Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной.
В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Поделись с друзьями
0
0
1
0
Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается?
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе. Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
TIG-сваркой является ручное сваривание с использованием не плавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов. Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа, низкая производительность и высокие требования по подбору оператора. Сваривание
MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе. Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах, чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте, потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Расшифровка способов сварки MMA, TIG, MIG, MAG | ММА сварка для начинающих
- Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
- Технология TIG сварки
Что такое сварка MMA, TIG, MIG, MAG и их технологии
Многих начинающих сварщиков интересуют вопросы о том, как расшифровываются аббревиатуры типов сварки — MMA, TIG, MIG, MAG. Конечно же, неспециалисту очень сложно разобраться со всеми этими понятиями. Также, сложность заключается и в том, что по сей день нет жёстко классифицированных и регламентированных способов и приёмов.
Однако многие производители сварочных аппаратов и оборудования, все же придерживаются определенных аббревиатур. В данной статье сайта про ММА сварку mmasvarka.ru мы расскажем о том, что такое сварка MMA, TIG, MAG и MIG.
Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
MMA — это ручная дуговая сварка, которая осуществляется исключительно одним электродом. Данный способ сварки наиболее популярен, особенно в быту. Процесс ММА сварки основан на расплавлении металла и электрода в виде стержня со специальной обмазкой.
Материалы изготовления электродов для ММА сварки, как и состав обмазки, могут различаться. Таким образом, ручной дуговой сваркой можно варить разные металлы, сталь, чугун и т. д. Ручная дуговая сварка — это наиболее простой процесс соединения металлов, для осуществления которого потребуется сварочный инвертор и электроды подходящего типа.
TIG — дуговая сварка, которая в отличие от предыдущей, осуществляется неплавящимся электродом в среде инертного газа. Для TIG сварки применяются специальные вольфрамовые электроды, с очень высокой температурой плавления, свыше 3000 С.
Технология TIG сварки
Технология TIG сварки осуществляется следующим образом:
- Между концом вольфрамового электрода и заготовкой, как и при ММА сварке создается дуга;
- Поскольку для сварки используется неплавящийся электрод, то заполнение сварочной ванны происходит не им, а специальным присадочным материалом, проволокой или прутком;
- Кроме того, в процессе TIG сварки, используется инертный газ для защиты сварочной ванны.
В качестве защитного газа чаще всего применяется именно аргон. Данный газ не взаимодействует с присадочными материалами для сварки, а служит лишь в качестве защиты от негативных внешних факторов.
MAG и MIG — дуговая сварка в среде активного и инертного газа, аббревиатуры MIG и MAG соответственно. Для сварки используется чаще всего плавящаяся проволока, а под данными названиями, как правило, подразумевается полуавтоматическая сварка. Основную цель, которую преследовали создатели полуавтоматической сварки, это получение «бесконечного электрода», который даёт возможность добиться существенных результатов в работе.
Основную цель, которую преследовали создатели полуавтоматической сварки, это получение «бесконечного электрода», который даёт возможность добиться существенных результатов в работе.
что это такое и расшифровка, как выбрать универсальный аппарат для сварки по технологи – Дуговая сварка на Svarka.guru
Немногим читателям понятен смысл аббревиатур mig mag mma, применяемых в сварочных работах, но профессиональный сварщик понимает разницу этих методов. Производители оборудования для сварки и сопутствующих материалов четко придерживаются именно этих обозначений, поэтому мы подробно расскажем о каждом.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
[stextbox id=’info’]Применяется для сплавки алюминия и тонкой листовой нержавейки.[/stextbox]
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
[stextbox id=’info’]Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком. [/stextbox]
[/stextbox]
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Выводы
Для успешного выполнения сварки разными методами, исполнитель должен обладать теоретическими знаниями и практической подготовкой, чтобы быстро сменить горелку на мощном универсальном оборудовании. Силу тока и регулировку подачи газа узнают из соответствующих таблиц с указанием диаметра присадочной проволоки.
Силу тока и регулировку подачи газа узнают из соответствующих таблиц с указанием диаметра присадочной проволоки.
Сварочные аппараты MMA MIG TIG CUT SAW
Электродуговые сварочные аппараты сегодня активно используются как в промышленных, так и бытовых условиях. Ведь именно такой метод соединения металлических деталей является наиболее надежным и быстрым. Существует несколько основных типов сварочных аппаратов, использующих различные технологии.
Сварка MMA
Ручная дуговая сварка с применением покрытых электродов (или просто MMA — Manual Metal Arc) — один из наиболее простых и распространенных методов сварки стальных изделий, а так же деталей из нержавеющей стали и чугуна. Сварка MMA заключается в следующем — электрическая дуга между электродом и краями детали расплавляет их, при этом материал электрода так же является присадочным и образует шов, а его обмазка обеспечивает стабильность горения дуги и образует защитное шлаковое покрытие, которое легко удаляется после остывания детали.
Сварка TIG
Сварка TIG (Tungsten Inert Gas — аргонно-дуговая сварка) идеально подходит для работ не только со сталью, но и цветными металлами: алюминием, медью, никелевыми сплавами. Ее плюсы — высококачественный шов и почти полное отсутствие шлаков, минусы — низкая скорость работы. Но в случае с алюминием и сплавами на его основе альтернативы просто нет. Сварка TIG использует неплавящийся вольфрамовый электрод, а присадочный материал в виде проволоки подается вручную или автоматически.
Сварка MIG
Полуавтоматическая сварка MIG так еж использует в качестве присадки проволоку, которая так же является и электродом. Такой тип сварки позволяет гибко настраивать многочисленные параметры: тип защитной газовой смеси, скорость подачи присадочной проволоки, рабочий ток и т.д. Наиболее широко сварка MIG применяется для кузовных работ, где демонстрирует прекрасные результаты.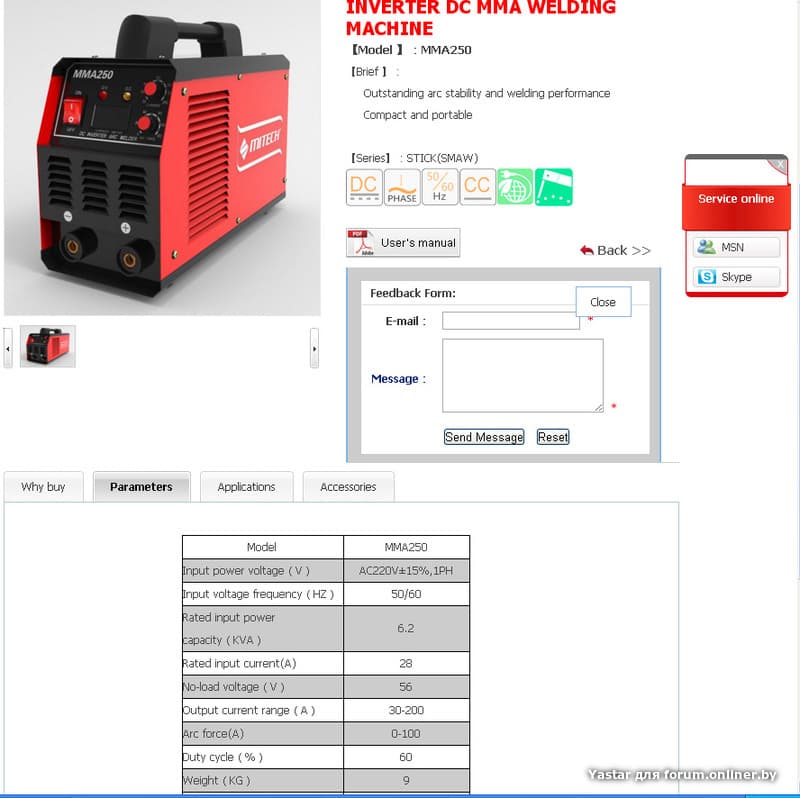
Сварка SAW
Сварка погруженной дугой или сварка SAW (Submerged Arc Welding) обеспечивает высокую производительность по сравнению с аппаратами с открытой дугой. Это удобный и полностью автоматизированный процесс с высоким качеством шва и экономичным использованием присадочной проволоки. горение дуги происходит под толстым слоем сыпучего порошка — флюса, что позволяет сварщику не использовать защитной маски или очков.
