Шарнирные, механические фиксаторы и натяжные замки с крюком Elesa+Ganter
В каталоге Elesa+Ganter представлены прижимы, механические зажимы, пневматический зажимы, зажимы с крюком, замки с крюком и натяжные замки для безопасного и быстрого запирания. Они доступны в различных исполнениях для всех видов промышленного применения, требующих большого сжимающего усилия.
Уважаемые клиенты, в связи с расширением ассортимента изделий просим Вас уточнять технические данные на сайте elesa-ganter.ru
GN 810
Вертикальные прижимы
GN 810.1
Вертикальные прижимы
GN 810.3
Вертикальные прижимы
GN 812
Вертикальные прижимы
GN 813
Вертикальные зажимы усиленного типа
GN 820
Горизонтальные шарнирные зажимы
GN 820.2
Горизонтальные шарнирные зажимы
GN 820.3
Горизонтальные шарнирные зажимы
GN 820.4
Горизонтальные шарнирные зажимы
GN 841
Плунжерные зажимы
GN 842
Плунжерные зажимы усиленного типа
GN 843.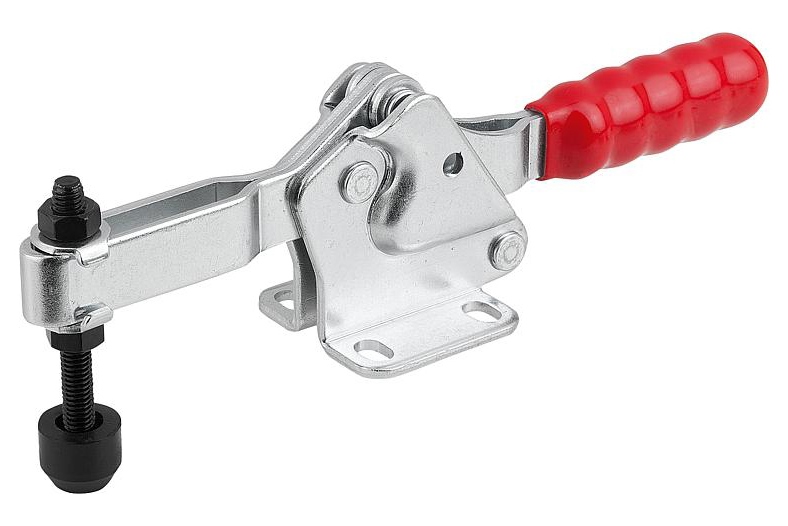 1
1
Плунжерные зажимы
GN 844
Плунжерные зажимы усиленного типа
GN 850
Шарнирно-рычажные зажимы крючковые
GN 851
Шарнирно-рычажные зажимы замковые
GN 851.2
Шарнирно-рычажные зажимы
GN 851.3
Шарнирно-рычажные зажимы замковые
GN 809
Держатели для нажимных винтов
GN 852.1
Шарнирно-рычажные зажимы
GN 852.3
Шарнирно-рычажные зажимы
GN 853
Шарнирно-рычажные зажимы
GN 858
Шарнирно-рычажные зажимы
GN 708.1
Шпиндельный узел с шарнирным зажимом
GN 801
Держатели для нажимных винтов
GN 910.1
Вертикальные зажимы усиленного типа
GN 910.2
Модули коленчатого рычага
GN 910.3
Модули коленчатого рычага
GN 910.6
Рычаги
GN 910.7
Удлинения прихвата
GN 910.8
Втулки
GN 807
Шпиндельный узел с шарнирным зажимом
GN 802
Шпиндельный узел с шарнирным зажимом
GN 903
Шпиндельный узел с шарнирным зажимом
GN 896. 1
1
Бесконтактный выключатель
GN 896.2
Бесконтактный выключатель
GN 896.3
Бесконтактный выключатель
GN 896.1
Бесконтактный выключатель
GN 896.2
Бесконтактный выключатель
GN 896.3
Бесконтактный выключатель
GN 951.2
Натяжные задвижки
GN 855
Крепёжные скобы
GN 860
Пневматические шарнирные зажимы
GN 862
Пневматические шарнирные зажимы
GN 862.1
Пневматические шарнирные зажимы
GN 863
Пневматические зажимы усиленного типа
GN 864
Зажимы пневматические
GN 865
Зажимы пневматические
GN 866
Зажимы пневматические
GN 867.1
Неподвижные держатели
GN 868
Держатели для захватов
GN 868.1
Держатели для захватов
GN 869.2
Держатели для захватов
GN 872
Зажимные планки
GN 871
Регулировочные прокладки
GN 870
Направляющие втулки
GN 893.1
Бесконтактный выключатель
GN 893. 2
2
Бесконтактный выключатель
GN 893.4
Бесконтактный выключатель
GN 821
Замки натяжные с крюком
GN 831
Замки натяжные с крюком
TLA.
Замки натяжные с крюком
TLC.
Замки натяжные с крюком
TLG.
Замки натяжные с крюком
TLV.
Замки натяжные с крюком
TLE.
Замки натяжные с крюком
TLM.
Регулируемые натяжные замки с крюком
TLN.
Регулируемые натяжные замки с крюком
TLP.
Регулируемые натяжные замки с крюком
GN 810.4
Вертикальные прижимы
GN 820.1
Горизонтальные шарнирные зажимы
GN 840
Плунжерные зажимы
GN 812.1
Вертикальные прижимы
GN 851.1
Шарнирно-рычажные зажимы
GN 852
Шарнирно-рычажные зажимы
GN 854
Шарнирно-рычажные зажимы
GN 910
Вертикальные зажимы усиленного типа
GN 910.5
Ручки
GN 910.9
Опорные пластины
GN 951.1
Натяжные задвижки
GN 804
Шпиндельный узел с шарнирным зажимом
GN 861
Пневматические зажимы усиленного типа
GN 890
Пневматические шарнирные зажимы
GN 867
Держатели для нажимных винтов
GN 869. 1
1
Неподвижные держатели
GN 873
Хомуты
GN 893.3
Бесконтактный выключатель
GN 8330
Замки натяжные с крюком
TLI.
Замки натяжные с крюком
TLL.
Регулируемые натяжные замки с крюком
Механические зажимы, зажимные устройства, рычажная струбцина, быстрозажимные устройства, а также устройства быстрой фиксации
Устройства быстрой фиксации КЛАМПТЕК (Рычажная струбцина, зажимные устройства)
Механические зажимы, рычажные прижимы и струбцины: зажимные устройства быстрой фиксации CLAMPTEK (Быстрозажимные устройства, рычажная струбцина)
Наша компания ООО «КЛАМПТЕК» является
официальным дистрибьютором и единственным представителем тайваньской компании
Taiwan CLAMPTEK Enterprise Co. Ltd. на территории Российской Федерации.
Поставкой и производством устройств быстрой фиксации мы занимаемся уже почти 10 лет. За эти годы накопили большой опыт и изучили все тонкости и нюансы в поставке зажимных устройств на рынок оборудования РФ.
Зажимные устройства быстрой фиксации Clamptek позволяют
повысить качество и эффективность выполнения производственных работ. Применение
этих зажимных приспособлений на производстве значительно облегчает процесс
работы путем снижения времени, которое уходит на закрепление детали. Также позволяют
повысить травмобезопасность на производстве.
Такие устройства быстрой фиксации используют для
решения самых разных задач по фиксации обрабатываемых деталей и материалов.
Компания CLAMPTEK предоставляет широкий ассортимент быстрозажимных устройств
(рычажная струбцина) различных видов, типов и конструкций: рычажные прижимы с
горизонтальной и вертикальной ручкой, прижимы шатунного и стягивающего типа, зажимы-клещи
и традиционные С-образные и F-образные струбцины. По своим функциональным
особенностям данные устройства (прижимы) делятся на механические,
гидравлические, пневматические.
Зажимные устройства быстрой фиксации – это струбцины, механические зажимы, шатунные прижимы, рычажная
струбцина.
Механические зажимные устройства — это вспомогательные приспособления, которые используются для надежного прижатия деталей друг к другу или для их фиксации в момент обработки. Несмотря на разнообразие механических устройств быстрой фиксации, их конструкция между собой подобна и основана на системе осей и рычагов, которые соединены друг с другом так, что сила, приложенная к рукоятке, стремится выстроить оси вращения в одну линию, вдоль которой и направлено прижимное усилие. В крайнем положении средняя ось слегка опущена относительно внешних осей. Противодействующая сила действует на среднюю ось, прижимая ее к упору, прочно фиксирует зажимное устройство быстрой фиксации в сжатом
положении.
При грамотном подборе рычажная
струбцина обеспечивает надежный контакт обрабатываемой детали с установочными
элементами, а также препятствуют смещению обрабатываемой детали под действием
возникающих при обработке усилий. Кроме того, не вызывает деформации и порчи
поверхности закрепляемых деталей.
Зажимные устройства быстрой
фиксации (рычажная струбцина) используются как в составе автоматических
обрабатывающих линий, так и на отдельных рабочих местах.
Среди механических зажимных
устройств быстрой фиксации также выделяют традиционные С-образные и F-образные струбцины.
С-образные струбцины Clamptek – это
очень прочные и надежные струбцины, которые не сломаются под нагрузкой в самый
ответственный момент. Эти С-образные струбцины изготовлены из хромомолибденовой
стали, произведена термообработка на твердость HRC 36 — 40 и фосфатирование. Благодаря
дополнительно обработке — у этих механических устройств быстрой фиксации значительно выше
их антикоррозийные, прочностные и антифрикционные свойства.
F-образные струбцины изготовлены
из высококачественной среднелегированной углеродистой стали, отличающейся
высокой твердостью и особым хромированием. Благодаря этому, наши F-образные
струбцины, также обладают повышенной износостойкостью, прочностью и
антикоррозийностью.
Цельнометаллические струбцины отличаются
особой легкостью, простотой и удобством в обращении. При этом они сохраняют форму
при высоких силах натяжения и устойчивы к деформации на скручивание.
Среди F-образных струбцин
возможно разное исполнение:
К примеру, струбцины серии G-L
оснащены легко высвобождающимся рычагом, позволяющим свободно стягивать и
высвобождать обрабатываемую деталь и регулировать усилие прижима.
Струбцины серии G-KL и G-KC, также относятся к устройствам быстрой фиксации и имеют
рельсу специальную форму, для работы с шиной-направляющей. Полный аналог струбцин Festool.
Струбцины серии CTL обладают
скользящей штангой. Их применяют либо в качестве зажима, либо — распорки.
Струбцины серии D-T – это струбцины
с глубоким захватом, до 500 мм.
Быстрозажимные устройства: гидравлический,
пневматический, стягивающий и рычажная струбцина.
Пневматические и гидравлические зажимы (цилиндры) обеспечивают автоматизацию и механизацию работ различных механизмов. Гидравлические и пневматические зажимы (цилиндры) используются в основном в качестве части механизма автоматизированной линии производства. Особенности пневматических и гидравлических устройств быстрой фиксации проявляются при
Гидравлические и пневматические зажимы (цилиндры) используются в основном в качестве части механизма автоматизированной линии производства. Особенности пневматических и гидравлических устройств быстрой фиксации проявляются при
механизации и автоматизации различных операций. Среди них: зажим деталей, их
фиксация, кантование, сборка, контроль линейных размеров, упаковка, доставка и
другие. Таким образом, человека можно избавить от тяжелых и монотонных работ.
На сайте компании CLAMPTEK вы
сможете найти различные модификации быстрозажимных устройств, которые облегчат
вашу работу и сэкономят время. Мы предлагаем прижимы и струбцины по самым
выгодным ценам. Также вы можете получить консультацию специалистов нашей
компании. Они помогут подобрать необходимые вам быстрозажимные устройства для
надежной фиксации.
Прижимы — Сварные соединения
Прижимы
Категория:
Сварные соединения
Прижимы
Это наиболее распространенный элемент сборочно-сварочной оснастки. Прижимы предназначаются для закрепления в фиксированном положении деталей при сборке и прихватке и для удержания узла от смещения в процессе сварки или пайки.
Прижимы предназначаются для закрепления в фиксированном положении деталей при сборке и прихватке и для удержания узла от смещения в процессе сварки или пайки.
По конструктивному исполнению различают постоянные, поворотные и откидные зажимы. Последние два типа используются, когда съем прихваченного или сваренного изделия с приспособления затруднен. Конструктивное исполнение прижимов очень многообразно, однако по способу получения усилия зажатия все их можно разбить на группы: механические, пневматические, гидравлические и магнитные.
Механические прижимы. К ним относятся клиновые, винтовые, рычажные и др.
Клиновые прижимы являются наиболее простыми в изготовлении и позволяют создавать большие усилия зажатия. По производительности этот тип зажимов относится к медленнодействующим. Клиновые зажимы, не связанные с другими звеньями (пневматическими, рычажными, винтовыми и др.), должны изготовляться самотормозящими, т. е. с углом скоса клина меньше угла трения между клином и деталью. Чисто клиновые прижимы в авиационной промышленности используются очень редко. Более широкое применение находят комбинированные клиновые устройства.
Чисто клиновые прижимы в авиационной промышленности используются очень редко. Более широкое применение находят комбинированные клиновые устройства.
Рис. 1. Установочные пальцы и призмы:
а — постоянно запрессованный палец, б — вставной палец, в — откидной палец, г — раздвижная призма, б — ложемент.
Клиновые механизмы в сочетании с пневматикой широко применяются в приспособлениях в виде одностороннего призматического клина, многогранной усеченной пирамиды или конуса. Клиновые механизмы просты в изготовлении, надежны в работе и имеют небольшие размеры.
Рис. 2. Схема комбинированного пневморычажноп> прижима с плоским односкосным клином:
1 — рычаг, 2 — клин, 3 — ролик, 4 — пневмоцилиндр
Сила зажатия, создаваемая клиновым механизмом, возрастает по мере уменьшения угла наклона клина а, но при этом значительно увеличивается перемещение клина, необходимое для зажатия детали. Кроме того, увеличиваются потери на трение и уменьшается к. п. д. передачи. Для уменьшения потерь на трение следует устанавливать роликовую опору для клина и ролик на конце передающего плунжера или рычага.
