как научиться в домашних условиях сваривать металл
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Техника безопасности при сварочных работах
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
Рассмотрим основные сварочные опасности и методы их профилактики.
Электробезопасность
При сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т.д.) Для этого:
- Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
- Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т.д.
- Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
- Пользуйтесь спецодеждой – крагами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.

- Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет». Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. — требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.

Оптическая безопасность
Поразительно, но экономия на сварочных масках и очках встречается повсеместно. Сейчас разработаны отличные маски типа «Хамелеон» (с ассортиментом ознакомиться по ссылке) с автоматической регулировкой прозрачности щитка – он затемняется только при зажигании дуги. В таких масках и работать одно удовольствие, и результатработы качественный, и подносить ее к лицу туда-сюда без конца не надо, и степень затемнения можно самостоятельно настроить. Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Даже если вы работаете нечасто, купите себе современную маску для комфортной, качественной и безопасной сварки – у вас ведь нет запасных глаз, правда? Кроме маски, не стоит пренебрегать очками (к примеру, вот такие), их одевают для защиты лица при зашкуривании свариваемых изделий. Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности.
Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности.
Пожарная безопасность
Сюда можно включить и защиту от возможных ожогов путем использования спецодежды, обуви, масок и специальных ширм. Будьте особо внимательны при зажигании дуги и во все время ее горения – это период повышенной опасности, не отвлекайтесь при работе. С опытом брызг расплавленного металла при работе будет все меньше, но даже сварщики с многолетним стажем не работают с расстегнутым воротом и закатанными рукавами – учтите это! Не ленитесь надеть рукавицы даже для контакта с кажущимся холодным металлом, а уж тем более при работе. У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
Специальная безопасность
К ней относится:
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.д).
- Защита органов дыхания при работе с выделением вредных газов (оксиды марганца, хрома и пр. ), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
- Защита при возможной работе на высоте – стандартные средства высотной безопасности (монтажные пояса, страховка) следует использовать в сочетании с повышенной осторожностью. На сварщике надета спецодежда, маска, его движения и углы обзора ограничены – при высотных работах пословица «тише едешь – дальше будешь» очень актуальна.
 ), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
Берегите себя – безалаберность может стать причиной серьезной травмы. А вот мастерство вполне совместимо с осторожностью и аккуратностью.
Техника выполнения сварки, тонкости и порядок выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.
Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель.![]() Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки. Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.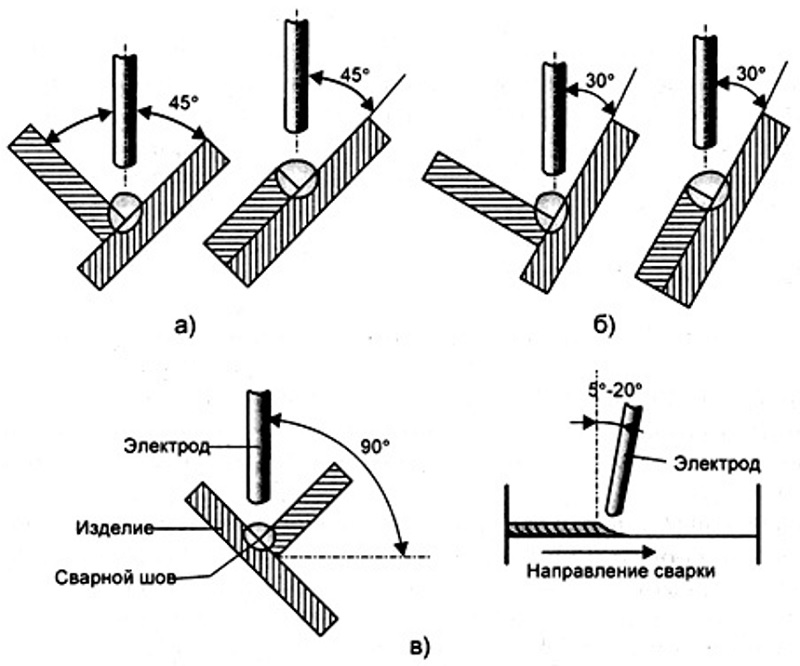
Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла. Фактическая толщина шва – кратчайшее расстояние от основания сварного соединения до поверхности шва. Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.

Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.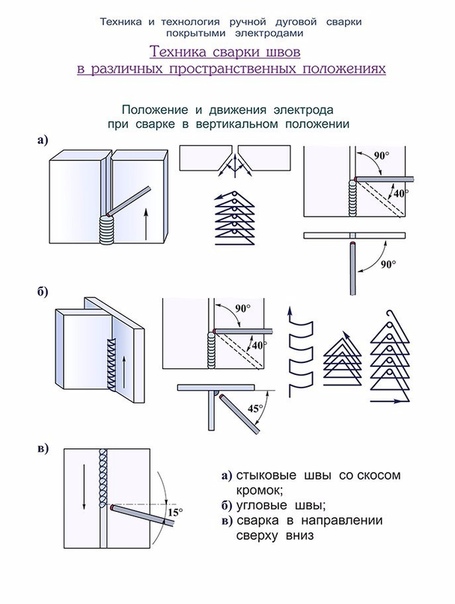
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы. Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность. Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро.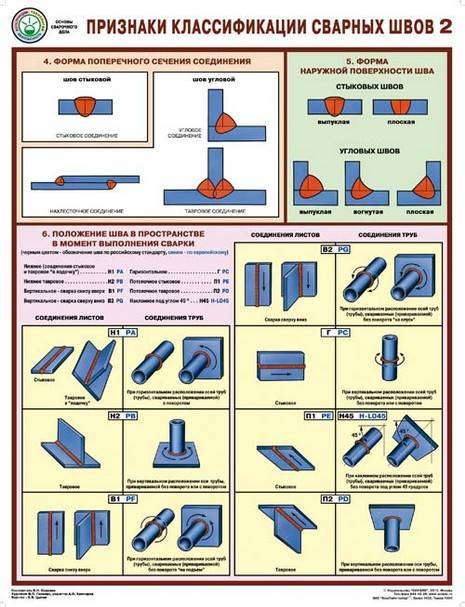 В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны.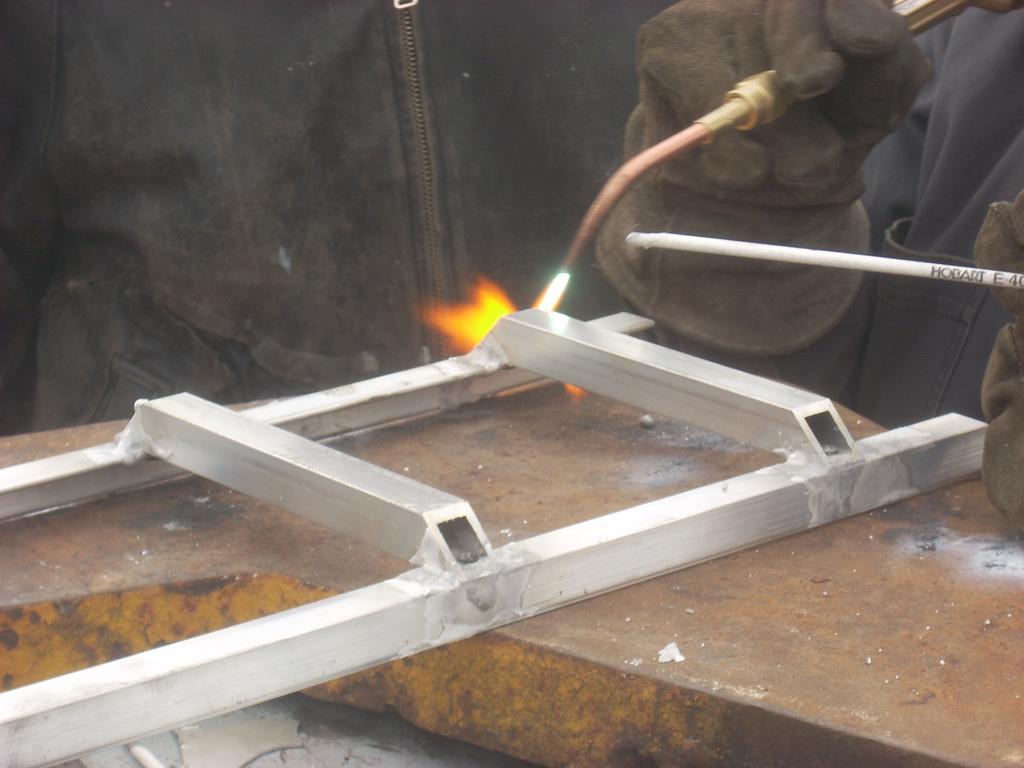 Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака.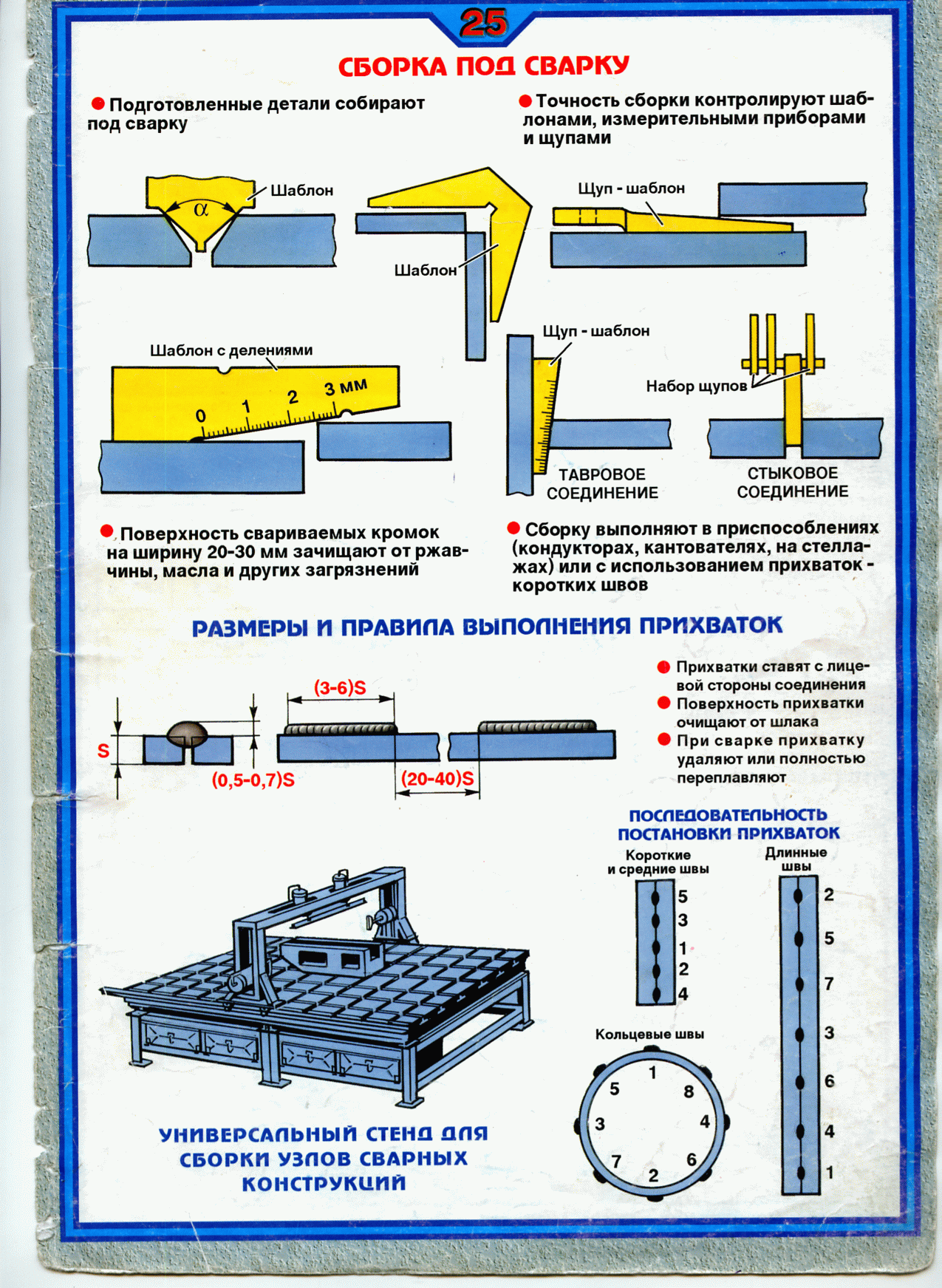 При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.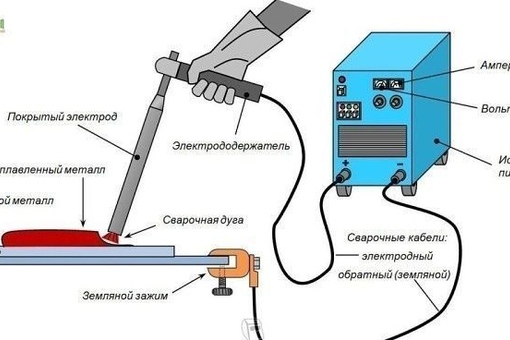
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис.выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Сварка электродом для чайников (Часть 1)
Это статья из серии экспресс-уроков Свар-EXPRESS.
Данный урок посвящён тому, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами
Для демонстрации используется сварочный инвертор AuroraPRO STICKMATE 160 (MMA+TIG lift) и электроды Уони 1350
| Инженер-сварщик Евгений Евсин |
Сегодня я расскажу вам о том, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами. Для примера я буду использовать аппарат Aurora PRO Stickmate 160.