Резка CUT
Воздушно-пламенная резка или резка CUT при работе с изделиями небольшой толщины (5–20 мм) позволяет добиваться лучших результатов, чем газовые резаки. С учетом компактности инверторов для воздушно-пламенной резки этот способ является одним из наиболее распространенных в быту и промышленности.
Блоки охлаждения
Жидкостные блоки охлаждения широко применяются для работы совместно с плазменными резаками и сварочными аппаратами в условиях их интенсивного промышленного использования, и надежно защищают оборудование от перегрева.
Эксплуатация сварочного аппарата →← Сварочные горелки TIG CUT MIG
Краткая информация о сварке MMA: особенности, преимущества и недостатки
Ручная дуговая сварка MMA — это достаточно распространенная технология, используемая для соединения деталей из черных металлов и низколегированных, малоуглеродистых сталей. Главное ее преимущество кроется в относительной простоте и доступности. Сварочный инвертор mma — это, пожалуй, самое первое устройство, с которого стоит начинать знакомство с профессией любому молодому сварщику. Но, чтобы стать повелителем железа, придется немного изучить азы и понять, как функционирует система и какие процессы лежат в ее основе.
Общая информация о сварке ММА
Классическая дуговая сварка — это стандартный метод, в основе которого лежит применение электрической дуги и специализированных электродов с особой обмазкой. В процессе работы специалист сам удерживает электрод и соответственно управляет сваркой. Под действием дуги плавиться и сам металл, и обмазка, выделяющая особые защитные пары. Именно они предохраняют материал от окисления и препятствуют образованию всевозможных дефектов. Благодаря этим особенностям, связанным с наличием дуги, этот способ еще называют ручной дуговой сваркой.
Под действием дуги плавиться и сам металл, и обмазка, выделяющая особые защитные пары. Именно они предохраняют материал от окисления и препятствуют образованию всевозможных дефектов. Благодаря этим особенностям, связанным с наличием дуги, этот способ еще называют ручной дуговой сваркой.
Если объяснять подробнее и самыми простыми словами, то работает это примерно следующим образом. Источник, или сварочный аппарат mma, подключается к сети электропитания. Пользователь берет два специальных кабеля с различной полярностью: прямой и обратной. Именно они обеспечивают проведение тока от инвертора к деталям. Один из проводов фиксируют на заготовке при помощи специализированного зажима (это будет сварочная масса). Второй фиксируется на электроде. Так мы получаем самую простую электрическую цепь, замыкание которой происходит сразу же при подаче тока к источнику.
Как только электричество подано, у нас появляется дуга с очень высокой температурой. Этого количества градусов вполне достаточно для того, чтобы металл стал плавиться. В тот момент, когда сварочный инвертор ручной дуговой сварки mma будет отключен от источника тока, металл начнет постепенно остывать и кристаллизироваться, тем самым образуя шов.
Огромную роль в успешности всего сварочного процесса играет не только аппарат инверторного типа или мастерство специалиста, но и тип используемого электрода. Ведь, когда идет процесс плавления, мельчайшие капли металла стержня электрода попадают непосредственно в сварочную ванну. Тем самым они формируют шов и защищают его от негативного воздействия кислорода.
Сам по себе любой электрод — это проволока, имеющая специальную обмазку. Состав покрытия может быть очень разным, благодаря чему сварочные материалы этого типа приобретают различные свойства и могут использоваться для работы с широким спектром материалов. Для каждого из типов металлов существует своя особая обмазка. И эту особенность также крайне важно учитывать, ведь неверный подбор расходников вполне может испортить результат.
Режимы сварки MMA
Рассказывая о ручной дуговой сварке, нельзя не упомянуть о ее основных разновидностях. Речь идет о выборе полярности для работы. На прямой к электроду подключают минусовую клемму, а к детали — плюс. В процессе работы на обратной полярности все делают наоборот. И та, и другая разновидность имеют свои явные преимущества, о которых обязательно нужно знать каждому специалисту:
- На обратной полярности к электроду подводят плюс. При этом температура на его конце может достигать примерно 4000 градусов. Такой режим идеально подходит для работы с тонкими заготовками. Металл при этом будет нагреваться минимально, а значит и риск появления прожогов становится куда ниже.
- При прямой полярности температура электрода падает ориентировочно на 1000 градусов и составляет примерно 3000. Этот вариант идеален для работы в тех ситуациях, когда сваривать нужно довольно толстые детали и корень сварочного шва приходиться заглублять.
Так же не менее важно учитывать и то, насколько зависит расход электродов от выбранной полярности. Если вы планируете варить на обратной полярности, то нужно быть готовым к тому, что плавиться они будут куда быстрее.
Все преимущества и недостатки сварки mma
Как и у любой другой технологии, у ручной дуговой сварки mma есть и свои плюсы, и минусы. Связано это прежде всего с тем, что разработана методика была довольно давно и за все время своего существования не претерпевала особых изменений.
К достоинствам технологии опытные специалисты относят:
- Универсальность. Этот вид сварки подходит для работы практически с любыми металлами. При этом важно понимать, что само соединение может получиться чуть менее качественным, чем при работе по другой методике.
- Практичность. Выполнять сварочный шов специалист может в абсолютно любом положении. Ограничения могут накладывать только определенные свойства расплавленного металла.
- Доступность. Любой сварочный инвертор mma стоит достаточно недорого.
 Убедиться в этом вы можете, просто заглянув в каталог нашего интернет-магазина. Помимо этого подобное оборудование очень неприхотливо. Работать с такими сварочными аппаратами можно практически в любых условиях, даже на улице под дождем или при минусовых температурах.