передачи. Для уменьшения потерь на трение следует устанавливать роликовую опору для клина и ролик на конце передающего плунжера или рычага.
Рис. 3. Схемы винтовых прижимов:
а — откидной, б — поворотный, в — конструкция башмака с плоской опорой
Винтовые прижимы являются наиболее распространенным типом механических прижимов. Конструктивно такие прижимы состоят из корпуса, винта и гайки. Чаще при зажатии вращается винт, реже гайка. Для предохранения от повреждения поверхности зажимаемой детали и увеличения площади соприкосновения концы винтов снабжаются специальными башмачками.
Винтовые прижимы являются силовыми звеньями приспособления, а поэтому должны обладать достаточной прочностью и жесткостью. В связи с этим при конструировании основные элементы прижима рассчитываются.
Винты в прижимных устройствах изготовляются с треугольной, прямоугольной и трапецеидальной резьбой и при работе испытывают напряжения сжатия или растяжения и кручения.
Соответствующим образом рассчитывается гайка. Корпус прижима проверяется на изгиб и, если нужно, на сжатие или растяжение.
Корпус прижима проверяется на изгиб и, если нужно, на сжатие или растяжение.
Рычажные прижимы очень разнообразны по конструкции и являются весьма быстродействующими. Рычажные прижимы обычно широко применяются в специальных приспособлениях. В конструкции такого прижима почти всегда необходимо иметь регулируемое звено, позволяющее при данной рычажной системе закреплять детали различных толщин или компенсировать отклонения в толщинах сопрягаемых элементов. На рис. 4, а показан один из распространенных видов рычажных прижимов. Рычаг крепится с помощью пальца в стойке, а пальца — в стойке. В средней части рычага имеется упорный винт, являющийся регулируемым звеном прижима.
Очень часто рычажные механизмы используются в качестве усилителей приводов. Поэтому распространены комбинированные ры-чажно-винтовые, пневмо-рычажные и другие прижимы, повышающие усилия зажима на закрепляемом звене при прижиме элементов конструкций больших сечений и сложной конфигурации.
Эксцентриковые прижимы чаще применяются в оснастке в серийном производстве. Основное их достоинство — быстрота действия. В сборочно-сварочных приспособлениях применяются только круглые эксцентрики, устанавливаемые в горизонтальной или вертикальной плоскости (рис. 80, а). В силовом отношении действие круглого эксцентрика аналогично клиновому зажиму.
Основное их достоинство — быстрота действия. В сборочно-сварочных приспособлениях применяются только круглые эксцентрики, устанавливаемые в горизонтальной или вертикальной плоскости (рис. 80, а). В силовом отношении действие круглого эксцентрика аналогично клиновому зажиму.
Рис. 4. Схемы рычажных прижимов:
а — рычажный прижим с регулируемым звеном, б — комбинированный рычажно-винтовой прижим
Рис. 5. Схема эксцентрикового прижима
Пневматические и гидравлические прижимы. В сборочно-сварочной оснастке этот тип прижимов используется очень широко. Основные достоинства таких устройств заключаются в быстроте действия и возможности дистанционного управления, когда одновременно требуется провести зажатие в нескольких точках детали. Особенно часто они используются для закрепления крупногабаритных деталей или свариваемых кромок большой протяженности. Пневматические и гидравлические прижимы изготовляются специализированными (при крупносерийном производстве) и универсальными со сменными рабочими элементами (в мелкосерийном производстве).
Конструкция пневмоприжимов зависит от типа приспособления, характера зажатия детали, способа подачи воздуха и т. п. Например, в неподвижных приспособлениях воздух подводится к прижимам непосредственно от распределительного крана, а в поворотных — через цапфу поворотного приспособления. Если поворот приспособления производится вместе с пневмоцилиндром, то воз-Дух подается с помощью гибкого шланга или через специальную пневмораспределительную муфту.
Пневматические прижимные устройства для сборочно-сварочной оснастки обычно состоят из силового пневматического привода, механизма передачи зажимающего действия от привода к изделию и аппаратуры управления.
В качестве силового привода в современных пневматических прижимных устройствах наиболее часто используются поршневые цилиндры и диафрагменные пневмокамеры.
Поршневые цилиндры применяются (рис. 6) двухстороннего действия, в которых перемещение поршня в обе стороны в цилиндре осуществляется за счет подачи сжатого воздуха, и одностороннего, в которых движение поршня в одну сторону (рабочее) осуществляется за счет подачи сжатого воздуха, а возвращение обратно — за счет пружины или собственного веса рабочих элементов прижима.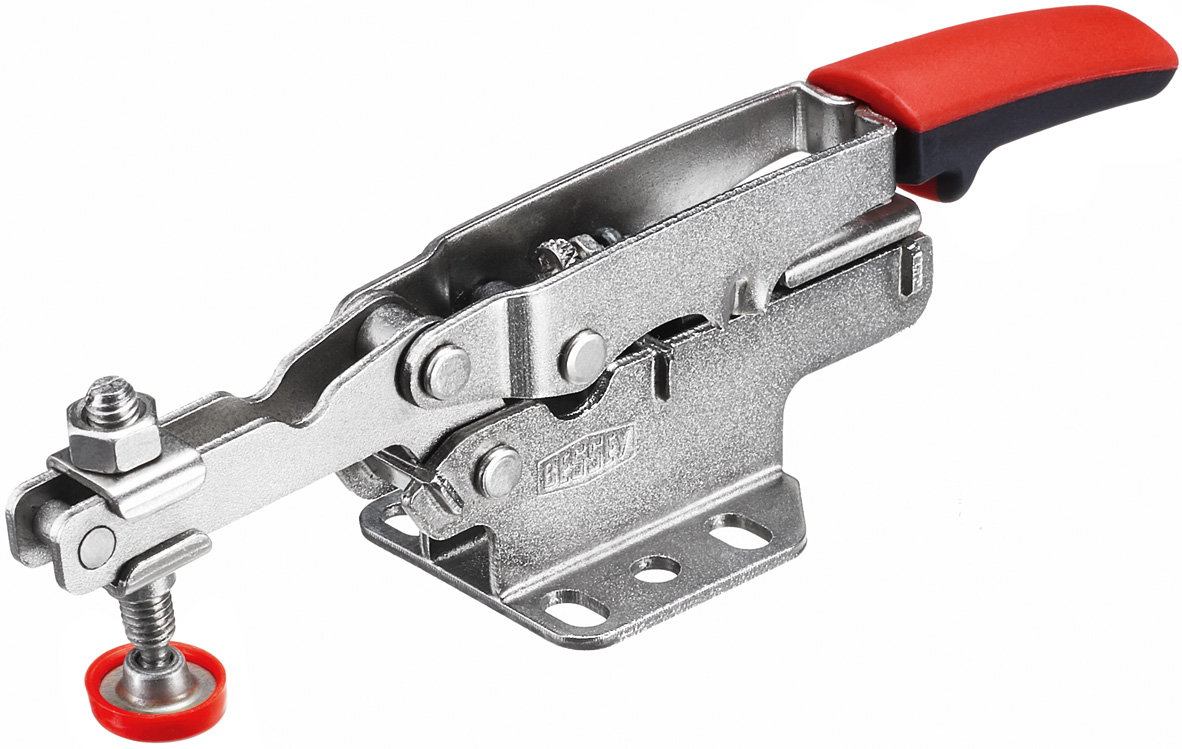 Расчет пневмоприжима сводится в первую очередь к определению диаметра поршня с целью создания определенного усилия.
Расчет пневмоприжима сводится в первую очередь к определению диаметра поршня с целью создания определенного усилия.
Рис. 6. Схемы пневмоцилиндров:
а — двухстороннего действия, б — одностороннего действия, 1 — корпус цилиндра, 2 — шток, 3 — поршень, 4 — крышка, 5 — уплотнение
При установке пневмодилиндров особое внимание необходимо уделять состоянию уплотнений.
На рис. 6 представлена схема прижимного устройства с диа-фрагменным приводом.
Диафрагменные силовые приводы представляют собой замкнутую камеру, разделенную на две полости эластичной диафрагмой из плотной резины на тканевой основе. Диафрагма опирается на диск, скрепленный со штоком, связанным в свою очередь с механизмом зажатия. Сжатый воздух, поступая в рабочую часть камеры, воздействует на диафрагму, деформирует ее и перемещает диск и шток. Такие приводы имеют ряд положительных качеств по сравнению с цилиндрическими. В них исключается утечка воздуха из рабочей части камеры; изготовление камеры проще и дешевле, так как отсутствуют сальниковые уплотнения; камеры имеют меньший вес и габариты, долговечны и несложны для ремонта, менее прихотливы в работе. Основным недостатком таких приводов является небольшой ход штока (40 — 50 мм).
Основным недостатком таких приводов является небольшой ход штока (40 — 50 мм).
Рис. 7. Схема прижимного устройства с диафрагменным приводом
Наиболее часто используются пневморычажные и пневмоклиновые зажимные устройства. Примерные схемы таких устройств приведены на рис. 8.
Кроме указанных устройств со своим силовым приводом в виде цилиндров и камер, в приспособлениях используются также пневмо-прижимные устройства с гибким шлангом.
Рис. 8. Схемы комбинированных пневморычаж-ных прижимов
Рис. 9. Схема пневмошлангового прижимного устройства
Воздух из сети подается в эластичный шланг, который, распрямляясь, приводит в движение рабочие элементы прижимного устройства и создает усилие зажатия. Такие устройства позволяют существенно уменьшить габариты приспособления и применяются в местах, где размещение пневмоцилиндров и пневмокамер невозможно или нерационально. Примером такого устройства являются широко распространенные приспособления с
пневмоприжимами клавишного типа для сварки тонких материалов, поджатия сварочной подкладки в приспособлениях для сварки плавлением и т. п. В некоторых случаях создание усилия прижима достигается с помощью вакуума за счет разности давлений во внутренней и наружной полости пневматического устройства.
п. В некоторых случаях создание усилия прижима достигается с помощью вакуума за счет разности давлений во внутренней и наружной полости пневматического устройства.
Близкими по принципу действия к пневматическим прижимам являются прижимные устройства с гидравлическим приводом. Они применяются в тех случаях, когда требуется создавать большие усилил зажатия и применение пневмоцилиндров нерационально, так как их диаметры доходили бы до 300 мм и более.
Гидравлические приводы могут работать при значительно большем входном давлении рабочей среды, а следовательно, при меньшем диаметре поршня могут создавать весьма значительные усилия. По сравнению с пневматическими устройствами они являются более медленнодействующими. Рабочей средой обычно является масло. В авиационной промышленности этот тип зажимных устройств применяется сравнительно редко и в основном для зажатия массивных деталей.
Магнитные прижимы. Кроме отмеченных выше прижимных устройств, в сборочно-сварочной оснастке для изделий из ферромагнитных материалов используются магнитные прижимы. Они весьма компактны и удобны в работе.
Они весьма компактны и удобны в работе.
Особенно хорошо они применимы при сборке и сварке листовых деталей большой протяженности. Однако в производстве летательных аппаратов такие прижимы используются редко в связи со сложностью конструктивных форм изготовляемых узлов и применением большого количества немагнитных материалов.
Реклама:
Читать далее:
Стягивающие и распорные устройства
Статьи по теме:
Зажим механический с горизонтальной ручкой усилие 400 кг, прижим 60мм, база 79мм GOOD HAND GH-200-WH
Описание:
Оптимальная модель устройства быстрой фиксации для выполнения стандартных задач по прижатию обрабатываемой детали (зажим с горизонтальной ручкой).
Прижимной винт имеет обрезиненный наконечник.
U-образная штанга позволяет регулировать положение прижимного винта.
Зажим механический с горизонтальной ручкой усилие 400 кг
Технические характеристики:
усилие 400 кг,
прижим 60 мм,
база 79 мм
Производство — GOOD HAND (Тайвань)
Компания GOOD HAND ENTERPRISE CO. , LTD. (Тайвань) уже более 35 лет удовлетворяет спрос своих клиентов во всём мире, изготавливая зажимы, которые сконструированы так, чтобы удовлетворить требования широкого спектра промышленных и торговых предприятий. Если вам требуется зажимное приспособление для того, чтобы что-либо толкать, тянуть, опускать, фиксировать, позиционировать или затягивать, мы можем помочь Вам найти именно то приспособление, которое вам нужно, с нашего склада или под заказ, идеально подходящее для вашей задачи.
, LTD. (Тайвань) уже более 35 лет удовлетворяет спрос своих клиентов во всём мире, изготавливая зажимы, которые сконструированы так, чтобы удовлетворить требования широкого спектра промышленных и торговых предприятий. Если вам требуется зажимное приспособление для того, чтобы что-либо толкать, тянуть, опускать, фиксировать, позиционировать или затягивать, мы можем помочь Вам найти именно то приспособление, которое вам нужно, с нашего склада или под заказ, идеально подходящее для вашей задачи.
Рекомендация «Арсенал Мастера»:
Рекомендуем к покупке, доставляем во все города России.
Посмотреть в каталоге с ценами Все зажимы GOOD HAND
Доступны для покупки: GH-225-D GH-225-DSM GH-225-DHB GH-200-W GH-200-WH GH-200-WLH GH-201-B GH-201-BHB GH-201-BSM GH-204-GB GH-204-GBL GH-204-GBLH
ВСЯ СИЛА В ПРОСТОТЕ КОНСТРУКЦИИ.
Устройства быстрой фиксации – это устройства, которые обычно состоят из: рукояти, необходимой для управления зажимом, зажимной штанги, которая служит непосредственно для фиксирования детали, базы для крепления зажима, прижимного болта, необходимого для точной регулировки прижимного усилия и так называемой системы «осей и рычагов», служащей для приумножения силы, прикладываемой к рукояти зажима.
Для быстрого фиксирования детали необходимо всего то одним движением руки переместить рукоять зажима. Устройства быстрой фиксации, в основном служат для быстрой и надежной фиксации детали, и препятствуют ее смещению под действием возникающих при обработке сил.
