено 19.06.2020 Пятница
Как идентифицировать метрическую резьбу
Метрическая резьба имеет много общих характеристик с британской резьбой, поэтому следует проявлять осторожность при попытке их различать. Во-первых, если метрическая резьба соответствует стандарту DIN 7631, она будет иметь фаску 30 ° на наружной резьбе, как и у наружной резьбы BSPP. Для фитингов в порте метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179), с той лишь разницей, что они имеют резьбу.Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. Также существуют различия в уплотнительных поверхностях различных типов метрических фитингов, которые могут создавать трудности при попытке идентифицировать.
Для метрической параллельной резьбы измерение наружного диаметра резьбы штангенциркулем в миллиметрах (мм) даст показание точного размера резьбы, но не шага резьбы. Например, показание штангенциркуля 12,03 мм указывает на то, что, скорее всего, это резьба 12 мм.Однако мы до сих пор не знаем, составляет ли это шаг резьбы 1,0 или 1,5 (или какой-то другой шаг).
Эти шаги необходимо предпринять, чтобы убедиться, что вы успешно определили правильную метрическую резьбу:
- Определите, является ли резьба параллельной или конической
- Определите шаг резьбы в мм с помощью калибра для резьбы или штангенциркуля (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры)
- Определите наружный диаметр резьбы (наружная резьба) или внутренний диаметр (внутренняя резьба) с помощью штангенциркуля.
- Найдите наиболее близкое соответствие на соседней таблице (внешний диаметр резьбы и шаг объединяются в «выноску резьбы», например M12 x 1,5, указывающую на внешний диаметр 12 мм с шагом 1,5 мм)
- Если имеется уплотнение или угловая уплотнительная поверхность, используйте их, чтобы определить, какой именно тип метрической арматуры он имеет, в таблице на следующей странице.
- Чтобы упростить этот процесс, попробуйте Adaptall’s TGK (комплект калибра резьбы).
Таблица спецификаций метрической резьбы
| Обозначение резьбы | Шаг резьбы (мм) | Наружная резьба O.D (мм) | Внешний диаметр наружной резьбы (дюймы) | Внутренний диаметр резьбы (мм) | Внутренний диаметр резьбы (дюймы) |
|---|---|---|---|---|---|
| M8 X 1.0 | 1,0 | 8,0 | 0,315 | 6,9 | 0,272 |
| M10 X 1.0 | 1,0 | 10,0 | 0,394 | 8,9 | 0,35 |
| M10 X 1.5 | 1,5 | 10,0 | 0,394 | 8,4 | 0,331 |
| M12 X 1.0 | 1,0 | 12,0 | 0,472 | 10,9 | 0,429 |
| M12 X 1,5 | 1,5 | 12,0 | 0,472 | 10,4 | 0,409 |
| M14 X 1,5 | 1.5 | 14,0 | 0,551 | 12,4 | 0,488 |
| M16 X 1,5 | 1,5 | 16,0 | 0,63 | 14,4 | 0,567 |
| M18 X 1,5 | 1,5 | 18,0 | 0,709 | 16,4 | 0,646 |
| M20 X 1,5 | 1,5 | 20.0 | 0,787 | 18,4 | 0,724 |
| M22 X 1,5 | 1,5 | 22,0 | 0,866 | 20,4 | 0.803 |
| M24 X 1,5 | 1,5 | 24,0 | 0,945 | 22,4 | 0,882 |
| M26 X 1,5 | 1,5 | 26,0 | 1.024 | 24,4 | 0,961 |
| M27 X 2.0 | 2,0 | 27,0 | 1,063 | 24,8 | 0,976 |
| M30 X 2,0 | 2,0 | 30,0 | 1,181 | 27,8 | 1.094 |
| M33 X 2,0 | 2,0 | 33,0 | 1,299 | 30.8 | 1,213 |
| M36 X 2,0 | 2,0 | 36,0 | 1,417 | 33,8 | 1,331 |
| M42 X 2,0 | 2,0 | 42,0 | 1,654 | 39,8 | 1,567 |
| M45 X 2,0 | 2,0 | 45,0 | 1,772 | 42,8 | 1.685 |
| M48 X 2,0 | 2,0 | 48,0 | 1,89 | 45,8 | 1,803 |
| M52 X 2,0 | 2,0 | 52,0 | 2,047 | 49,8 | 1,961 |
| M60 X 2.0 | 2,0 | 60,0 | 2,362 | 57,8 | 2,276 |
Если вы определили, что фитинг имеет метрическую резьбу, вам все равно необходимо определить, какая это версия или тип метрического фитинга.