Убедиться в этом вы можете, просто заглянув в каталог нашего интернет-магазина. Помимо этого подобное оборудование очень неприхотливо. Работать с такими сварочными аппаратами можно практически в любых условиях, даже на улице под дождем или при минусовых температурах. - Простота. Настроить сварочный инвертор mma по силам даже новичкам. Именно поэтому эта технология и получила такую популярность среди сварщиков, работающих для себя в домашних условиях.
- Наличие дополнительного функционала во многих аппаратах mma. Так, большинство из них поддерживает функцию регулировки форсажа дуги и горячий старт, а также antistick, помогающую предотвратить залипание электродов.
 Убедиться в этом вы можете, просто заглянув в каталог нашего интернет-магазина. Помимо этого подобное оборудование очень неприхотливо. Работать с такими сварочными аппаратами можно практически в любых условиях, даже на улице под дождем или при минусовых температурах.
Убедиться в этом вы можете, просто заглянув в каталог нашего интернет-магазина. Помимо этого подобное оборудование очень неприхотливо. Работать с такими сварочными аппаратами можно практически в любых условиях, даже на улице под дождем или при минусовых температурах.Но, как и в любой бочке меда, здесь есть своя небольшая ложечка дегтя. К недостаткам mma сварки относят:
- Низкую скорость и производительность. Пожалуй, это один из самых медленных типов сварочных работ. Обусловлено это тем, что ограничивается скорость исключительно физическими способностями специалиста.
- Зависимость результата от мастерства сварщика. Здесь нет никаких вспомогательных приспособлений, как, например, в полуавтоматах с подающими устройствами.
Как видите, преимущества с лихвой перекрывают все возможные недостатки. А это значит, что специалисты не зря так любят эту методику и активно используют ее в профессиональной практике. Если и вы приняли решение попробовать свои силы в этой технологии или хотите просто обновить имеющееся оборудование, то приглашаем вас в наш каталог. Мы предлагаем купить сварочный инвертор мма по отличной цене. «НДВ-Комплект» — официальный поставщик техники ТМ «Сварог» в Беларуси. Мы продаем оригинальные, проверенные инверторы с гарантией производителя на самых адекватных условиях, а также различные аксессуары и расходные материалы. Наши специалисты всегда готовы дать консультацию и помочь с подбором оборудования. Обращайтесь, покупайте с выгодой и работайте с удовольствием!
Информация о методе ручная дуговая сварка mma
Ручная дуговая сварка – вид электрической сварки, выполняемой сварочным аппаратом вручную без использования автоматических или других механизмов. Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Метод ручной сварки предполагает использование присадочной проволоки в качестве электрода, закрепленного в электрододержателе. Электрическая дуга при этом создается между электродов и заготовкой.
В отличие от сварок типа TIG и MIG/MAG электрод при ручной сварке MMA постоянно уменьшается, что ведет к увеличению расстояния между электродом и заготовкой. Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Для повышения производительности сварки MMA необходимо тщательно выбирать рабочее оборудование, кабели подключения и другие вспомогательные устройства в соответствии с конкретным рабочим местом. Рабочее место при этом важно содержать в чистоте и порядке. Поддержание чистоты повышает общую скорость работы.
В первую очередь стоит использовать современную защитную сварочную маску. Она позволит ускорить процесс сварки, резки или полировки с помощью специального самозатемняющегося экрана. Уровень затемнения можно изменять с помощью специального регулятора освещенности. Соответственно в процессе работы не приходится снимать или менять маску при изменении уровня освещения или переходе между этапами работы.
Производительность работы напрямую зависит от выбранного сварочного аппарата. Так не стоит выбирать самый большой аппарат с максимальным функционалом. Это значительно замедлит работу в случае необходимости перемещения оборудования на новое рабочее место. Размер устройства должен соответствовать максимальному размеру электродов, используемых на каждой конкретной площадке. При необходимости выбора тяжелого аппарата или увеличения общего веса оборудования рекомендуется использовать специальную тележку для перемещения. Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Увеличить производительность позволит конкретный тип сварочного аппарата. Инверторные сварочные аппараты отличаются небольшим размером и весом, но при этом позволяют регулировать динамические параметры сварки. Это обеспечивает более чистый шов и сокращает объем дополнительных работ после сварки. Для работы с инверторными аппаратами используются специальные источники питания с высокими показателями продолжительности включения, позволяющими снизить энергозатраты.
Оснащение сварочных аппаратов пультами дистанционного управлениязначительно ускоряют сварочный процесс, в особенности на монтажных площадках. При использовании пульта сварщик при необходимости изменения параметров сварки не должен постоянно подходить к оборудованию, осуществляя контроль на расстоянии. Это позволяет значительно повысить качество и производительность работы.
Длина сварочного кабеля должна быть оптимальной для каждого рабочего места. Слишком длинный кабель увеличивает вес оборудования и усложняет перемещение. Короткий кабель невозможно удобно разместить.
Электрододержатель должен соответствовать максимальному току на данном типе оборудования. Слишком большой или слишком маленький держатель, не соответствующий параметрам тока сварочного аппарата, снижает безопасность работы оборудования и повышает опасность для сварщика. Кроме того, большой электрододержатель затруднит доступ к месту сварки и замедлит весь процесс.
Сварочный электрод выбирается в точном соответствии с планируемыми работами и используемым оборудованием. В первую очередь следует выбирать высокопроизводительные электроды со специальным покрытием из порошкового железа и присадочного материала. Такое покрытие в процессе сварки плавится, дополняя шов и повышая выход от использования электрода. Подробная информация об электродах высокой производительности приводится в специальных перечнях присадочных материалов от производителей электродов.
Подробная информация об электродах высокой производительности приводится в специальных перечнях присадочных материалов от производителей электродов.
Порядок работы необходимо планировать заранее в зависимости от поставленной задачи. При планировании важно обеспечить максимальную эффективность и производительность. При работе необходимо соблюдать технику проведения ручной дуговой сварки.
Ручная дуговая сварка сегодня является самым доступным сварочным методом и может применяться практически в любых условиях. Сварка MMA с использованием современного оборудования практически универсальна. Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка используется повсеместно и не только в промышленности. Так сварка MMA оптимально подойдет для сварки трубопроводов. Помимо крупных монтажных площадок ручная сварка используется в небольших ремонтных цехах, а также мастерами-любителями. Универсальность метода подойдет даже для проведения подводных сварочных работ при условии использования соответствующих специальных присадочных материалов.