Рычаги фиксированной длины, жестко соединенные между собой, увеличивают силу, прикладываемую к рукояти устройства быстрой фиксации. Фиксирование в зажатом состоянии происходит в тот момент, когда три оси устройства выстраиваются в одну линию. В таком положении обрабатываемая деталь будет находиться в зафиксированном состоянии до тех пор, пока не будет приложена обратная сила к рукояти устройства быстрой фиксации. Все устройства быстрой фиксации, несмотря на их большое разнообразие, устроены по этому принципу.
Устройства быстрой фиксации нашли большое применение на обрабатывающем оборудовании, где необходимо удержание заготовки. Благодаря их простому и надежному исполнению (в устройстве быстрой фиксации реально нечему ломаться) и легкости использования (за какую ручку дергать и в какую сторону тянуть разобраться можно и без инструкции по применению) эти зажимы нашли большое распространение при работах с деревом, металлом, камнем, пластмассой и с другими материалами. Прижимы могут использоваться при сверлении, пилении и фрезеровании дерева, сварке, резке и сборке металлических конструкций, стягивание/закрытие крышки сосуда/резервуара или пресс-форм при литье и в многих других отраслях промышленности.
Прижимы могут использоваться при сверлении, пилении и фрезеровании дерева, сварке, резке и сборке металлических конструкций, стягивание/закрытие крышки сосуда/резервуара или пресс-форм при литье и в многих других отраслях промышленности.
Разнообразие моделей устройств быстрой фиксации очень велико, и есть возможность подобрать зажимное устройство практически под любую задачу. Устройства быстрой фиксации подразделяются по типам на механические с вертикальной или горизонтальной рукоятью, шатунного типа, стягивающего типа, зажим-клещи, высокопрочные сверхмощные зажимы, и традиционные F-образные и C-образные струбцины. Есть также модели механических устройств быстрой фиксации, которые комплектуются пневматическим цилиндром. К устройствам быстрой фиксации также можно отнести гидравлические цилиндры разного исполнения: с поворотным или прямым ходом, двойного или одинарного захвата, регулируемым ходом. Эти устройства быстрой фиксации в основном применяются при автоматизации производства, когда необходимо свести к минимуму участие человека в тяжелых и монотонных работах
МЕХАНИЧЕСКИЕ РЫЧАЖНЫЕ ПРИЖИМЫ – НАДЕЖНЫЕ ПОМОЩНИКИ ДЕРЕВООБРАБОТЧИКА
В деревообработке и мебельной промышленности очень часто встречается проблема надежной фиксации заготовки в процессе
её обработки резанием. Решение этой проблемы может быть самым разнообразным – от применения физической силы до применения механических, пневматических и гидравлических устройств. Весьма популярны самодельные эксцентриковые прижимы из твердых пород древесины и древесных композитов, винтовые струбцины и другие средства «малой механизации».
Решение этой проблемы может быть самым разнообразным – от применения физической силы до применения механических, пневматических и гидравлических устройств. Весьма популярны самодельные эксцентриковые прижимы из твердых пород древесины и древесных композитов, винтовые струбцины и другие средства «малой механизации».
Все они известны не одно столетие, прекрасно себя зарекомендовали и успешно используются.
Но в последнее время появилась и сразу же себя отлично зарекомендовала новая разработка – рычажный механический прижим, (далее РМП) иногда неверно именуемый «эксцентриковым». Он представляет собой шарнирно-рычажную систему, выполненную штампованной из высококачественной стали. Вся конструкция РМП оцинкована и не подвергается коррозии. Оси шарниров выполнены из закаленной легированной стали. РМП имеют винтовой стержень с пластиковым наконечником для регулировки усилия прижима и рукоять, облицованную износостойким пластиком.
Изготовители гарантируют работу РМП в течение не менее 10000 циклов при среднем усилии фиксации заготовки.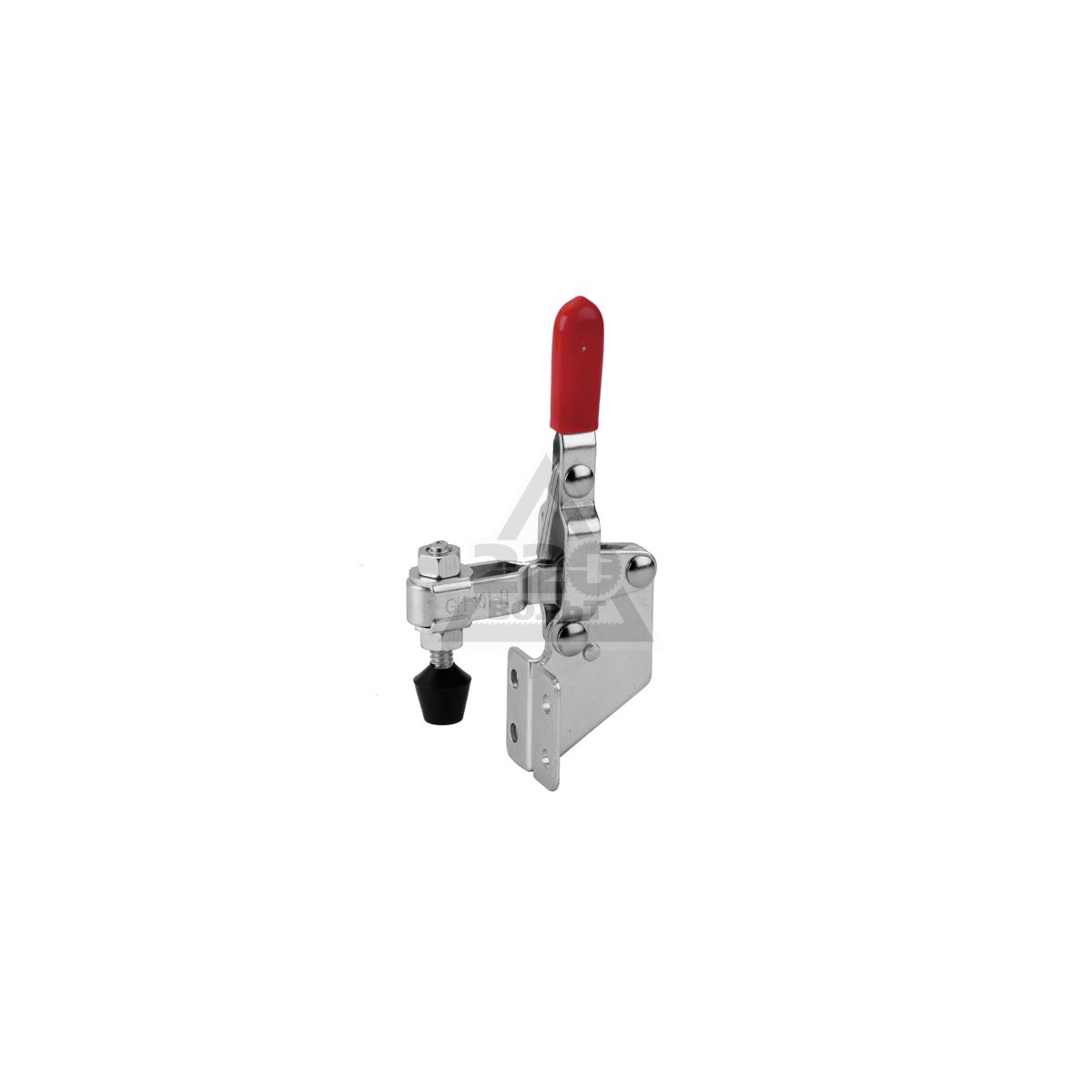
Семейство вертикальных РМП представлено 4 моделями, от совсем небольшого для мелких деталей или вспомогательных целей, до крупного – соответственно для крупных деталей. Наибольшим спросом пользуются 2 модели, средние в модельном ряду, они позволяют решать практически все задачи производства.
Примеры применения РМП на производстве:
1)Фиксация заготовки в шаблоне в случае фрезерования криволинейных деталей с высокой производительностью. Например, это могут быть филенчатые вставки в мебельные фасады или в межкомнатные двери.
Оператору не нужно крутить ручку винтового прижима(струбцины), достаточно поднять рукоять РМП и опустить её до щелчка.
2)Установка РМП на торцовочной установке позволяет получить очень качественную плоскую отторцованную поверхность. Обычно два РМП находятся в непосредственной близости около пильного диска, а еще два – перемещаются в зависимости от длины отрезаемых деталей. В случае раскроя тонкостенных профилей или профилей малого сечения вполне возможно применение горизонтальных РМП.
Конструкция горизонтального РМП немного иная, чем вертикального, но принципы использования те же, что и у вертикального прижима. Горизонтальный РМП может стать вертикальным с помощью кронштейна, изготовить который из металлического уголка не составляет значительного труда.
Имеется масса примеров использования РМП – на предприятии все будет зависеть от поставленных перед производством задач.
ООО «ДАКТ.РУ» предлагает широкий спектр недорогих, но очень удобных и надежных РМП пр-ва Италии и Тайваня.
Менеджеры инструментального отдела, имеющие не только опыт продаж, но и собственный производственный опыт, всегда проконсультируют Вас по вопросам эксплуатации рычажных механических прижимов – простых и надежных помощников на Вашем производстве.
Механические прижимы быстрого действия – оснастка для слесарных, столярных и сварочных работ
Зажимы рычажные механические – фиксирующие устройства зажимного действия, которые используются во многих производственных процессах, требующих крепкой фиксации обрабатываемых заготовок или деталей. В отличие от ручных столярных зажимов, работающих по принципу резьбового затягивания, рычажные удерживающие устройства позволяют одним движением рычага прижать деталь к рабочей поверхности и снять зажимающую нагрузку.
В отличие от ручных столярных зажимов, работающих по принципу резьбового затягивания, рычажные удерживающие устройства позволяют одним движением рычага прижать деталь к рабочей поверхности и снять зажимающую нагрузку.
Конкурентные преимущества:
- Мгновенная фиксация, сокращающая время и силы на осуществление прижима и освобождения.
- Создаваемая сила зажима исключает смещение заготовок при воздействии на них обрабатывающим инструментом.
- Стабильное прижимное усилие на протяжении всего рабочего процесса.
- Ручная регулировка силы позволяет адаптировать быстрый зажим под конкретную задачу.
- Рычажные прижимы не приводят к продавливанию, царапанию, порче закрепляемых материалов.
- При прижиме не нарушается изначальное положение заготовки.
- Максимально простой, удобный и безопасный зажимной механизм.
- Компактная конструкция.
- Невысокая стоимость.
- Высокая надежность (при соблюдении правил эксплуатации и нагрузок риск поломки крайне низок).


Конструктивные особенности:
Механические рычажные прижимы должны быть жестко стационарно закреплены на деревянном рабочем столе, для чего их станина снабжена фланцами с четырьмя отверстиями под саморезы.
В основе всех моделей лежит система «осей и рычагов», которая позволяет создать давление на закрепляемую деталь, достаточное для обеспечения ее неподвижности в процессе обработки.
Штанга с поджимным винтом опускается при воздействии на рукоятку. После прохождения ручкой нулевого положения происходит окончательная фиксация механизма и прижатие заготовки.
Штанга имеет вырез, вдоль которого можно перемещать болт для выбора оптимального положения по горизонтали.
Положение прижимного болта регулируется и по вертикали вращением гаек, что позволяет работать с изделиями разной толщины и точно дозировать усилие.
Благодаря наконечнику из резины, инструмент не оставляет вмятин и обеспечивается лучший захват скользких поверхностей.
Рукоятки прижимных рычажных струбцин имеют противоскользящие маслостойкие накладки из винила или пластика.
Ассортимент прижимных зажимов:
Все представленные в нашем магазине модели имеют фланцевое основание для крепления к горизонтальной поверхности, то есть на стол, верстак или пласть щита, бруса. Но существуют модели и с торцевым основанием.
Основные виды:
- С горизонтальной ручкой – инструмент приводится в рабочее состояние переводом ручки в горизонтальное положение.
- С вертикальной ручкой – инструмент приводится в рабочее состояние переводом ручки в вертикальное положение.
Удерживающее усилие зажимных устройств колеблется в зависимости от модели в пределах от 50 до 400 кг.
Применение:
Быстрозажимные шарнирные струбцины широко применяются в деревообрабатывающих цехах, мастерских металлообработки, на сборочных мелкосерийных производствах и в домашних мастерских. Они используются при работе на стендах сборки, верстаках, козлах, сварочных, токарных столах, фрезерных и сверлильных станках.
Они используются при работе на стендах сборки, верстаках, козлах, сварочных, токарных столах, фрезерных и сверлильных станках.
Зажим-струбцина поможет качественно выполнить склейку, сварку, сверление, выпиливание, фрезерование, шлифовку, гравировку. Их используют при работе с пиломатериалами, фанерой, металлическими листами. профилями и другими материалами. В исключительных случаях их применяют в качестве прижимного замка на люки, крышки, дверцы оборудования.
Появилась потребность в зажимном приспособлении? – Рекомендуем заказать компактные, быстродействующие и недорогие шарнирно-рычажные прижимы китайского производства. Ключевые параметры для подбора столярной струбцины и удобства вашей работы – максимальная нагрузка, глубина и высота захвата.
Видеообзор прижима 331XMI
Видеообзор прижимов
 youtube.com/embed/H8-iZflOttA» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/H8-iZflOttA» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Источник
Прижимы механические — Энциклопедия по машиностроению XXL
Перед установкой станины на стенд на первой операции создаются специальные установочные базы или используются основные обработанные поверхности, предусмотренные чертежом. После этого станина устанавливается базовыми поверхностями на направляющие стенда и прижимается механическими или гидравлическими домкратами к упорам. Применение стендов позволяет исключить сложную и трудоемкую работу по выверке станин универсальным способом относительно станка и вследствие этого сократить вспомогательное время от 4 до 6 раз.