Первое что мы должны знать – что за аппарат мы используем, для чего он нужен, какие у него технические характеристики. Необходимо правильно настроить его и правильно подобрать сварочные материалы для того, чтобы у нас не возникало каких-то сложностей в процессе работы.
Поговорим о самом источнике. Источник сварочного тока – инверторный, следовательно, это аппарат постоянного тока, с весом всего 5 кг, что делает его очень мобильным. Напряжение холостого хода 64 вольта – оно конкретно влияет на сварочный процесс. Исходя из этого мы будем выбирать сварочный материал и электроды.
Для того, чтобы изначально правильно подойти к работе, мы должны приобрести именно те электроды, которые необходимы. У нас в магазинах существуют электроды разного типа – это электроды для переменного тока, для постоянного и универсальные. В основном легко достать универсальные электроды – они предназначены для сварки как на постоянном, так и на переменном токе. Исходя из того, какой у нас материал для сварки – толщина, габариты – мы выбираем диаметр электродов. Самые доступные электроды, которые я вижу в магазинах – это универсальные ОЗС-12 и МР-3. Они имеют свои достоинства и недостатки, но я ими не очень люблю работать – это электроды с рутиловым покрытием и дают очень много шлака в процессе работы. Более редкие электроды – это электроды с основным покрытием Уони 1350. На их примере мы и будем показывать процесс сварки. Возьмем диаметр 3 мм.
Самое главное перед началом работы убедиться в том, что мы соблюдаем все правила техники безопасности. На нашем теле не должно быть открытых участков, дабы не получить ожог кожи, сварочная маска должна соответствовать уровню затемнения, чтобы наши глаза не наловили «зайцев». У меня сварочная маска хамелеон с автоматическим затемнением и уровнем затемнения. У простых масок светофильтры используются определенного затемнения, отталкиваясь конкретных требований. Также должны использоваться сварочные краги и обувь, которая не позволит расплавленному металлу упасть на наше тело. В процессе сварки нам придется отбивать шлак, а когда шлак отбивается, он сильно разлетается в разные стороны. В этом случае, а также в процессе зачистки изделия болгарками необходимо использовать защитные очки.
Начнем объяснение самого процесса. Чтобы приступить к работе, нам необходимо подключить к сварочному аппарату обратный кабель, прищепка идет на металл. Разъем подключается к минусовому контакту, держатель электродов подключается в разъем +.