Промышленные технологии / Сварочные технологии
Промышленные технологии / Сварочные технологии
- Дом
Администрация
легкая атлетика
Центр карьеры
Студенческие организации
Ресурсы для студентов
Учителя
- »
- Адамс, Криста
- Андерсон, Аллан
- Арбич, Бекки
- Арбич, Клэр
- Армстронг, Энди
- Армстронг, Марк
- Болл, Кристина
- Бовен, Брэдли
- Беркитт, Меган
- Кларк, Иеремия
- Эви, Кари
- Гарднер, Дебра
- Гринер, Келли
- Гамак, Энн
- Хендерсон, Герберт
- Хендерсон, Джули
- Мэтью Джонсон
- Кенн, Сьюзан
- Lake, Иоиль
- Люсье, Джо Энн
- Markstrom, Мартина
- Джим Мартин
- Менар, Скотт
- Менар, Трейси
- Мур, Кэтлин
- О’Коннор, Мэри
- Осборн, Том
- Паулюс, Аманда
- Паулюс, Тревор
- Пиошак, Пол
- Рэмбо, Грег
- Сайзмор, Кристина
- Смит, Янтарь
- Сугитт, Хизер
- Талентино, Сьюзи
- ван дер Шали, Эдвард
- Уорнер, Ларри
- Watchorn, Кэти
- Веттон, Коди
- Уайт, Энн
- Фитиль, Джин
- Фортин, Андре
Оздоровительный
- Календарь
MMA WELDING LAB TOUR — [PPT Powerpoint]
дата публикации
10 февраля 2016 г.
Категория
вид
91
скачать
0

344 x 292429 x 357514 x 422599 x 487
описание
ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР.ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ. В ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Я СТИВ КОЛЛИНС, ИНСТРУКТОР ПО СВАРКЕ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Мы предлагаем курсы, посвященные дуговой сварке защищенного металла («Stick»), кислородно-ацетиленовой резке, — презентация PowerPoint PPT
Стенограмма ТУРА СВАРОЧНОЙ ЛАБОРАТОРИИ ММА
ТУР СВАРОЧНОЙ ЛАБОРАТОРИИ ММА
В ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ
СВАРОЧНАЯ ЛАБОРАТОРИЯ ММА, СОТРУДНИЧЕСТВО В СВАРОЧНОЙ ЛАБОРАТОРИИ.
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ MMAМы предлагаем курсы, посвященные дуговой сварке защищенного металла, кислородно-ацетиленовой резке и другим процессам, используемым в этих отраслях. кабина с многопроцессорным источником питания на 350 А (Stick / Mig / Tig) вытяжной вентилирующий экран сварочная накидка из каски и рукавная проволока Шлаковый молоток и сварочный зажим
MMA WELDING LAB TOUR Все наши кабины теперь оснащены новыми многопроцессорными инверторными источниками питания. для Stick и MIG
MMA WELDING LAB TOUR Студенты вырезают весь свой металл со склада с помощью кислородно-ацетиленовых резаков.
MMA WELDING LAB TOUR Студенты используют механизированное оборудование для резки и снятия фаски на испытательных пластинах
MMA WELDING LAB TOUR Продвинутые студенты режут, скашивают и сваривают трубы
MMA WELDING LAB TOUR начало сварочного курса. Использование электродов E6011 и E7018 SMAW (Stick) диаметром 1/8 на стальном листе толщиной 3/8.
MMA WELDING LAB TOUR Вы можете узнать больше о наших проектах и программах, а также увидеть больше фотографий студенческих проектов и нашего сварочного оборудования, посетив наш веб-сайт по адресу http: // Weldinglab.
mma.eduMMA WELDING LAB TOUR Вы также можете связаться со мной: профессор Стив Коллинз, по адресу: Рабочий телефон: 207-326-2406 или по электронной почте: [email protected] в моем офисе в сварочной лаборатории по телефону 107 Payson Hall на первом этаже с видом на набережную и железнодорожный вокзал штата Мэн
 mma.edu
mma.eduMMA WELDING LAB TOUR ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ.
Презентация на тему: «ТУР В СВАРОЧНУЮ ЛАБОРАТОРИЮ ММА ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ.»- стенограмма презентации:
ins [data-ad-slot = «4502451947»] {display: none! important;}}
@media (max-width: 1000 пикселей) {# place_14> ins: not ([data-ad-slot = «4502451947»]) {display: none! important;}}
@media (max-width: 1000 пикселей) {# place_14 {width: 250px;}}
@media (max-width: 500 пикселей) {# place_14 {width: 120px;}}
]]>
1
MMA WELDING LAB TOUR ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ
2
ТУР В СВАРОЧНУЮ ЛАБОРАТОРИЮ ММА Я СТИВ КОЛЛИНС, ИНСТРУКТОР ПО СВАРКЕ.
3
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ MMA Мы предлагаем курсы, посвященные дуговой сварке защищенного металла (стержневой), кислородно-ацетиленовой резке и другим процессам, используемым в этих отраслях — морское судоходство — буровая платформа — производство электроэнергии
4
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ ММА Каждый ученик имеет кабину с многопроцессорным источником питания на 350 А (Stick / Mig / Tig), вытяжной экран, штора, сварочный шлем, кожаный плащ и рукава, проволочная щетка, шлаковый молоток и сварочный зажим
5
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ MMA Все наши стенды теперь оснащены новыми многопроцессорными инверторными источниками питания для Stick и MIG
6
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ ММА Студенты вырезают весь металл из заготовки с помощью ацетиленовых резаков.
7
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ ММА Студенты используют механизированное оборудование для резки и снятия фаски на испытательных пластинах
8
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ ММА Студенты продвинутого уровня режут, снимают фаску и сваривают трубы
9
ЛАБОРАТОРИЯ MMA WELDING TOUR Первая сварочная сборка для EG243 Welding, нашего начального курса сварки.Использование электродов E6011 и E7018 SMAW (Stick) диаметром 1/8 на стальной пластине толщиной 3/8.
10
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ ММА Вы можете узнать больше о наших проектах и программах, а также увидеть больше фотографий студенческих проектов и нашего сварочного оборудования, посетив наш веб-сайт http://weldinglab.mma.edu http://weldinglab.mma.edu
11
ТУР В ЛАБОРАТОРИЮ СВАРКИ ММА Вы также можете связаться со мной: профессор Стив Коллинз по адресу: –Офисный телефон: 207-326-2406 –или по электронной почте: Стивен.collins @ mma.edustephen.collins @ mma.edu — или в моем офисе в сварочной лаборатории по адресу 107 Payson Hall на первом этаже, выходящем на набережную и железнодорожный вокзал штата Мэн.
Различные виды сварки | Программа сварки
Существует множество различных сварочных процессов для различных типов металлоконструкций. Информация об этих различных методах и применениях сварки очень важна для тех, кто хочет работать сварщиком, и для тех, кто начинает заниматься квалифицированной профессией.Если вы один из таких будущих сварщиков, вам следует узнать о некоторых доступных в настоящее время методах сварки.