[c.196]
ВЫСТОЙ В м. ПРИЖИМА-длительная остановка выходного звена (наружно о ползуна) в м. прижима механического пресса при непрерывном движеиии входного звена. [c.65]
[c.65]
Прижимы. Это элементы приспособлений, обеспечивающие прижимы деталей к фиксаторам или другим несущим поверхностям приспособлений. Различают прижимы механические, пневматические, магнитные и гидравлические. [c.446]
Механические прессы двойного действия предназначены для вытяжки изделий из тонкого листового или полосового металла с прижимом заготовки. [c.220]
Приводные ножовки разрезают прутковый материал ножовочным полотном, которое совершает под некоторым давлением возвратно-поступательное движение от механического привода. Режущие кромки зубьев ножовочного полотна направлены в сторону разрезания полотно прижимается к разрезаемому материалу только во время рабочего хода, а при обратном ходе приподнимается гидравлическим механизмом. Вследствие этого трение зубьев о материал при обратном ходе исключается, износ полотна уменьшается, а производительность ножовки увеличивается. [c.163]
Замкнутые поверхности у деталей типа дисков и незамкнутые прямолинейно-фасонные поверхности чаще всего обрабатывают фрезерованием по разметке или при помощи копировальных устройств. Обработка производится обычно при двух движениях, из которых одно получается от соответствующей механической подачи станка, а второе — от копира к последнему всё время прижимается ролик (или деталь, заменяющая его), жестко связанный с частью станка, которой сообщается подача можно работать и с ручной подачей.
[c.283]
Обработка производится обычно при двух движениях, из которых одно получается от соответствующей механической подачи станка, а второе — от копира к последнему всё время прижимается ролик (или деталь, заменяющая его), жестко связанный с частью станка, которой сообщается подача можно работать и с ручной подачей.
[c.283]
Шлифуют поверхность абразивными шкурками, начиная с крупнозернистой, затем переходят к мелкозернистым, используя номера 10, 7 и 5. На обрабатываемую поверхность кладут кружок шкурки по размеру несколько больший диаметра резиновой пробки. Этот кружок шкурки сверху слегка прижимают пробкой, закрепленной в патроне машинки, и ее включают. Продолжительность обработки одной шкурки определяется качеством обработанной поверхности, т.е. каждая последующая обработка на поверхности металла должна полностью вывести риски предыдущей механической обработки (наждачного круга или шкурки). [c.323]
В тензометре Бояршинова (см. рис. 14.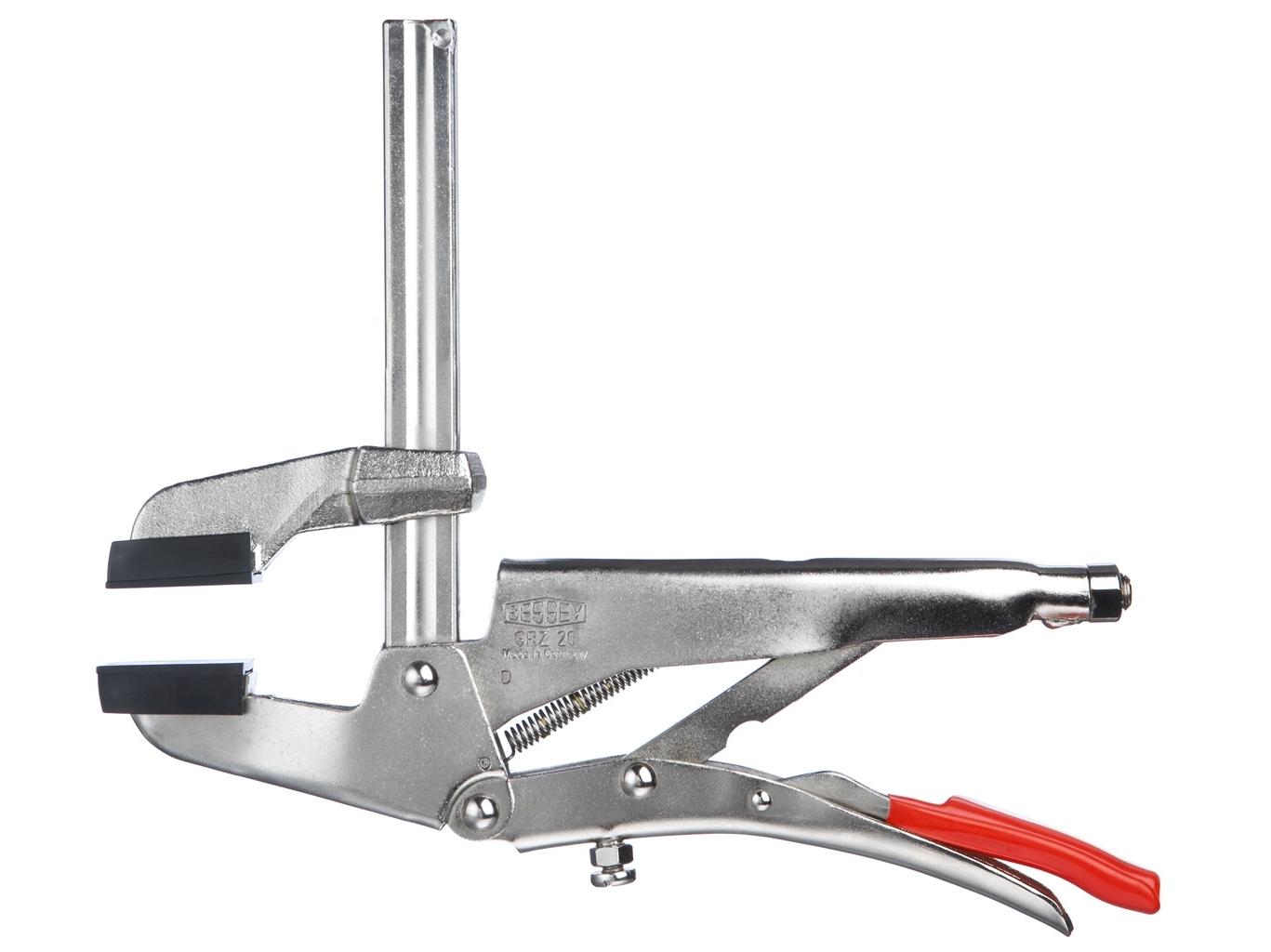 5) вместо механических шарниров применен упругий шарнир, состоящий из двух плоских пружин 2t/l 3. Алюминиевые детали 5 и б поворачиваются при растяжении образца относительно точки пересечения пружин. Упругий шарнир обладает тем преимуществом, что не имеет зоны застоя, которая характерна для обычных механических шарниров вследствие наличия сухого трения. Тензометр имеет два стальных каленых ножа 1, 7, которыми он прижимается к образцу при помощи винтов 9.
[c.547]
5) вместо механических шарниров применен упругий шарнир, состоящий из двух плоских пружин 2t/l 3. Алюминиевые детали 5 и б поворачиваются при растяжении образца относительно точки пересечения пружин. Упругий шарнир обладает тем преимуществом, что не имеет зоны застоя, которая характерна для обычных механических шарниров вследствие наличия сухого трения. Тензометр имеет два стальных каленых ножа 1, 7, которыми он прижимается к образцу при помощи винтов 9.
[c.547]
До испытания прибор приводят в рабочее состояние. С этой целью подвешивают соответствующие грузы на рычаг 9 ось штемпеля 5 поворотом фасонки около оси головки 4 до упора совмещают с осью промежуточного штемпеля 8 и переводом рукоятки 1 вниз взводят механизм грузового привода. Подготовленный образец помещают на испытательный столик и слегка прижимают его винтом 3 к чехлу алмазного наконечника. Чехол навернут на втулку с резьбой штемпеля 5, чтобы предохранить алмазную пирамиду от механических повреждений и облегчить установку первоначальных минимальных зазоров между штемпелями 5 и S, а также между алмазом и образцом. [c.232]
[c.232]
На движущемся столе (/) укреплен с помощью прижимов плоский стальной образец (2) с заданной шероховатостью (образцы шероховатости поверхности по ГОСТу 9878—60), по которому скользит торцом цилиндрический полимерный образец (3). Передвижение стола осуществляется посредством механического [c.88]
Кассеты i пленкой рациональнее всего крепить на контролируемом участке шва с помощью магнитных прижимов типа МД-1 в некоторых случаях можно использовать механические прижимы, вакуумные резиновые присоски, резиновую ленту с зажимами и др. [c.61]
Примером прямой линейной корреляции между скоростью изнашивания, рассчитанной по эмпирической формуле, связывающей износ с коэффициентом трения и механическими свойствами материала, и полученной на лабораторной установке, является график на рис. 76. Он заимствован из работы [50], проведенной для исследования изнашивания в отсутствие смазки керамических материалов торцевых уплотнений.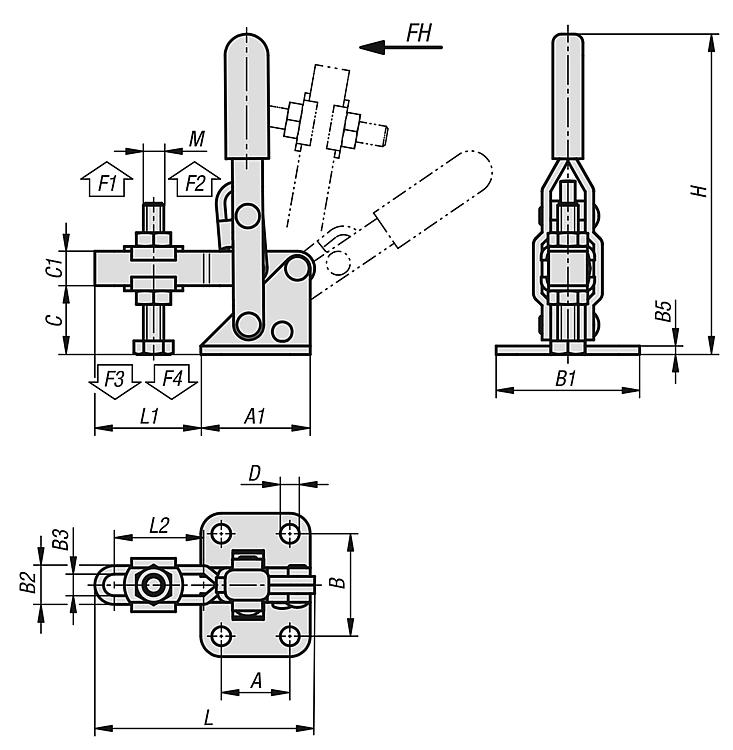 К плоскости вращавшегося диска из керамического материала прижимались три неподвижных образца (материал образцов — окись магния, окись бериллия, окись алюминия). Давление при испытании повышалось ступенями от 0,35 до 3,5 кгс/см, а скорость диска была 0,5 и 1 м/с.
[c.104]
К плоскости вращавшегося диска из керамического материала прижимались три неподвижных образца (материал образцов — окись магния, окись бериллия, окись алюминия). Давление при испытании повышалось ступенями от 0,35 до 3,5 кгс/см, а скорость диска была 0,5 и 1 м/с.
[c.104]
Наибольшее распространение получили автоматы с механическим приводом для штамповки осесимметричных поковок типа колец, — шестерен, фланцев, гаек, болтов и т. п. Их подразделяют на вертикальные и горизонтальные. Для изготовления поковок типа колец, шестерен и фланцев используют горизонтальные автоматы двух типов с горизонтально и вертикально расположенными рабочими позициями. Эти автоматы имеют регулируемое число ходов в минуту, которое определяется массой и формой поковок. Число ходов автоматов с усилием от 2 до 15 МН составляет до 120 в минуту. Нагретый до оптимальной температуры конец прутка подается в рабочую зону автомата механизмом подачи прутка, выполненным в виде приводных роликов, и досылается до переднего жесткого переналаживаемого упора. Пруток прижимается к переднему упору и от него с помощью механизма отрезки отрезается заготовка. Этот же механизм обеспечивает подачу заготовки на первую позицию для осадки. Использование шлифованного проката и отрезка нагретой заготовки с прижимом прутка позволяют дозировать объем заготовки с относительно высокой точностью, обеспечивающей возможность последующей штамповки в закрытых ручьях без специальных компенсационных полостей для избыточного металла. Штамповка осуществляется главным ползуном за три перехода с последующей прошивкой наметки в поковке по оси симметрии. Исходные заготовки перемещаются с одной позиции на другую механизмом переноса, у которого можно регулировать как время срабатывания в период одного цикла штамповки, так и перемещения каретки поперечной подачи. Захваты клещей при замене инструмента легко демонтируются. Все элементы привода механизма переноса обеспечены устройствами предохранения от перегрузок.
[c.240]
Пруток прижимается к переднему упору и от него с помощью механизма отрезки отрезается заготовка. Этот же механизм обеспечивает подачу заготовки на первую позицию для осадки. Использование шлифованного проката и отрезка нагретой заготовки с прижимом прутка позволяют дозировать объем заготовки с относительно высокой точностью, обеспечивающей возможность последующей штамповки в закрытых ручьях без специальных компенсационных полостей для избыточного металла. Штамповка осуществляется главным ползуном за три перехода с последующей прошивкой наметки в поковке по оси симметрии. Исходные заготовки перемещаются с одной позиции на другую механизмом переноса, у которого можно регулировать как время срабатывания в период одного цикла штамповки, так и перемещения каретки поперечной подачи. Захваты клещей при замене инструмента легко демонтируются. Все элементы привода механизма переноса обеспечены устройствами предохранения от перегрузок.
[c.240]
Б е б р и с А. А. Зависимости усилий прижима при глубокой вытяжке на механическом прессе двойного действия. Известия , АН Латв. ССР, № 7, Рига, 1963.
[c.30]
Известия , АН Латв. ССР, № 7, Рига, 1963.