Метрическая резьба и методы уплотнения
Трубные фитинги DIN
Как упоминалось ранее, трубные обжимные фитинги DIN имеют коническое горло 24 ° на внутренней стороне фитинга с наружной резьбой, что должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки принадлежит фитинг, изучите гайку трубки: большинство производителей указывают серию и размер трубки на самой гайке. Система, используемая для этой маркировки, сочетает СЕРИИ ТРУБ с ТРУБКОЙ O.D, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, совместите внешний диаметр трубки с метрической меткой резьбы (размер резьбы и шаг резьбы в мм) в таблице, чтобы найти соответствующую серию и размер трубки:
Таблица совместимости компонентов трубок DIN для сверхлегких (LL), легких (L) и тяжелых (S) условий
| Серия трубок | Трубка О.D | Метрическая Резьба Выноска | Трубная гайка Номер детали | Резка Кольцо Деталь # | Пробка для трубки Номер детали | Крышка трубки Номер детали |
|---|---|---|---|---|---|---|
| LL Extra Light Duty | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1,0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L Легкий Duty | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 42 мм | 12 мм x 1.5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2,0 | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 5202-35 5202-42 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S Heavy Duty | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1.5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2,0 | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-38 | 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 5202-30 5202-38 | 5203S-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S-20 5203S-25 5203S-30 5203S-38 | 5204S-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30 5204S-38 |
Фитинги Kobelco
Фитинги Kobelco по сути такие же, как и метрические трубные обжимные фитинги 24 ° DIN по стандарту DIN, однако все размеры резьбы Kobelco имеют резьбу 1.Шаг 5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, находятся в списке ниже.
Таблица совместимости компонентов Kobelco
| Серия трубок | Трубка Н.Д. | Метрическая Резьба Выноска | Трубная гайка Номер детали | Резка Кольцо Деталь # | Пробка для трубки Номер детали | Крышка трубки Номер детали |
|---|---|---|---|---|---|---|
| л | 22 мм 28 мм 35 мм | 30 мм x 1.5 36 мм x 1,5 45 мм x 1,5 | 5201L-22-30X1,5 5201L-28-36X1,5 5201L-35-45X1,5 | 5202-22 5202-28 5202-35 | 9248-22-30 9248-28-36 9248-35-45 | 9249-22-30 9249-28-36 9249-35-45 |
Komatsu Фитинги
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотняются через коническое седло 30 ° / 60 °. Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (GB китайский).
37 ° / 74 ° и китайские метрические фитинги с плоским торцом
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании в соответствии с китайскими стандартами. Что определяет эти стандарты, так это то, что они оба используют североамериканский стиль уплотнения, но с метрической резьбой. Сюда входят методы уплотнения торцевого уплотнительного кольца (ORFS) и седла с развальцовкой под углом 37 ° (JIC), однако резьба UN и SAE заменена на метрическую и не соответствует традиционному шагу резьбы во всех размерах.
Метрическая коническая резьба
Если у вас метрическая коническая резьба, нужно пройти те же начальные шаги для определения шага резьбы, что и для параллельной метрической резьбы. Также аналогично параллельной метрической резьбе то, что измерение наружного диаметра покажет фактический размер резьбы (т. Е. Измерение 18,01 мм означает, что это, скорее всего, резьба M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить внешний диаметр в третьем ряду резьбы от конца фитинга.