Обычные процессы сварки
Дуговая сварка металла в газовой среде (GMAW | MIG)
Это очень распространенный процесс сварки, известный как MIG / MAG / GMAW. Это основной сварочный процесс. В газовой дуговой сварке используются две независимо работающие проволоки, каждая со своими источниками питания, режимами работы и устройствами подачи. Процессы GMAW обычно создают свои сварные швы в областях, где тандемные проволоки проходят вдоль линии соединения.GMAW имеет множество применений и является предпочтительным методом сварки в областях строительства, судостроения, автомобилестроения и морского бурения.
Это основной сварочный процесс. В газовой дуговой сварке используются две независимо работающие проволоки, каждая со своими источниками питания, режимами работы и устройствами подачи. Процессы GMAW обычно создают свои сварные швы в областях, где тандемные проволоки проходят вдоль линии соединения.GMAW имеет множество применений и является предпочтительным методом сварки в областях строительства, судостроения, автомобилестроения и морского бурения.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка или PAW — это процесс создания электрической дуги между спеченным вольфрамом (или другим электродом) и заданной заготовкой. Все методы дуговой сварки в той или иной степени включают плазменную сварку. Это связано с тем, что при дуговой сварке выделяются частично ионизированные газы, а в случае плазменно-дуговой сварки — полностью ионизированные газы.Плазма сжимается в PAW медным соплом с мелкими отверстиями и выходит из него со скоростью, близкой к скорости звука. PAW находит применение в плазменной резке, металлургии, глубоководной резке, нагревании материалов и наплавке алмазных пленок.
Сварка атомарным водородом (AHW)
Сварка атомарным водородом была изобретена в прошлом веке Ирвингом Ленгмюром. В этой сварочной технике электрическая дуга создается внутри защитного экрана из атмосферного водорода.Дуга проходит через поле молекул водорода и разбивает их. Эти молекулы водорода рекомбинируют и при этом создают поразительный уровень тепла, варьирующийся от 3400 до 4000 градусов по Цельсию. Этот метод также называется AHW или дуговой атомной сваркой. В сварочной промышленности на смену AHW пришли более современные методы. AHW все еще может использоваться для производства нержавеющей стали и других типов металлических сплавов.
Дуговая сварка экранированным металлом (SMAW)
Известная в сварочной отрасли как сварка штучной сваркой или ручная дуговая сварка металлическим электродом / MMA, дуговая сварка защищенным металлом представляет собой метод ручной дуговой сварки. Плавящийся электрод и заготовка плавятся после того, как между ними возникла электрическая дуга. Это взаимодействие между электродом и заготовкой создает сварочную ванну, которая в конечном итоге остывает до образования стыка. Флюсовое покрытие электрода служит защитным газом от загрязнения из окружающей среды. Он имеет множество применений в областях промышленного производства, стальных конструкций, производства сплавов, производства чугуна и обработки цветных металлов.
Плавящийся электрод и заготовка плавятся после того, как между ними возникла электрическая дуга. Это взаимодействие между электродом и заготовкой создает сварочную ванну, которая в конечном итоге остывает до образования стыка. Флюсовое покрытие электрода служит защитным газом от загрязнения из окружающей среды. Он имеет множество применений в областях промышленного производства, стальных конструкций, производства сплавов, производства чугуна и обработки цветных металлов.
Газовая вольфрамо-дуговая сварка (GTAW)
Также называемая сваркой вольфрамовым инертным газом (TIG), это сварочный процесс, в котором вольфрамовый электрод используется для создания сварного шва в гелии или аргоне газ) среда.Любой из этих газов может защитить область сварного шва от атмосферных загрязнений, таких как окисление. Газовая дуговая сварка вольфрамом обычно применяется для сварки профилей из медных сплавов, магния, нержавеющей стали и алюминия. Этот процесс интенсивно используется в аэрокосмической промышленности, а также в областях технического обслуживания, производства сплавов присадочных металлов и обеспечения безопасности ядерных контейнеров.
Школа профессиональных навыков ETI Программа сварки
Школа профессиональных навыков ETI может научить вас всему, что вам нужно знать о различных типах сварочных процессов.Если вы хотите узнать больше о сварочной программе ETI, сварочных работах или карьере сварщика, заполните форму ниже и задайте нам любые вопросы, которые могут у вас возникнуть. Вы также можете связаться с нами по телефону (888) 830-7678.
Приварные соединения внахлестку с помощью стержня 6013
Стенограмма видео:
Соединения для приваривания внахлестку с помощью стержня 6013
Сегодня мы делаем несколько соединений на коленях, используя удилище 6013, это совсем не мое любимое удилище, не скрывал этого на протяжении многих лет. Однако я стараюсь сохранять непредвзятость. 40 лет назад я пару дней сваривал свой первый 6013 в сварочной школе, а затем перешел к другим стержням, и с тех пор мне не приходилось прикасаться к нему, потому что после работы на пяти разных атомных станциях пара бумажных документов мельницы, пара фабричных мастерских, после сварочной школы больше не видели пруток.
Однако я стараюсь сохранять непредвзятость. 40 лет назад я пару дней сваривал свой первый 6013 в сварочной школе, а затем перешел к другим стержням, и с тех пор мне не приходилось прикасаться к нему, потому что после работы на пяти разных атомных станциях пара бумажных документов мельницы, пара фабричных мастерских, после сварочной школы больше не видели пруток.
В Великобритании можно найти несколько потрясающе выглядящих сварных швов труб, выполненных с помощью 6013, я слышал, что там он очень популярен для сварки труб. Это не здесь, в Штатах, поэтому я просто игнорировал этот стержень навсегда, но пытаюсь сохранить непредвзятость сегодня, помочь студенту, возможно, пройти этот шаг, чтобы вы могли перейти на 6010 и 7018.Или, если у вас есть просто ящик для жужжания, из которого вы хотите построить деревянную стойку, или сварочную тележку из квадратных труб, эти советы также подойдут. Давайте нырнем.
Сегодня я использую «молнию» старой школы, установленную на примерно 110 ампер, и сначала я собираюсь использовать отрицательный электрод постоянного тока. Перед тем как закончить, мы сварим все полярности. Немного согнув удилище таким образом, вы сможете получить нужный угол. Я много этим занимаюсь. Я свариваю прямо у задней двери на маленьком переносном сварочном столе кочевников.Вы можете услышать стон молнии Миллера на заднем плане, и я даже отключил звук отчасти из-за этого, потому что об этом просто трудно говорить.
Я набрал силу тока довольно близко, около 110 ампер, а толщина материала составляет всего одну восьмую дюйма, толщину 3,2 миллиметра, так что это не займет много времени. Прямо сейчас я вижу, что штука начинает немного прогибаться, мне нужно будет наложить на нее еще несколько гвоздей, наверное, следовало понять это для начала, но я собираюсь поставить несколько гвоздей здесь, на полпути , пытаясь сделать их немного меньше, чем окончательный сварной шов, чтобы я мог просматривать их, не видя их.Хорошим советом было бы использовать удочку поменьше для этих гвоздей, но у меня ее не было под рукой.