[c.30]
Пластинки из твердого сплава крепят к державке или корпусу резца путем припайки или специальными механическими прижимами. [c.97]
Механическое полирование производится на полировальном станке с кругом диаметром 200 —250 мм (фиг. 6 и 7). Образец прижимается вручную или при помощи специальных зажимов к кругу, обтянутому тонкошёрстным [c.137]
Прижимные устройства кинематически связываются с ходом ножа с опережением по отношению к резу в 2—3 таким образом, чтобы к началу реза лист был уже прижат к столу. В механических прижимах движение к балке передаётся от эксцентрика. [c.727]
Последнего недостатка лишены ножницы первого послевоенного советского блуминга, изображённые на фиг. 26, имеющие плавающий эксцентриковый вал и механический прижим. Ножницы рассчитаны на максимальное усилие резания 1000 т и имеют ход ножей 500 мм. Они предназначены для резания блумов сечением до 400 X 400 мм и слябов сечением до 200 X 900 мм. Ножницы приводятся двумя двигателями постоянного тока мощностью по 410 л. с., управляемыми по схеме Леонарда с применением амплидинов. Ножницы делают до 12 резов в минуту. Крутящий момент от двигателей передаётся эксцентриковому валу через цилиндрический редуктор и универсальный шпиндель. Эксцентриковый вал вращается в подшипниках, расположенных в супорте верхнего ножа. Супорт нижнего ножа соединён с эксцентриковым валом двумя тягами. Два дополнительных эксцентрика на валу верхнего супорта приводят в движение рычаги прижима. Для смягчения удара, возникающего вследствие мгновенной остановки верхнего ножа при посадке прижима на металл в начале движения
[c.962]
Они предназначены для резания блумов сечением до 400 X 400 мм и слябов сечением до 200 X 900 мм. Ножницы приводятся двумя двигателями постоянного тока мощностью по 410 л. с., управляемыми по схеме Леонарда с применением амплидинов. Ножницы делают до 12 резов в минуту. Крутящий момент от двигателей передаётся эксцентриковому валу через цилиндрический редуктор и универсальный шпиндель. Эксцентриковый вал вращается в подшипниках, расположенных в супорте верхнего ножа. Супорт нижнего ножа соединён с эксцентриковым валом двумя тягами. Два дополнительных эксцентрика на валу верхнего супорта приводят в движение рычаги прижима. Для смягчения удара, возникающего вследствие мгновенной остановки верхнего ножа при посадке прижима на металл в начале движения
[c.962]
Фасонная форма поверхности изделия, закреплённого специальными прижимами на неподвижном столе, обрабатывается фасонной фрезой шпиндельной головки, получающей одновременно поворот на люльке и вертикальное перемещение под действием копиров от механической, или электрической, или гидравлической следящей системы, при движении портала, несущего фрезерную головку, по направляющим вдоль стола
[c. 456]
456]
Усилие гибки в штампах зависит от формы детали, наличия или отсутствия прижима, механических свойств материала детали, зазора между пуансоном и матри- [c.219]
Технико-экономическая характеристика комплекта СРП-ЧПУ число деталей и сборочных единиц 1200 число одновременно собираемых приспособлений 17 размеры (мм) прямоугольных плит с гидравлическим приводом длина 560 — 900, пшрина 240 — 400, ширина крепежного паза 14 и 18 точность обработки крепежного паза — 12-й квалитет шаг между крепежными пазами — 60 0,3 и 80 0,3 мм диаметр координатно-фикси-рующих отверстий 12 и 16 мм шаг между осями этих отверстий — 60 и 80 мм точность обработки этих отверстий — 6 —7-й квалитеты диаметры крепежного болта — 12 и 16 мм давление в гидросистеме 10 МПа сила, кН прижима механического — 30, прижима гидравлического — 50 на штоке встроенного гидроцилиндра тянущая — 25 толкающая — 30 время сборки одного приспособления средней [c.105]
Усилие гибки в штампах зависит от формы детали, наличия или отсутствия прижима, механических свойств материала детали, зазора между пуансоном и матрицей и т. д. Для подбора пресса в случае гибки деталей из листовых заготовок в штампах на ряде заводов используются формулы, предложенные Б. П. Звороно и приведенные в табл 44.
[c.173]
д. Для подбора пресса в случае гибки деталей из листовых заготовок в штампах на ряде заводов используются формулы, предложенные Б. П. Звороно и приведенные в табл 44.
[c.173]
Величина оптимального усилия прижима зависит от многих факторов отношения DА заготовки, радиуса закругления матрицы, зазора ме)1шу пуансоном и матрицей, вдца применяемой смазки, механических свойств штампуемого материала, конструкции штампа и др. Оцняко можно полагать, что во всех случаях оптимальное усилие [c.48]
Применение предлагаемого устройства позволяет значительно уменьшить энергоемкость процесса изготовления днищ. Это достигается за счет использования для прижима фланцевой части заготовки усилия основного ползуна пресса, вследствие чего отпадает необходимость применения для этого специальных приспособлений и приводов. Кроме того, за счет равномерного распределения усилия прижима по всей поверхности повышается жесткость и износостойкость прижима. Следует также отметить, что использование разработанного устройства дает возможность создавать оптимальное усилие прижима фланцевой части заготовки при вытяжке как на гвдравлических, так и на механических прессах без применения дополнительных приспособлений. Универсальность устройства обеспечивается применением сменных профилей рабочей части кулачка.
[c.60]
Универсальность устройства обеспечивается применением сменных профилей рабочей части кулачка.
[c.60]
Сборка и сварка балки с кольцом 1 н крышкой 6 (см. рис. 10.13) выполняются на стенде V (см. рис. 10.14). Сборка с кольцом на позиции 16 совмещена с передачей балки с верхнего конвейера стенда IV на нижний конвейер стенда V. Схема сборки показана на рис. 10.19. В базы нижнего конвейера 2 механической рукой укладывается кольцо 3. Подъемным механизмом / кольцо 3 захватывается и прижимается к нижней поверхности балки 4. Далее балка освобождается от захватов 5 верхнего конвейера и вместе с кольцом опускается подъемником в базы исходной Рис. 10.19. Автоматическая сборка позиции нижнего конвейера стенда балки картера с фланцем V. Крышки укладываются оператором в магазин карусельного типа с шаговым поворотом стола Па (см. рис. 10.14). Механическая рука с кулачковым захватом автоматически подает крышку из магазина к месту сборки с балкой на позицию 17, располагая ее по центру банджо. Подъемник с трехкулачковым патроном захватывает балку с фланцем снизу, центрирует ее и поднимает, и )ижимая к крышке. В таком положении производится прихватка кольца и крышки к балке картера двумя сварочнрлми головками, которые автоматически выполняют восемь точек в последовательности, указанной цифрами на рис. 10.20.
[c.365]
Подъемник с трехкулачковым патроном захватывает балку с фланцем снизу, центрирует ее и поднимает, и )ижимая к крышке. В таком положении производится прихватка кольца и крышки к балке картера двумя сварочнрлми головками, которые автоматически выполняют восемь точек в последовательности, указанной цифрами на рис. 10.20.
[c.365]
Использование специальных сборочных приспособлений позволяет повысить производительность труда и качество сборки. Основой сборочного приспособления является жесткий каркас, несущий упоры, фиксаторы и прижимы (рис. 75). При сборке детали заводят в приспособление, укладывают по упорам и фиксаторам и закрепляют прижимами. Применяют прижимы с ручным и механическим приводом. Прижимы с ручньш приводом (винтовые, рычажные, эксцентриковые) просты, но требуют непосредственного ручного труда сборщика (рис. 76). Использование пневматических, гидравлических, [c.140]
Ц II ская энергия. При остановке поезда путем iiiiiff I I I гтттп торможения механическая энергия исчезает. Но 1 ак колодки тормоза, так и колеса, к которым они прижимаются, нагре-
[c.10]
Но 1 ак колодки тормоза, так и колеса, к которым они прижимаются, нагре-
[c.10]
В табл. 9 приведены результаты экспериментов по царапанию единичной проволочкой поверхности шлифованного металла и металла с окалиной. Усилия регистрировали чувствительными тензодатчиками с записью на ленте во время равномерного перемещения столика с образцом, к которому вертикально прижимали проволочку с помощью микрометрического винта через тензометрическую балочку. Поскольку проволочка представляла собой микрорезец с упруго-деформированной продольной осью, то сила ее упругой деформации действовала по касательной к очищаемой поверхности и по нормали к ней Р . При пластифицирующем воздействии среды сила Рц обеспечивала внедрение режущей кромки проволочек в удаляемый слой на большую глубину, чем при механической обработке в аналогичных режимах. Это увеличивало размеры площадок сдвига, что приводило к возрастанию фиксируемой прибором силы Р . [c.256]
На рис. 8 представлена схема обработки цилиндрической детали. Валик или втулка, установленная в центрах станка, совершает вращательное и осциллирующее, вдоль оси, движения. Частички магнитного порошка, прижимаясь к детали, производят микрорезание. Чем больше магнитное притяжение, тем сильнее зерна порошка притягиваются к обрабатываемой поверхности и тем интенсивнее съем металла. Зерна порошка до определенного положения увлекаются вращающейся деталью. В момент, когда составляющая магнитного поля, действующая на зерно, окажется больше силы трения зерна с деталью, оно возвращается в исходное положение. При возврате зерно пересекает магнитные силовые линии, в нем наводится мгновенная э. д. с, которая порождает микротоки, ведущие, как полагают, к оплавлению микронеровностей обрабатываемой поверхности. За счет этого процесс механического резания частично интенсифицируется.
[c.31]
8 представлена схема обработки цилиндрической детали. Валик или втулка, установленная в центрах станка, совершает вращательное и осциллирующее, вдоль оси, движения. Частички магнитного порошка, прижимаясь к детали, производят микрорезание. Чем больше магнитное притяжение, тем сильнее зерна порошка притягиваются к обрабатываемой поверхности и тем интенсивнее съем металла. Зерна порошка до определенного положения увлекаются вращающейся деталью. В момент, когда составляющая магнитного поля, действующая на зерно, окажется больше силы трения зерна с деталью, оно возвращается в исходное положение. При возврате зерно пересекает магнитные силовые линии, в нем наводится мгновенная э. д. с, которая порождает микротоки, ведущие, как полагают, к оплавлению микронеровностей обрабатываемой поверхности. За счет этого процесс механического резания частично интенсифицируется.
[c.31]
В системах позиционирования предусматривается настройка упоров — возмо кность регулирования их положения. Ошибки нозиционирования определяются погрешностями настройки податливостью механической системы, в том числе элементов, фиксирующих упор нестабильностью нринсимного усилия, возникающего между фиксируемым исполнительным звеном и унором. В целях повышения стабильности усилия прижима в приводе часто используются устройства ограничения момента, в частности, применяются фрикционные муфты с встроенными механизмами свободного хода, обеспечивающими расклинивание механизма при отводе узла от упора [18J. Упрош,ен-ная схема системы позиционирования с унором У и устройством ограничения момента У О показана на рис. 40. Здесь Д — двигатель, Р — редуктор, П — ползун (исполнительное звено, фиксируемое упором).
[c.118]
С целью определения сопротивляемости износу выбранных покрытий в условиях, аналогичных условиям работы исследуемых деталей авиационных двигателей, были проведены лабораторные исследования. Исследования проводились на специальной машине, позволяющей воспроизводить на поверхностях трения образцов процессы схватывания первого рода. Испытуемые образцы имели форму втулок. Контакт происходил по их торцам (площадь контакта 1 см ). Нижний образец 2 был неподвижен (фиг. 82). Верхний образец 1 вращался с малой скоростью. Образцы прижимались друг к другу с нормальным усилием Р от О до 400 кг/см . Испытуемые образцы были изготовлены из стали марки 40ХНМА и специальной стали марки 15. Механическая и термическая обработка образцов соответствовала обработке исследуемых деталей двигателей.
[c.107]
Испытуемые образцы имели форму втулок. Контакт происходил по их торцам (площадь контакта 1 см ). Нижний образец 2 был неподвижен (фиг. 82). Верхний образец 1 вращался с малой скоростью. Образцы прижимались друг к другу с нормальным усилием Р от О до 400 кг/см . Испытуемые образцы были изготовлены из стали марки 40ХНМА и специальной стали марки 15. Механическая и термическая обработка образцов соответствовала обработке исследуемых деталей двигателей.
[c.107]
Ст 3, механические свойства //д 183 8%. Материал резцов Т15К6. Размеры новых пластинок 5 X 8 X 28 мм. Твердо-силавные пластинки затачивались алмазным кругом на станке ЗА64. Заточка пластинок производилась с закреплением их в универсальном приспособлении, повернутом на требуемый угол. Углы заточки измерялись универсальным угломером. Задний угол а =— 10° 30, передний угол у 0° или у — 15°. Ширина передней грани пластинки 3 0,5 мм. Пластинка в люльке динамометра закреплялась механически двумя прижимами 2 и 5 (рис. 1). Передняя грань пластинки устанавливалась параллельно торцевой поверхности детали поворотом динамометра.
[c.93]
1). Передняя грань пластинки устанавливалась параллельно торцевой поверхности детали поворотом динамометра.