Метрические / дюймовые сравнения // Юго-западная сбытовая компания
МЕТРИЧЕСКИЕ КРЕПЕЖИ
Гай Авеллон
Нравится вам это или нет, но метрики никуда не денутся, и скоро мы все переведем в метрики. Томас Джефферсон инициировал реформу в свое время, и мы говорим, что «показатели приближаются» с 1975 года. За исключением автомобильной промышленности, больше ничего не изменилось.
США — последняя страна в мире, которая не является исключительным пользователем метрической системы во всем.Мы используем метрическую систему на протяжении десятилетий в фармацевтике, фотографии, химической промышленности, оптике и даже в свечах зажигания.
В качестве единицы измерения длины все основано на метре со сдвигом десятичной точки влево или вправо в зависимости от того, идет ли значение вверх или вниз.
Итак, если метр равен 1,00, десятая часть метра равна дециметру на 0,1 м, сантиметр (см) — это одна сотая метра на 0,01 м и миллиметр (мм), или одна тысячная часть метр равен 0.001м. Следовательно, 1000 мм = 100 см = 1 м. Числа остаются прежними, только смещается десятичная точка. На самом деле это похоже на подсчет сдачи. Следующая единица измерения — 1000, выраженная в километрах (км) или 1000 м.
Интересный факт, связанный с метрическими единицами измерения; все единицы веса, длины и объема связаны между собой. Куб размером 10 см с каждой стороны имеет площадь 1000 кубических сантиметров. Если бы куб был наполнен водой, он вмещал бы 1 литр (1 л или 1000 мл на миллилитр) и весил бы 1000 г (граммов) или 1 кг (килограмм).
Метрические стандарты
Еще несколько десятилетий назад не существовало соглашения о стандартах на метрические крепежные детали из Франции, Италии, Германии, Англии или Японии. DIN (Deutsche Industries Norman) разработал самые полные стандарты любой страны, но по-прежнему существовала потребность в унификации. Была образована ISO (Международная организация по стандартизации).
Стандарты DIN были изменены в соответствии с рекомендациями ISO. Соединенные Штаты координируют свои усилия с ISO через ANSI, Американский национальный институт стандартов.Хотя небольшие отличия все же есть.
Обозначение застежки
Во-первых, при заказе или указании размеров метрической застежки перед всеми метрическими застежками стоит заглавная буква «M». Затем, аналогично тому, как идентифицируются крепежные детали дюймовой серии, указывается диаметр с шагом резьбы, длиной и классом прочности. Например: M12 x 1,5 x 50, винт с шестигранной головкой 10,9. Это говорит о том, что диаметр составляет 12 мм, шаг резьбы — 1,5 мм, а длина — 50 мм.Класс собственности — 10,9.
Шаг резьбы
Пользователи должны знать, что доступны три типа шага резьбы: Стандартная резьба, аналогичная UNC; Тонкая резьба, аналогичная UNF; и японская резьба, которая находится между ними, но используется только на крепежных деталях M10 и M12. Например; Крепеж M10 может иметь шаг резьбы 1,0 мм, 1,25 мм и 1,50 мм.
Идентификация чрезвычайно важна, поскольку многие метрические размеры очень близки к дюймовой серии, в которой гайка или крепежный элемент могут быть начаты, но дополнительная затяжка может привести к зачистке резьбы.Например, крепеж ¼ ”-28 имеет диаметр 0,250 дюйма по сравнению с M6, который имеет размер 0,236 дюйма. Разница составляет 0,014 дюйма. Шаг резьбы на M6 составляет 1,0, что примерно эквивалентно 25,6 витков на дюйм по сравнению с 28 TPI для дюймовой застежки. Не большая разница и легко запутаться.