Следующий вопрос, исходя из того, какие мы выбрали электроды — какой должен быть ток. В теории это 25-30 А на 1 мм диаметра электрода. У нас взят диаметр 3 мм, значит ток должен быть около 90 А, но это значение относительное, т.к. в разных пространственных положениях нам нужно сделать иногда больше или меньше, так что это зависит от вашего опыта и вида работ.
Прежде чем начать сваривать металл, абсолютно любой металл должен быть очищен от загрязнений – краска, ржавчина и т.п.
Начинать обучение сварщика следует со способов поджига дуги. Первый способ — точечно, когда мы просто бьем электродом по металлу и второй способ — чирканье. Свойство электродов при поджоге может быть разное, говорят иногда одним электродом получается, а другим нет. Секрет в том, что электроды с рутиловым покрытием поджигается гораздо проще, с основным покрытием – сложнее, но везде есть свои плюсы и минусы. В электродах с основным покрытием гораздо меньше шлака, у нас сварочная ванна более открытая и сварщику легче определить, как сплавляется кромка, но поджиг сложнее. У электродов с рутиловым покрытием все наоборот.
В способах поджига человек должен потренироваться, как ему проще и удобнее зажигать. Когда электрод новый и его кончик оголен – поджечь гораздо легче, а если электрод уже не первый раз зажигается, на его конце образуется пленка из шлака, тогда поджечь сложнее. Она не сразу разбивается и электрод необходимо раза 2-3 ударить.
Для меня поджиг чирканьем гораздо легче. Однако в момент чирканья происходит контакт по большой поверхности металла и это не желательно. Если поджигать точечно, то наносится меньший вред свариваемому металлу.
После того как вы потренируетесь и поймете, что поджигаете дугу уверенно – можно переходить на следующую ступень – накладывание валиков на поверхность металла, для того, чтобы вы могли увидеть, как формируется металл. Если узкий валик, мы делаем поступательные движение, если нам необходим валик пошире – тогда зигзагообразные. Наклон электрода примерно 45 градусов, расстояние до металла 2-3 мм. Вести можно как углом назад на себя, так и углом вперед, определяется по параметрам. Если идете углом назад, то проплавление будет глубже, если углом вперед, то проплавление будет меньше и шов шире.
Далее шлак необходимо сбить – не забудьте перед этим одеть защитные очки.
Примерно такие валики должны получаться. Как только вы добились подобного результата, можно приступать к соединению двух частей металлических изделий.
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Простые правила сварщика
Сварочный инвертор — незаменимая вещь как в бытовых, так и в производственно-промышленных условиях. Легкие, энергосберегающие сварочные аппараты инверторного типа набирают всё большую и большую популярность. Чтобы пользоваться таким аппаратом с максимальным для себя КПД и получать желаемые результаты нужно знать некоторые хитрости. НСК Прокат решил поделиться секретами качественной сварки.
Самое важное правильно подобрать электрод. Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Так же, чтобы шов получился аккуратным, нужно корректно подобрать диаметр электрода к толщине металла.
Ниже представлена табличка, которая поможет Вам при выборе электродов:
Толщина металла, мм | Диаметр электрода, мм |
2-3 | 1,6; 2,0 |
3-5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
5-8 | 3,0; 3,2; 4,0; 5,0 |
Ещё одно значимое правило качественной сварки: правильный выбор сварочного тока.
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 35-60 |
2,0 | 30-80 |
2,5 | 50-110 |
3,0 | 70-130 |
3,2 | 80-140 |
4,0 | 110-170 |
5,0 | 150-220 |
Сварочный ток выбирается в зависимости от диаметра электрода. А выбор диаметра электрода, как мы уже разобрались, во многом зависит от толщины свариваемого изделия. НСК Прокат рекомендует следующие соотношения:
При выборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножить на 35-40 А сварочного тока. Например, диаметр выбранного электрода 2. Получается следующая формула: 2 х (35…40) = 70 – 80. Таким образом, источник тока должен иметь максимальный ток не менее 80 А.