[c.93]
Изучая механические свойства резины, ученые обнаружили, что при сдавливании ее наступает момент, когда она становится практически несжимаемой и ее можно применять даже для резания металла, что сейчас и делают. Листы металла кладут на металлический пуансон, над котарым находится резиновая подушка, выполняющая роль металлической матрицы. Если опускать штамп, резина прижимается к металлическому листу и при дальнейшем сжатии срезает его края, оставляя на пуансоне заготовку нужной формы и размеров. Так режут дюралюминовые и стальные листы, пробивают отверстия. Конечно, толщина листа играет здесь не последнюю роль — резиной нельзя резать листы толще 2 мм. [c.166]
Рис. 2.154. Схема ножниц с плавающим эксцентриковым валом и механическим прижимом для разрезания блюмов и слябов. Суппорт 6 нижнего ножа движется в вертикальных направляющих суппорта 1 верхнего ножа, который, в свою очередь, перемещается в направляющих станины ножниц. На суппорте 1 смонтирован двухэксцентриковый вал 2, шейка А которого соединяется тягой 5 с суппортом б, а шейка В — с рычагом механизма прижима 4, 7 — буфер. На рис. 2.154, а показано исходное положение перед резанием, на рис. 2.154,6 — опускание прижима 4, на рис. 2.154, в — резание. При запуске двигателей эксцентриковый вал 2 вращается вокруг центра шейки А и, так как АВ = СВ и ED = = DO, то верхний нож 1 и прижим 4 опускаются с одинаковой скоростью. На суппорте 1 смонтирован двухэксцентриковый вал 2, шейка А которого соединяется тягой 5 с суппортом б, а шейка В — с рычагом механизма прижима 4, 7 — буфер. На рис. 2.154, а показано исходное положение перед резанием, на рис. 2.154,6 — опускание прижима 4, на рис. 2.154, в — резание. При запуске двигателей эксцентриковый вал 2 вращается вокруг центра шейки А и, так как АВ = СВ и ED = = DO, то верхний нож 1 и прижим 4 опускаются с одинаковой скоростью.
|
Листовые фторопласты могут подвергаться всем видам механической обработки (точению, сверлению, фрезерованию, строганию и сварке). Сварка листов и пленок проводится обычными для термопластов методами (см. табл. 39). Для соединения листов и пленок фторопласта-4 применяют высокотемпературную сварку (до 370° С) при сильном прижиме свариваемых поверхностей. Однако этот метод не всегда обеспечивает получение качественного шва даже при соединении тонких пленок. Значительно надежней разработанная в последнее время флюсовая сварка, осуществляемая при 370° С и давлении 2,5—3,5 кГ1см в течение 5—10 мин. Предварительно наносимый на свариваемые поверхности флюс (65% фтороуглеродного масла и 35% порошка фторопласта-4Д) способствует лучшему контакту стыкуемых поверхностей и укрепляет сварной шов.
[c.126]
Значительно надежней разработанная в последнее время флюсовая сварка, осуществляемая при 370° С и давлении 2,5—3,5 кГ1см в течение 5—10 мин. Предварительно наносимый на свариваемые поверхности флюс (65% фтороуглеродного масла и 35% порошка фторопласта-4Д) способствует лучшему контакту стыкуемых поверхностей и укрепляет сварной шов.
[c.126]
Некоторые зарубежные фирмы также применяют в ГЦН для воды стояночное уплотнение, закрывающееся автоматически при любой остановке насоса. Например, в одной из модификаций насоса американской фирмы Peerless [16] стояночное уплотнение (рис. 3.46) приводится в действие сжатым воздухом. Воздушные сервоприводы 2 прижимают уплотняющий диск 6 к корпусу и отключают дренаж, прекращая утечку из механического уплотнения. Чтобы избежать контакта диска с корпусом во время выбега насоса используется реле задержки времени, которое срабатывает после выбега насоса. [c.96]
В конструкциях рычажно-механических приборов иногда используют в качестве рычагов плоские пружины. К группе этих приборов в первую очередь следует отнести ми-крокатор фирмы lo hansson (фиг. 13, ж). Передача в приборе lo hansson осуществляется без трения при помощи скрученной металлической (весьма тонкой) ленты 1. Одна половина ленты скручена вправо, другая — влево. Отношение угла поворота ленты к величине растяжения изменяется в зависимости от размеров и степени начального скручивания ленты. Один конец ленты прикреплён к рычажной пружине 2, а другой — к установочной 3. Верхний конец измерительного стержня 4 прикреплён к рычажной пружине 2. При подъёме измерительного стержня верхняя часть рычажной пружины 2 отклоняется вправо (по дуге окружности) и лента растягивается таким образом, что стрелка 5, прикреплённая к её середине, поворачивается на некоторый угол. Нижний конец измерительного стержня прижимается спиральной пружиной 6 к упору 7. Для того чтобы стержень мог перемещаться без трения, он закреплён внизу в пружинящем диске 8 с прорезами.
[c.182]
К группе этих приборов в первую очередь следует отнести ми-крокатор фирмы lo hansson (фиг. 13, ж). Передача в приборе lo hansson осуществляется без трения при помощи скрученной металлической (весьма тонкой) ленты 1. Одна половина ленты скручена вправо, другая — влево. Отношение угла поворота ленты к величине растяжения изменяется в зависимости от размеров и степени начального скручивания ленты. Один конец ленты прикреплён к рычажной пружине 2, а другой — к установочной 3. Верхний конец измерительного стержня 4 прикреплён к рычажной пружине 2. При подъёме измерительного стержня верхняя часть рычажной пружины 2 отклоняется вправо (по дуге окружности) и лента растягивается таким образом, что стрелка 5, прикреплённая к её середине, поворачивается на некоторый угол. Нижний конец измерительного стержня прижимается спиральной пружиной 6 к упору 7. Для того чтобы стержень мог перемещаться без трения, он закреплён внизу в пружинящем диске 8 с прорезами.
[c.182]
Безалмазную правку производят двумя способами обкаткой или шлифованием.![]() При правке обкаткой правящий инструмент, укреплённый на свободно вращающейся оправке приспособления, прижимается к выправляемой поверхности круга и увлекается ею во вращение. Хорошие результаты правки обкаткой получают при повороте оси правящего инструмента на 5—6° в вертикальной плоскости при наружном шлифовании (фиг. 4) и на 10—15° относительно горизонтальной плоскости при внутреннем шлифовании. Для регулирования процесса правки, зависящего от соотношения характеристик пра-вящего и выправляемого кругов, от степени затупления последнего И других условий, при механической правке для круглого шлифования предусматривают возможность поворота оси инструмента на 5—10° больше указанных выше величин. Для правки обкаткой, широко применяемой при всех видах шлифования (за исключением резьбошли-фования одноииточным кругом), используют все виды алмазозаменителей.
[c.474]
При правке обкаткой правящий инструмент, укреплённый на свободно вращающейся оправке приспособления, прижимается к выправляемой поверхности круга и увлекается ею во вращение. Хорошие результаты правки обкаткой получают при повороте оси правящего инструмента на 5—6° в вертикальной плоскости при наружном шлифовании (фиг. 4) и на 10—15° относительно горизонтальной плоскости при внутреннем шлифовании. Для регулирования процесса правки, зависящего от соотношения характеристик пра-вящего и выправляемого кругов, от степени затупления последнего И других условий, при механической правке для круглого шлифования предусматривают возможность поворота оси инструмента на 5—10° больше указанных выше величин. Для правки обкаткой, широко применяемой при всех видах шлифования (за исключением резьбошли-фования одноииточным кругом), используют все виды алмазозаменителей.
[c.474]
Механические подушки применяются на мелких кривошипных прессах. Они выполняются пружинными, резиновыми, пружинорычажными и резино-рычажными.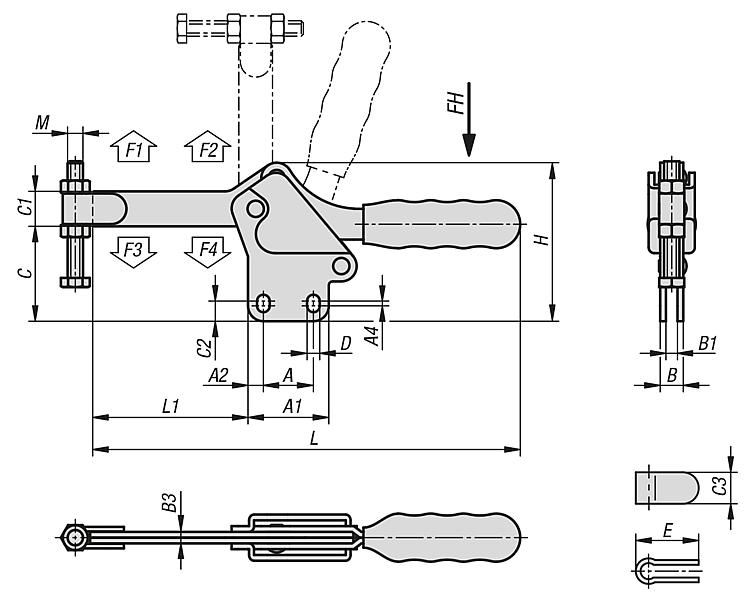 Пружинная и резиновая подушки вместе со штампами показаны на фиг. 12. Сила прижима и вытал-
[c.768]
Пружинная и резиновая подушки вместе со штампами показаны на фиг. 12. Сила прижима и вытал-
[c.768]
Механические свойства. Фрикционная накладка в узле трения работает в условиях сложного напряженного состояния. Под действием нормальной нагрузки она прижимается к поверхности контактирующего с ней металлического контрэлемента. Напряжение сжатия ориентировочно может быть принято равным нормальному давлению рд. Возникающая при работе сила трения вызывает в накладке растягивающие напряжения и напряжения среза. Напряжение среза в первом приближении может быть определено как произведение коэффициента трения / на давление Ра- При оценке напряжений в накладке необходимо учитывать трение накладки с металлической подложкой (колодка, диск и т. п.), к которой она прикреплена с помощью заклепок. Наличие заклепок и трение на обратной стороне фрикционной накладки приводят к некоторому снижению напряжений при растяжении и срезе. [c.136]
Механические зажимы VCMC-G> Зажимное оборудование для деревообработки
Настройки файлов cookie
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них технически необходимы, а другие помогают улучшить наш веб-сайт для вас.
Некоторые из них технически необходимы, а другие помогают улучшить наш веб-сайт для вас.
Принять все
Собственные настройки
Требуется
| Коробка для печенья WebThinker | |
Сохраняет выбранные настройки cookie.https://www.webthinker.de/cookie-box/ | |
| WebThinker Bosun | |
Отфильтровывает внутренних пользователей компании из данных анализа. | |
| Диспетчер тегов Google | |
Отвечает за техническую реализацию выбранных настроек файлов cookie. | |
 https://policies.google.com/privacy
https://policies.google.com/privacy| Google reCAPTCHA | |
Защищает контактные формы от ботов и спама. | |
| Выбор языка | |
Обозначает язык, выбранный посетителем. | |
| Выбор страны | |
Обозначает страну, выбранную посетителем. | |

| Идентификатор сеанса | |
Требуется для текущего сеанса пользователя. | |
| Идентификатор сайта CMS | |
Требуется для содержимого CMS пользовательской сессии. | |
| Ключ канала | |
Требуется для содержимого интернет-магазина во время сеанса пользователя. | |

| AWSALB, AWSALBCORS | |
Определяет экземпляр подсистемы балансировки нагрузки. | |
Статистика
| Google Analytics | |
Создает данные анализа того, как веб-сайт используется посетителями.https://policies.google.com/privacy | |
| Microsoft Bing | |
Создает данные анализа того, как веб-сайт используется посетителями. | |

Создает данные анализа того, как веб-сайт используется посетителями.https://www.linkedin.com/legal/privacy-policy | |
Маркетинг
| Google Реклама | |
Рекламная площадка для привлечения заинтересованных пользователей с помощью рекламы. | |
Медиа
| Vimeo | |
Требуется для отображения видео Vimeo на веб-сайте. | |
| Карты Google | |
Требуется для отображения Google Maps на веб-сайте.https://policies.google.com/privacy | |
Разное
| Пользовательский | |
Онлайн-чат для поддержки обмена сообщениями. | |

Сохранить собственные настройки
Конфиденциальность | Отпечаток
Зажимные устройства
: правила и типы | Светильники | Станки
В этой статье мы обсудим: — 1. Значение зажимного устройства 2. Основные правила зажимного устройства 3. Типы.
Значение зажимного устройства:
Зажимное устройство
предназначено для удержания заготовки в правильном относительном положении в приспособлении и для предотвращения смещения заготовки под действием сил резания.Также это необходимо для прижима кондуктора к работе.
Самая эффективная схема зажима означает, что зажим должен быть адекватным, и в то же время конструкция зажимного устройства должна быть такой, чтобы время работы зажимного приспособления или приспособления было минимально возможным. Таким образом, для высоких темпов производства необходимы быстродействующие зажимы, тогда как простые зажимы могут подойти для небольших объемов работ.
При проектировании эффективных зажимных устройств следует учитывать следующие моменты:
(i) По возможности следует избегать вращательного или возвратно-поступательного движения зажима.Однако, если движение зажима необходимо, то следует использовать только движение с положительным направлением.
(ii) Следует принять меры, чтобы отвести зажим от работы или иным образом освободить его, когда зажимная нагрузка снимается. Этого можно добиться с помощью пружин сжатия.
Основные правила зажимного устройства:
Зажим предотвращает смещение детали или ее вытягивание из зажимного приспособления во время обработки:
(i) Зажимы всегда должны контактировать с изделием в наиболее жесткой точке, чтобы избежать изгиба или повреждения детали силой зажима.Если усилие зажима в любой точке может согнуть деталь, она должна иметь соответствующую опору в этой точке (см. Рис. 28.33).
(ii) Зажимы следует располагать так, чтобы они не мешали работе станка / инструмента и позволяли оператору работать легко и безопасно.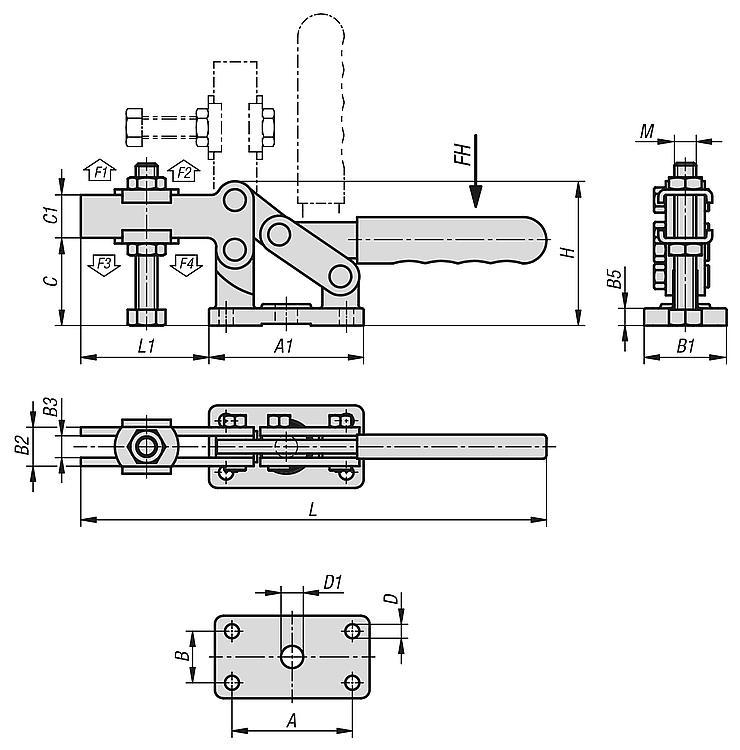
(iii) Усилия инструмента, возникающие при резании, должны помогать удерживать заготовку, а не поднимать или наклонять ее. Силы инструмента должны быть направлены на твердую часть корпуса инструмента.