В следующей таблице приведены другие примеры, иллюстрирующие потенциальную опасность смешивания дюймовой и метрической застежки. Полученная в результате сборка будет производить зажимные нагрузки на 25–60% меньше ожидаемых, при условии, что резьба не оборвалась или не начала сниматься, и в этом случае нагрузки будут потеряны почти на 100%.
дюймовая резьба и метрическая резьба
| Дюймовые болты | Гайки метрические |
| 10/32 | M5 x 0,8 |
| 1/4 ″ -28 | M7 x 1,0 |
| 5/16 ″ -18 | M8 x 1,0 |
| 3/8 ″ -16 | M10 x 1,5 |
| 7/16 ″ -14 | M12 x 1,75 |
| 1/2 ″ -13 | M14 x 2 |
| 3/4 ″ -10 | M20 x 2.5 |
| 3/4 ″ -16 | M20 x 1,5 |
| Болты с метрической резьбой | дюймовые гайки |
| M12 x 1,25 | 1/2 ″ -20 |
| M18 x 2,5 | 3/4 ″ -10 |
| M18 x 1,5 | 3/4 ″ -16 |
| M24 x 3 | 1 ″ -8 |
| M24 x 2 | 1 ″ -12 |
Классы свойств
Метрическая прочность крепежа обозначается как «класс прочности», а не «класс».Даже в этом случае классы свойств примерно эквивалентны системе оценок SAE. Ниже приведены некоторые примеры.
Метрические марки
| Класс собственности | Класс SAE |
| 4,6 | 1 класс |
| 4,8 | 1 класс |
| 4,8 | 2 класс |
| 8,8 | 5 класс |
| 9,8 | На 9% сильнее |
| 10.9 | 8 класс |
| 11,9 | НЕТ |
| 12,9 | ASTM A574 |
Самый простой способ определить класс свойств метрической крепежной детали, посмотрев на крепеж на предмет числового обозначения. Эти десятичные числа будут нанесены на шестигранную головку или на верхнюю или боковую часть крепежа с головкой под торцевой ключ.
Крепежные детали будут обозначены десятичной точкой, гайки — нет. Например, 10.Соответствующая гайка крепежа 9 будет иметь маркировку «10», а не 10.9.
Автомобильная промышленность США разработала крепление 9.8, потому что были некоторые размеры крепежа 8,8, которые не обеспечивали такой же прочности, как SAE Grade 5. Это была комбинация прочности крепежа и геометрической формы головки для распределения напряжений.
Одна из самых больших путаниц связана с обозначением класса собственности 8.8. Многие путают это с эквивалентом SAE Grade 8. Разница в прочности на разрыв между 120 и 150 тысячами фунтов на квадратный дюйм может быть катастрофической в критических условиях.
Еще одна деталь, на которую следует обратить внимание для правильной идентификации, — это винт с головкой под торцевой ключ с метрической головкой. В отличие от продуктов с головками под торцевой ключ в США, которые имеют только один класс прочности: от 180 фунтов на квадратный дюйм до ½ дюйма и 170 тысяч фунтов на квадратный дюйм более чем на 1/2 дюйма, изделия с головками с головками под торцевой ключ с метрическими головками бывают трех классов прочности; 8,8, 10,9 и 12,9. Так что помните об этом при ремонте европейского оборудования, чтобы розетки надлежащей прочности были заменены на изделия того же типа, которые были разработаны на заводе.
Длина резьбы
DIN 931 и DIN 960 по существу такие же, как требования ISO к длине резьбы; два диаметра плюс 6 мм для крепежа длиной до 125 мм.
Однако в стандартах DIN 933 и DIN 961 крепеж полностью навинчивается на головку независимо от длины.
Размеры гаечных ключей
Многие механики жаловались на то, что им приходилось использовать два гаечных ключа для затягивания головки и гайки крепежа такого же размера. К счастью, это происходит только в нескольких размерах. Это происходит из-за принципиальных разногласий между DIN и ISO. Ширина по плоскости (WAF) крепежа DIN на 1 мм больше у M10, M12 и M14, а у M22 на 2 мм меньше.