Так же необходимо помнить, что для сварки вертикальных и потолочных швов силу тока уменьшают на 10 – 20 %. Соблюдая эти простые постулаты сварочного дела, Вы сможете легко работать и получать желаемые результаты. НСК Прокат надеется, что эта заметка помогла Вам разобраться в тонкостях работы со сварочными инверторами. Хорошей работы! Ждем Вас в НСК Прокат!
Сварка ММА — EWM AG
Общая информация
Cварка MMA (номер процесса 111) относится к методам сварки плавлением, а именно к методам дуговой сварки металлическим электродом. В ISO 857-1 (издание 1998 г.) сварочные процессы этой группы в переводе с английского определяются следующим образом:
Дуговая сварка металлическим электродом: процесс дуговой сварки с использованием расходуемого электрода. Дуговая сварка металлическим электродом без защитного газа: процесс дуговой сварки металлическим электродом без внешний подачи защитного газа. Ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с покрытием.
В Германии последний метод называется ручной дуговой сваркой (в разговорном варианте – сваркой стержневым электродом). В англоязычном пространстве эта технология называется MMA или MMAW (Manual Metal Arc Welding – ручная дуговая сварка металлическим электродом). Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита отсутствует, всю защиту от атмосферы обеспечивает электрод. При этом он является источником дуги и сварочной присадкой. Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Род тока
Для ручной дуговой сварки (стержневым электродом) можно использовать как постоянный, так и переменный ток, однако не все типы покрытий стержневых электродов подходят для сварки переменным током синусоидальной формы, например, чисто основные электроды. При сварке постоянным током у электродов большинства типов отрицательный полюс подключается к электроду, а положительный – к заготовке. Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Типы электродов
Существуют стержневые электроды с покрытиями очень разных составов. От структуры покрытия зависят характеристики плавления электрода, его сварочные свойства и качество сваренного материала (более подробные сведения приведены в разделе «Какой электрод для какой цели». В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Свойства типов покрытий
Сварочные характеристики в особой степени зависят от состава и толщины покрытия. Это относится как к стабильной сварочной дуге, так и к переходу металла при сварке и вязкости шлака и сварочной ванны. Особое значение при этом имеет размер капель, переходящих в дуге.
На этом рисунке схематично изображен капельный переход при использовании четырех базовых типов покрытий: целлюлозные (a), рутиловые (b), кислые (c), основные (d).
Покрытие состоит в основном из органических компонентов, которые сгорают в сварочной дуге, образуя газ для защиты места сварки. Поскольку кроме целлюлозы и других органических веществ покрытие содержит лишь небольшое количество веществ, стабилизирующих сварочную дугу, шлак почти не образуется. Целлюлозные типы особенно хорошо подходят для сварки вертикальных швов, так как при их использовании не следует опасаться затекания шлака вперед.
Кислый тип (A), покрытие которого большей частью состоит из железных и марганцевых руд, отдает в атмосферу дуги большее количество кислорода. Он проникает и в свариваемый материал, уменьшая его поверхностное натяжение. Это обеспечивает струйный переход металла очень мелкими каплями и низкую вязкость свариваемого материала. Поэтому электроды этого типа не подходят для сварки в неудобных положениях. Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Их место заняли электроды рутилово-кислого типа (RA), то есть сочетание кислого и рутилового электрода. Этот электрод обладает соответствующими сварочными характеристиками. Покрытие рутилового типа (R/RR) большей частью состоит из оксида титана в форме минералов рутила (TiO2) или ильменита (TiO2 . FeO) или из искусственного оксида титана. Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Помимо чисто рутиловых электродов в этой группе есть еще и несколько смешанных типов. Следует упомянуть рутилово-целлюлозный тип (RC), у которого часть рутила заменена целлюлозой. Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Еще одним смешанным типом является рутилово-основной (RB). Его покрытие несколько тоньше, чем у типа RR. Благодаря этому и особой шлаковой характеристике этот тип особенно хорошо подходит для сварки в вертикальном положении снизу вверх (PF). Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Основные покрытия гигроскопичны. Поэтому такие электроды следует хранить с особой аккуратностью в сухом месте. Влажные электроды нужно просушить. Однако, если сварка ведется сухими электродами, в свариваемом материале содержится очень мало водорода. Помимо стержневых электродов с обычным выходом (< 105 %) существуют и такие, которые благодаря порошку железа, добавляемому поверх покрытия, имеют больший выход, в большинстве случаев > 160 %. Такие типы называются электродами с железным порошком или высокомощными электродами. Благодаря высокой мощности расплавления их во многих случаях можно использовать с большей экономичностью, чем обычные электроды, однако, как правило, их можно применять только в ровной (PA) и горизонтальной позиции (PB).