(iv) Тип и величина зажимного усилия (сила, необходимая для удержания детали относительно локаторов), необходимая для удержания детали, обычно определяется силами инструмента, действующими на деталь, и способом позиционирования детали и детали. в инструменте. Давление зажима должно быть достаточным только для того, чтобы деталь прижалась к локаторам. Локаторы должны выдерживать большую часть толчков. Никогда нельзя ожидать, что зажимы будут удерживать всю тягу.
Типы зажимных устройств:
Теперь мы рассмотрим различные типы зажимов и способы зажима.Разработчик инструмента должен выбрать зажим, который проще, проще в использовании и наиболее эффективен.
1. Рычаг зажима ремня:
Это наиболее популярное зажимное устройство, используемое в мастерских, а также в инструментальных цехах кондукторов и приспособлений.
Фиг. 28.34 (b), (c) и (d) показаны зажимы рычажного типа, компоновка которых основана на рис. 28.34 (a). В них по мере откручивания гайки пружина толкает зажим вверх. Зажим имеет продольную прорезь, поэтому его можно вытолкнуть из заготовки.Операцию зажима можно ускорить, используя рукоятку с резьбой или фиксирующий кулачок быстрого действия вместо шестигранной гайки. Механическое преимущество,
Расстояние между реакцией зажима и усилием зажима (a):
Это расстояние «a» никогда не должно быть больше расстояния «b». Разница между этими тремя вариантами заключается в различных способах формирования пятки. На рис. 28.34 (b) хомут выкован с собственной пяткой.
Зажимы этого типа вращаются, чтобы очистить задание, когда последний снимается с приспособления.На Рис. 28.34 (c) показан рычажный зажим, направляемый незакрепленной пяткой, вбитой в приспособление. Шип, повернутый на конце пятки, проходит через удлиненный паз и свободно входит в шпоночный паз в прижимной планке.
Это предусмотрено для того, чтобы при ослаблении гайки зажим можно было отвести от заготовки, чтобы упростить загрузку компонента в приспособление. Пружины сжатия под зажимами предназначены для прижатия к гайке, чтобы освободить оператора от необходимости поднимать зажим и маневрировать им во время работы.На рис. 28.34 (d) корпус приспособления отлит в виде цельной пятки.
На рис. 28.35 показаны шарнирный зажим, скользящий зажим и зажим защелки.
Точка опоры расположена так, чтобы зажимная планка всегда была параллельна основанию инструмента.
Зажим для ремня может работать как с ручным, так и с механическим приводом. Ручные устройства включают шестигранные гайки, ручные ручки и кулачки (см. Рис. 28.36).
Удерживающая сила зажима для ремня определяется размером резьбового элемента, связывающего зажим.
2. Винтовые зажимы:
Они широко используются для приспособлений и приспособлений. У них более низкая стоимость. Однако их скорость работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый резьбой винта, чтобы удерживать деталь на месте. Это делается прямым давлением или воздействием на другой зажим. (См. Рис. 28.37).
Однако их скорость работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый резьбой винта, чтобы удерживать деталь на месте. Это делается прямым давлением или воздействием на другой зажим. (См. Рис. 28.37).
Существуют разновидности винтового зажима. Было разработано множество стилей коммерческих зажимов, чтобы учесть преимущества винтового зажима и уменьшить его недостатки.Эффективность винтового зажима можно повысить за счет использования поворотных зажимов, крючковых зажимов и быстродействующих ручек. В поворотных зажимах винтовой зажим сочетается с поворотным рычагом, который поворачивается на монтажной шпильке.
Ручки быстрого действия сделаны так, что при сбросе давления их можно наклонить и соскользнуть со шпильки (см. Рис. 28.38). Ручка надвигается на шпильку, пока она не коснется детали. Затем его наклоняют, чтобы зацепить резьбу, и поворачивают до упора.
3.Зажимы Cam-Action:
Зажимы
с кулачковым механизмом при правильном выборе и использовании обеспечивают быстрый, эффективный и простой способ удержания работы (см.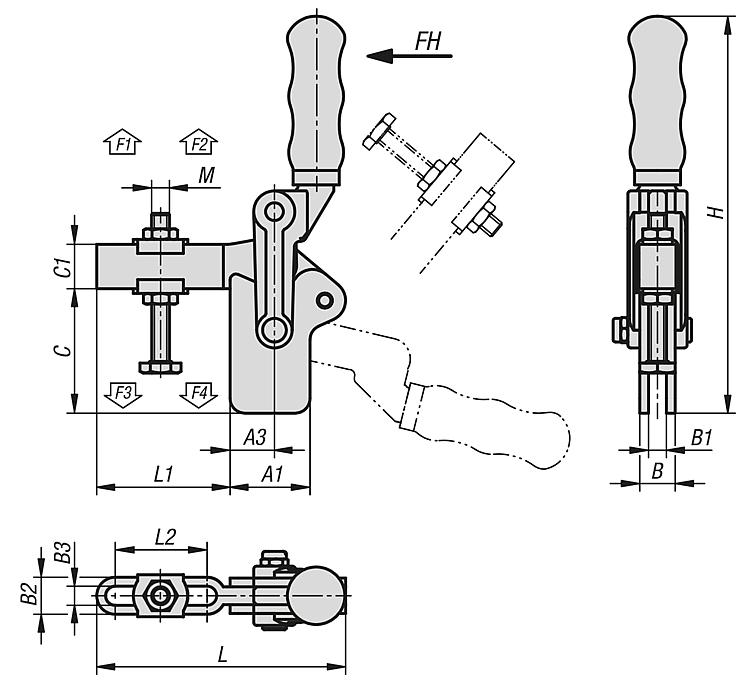 Рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено.
Рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено.
4. Шарнирные зажимы:
В них используются откидные крышки для загрузки и разгрузки компонентов. Обычно зажим выполнен за одно целое с откидной крышкой. Инжир.28.40 показывает устройство, использующее комбинацию шарнирного зажима и шарнирного болта.
Этот тип зажима часто требуется, когда необходимо полностью переместить зажим и болт в сторону для загрузки компонента. Корпус кондуктора сконструирован таким образом, что предусмотрены проушины для размещения шарнирных штифтов. Для экономии времени оператора используется винтовая пружина, которая удерживает шайбу под гайкой.
На рис. 28.41 показано устройство, в котором установлен кулачок с крючком, который позволяет выполнять работу быстрее.Подходит только для легкого зажима. Зажимной рычаг навешивается на прижимную планку, которая, в свою очередь, навешивается на приспособление. Вдоль зажимной планки устанавливается плавающая подкладка, которая удерживает изделие, а затем зажимной рычаг прижимается к штифту или другому упору, установленному на приспособлении.
Вдоль зажимной планки устанавливается плавающая подкладка, которая удерживает изделие, а затем зажимной рычаг прижимается к штифту или другому упору, установленному на приспособлении.
На рис. 28.42 показан обычно используемый тип зажима, особенно на кондукторах, где сверление должно производиться из ранее пробитого отверстия. Компонент устанавливается на фиксирующий штифт, а зажимная пластина устанавливается под гайку.
Существенной особенностью является то, что после снятия или поворота зажима компонент может свободно проходить над гайкой, что означает, что стопорной гайке требуется около одного поворота для освобождения или блокировки зажима и, следовательно, она является быстродействующей. В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи.
5. Двусторонние зажимы:
На рис. 28.43 показан пример быстрого зажима в двух направлениях от одного винта.Сила зажима прилагается к верхней и одной стороне заготовки. Зажим имеет быстросъемное действие.
28.43 показан пример быстрого зажима в двух направлениях от одного винта.Сила зажима прилагается к верхней и одной стороне заготовки. Зажим имеет быстросъемное действие.
В этой конструкции длина рычагов должна быть примерно такой, чтобы каждый зажим оказывал одинаковое давление в его зажимном положении. Верхний зажим на конце имеет прорези, так что весь его зажимной механизм можно отвести от работы.
На рис. 28.44 показан другой метод зажима в двух направлениях.
6.Зажимы с клиновым приводом:
На рис. 28.45 показано действие клиновых зажимов, в которых горизонтальное движение клина вызывает восходящее вертикальное зажимное усилие на заготовку. Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.
Клинья с углом от 1 до 4 ° являются самоудерживающимися и обычно удерживают работу без дополнительных приспособлений. Большие угловые (самораспускающиеся) клинья используются там, где требуется большое движение. В этих клиновых зажимах требуется другое удерживающее устройство (переходное или винт) для удержания и заклинивания обрабатываемой детали на месте.
Большие угловые (самораспускающиеся) клинья используются там, где требуется большое движение. В этих клиновых зажимах требуется другое удерживающее устройство (переходное или винт) для удержания и заклинивания обрабатываемой детали на месте.
7. Зажимы с кулачковым приводом:
Они обеспечивают быстрый, эффективный и простой способ удержания работы. Если кулачковые зажимы оказывают давление непосредственно на работу, и работа подвергается вибрации, зажим может ослабнуть, и такой зажим использовать нельзя.
Кулачковые зажимы прямого давления должны быть расположены так, чтобы противостоять естественной тенденции зажима смещать или перемещать изделие, когда зажим включен.Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления работа проталкивалась в локаторы.
Преимущества кулачкового действия могут быть получены в методе непрямого зажима за счет использования кулачкового действия, а не винтовой резьбы для крепления хомутов ремня. (См. Рис. 28.46). В этом методе уменьшается возможность ослабления или смещения заготовки во время зажима.
(См. Рис. 28.46). В этом методе уменьшается возможность ослабления или смещения заготовки во время зажима.
Существует три основных типа кулачков, используемых для зажимных механизмов: плоский эксцентрик, плоская спираль и цилиндрический.
Плоские эксцентриковые кулачки изготовить проще всего, и они могут работать в любом направлении от своего центрального положения. Базовый эксцентриковый кулачок блокируется, когда кулачок достигает своего верхнего центрального положения. Это ограничивает полный диапазон захвата довольно небольшой площадью. Перемещение за это высокое центральное положение автоматически ослабляет зажим. По этой причине эксцентриковые кулачки и кулачки спирального типа не удерживаются.
Плоские спиральные кулачки — это наиболее распространенный тип кулачковых зажимов, используемых для зажимных приспособлений и приспособлений. В коммерческих кулачковых зажимах используется спиральная конструкция, а не эксцентриковая, из-за ее превосходных удерживающих свойств и более широкого диапазона фиксации (см. рис.28,47).
рис.28,47).
Цилиндрические кулачки также используются во многих приспособлениях и приспособлениях. Цилиндрические кулачки приводят в действие зажим посредством выступа или через канавку, вырезанную в поверхности цилиндра.
Обычно для зажима используется эксцентрик, но там, где диапазон фиксации поверхности ограничен, это может быть опасно и избежать неудач в этом случае, поскольку профиль кулачка, имеющий достаточную длину стопорной поверхности и элемент положительного угла фиксации, должен работать.Рис. 28.48, 28.49, 28.50, ниже показаны различные устройства, в которых используются зажимы с кулачковым приводом.
Устройство, показанное на рис. 28.48, используется для удержания компонентов, на которых нет большого отклонения положения зажимаемой поверхности. Зажим происходит быстро, затягивание и отпускание осуществляется перемещением зажимного рычага вниз и вверх.
Кулачок может быть эксцентрическим или спиральным. Обнаружено, что эксцентриковые кулачки расшатываются из-за вибрации и не фиксируются должным образом; хотя они имеют преимущество в простоте изготовления.
Обнаружено, что эксцентриковые кулачки расшатываются из-за вибрации и не фиксируются должным образом; хотя они имеют преимущество в простоте изготовления.
Величина приведенного эксцентриситета должна быть такой, чтобы подъем кулачка не был слишком быстрым, а достаточное механическое преимущество должно быть получено путем постепенного увеличения кулачка. Чтобы эксцентриковый кулачок оставался заблокированным после зажима заготовки, отношение его диаметра к эксцентриситету должно поддерживаться в пределах от 14 до 16.
В случае спирального кулачка нормальная реакция проходит через точку поворота и, таким образом, обеспечивает определенное блокирующее действие, которое невозможно с эксцентриковым кулачком.В конструкции спирального кулачка два важных момента — это ход и подъем кулачка.
Ход кулачка указывает градусы, на которые следует повернуть ручку для получения желаемого подъема: подъем — это расстояние, необходимое для блокировки. Обычно предусмотрен угол наклона 90 ° и 10 ° с каждой стороны, поскольку предусмотрена неточная сборка.
Подъем не должен быть слишком быстрым, иначе блокировка не будет удобна для оператора, а кулачковая конструкция также станет больше.Слишком маленький подъем также нежелателен, что создает проблемы при изменении размера обрабатываемой детали.
На рис. 28.49 торец выступа на зажиме наклонен с целью удержания изделия вниз, кулачок и поверхность зажима прижимают изделие боком к его положению.
На рис. 28.50 показан зажим кулачкового типа с крючком, рекомендуемый для легких применений с сохранением точности размеров.
8. Зажимы переключаемого действия:
Это быстродействующие зажимы.Они обладают естественной способностью двигаться совершенно бесплатно, что позволяет быстрее вставлять / извлекать детали. Удерживающая сила для перекидных зажимов по сравнению с силой приложения очень высока. На рис. 28.51 показаны четыре основных зажимных действия, а именно. удерживание, тяга, сжатие и прямолинейное действие.