Оба типа доступны и продаются в США. Так что все зависит от того, какие спецификации использует производитель и кто их распространяет. Компания, закупающая у нескольких дистрибьюторов, может в итоге получить гайки и головки болтов разного размера в одном и том же складском отсеке.
Метрические размеры гаечных ключей
| ГАЙКА | DIN934 | ISO |
| M10 | 17 мм | 16 мм |
| M12 | 19 мм | 18 мм |
| M14 | 22 мм | 21 мм |
| M22 | 32 мм | 34 мм |
Метрический момент затяжки
Метрический крутящий момент выражается в Ньютон-метре (Н · м).Ньютон — широко используемый термин в физике для обозначения силы, названный в честь ученого сэра Исаака Ньютона. Ньютон равен 0,2248 фунта силы. Сдвинув десятичную запятую на три позиции вправо, мы получим килоньютон (КН) или 224,81 фунта.
Прочность крепления
Мы узнали, что такое различные обозначения классов собственности, но как они соотносятся? Вместо использования «фунтов на квадратный дюйм» (psi) в метрической терминологии используется термин «Паскаль» для обозначения единицы силы.Поскольку эти единицы становятся численно большими, они используют префикс «Мега» для образования «Мега Паскаль» или МПа.
Следовательно, 1 МПа равно 145 фунтам на квадратный дюйм.
МПа x 145 = фунт / кв. Дюйм
фунт / кв. Дюйм x 0,0069 = МПа
Также интересно отметить, что номера классов прочности фактически относятся к прочности крепежа. Например; крепеж 8,8 имеет прочность 830 МПа, а крепеж 10,9 — 1040 МПа. Номер в метрическом обозначении — это фактически его предел прочности на разрыв.
Здесь также следует отметить, что, хотя на рынке все еще есть орехи с цифрой «8» для использования с 8.8, ASTM A563M признает только гайку класса прочности 9 для использования с крепежными деталями 8.8 и 9.8. Естественно, он имеет минимальное испытательное нагрузочное напряжение 900 МПа.
Единая и метрическая формы резьбы
Информация о резьбовых соединениях
В ноябре 1948 г. Единая ветка
был согласован Великобританией, США и Канадой для использования в качестве
единый стандарт для всех стран с использованием дюймовых единиц.В
1965 г. Британский институт стандартов опубликовал заявление о политике.
требуя от организаций учитывать BSW, BSF и
Направления BA как устаревшие. Первая замена для
будущие конструкции должны были иметь метрическую резьбу ISO с ISO
дюймовая (унифицированная) резьба является вторым выбором.
Метрическая резьба обозначена
букву M, за которой следует номинальный большой диаметр
резьба и шаг в миллиметрах.Например M10 x 1.0
указывает, что основной диаметр резьбы составляет 10 мм и
шаг — 1,0 мм. Отсутствие значения шага указывает на
что указана грубая резьба. Например, заявив, что
резьба M10 означает, что указана серия крупной резьбы
диаметром 10 мм (с шагом резьбы 1,5 мм).
Форма резьбы для унифицированной и метрической
нити идентичны.Если
p = шаг резьбы
d = глубина резьбы
r = радиус сверху и снизу
нитей
затем:
d = 0,61344 п
r = 0,14434 p
Производитель нестандартных U-образных болтов | Поставщик U-образных болтов из Мичигана
Следующие таблицы помогут понять резьбу и диаметр метрических крепежных деталей и их преобразование в стандартные дюймы США.