Я тоже собираюсь изменить направление. Каждый раз, когда я иду справа налево, следующий шов будет слева направо. Я думаю, что это хорошая практика — идти по инструкциям по купанию на ранних этапах обучения, вам придется делать это в реальном мире, в полевых условиях. На пути есть препятствия, которые требуют движения в одном направлении в одну минуту, а затем в следующем. Мы будем периодически обмакивать это в ведро, ведро для закалки.Я должен сказать, что это не то, что вы хотите получить в привычку делать с реально обслуживаемыми частями, это просто для ускорения процесса здесь.
О, смотри, у нас здесь маленький посетитель. Посмотрим, двигается ли он. Ага, надо будет его вытащить в ближайшее время, я не хочу его варить. Эта вода становится довольно горячей после того, как окунулась в нее четыре или пять раз. Хорошо, так что один был справа налево, дальше мы пойдем слева направо. Устраивайтесь поудобнее, где я могу сделать полный пробег, не попадая в пробку, зажгитесь и уезжайте.Когда вы меняете направление, все выглядит по-другому, поэтому вам нужно привыкнуть двигать головой, находить правильный угол обзора и чувствовать себя комфортно. Слева направо, справа налево, через некоторое время не должно иметь значения.
До самого конца Я на мгновение отступаю, чтобы заполнить кратер, хорошая практика, чтобы попасть в него. А теперь погасим еще раз. Похоже, у него все в порядке, но пора вытащить его оттуда. Вода пока что почти как теплая вода в ванне, так что это не причинило ему вреда.Он будет в порядке. Просто устроил ему приятное маленькое действие в джакузи. Хорошо, давай закончим с этим.
Опять же, красивая плотная дуга с хорошим углом наклона штанги 25 градусов, может быть, 30. Наконец, набрав тепло, я начал с нескольких тренировочных пробежек. Мне было немного жарко, мне было немного холодно, но теперь, казалось, стабилизировалось около 110 ампер. Если бы он был толще, скажем, 3/16 или четверть дюйма, я мог бы взять удилище до самого верха диапазона. Скорее 125, 135 ампер, но это не так.Его толщина всего одна восьмая дюйма, не так уж много.
Скорее 125, 135 ампер, но это не так.Его толщина всего одна восьмая дюйма, не так уж много.
Видите, как весь этот шлак кружится там, и вы еще не можете различить лужу? Вот что мне не нравится в 6013-х. Так получилось, что получилось хорошо, но я тоже был удивлен, так как с самого начала там были шлаковые карманы. Хорошо, перезапускаемся здесь.
Я собираюсь зажечь голову, протянуть дугу около секунды, пока я войду в кратер, а затем продолжу. Надеюсь, я попал прямо в кратер, и там не будет ни пустоты, ни чего-то подобного.Но мне это очень не хватало. Нет ничего лучше, чем слушать пение птиц. Это первая сторона пластины, на которой я набирал силу тока, и меня несколько раз удивил такой маленький шлаковый карман, поэтому мне пришлось немного поднять усилители. Но такова природа зверя с 6013, особенно если вы немного спускаетесь.
Хорошо. Теперь сравним DCEN, DCEP и AC. Прежде всего, DCEN, мы собираемся провести здесь небольшую пробежку, хотя мы ее уже провели.Я хочу освежить вашу память хорошим маленьким дуговым выстрелом крупным планом. Давайте теперь перейдем к DCEP, это должно дать вам более глубокое проникновение, и вы можете видеть, что это выглядит немного горячее. По крайней мере, я так думаю, лужа кажется немного шире, но не днем и ночью. А теперь AC. Все они выглядят одинаково, не так ли? Они звучат немного по-другому, может быть, не на пленке здесь, но на моем ухе, когда я их снимал, вы можете заметить небольшую разницу в гудении дуги, но вы знаете, что удочка предназначена для всех трех, и они действительно трудно отличить их друг от друга.
Вот и DCEP, проникновение далеко не такое глубокое, как я мог подумать. Есть DCEN, немного мельче, но разницы нет. Есть кондиционер, некоторые тонкие различия, но не день и ночь. Что меня действительно удивило, так это то, что это был материал толщиной всего в одну восьмую дюйма, а я даже не проник почти на полпути. Вы просто не получите большого проникновения с 6013.
Итак, какие выводы из этого видео? Во-первых, убедитесь, что у вас достаточно силы тока, потому что то, что я часто вижу у новичков, это то, что вы не используете достаточную силу тока, немного боитесь этого, а затем вынуждены держать длинную дугу, чтобы компенсировать, чтобы не прилипать стержень, потому что у вас недостаточно силы тока. Знаете, вот действительно хороший совет для любой сварки штангой. Установите достаточно высокую силу тока, чтобы стержень не застревал, когда вы держите очень тугую дугу, а затем держите очень тугую дугу. Еще одна вещь на 6013-х — это очень шлаковый стержень, этот шлак может кружиться и вводить вас в заблуждение, и вы думаете, что у вас лужа, хотя на самом деле у вас просто лужа с каждой стороны борта, и этот шлак стекает по середина. Угол штанги немного больше, чем в учебниках, обычно это всего лишь около 10 градусов, я бы сказал, иногда 20, может быть, даже 30 градусов, чтобы этот шлак отодвигался к задней части лужи, где он может » не вставать впереди вас, кружиться и вызывать карманы, проблемы и все такое.
Знаете, вот действительно хороший совет для любой сварки штангой. Установите достаточно высокую силу тока, чтобы стержень не застревал, когда вы держите очень тугую дугу, а затем держите очень тугую дугу. Еще одна вещь на 6013-х — это очень шлаковый стержень, этот шлак может кружиться и вводить вас в заблуждение, и вы думаете, что у вас лужа, хотя на самом деле у вас просто лужа с каждой стороны борта, и этот шлак стекает по середина. Угол штанги немного больше, чем в учебниках, обычно это всего лишь около 10 градусов, я бы сказал, иногда 20, может быть, даже 30 градусов, чтобы этот шлак отодвигался к задней части лужи, где он может » не вставать впереди вас, кружиться и вызывать карманы, проблемы и все такое.
Используйте достаточную силу тока, держите хорошую плотную дугу, используйте больший угол наклона стержня, чем предписано в книгах. Вы должны выполнить это упражнение, или вы сможете построить деревянную стойку или сварочную тележку, или что-то еще, без проблем. Также не бойтесь использовать переменный ток. Вы избегаете дугового разряда, который иногда случается на постоянном токе, и нет большой разницы в результатах, поэтому я на самом деле, если я буду сваривать 6013, я предпочитаю переменный ток, но это только я.
Хорошо. Итак, помните, что это видео не спонсируется кем-либо, кроме моего собственного интернет-магазина.Это на Weldmonger.com. Вот как я поддерживаю эти видео. Для тигровых пальцев, комплектов газовых линз, комплектов коротких газовых линз, наборов DVD. Перейдите на Weldmonger.com. Я ценю вашу поддержку, увидимся в следующий раз.