Тумблерные зажимы работают на системе рычагов и трех шарниров. Когда зажим заблокирован, шарниры почти на одной линии, центральный шарнир немного ниже центра, чтобы обеспечить надежную фиксацию.(См. Рис. 28.52). В сложенном состоянии шарниры и рычаги располагаются, как показано на рис. (28.52) (b).
Когда зажим заблокирован, шарниры почти на одной линии, центральный шарнир немного ниже центра, чтобы обеспечить надежную фиксацию.(См. Рис. 28.52). В сложенном состоянии шарниры и рычаги располагаются, как показано на рис. (28.52) (b).
Эти коленчатые зажимы можно использовать по-разному со специальными креплениями, шпинделями, ручками и т. Д.
9. Силовой зажим:
Зажимы с механическим приводом могут работать с гидравлической, пневматической или пневмо-гидроусилителем.
Силовые зажимы лучше контролируют давление зажима. Износ движущихся частей зажима меньше, рабочие циклы становятся быстрее.Скорость производства и эффективность выше, но начальная стоимость высока. На рис. 28.53 показано типичное применение силовых клещей.
10. Патроны и тиски:
Имеющиеся в продаже патроны и тиски с небольшими модификациями кулачков, подходящими для работы, могут использоваться для множества применений. Пустые губки тисков и пустые кулачки патрона можно легко модифицировать, чтобы удовлетворить практически любые потребности в зажиме.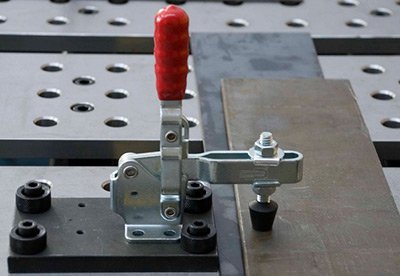
Можно сэкономить много времени и денег, а также повысить эффективность работы, используя стандартные патроны и тиски для специальных инструментов.
11. Немеханический зажим:
Немеханические зажимы, такие как магнитные и вакуумные зажимы, используются для удержания деталей, которые трудно удерживать другими устройствами из-за их размера, формы или хрупкости. В магнитных патронах могут использоваться постоянные магниты или электромагниты.
Магнитные патроны, очевидно, подходят для черных металлов. Для других материалов необходимо использовать механические устройства вместе с магнитными зажимными приспособлениями. Магнитные патроны и аксессуары доступны во многих стилях и формах.
Для немагнитных деталей подходят вакуумные зажимные приспособления. Вакуумные зажимные приспособления выравнивают зажимное давление по всей зажимной поверхности. Вакуумные патроны подходят практически для любой обработки, особенно там, где требуется равномерное зажимание. Для зажима более мелких деталей открытые отверстия патрона можно закрыть маской или затянуть специальные винты для деталей.
Для зажима более мелких деталей открытые отверстия патрона можно закрыть маской или затянуть специальные винты для деталей.
Механические зажимные системы | PTES Inc.
PTES производит полную линейку механических зажимов для использования практически во всех отраслях промышленности, таких как текстиль, ткани, проволока, медицинские материалы, шнур, канат, шпагат и резиновые изделия.PTES даже изготавливает зажимы по индивидуальному заказу, чтобы удовлетворить особые потребности своих клиентов. Отправьте в PTES несколько образцов, и мы дадим рекомендации по зажиму, которые точно соответствуют вашим потребностям.
Зажимы Scott серии «A»
Зажимы Scott серии «A» (такие как A-1 на фото) являются популярными механическими зажимами для тестирования тканей, бумаги, пленки, кожи, ткани, ленты, лямок и других подобных материалов. Разнообразие вариантов наковальни позволяет настраивать их в дальнейшем. Зажимы A-5 (также изображенные ниже) добавляют перед центральным захватом, который создает дополнительное давление захвата, и наковальни 1 × 2 для большей поверхности захвата в направлении испытания.
Механический зажим A-1
Зажим A-5
Зажимы Scott серии «C»
Зажимы Scott серии «C» (такие, как изображенный на рисунке C-1) широко используются для испытания резин и эластомеров, образцов гантелей и других материалов с высоким удлинением. Самозатягивающееся действие гарантирует, что образец остается на месте для получения точных результатов. Зажим C-3 добавляет поверхность захвата с накаткой к корпусу зажима для лучшего сцепления со скользкими материалами.
Самозатягивающийся зажим C-1
Зажимы Scott серии «Z»
Серия Scott «Z» была первоначально разработана Службой газовой защиты и Американским химическим обществом для испытания резинок, прикладов и других резиноподобных материалов.Самозатягивающиеся ролики помогают гарантировать, что образец не смещается во время испытания, поскольку его диаметр уменьшается.
Зажим роликовый Z-1
Бюро стандартов
Специально разработанные Национальным бюро стандартов, как указано в исследовательском документе RP-1204, эти зажимы широко используются для испытаний резиновых материалов в плоской и трубчатой форме, таких как пластиковые проволочные оболочки и образцы резиновых гантелей. Самозатягивающееся коленчатое действие позволяет использовать зажимы самых разных диаметров, что делает их чрезвычайно универсальными зажимами, особенно в проволочной промышленности.
Самозатягивающееся коленчатое действие позволяет использовать зажимы самых разных диаметров, что делает их чрезвычайно универсальными зажимами, особенно в проволочной промышленности.
Зажим Бюро стандартов
Скотт «Кольцевые испытательные катушки»
Кольцевые испытательные катушки, чрезвычайно популярные на протяжении десятилетий, были разработаны специально для резиновых изделий с круглыми петлями, таких как уплотнительные кольца, резинки и другие образцы кольцевой формы. Разнообразие размеров катушек позволяет использовать их с пробами самых разных диаметров.
Кольцевые испытательные катушки
Зажимы малой грузоподъемности / специального назначения
Скотт разработал широкий спектр захватов для изделий малого диаметра с низким пределом прочности, таких как нить, тонкая проволока, драгоценные металлы, шнуры, нити и другие изделия.Линия Fletcher (на фото), линия Callaway, серия «X» и некоторые другие охватывают большинство промышленных приложений.
Зажим для пряжи Fletcher
Зажимы Scott серии «Spino / Jute»
Скотт разработал две линейки зажимов большей грузоподъемности для различных изделий из проволоки (на фото джутовый шнур). Эти зажимы имеют самозатягивающееся рычажное действие, которое удерживает изделия с более высокой прочностью на разрыв различного диаметра.
Зажим для джутового шнура
НУЖНА ЦЕНА ИЛИ НАЛИЧИЕ? НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ЗАПРОСИТЬ ЦЕНУ
Гидравлические и механические быстросменные зажимы
Тип гидравлического цилиндра — рычаг — зажимы выступа
Гидравлические подвижные зажимы и механические однооборотные зажимы
PRI работает с широким спектром зажимов для быстрой смены штампов, включая механические и гидравлические Т-образные пазы, гидравлические путевые и гидравлические планочные зажимы.Общая высота зажима и расположение необходимы для правильной реализации зажимных систем QDC. Однооборотные механические зажимы представляют собой шаг вперед по сравнению с обычными механическими зажимами и позволяют операторам быстрее и проще закреплять инструменты на месте. Гидравлические зажимные системы являются предпочтительным выбором для полной системы QDC, включающей гидравлические подъемники штампов и зажимы. Силовой агрегат и система управления воздухом над маслом позволяют операторам зажимать или разжимать матрицу с помощью переключателя управления. Перекрестная проверка и контроль надежных электрогидравлических цепей обеспечивают безопасность.
Гидравлические зажимные системы являются предпочтительным выбором для полной системы QDC, включающей гидравлические подъемники штампов и зажимы. Силовой агрегат и система управления воздухом над маслом позволяют операторам зажимать или разжимать матрицу с помощью переключателя управления. Перекрестная проверка и контроль надежных электрогидравлических цепей обеспечивают безопасность.
Зажимы для штампов Optima USA
Зажимы для механических Т-образных пазов
Зажимы для штампов
Простое, безопасное и доступное решение для механического зажима штампов / пресс-форм
- Безопасный, быстрый и простой способ зажима штампов, работы -детали и приспособления
- Легко вставляется в существующие Т-образные пазы, легко позиционируется без дополнительной фиксации
- Управляется вручную. Никаких гидравлических или пневматических компонентов не требуется.
- Усилие зажима достигается за счет запатентованной системы переключения OPTIMA. Полное давление достигается быстро и легко поворотом «силовой гайки» с низким крутящим моментом на 180 °
 Полное давление достигается быстро и легко поворотом «силовой гайки» с низким крутящим моментом на 180 °
Полное давление достигается быстро и легко поворотом «силовой гайки» с низким крутящим моментом на 180 °HEE — Гидравлический зажим C-образной рамы
Гидравлический зажим C-образной рамы
Зажим C-образной рамы
- Безопасный , быстрый и простой способ зажима штампов, заготовок и приспособлений
- Легко вставляется в существующие Т-образные пазы, адаптируется к любой ширине матрицы
- Позволяет полуавтоматические операции по замене штампа
- Гидравлическое включение обеспечивает быстрый и легкий зажим
- Щедрый ход поршня позволяет варьировать толщину штампа
- Компактная конструкция обеспечивает минимальные требования к пространству
Гидравлические подвижные зажимы HFS
Ходовые зажимы
Ходовые зажимы
Модель HFS приводится в движение чрезвычайно прочной цепью. едет в районе «головы» т-образного паза.Этот компактный и не требующий обслуживания приводной механизм позволяет зажимам располагаться в любом месте в пределах их диапазона перемещения. Как только зажим достигает штампа, его движение останавливается датчиком приближения, и зажим получает гидравлическое питание, тем самым обеспечивая фиксацию штампа.
Как только зажим достигает штампа, его движение останавливается датчиком приближения, и зажим получает гидравлическое питание, тем самым обеспечивая фиксацию штампа.
Усилия зажима непрерывно контролируются реле давления в резервной двойной цепи безопасности. При разжатии зажим освобождается и автоматически возвращается в «исходное положение».
- Ход до 40 дюймов
- Использование новых или существующих Т-образных пазов размером от 3/4 дюйма
- Рабочее давление 2900 или 5800 фунтов на кв. Дюйм
- Компактный цепной привод с реверсивным двигателем 24 В постоянного тока (115 В переменного тока)
- Электронный контроль с помощью двух бесконтактных переключателей
- Одинарный штекер Многоконтактное электрическое соединение
- Большой ход зажима (0.47 дюймов)
Гидравлические зажимы для выступов
Гидравлические зажимы для выступов
Идеальное решение для зажима нижних матриц, где используются обычные плиты.
- Очень низкая стоимость установки
- Полностью гидравлический режим
- Универсальное использование опорные плиты
- Высокая плотность усилия
- Центральное управление
- Высокое усилие зажима
- Низкие затраты на техническое обслуживание
- Превосходная защита от коррозии
- Малая высота конструкции
Произошла ошибка при настройке вашего пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере. - Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Будьте в курсе наших Новых продуктов . Включает: Будьте в курсе наших Новых продуктов . Включает: Новые продукты | Зажимы серии MQ обеспечивают плавную регулировку как по горизонтали, так и по вертикали.Они создают огромную прижимную силу за счет небольшого крутящего момента. Примеры применения: Зажимы серии MQ обеспечивают плавную регулировку как по горизонтали, так и по вертикали. Они создают огромную прижимную силу за счет небольшого крутящего момента. Примеры применения: Серия Multi Quick Дюйм Серия Multi Quick Дюйм | Удлинительные блоки , изготовленные из сверхпрочного алюминиевого сплава или стали, являются идеальным дополнением к зажимам серии MQ. Примеры применения: Удлинительные блоки из сверхпрочного алюминиевого сплава или стали являются идеальным дополнением к зажимам серии MQ. Примеры применения: Расширительные блоки Дюйм Дюйм | Зажимы серии S регулируются как по горизонтали, так и по вертикали.Они создают большую прижимную силу. Примеры применения: Зажимы серии S регулируются как по горизонтали, так и по вертикали. Они создают большую прижимную силу. Примеры применения: Серия S — Зажимные рамы Дюйм Серия S — Зажимные рамы Дюйм | Боковые зажимы идеально подходят для обработки свободной поверхности и создают большое зажимное усилие. Примеры применения: Боковые зажимы идеально подходят для обработки свободной поверхности и создают большое зажимное усилие. Примеры применения: Боковые зажимы Дюйм Боковые зажимы Дюйм | Стандартные детали и аксессуары — идеальное дополнение к зажимам Lenzkes. Техническое обслуживание: Стандартные детали и аксессуары — идеальное дополнение к зажимам Lenzkes. Техническое обслуживание: Запасные части и аксессуары Дюйм Запасные части и аксессуары Дюйм |
Keystone Mechanical Design — Прижимные зажимы Keystone из нержавеющей стали
Зажимы Murray KEYSTONE обеспечивают превосходную прочность из 100% нержавеющей стали.
Зажимы Keystone Pinch Clamp
крепятся механически, быстро и легко устанавливаются, а также обеспечивают равномерное и устойчивое уплотнение. Они широко используются как для мягких шлангов, так и для жестких пластиковых труб. Вы найдете эти зажимы везде, где подключаете полиэтиленовую трубу. Ушные зажимы отлично подходят для использования во множестве систем орошения и водоснабжения, на линиях подачи топлива и пара, для крепления пылезащитных экранов и воздушных фильтров, для линий подачи напитков, для линий подачи автомойки и для крепления пучков кабелей.При обжиме ручным инструментом истинная геометрия трапецеидального искажения Мюррея, расположенная в области уха, значительно снижает вероятность неправильного обжима. Зажимы Keystone Pinch изготовлены из 100% нержавеющей стали.
Общие области применения зажимов:
Орошение * Водоснабжение * Линии подачи топлива и пара * Линии подачи напитков * Линии подачи мойки автомобилей * Пылезащитные экраны и воздушные фильтры * Связки кабелей
Загрузить спецификации (PDF)