| Диаметр метрической резьбы | Преобразование диаметра | ||||
|---|---|---|---|---|---|
| Стандартный шаг | с мелким шагом | Метрическая система | дюймов (прибл.) | Шаг мм | |
| M 3 x 0,5 | 3 | 4-40 | 0,5 | ||
| M 4 x 0,7 | 3,5 | 6-32 | 0,6 | ||
| M 5 x 0.8 | 4 | 8-32 | 0,7 | ||
| 5 | 10-24 | 0,8 | |||
| M 6 x 1.0 | 6 | 1/4 ″ | 1,0 | ||
| M 8 x 1,25 | M 8 x 1.0 | 7 | 9/32 ″ | 1.0 | |
| M 10 x 1,5 | M 10 x 1,25 | 8 | 5/16 ″ | 1,25 | |
| M10 x 1.0 | 10 | 3/8 ″ | 1,5 | ||
| M12 x 1,75 | M 12 x 1,25 | 12 | 1/2 ″ | 1,75 | |
| M 12 x 1,5 | 14 | 9/16 ″ | 2,0 | ||
| M 14 x 2,0 | M 14 x 1,5 | 16 | 5/8 ″ | 2,0 | |
| M 16 x 2,0 | M 16 x 1,5 | 18 | 11/16 ″ | 2.6 | |
| M 18 x 2,5 | M 18 x 1,5 | 20 | 3/4 ″ | 2,5 | |
| 22 | 7/8 ″ | 2,5 | |||
| M 20 x 2,5 | M 20 x 1,5 | 24 | 1 ″ | 3,0 | |
| M 22 x 2,5 | M 22 x 1,5 | 27 | 1 1/16 ″ | 3,0 | |
| M 24 x 3,0 | M 24 x 2.0 | 30 | 1 3/16 ″ | 3,5 | |
| M 27 x 3,0 | М 27 x 2,0 | ||||
| M 30 x 3,5 | M 30 x 2,0 | ||||
| M | дюймов (прибл.) | Метрическая система | дюйм (прибл.) | |
|---|---|---|---|---|
| 1 | 3/64 ″ | 90 | 3 1/2 ″ | |
| 1.5 | 1/16 ″ | 100 | 4 ″ | |
| 2 | 5/64 ″ | 110 | 4 3/8 ″ | |
| 3 | 1/8 ″ | 120 | 4 3/4 ″ | |
| 4 | 5/32 ″ | 130 | 5 ″ | |
| 5 | 3/16 ″ | 140 | 5 1/2 ″ | |
| 6 | 1/4 ″ | 150 | 6 ″ | |
| 8 | 5/16 ″ | 160 | 6 1/4 ″ | |
| 10 | 3/8 ″ | 170 | 6 3/4 ″ | |
| 12 | 1/2 ″ | 180 | 7 ″ | |
| 14 | 9/16 ″ | 190 | 7 1/2 ″ | |
| 16 | 5/8 ″ | 200 | 8 ″ | |
| 18 | 11/16 ″ | 220 | 8 3/4 ″ | |
| 19 | 3/4 ″ | 240 | 9 9/16 ″ | |
| 20 | 3/4 ″ | 260 | 10 1/4 ″ | |
| 25 | 1 ″ | 270 | 10 3/4 ″ | |
| 30 | 1 3/16 ″ | 280 | 11 ″ | |
| 35 | 1 3/8 ″ | 300 | 12 ″ | |
| 40 | 1 9/16 ″ | 320 | 12 1/2 ″ | |
| 45 | 1 3/4 ″ | 340 | 13 1/2 ″ | |
| 50 | 2 ″ | 360 | 14 1/4 ″ | |
| 55 | 2 3/16 | 380 | 15 ″ | |
| 60 | 2 3/8 ″ | 400 | 15 3/4 ″ | |
| 65 | 2 9/16 ″ | 420 | 16 1/2 ″ | |
| 70 | 2 3/4 ″ | 440 | 17 3/8 ″ | |
| 75 | 3 ″ | 460 | 18 ″ | |
| 80 | 3 3/16 ″ | 480 | 19 ″ | |
| 85 | 3 3/8 ″ | 500 | 20 ″ |
.