Китай 2020 Хороший качественный ручной аппарат для дуговой сварки металла — Инверторный аппарат для ручной дуговой сварки ARC-500 постоянного тока — Andeli Manufacture and Factory
Наше продвижение зависит от превосходного оборудования, превосходных талантов и постоянно усиливающихся технологических сил для Lincoln 200 Amp Mig Welder, Медный сварочный аппарат, Сварочный аппарат Andeli. Для получения дополнительной информации обязательно позвоните нам как можно скорее!
Для получения дополнительной информации обязательно позвоните нам как можно скорее!
Аппарат для ручной дуговой сварки металла хорошего качества 2020 — Аппарат для ручной дуговой сварки ARC-500 с инвертором постоянного тока — Andeli Подробности:
Введение ТИП МОДУЛЯ IGBT
● использует модульную технологию IGBT
● технология плавного переключения обеспечивает более высокую эффективность и более стабильную работу
● автоматическая компенсация колебаний напряжения, может работать против колебаний входного напряжения (V ± 15%)
● небольшой разбрызгивание, отличное проникновение, легкий и простой в эксплуатации и эстетичный внешний вид сварного шва
● защита от перенапряжения, защита от пониженного напряжения, защита от перегрузки по току, защита от перегрузки
● подходит для сварки различными типами кислотных или основных электродов
● ARC-400X поддерживает сварной шов вниз с электрод типа целлюлозы
Технические характеристики
Модель | АРК-250 | АРК-400 | ARC-630 | |
| Номинальное входное напряжение (В) | 3PH AC380 ± 15% | |||
| Номинальная входная мощность (кВА) | 9.5 | 16,7 | 33 | |
| Номинальный входной ток (A) | 14,5 | 25,5 | 50 | |
| Номинальная мощность | 30 В / 250 А | 36 В / 400 А | 44 В / 600 А | |
| Выходной ток (A) | 20-250 | 20-400 | 20-600 | |
| Напряжение холостого хода (В) | 66 ± 5 | 68 ± 5 | 80 ± 5 | |
| Номинальный рабочий цикл (%) | 40% | 250A | 400A | 600A |
| (40 ″ C 10 мин) | 100% | 158 А | 253A | 380A |
| КПД (%) | 80 | 80 | 80 | |
| Степень защиты | IP21 | IP21 | IP21 | |
| Класс изоляции | F | F | F | |
| Вес нетто (кг) | 13 | 22. | 25,5 | |
| Вес брутто (кг) | 14,5 | 24 | 27 | |
| Размер машины (мм) | 500x210x340 | 530x270x465 | 530x270x465 | |
| Размер упаковки (мм) | 570x260x460 | 595x320x525 | 595x320x525 | |
 5
5Детали
Принадлежности: | |
| зажим заземления x 1 шт., Кабельное соединение x 2 шт., Внутренний шестигранный ключ x 1 шт. | |
Подробные изображения продукта:
Руководство по сопутствующей продукции:
Обычно мы следуем основному принципу «Первоначальное качество, высший престиж».Мы были полностью привержены тому, чтобы предлагать нашим потребителям качественные товары по конкурентоспособным ценам, быструю доставку и профессиональную поддержку для качественной ручной дуговой сварки металла 2020 — инверторного сварочного аппарата MMA постоянного тока ARC-500 — Andeli. мир, например: Таиланд, Бандунг, Хорватия. Благодаря нашим качественным продуктам и услугам, мы получили хорошую репутацию и доверие со стороны местных и международных клиентов. Если вам нужна дополнительная информация и вы заинтересованы в каком-либо из наших продуктов, пожалуйста, свяжитесь с нами. Мы надеемся стать вашим поставщиком в ближайшем будущем.
Мы надеемся стать вашим поставщиком в ближайшем будущем.
Окислительный стресс и пониженная реакция зараженных циркулирующих лейкоцитов после легочной инстилляции богатых металлами твердых частиц крысам
фосфорибозилтрансферазы (Hprt), обслуживающей домашний-
, сохраняющий ген, выполняли, как описано ранее [32].
Стратегия статистики и анализа данных
Процедуры статистического анализа для целых наборов данных микрочипов
были подробно описаны [32,33].Вкратце, образцы
были импортированы в illumina® Beadstudio 3.0.19.0, а контрольные гены
, контроль гибридизации, строгость и отрицательный контроль
гены были проверены на предмет надлежащего обнаружения чипа. Затем данные прессования Beadarray ex-
были экспортированы со средней интенсивностью флуоресценции
для одинаковых гранул и оценками дисперсии гранул в плоские файлы
для последующего анализа. Данные по экспрессии Illumina BeadArray
были проанализированы в Bioconductor с использованием пакетов «lumi»
,
и «limma».Списки генов, содержащие средние групповые значения экспрессии
,
, p-значения и стандартные кратные изменения
, использовали в качестве входных данных для последующего биоинформатического анализа.
Функциональные анализы регуляторов и анализы предшествующих регуляторов были
сгенерированы с помощью анализа путей изобретательности
(IPA) (Ingenuity® Systems, www.ingenuity.com). Всего
наборов данных, содержащих идентификаторы генов и соответствующие значения давления ex-
, были загружены в приложение, и был проведен базовый анализ
.Каждый идентификатор был сопоставлен с соответствующим ему объектом
в базе знаний Ingenuity. Критерии анализа
для кратного изменения ± 1,1 и p <0,05 с крысами, обработанными PBS
, выступающими в качестве контрольной группы, были получены
из предыдущих анализов IPA цельных клеток крови [32].
Функциональный анализ выявил биологические функции и / или заболевания, которые были наиболее значимыми для набора данных
. Для анализа рассматривались молекулы из набора данных, которые соответствовали критериям отсечения
, определенным выше, и были связаны с биологическими функциями и / или заболеваниями
в базе знаний Ingenuity
.Правосторонний тест Фишера
был использован для расчета p-значения, определяющего вероятность того, что каждая биологическая функция и / или заболевание
, присвоенные этому набору данных, являются чисто случайными. Анализ регулятора потока up-
использует литературу, собранную в базе знаний
Ingenuity, для получения причинно-следственных связей между вышестоящими регуляторами и целевыми объектами. Аналитический экзамен
изучает известные цели каждого вышестоящего регулятора в наборе данных
, сравнивает фактическое направление изменения целевых показателей с ожиданиями
, полученными из литературы, затем выдает предсказание до
с использованием алгоритма z-оценки.Направление изменения
— это экспрессия гена в экспериментальных образцах относительно
к контролю. Анализ не принимает во внимание экспрессию гена
, наблюдаемую для самого предсказанного выше регулятора
, потому что она может не отличаться между экспериментальными и контрольными образцами. Анализ предсказывает активность белка, кодированного вышестоящим регулятором.
Для анализа, отличного от микроматрицы, все данные предварительно
отправляются как средние значения ± стандартная ошибка.Поскольку каждая временная точка
содержала соответствующие контроли и была собрана отдельно
, все данные сравнивали как фиктивные и экспонированные с помощью теста Стьюдента
в каждой временной точке. Различия считались статистически значимыми при p <0,05.
Конкурирующие интересы
Авторы заявляют, что у них нет конкурирующих интересов.
Вклад авторов
AE задумал и разработал исследование и написал рукопись.JMA
участвовал в разработке исследования и лечил всех крыс. SHY провел количественный окислительный стресс
с помощью проточной цитометрии. MLK и JKG провели статистический анализ
. TH, RS и TM помогли во многих технических аспектах исследования. JRR
выполнил конфокальную микроскопию. PCZE выполнила анализ микрочипов в IPA.
Все авторы прочитали и утвердили окончательную рукопись.
Информация об авторах
Выводы и заключения в этом отчете принадлежат авторам и
не обязательно отражают точку зрения Национального института труда.
Безопасность и здоровье.
Благодарности
Особая благодарность доктору. Винсент Кастранова, Тодд Стюкл и Пол
Николайсен за рецензию на рукопись.
Сведения об авторе
1
Отделение лаборатории воздействия на здоровье, Национальный институт охраны труда
и здравоохранения, Моргантаун, Западная Вирджиния 26505, США.
2
Армейский институт общественного здравоохранения,
Абердинский испытательный полигон, Мэриленд 21010, США.
3
NIOSH / HELD / PPRB, 1095
Willowdale Rd, MS-2015, Morgantown, WV 26505-2888, США.
Получено: 30 января 2014 г. Принято: 24 июля 2014 г.
Опубликовано: 15 августа 2014 г.
Ссылки
1. Зейдлер-Эрдели П.С., Эрдели А., Антонини Дж. М.: Иммунотоксикология дуговой сварки
Дым: исследования на рабочих и экспериментальных животных . J Immunotoxicol 2012,
9: 411–425.
2. Палмер К.Т., Косгроув М.П.: Вакцинация сварщиков от пневмонии.
Occup Med (Лондон) 2012, 62: 325–330.
3. Антонини Дж. М., Робертс Дж. Р., Стоун С., Чен Б. Т., Швеглер-Берри Д., Фрейзер Д. Г.:
Кратковременное вдыхание слабого сварочного дыма стали не имело
Влияние на воспаление и травму легких, но не влияло на защиту Ответы
на бактерии у крыс.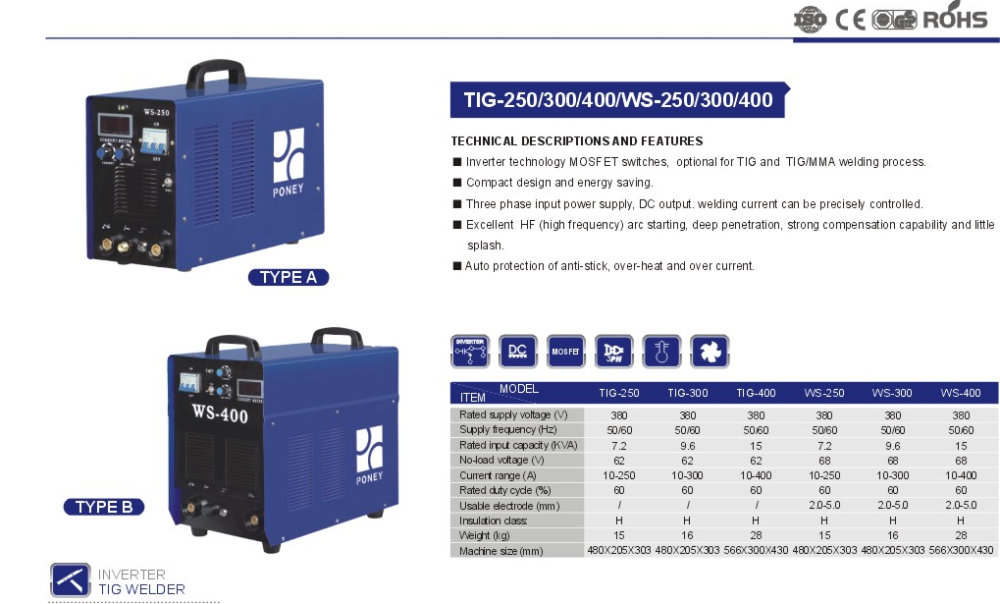 Inhal Toxicol 2009, 21: 182–192.
Inhal Toxicol 2009, 21: 182–192.
4. Антонини Дж. М., Стоун С., Робертс Дж. Р., Чен Б., Швеглер-Берри Д., Афшари А. А.,
Фрейзер Д. Г.: Влияние кратковременного вдыхания сварочного дыма из нержавеющей стали
Воздействие на воспаление, травму и защиту легких ответы у крыс.
Toxicol Appl Pharmacol 2007, 223: 234–245.
5. Антонини Дж. М., Тейлор М. Д., Миллеккья Л., Бебаут А. Р., Робертс Дж. Р.: Подавление
защитных реакций легких после бактериальной инфекции у крыс, предварительно обработанных
различными сварочными парами.Toxicol Appl Pharmacol 2004, 200: 206–218.
6. Андерсон С.Е., Мид Б.Дж., Баттерворт Л.Ф., Мансон А.Е.: гуморальный иммунный ответ
мышей, подвергшихся ручной дуговой сварке нержавеющей стали металлической дугой
, пары. J Immunotoxicol 2007, 4: 15–23.
7. Эрдели А., Халдерман Т., Салмен Р., Листон А., Зейдлер-Эрдели П.С., Швеглер-Берри Д.,
Кастранова В., Кояма С., Ким Я., Эндо М., Симеонова П.П.: Перекрестный разговор между
легких и системная циркуляция во время респираторного воздействия углеродных нанотрубок.
Потенциальные биомаркеры. Nano Lett 2009, 9: 36–43.
8. du Plessis L, Laubscher P, Jooste J, du Plessis J, Franken A, van Aarde N, Eloff F:
Проточный цитометрический анализ окислительного статуса периферической крови человека
мононуклеарные клетки рабочих, подвергшихся сварке пары. J Occup Environ
Hyg 2010, 7: 367–374.
9. Cohn CA, Simon SR, Schoonen MA: Сравнение основанных на флуоресценции методов
для количественной оценки индуцированных частицами гидроксильных радикалов.
Часть Fiber Toxicol 2008, 5: 2.
10. Шентон Д., Смирнова Дж. Б., Селли Дж. Н., Кэрролл К., Хаббард С. Дж., Павитт Г. Д., Эш М. П.,
Грант С.М.: Глобальные трансляционные ответы на воздействие окислительного стресса на
множественных уровней синтеза белка. J Biol Chem 2006, 281: 29011–29021.