Правильная сварка MMA
Сварщику требуется хорошее образование, причем не только с ремесленной точки зрения. Для предотвращения ошибок ему необходимы и соответствующие специальные знания. Директивы в сфере образования, разработанные Немецким союзом сварочных и аналогичных технологий, признаны во всем мире и уже приняты Международным институтом сварки. Как правило, перед началом сварки заготовки прихватываются. Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
- Заготовка
- Сварочный шов
- Шлак
- Сварочная дуга
- Электрод с покрытием
- Электрододержатель
- Источник сварочного тока
Зажигание сварочной дуги
При ручной сварке стержневыми электродами процесс начинается с контактного зажигания. Для замыкания цепи тока между электродом и заготовкой сначала должно произойти короткое замыкание, после чего электрод нужно сразу слегка приподнять – зажжется электрическая дуга. Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Направление электрода
Электрод подводится к поверхности стального листа вертикально или под небольшим уклоном. Он слегка наклоняется в направлении сварки. Видимая длина сварочной дуги, то есть расстояние между кромкой кратера и поверхностью заготовки, должна примерно равняться диаметру стержня. Базовые электроды следует использовать с очень короткой дугой (расстояние = 0,5 x диаметра стержня). Для этого их следует вести в более вертикальном положении, чем рутиловые электроды. В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
- Разделка кромок
- Стержневой электрод
- Жидкий свариваемый материал
- Жидкий шлак
- Застывший шлак
Магнитное дутье
Под магнитным дутьем понимают явление, при котором сварочная дуга при отклонении от центральной оси удлиняется, издавая шипящий звук. Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу. Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
Параметры сварки
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение сварочной дуги зависит от ее длины, которую поддерживает сварщик. При настройке силы тока следует учесть токонагрузочную способность электродов соответствующего диаметра. При этом действует правило, согласно которому нижние предельные значения относятся к сварке корневых слоев и позиции PF, верхние, напротив, к остальным позициям, а также к заполняющим и верхним слоям. С увеличением силы тока растет мощность расплавления и, следовательно, скорость сварки. Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Сила тока в зависимости от диаметра электрода
Необходимо принять во внимание следующие основные правила расчета отдельных значений силы тока в амперах:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна составлять 40-80 A
- При диаметре 2,5 мм сила тока должна составлять 50-100 A
30-50 x Ø
- При диаметре 3,2 мм сила тока должна составлять 90-150 A
- При диаметре 4,0 мм сила тока должна составлять 120-200 A
- При диаметре 5,0 мм сила тока должна составлять 180-270 A
35-60 x Ø
- При диаметре 6,0 мм сила тока должна составлять 220-360 A
Для успешной ручной сварки стержневыми электродами вам потребуется следующее оборудование:
Советы и инструкции по технике безопасности при сварке на 2020 год
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, которые не могут быть трудоустроены из-за непрерывного образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие программы повышения квалификации для конкретных производителей, и те, кто работал на должностях, полученных до или во время обучения в области ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых
Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог.
инспектор и менеджер по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в штате Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик.
и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г., просмотрено 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Департамент труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, и составляет 22 доллара.04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, подмастерье.
слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс,
2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
38) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год,
Классификация должностей: Автомеханики и механики — 61 700 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество рабочих мест в год.
вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г.
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Законы, правила, анализ по сварке, резке и пайке — Безопасность.BLR.com
ОБЗОР
Этот анализ охватывает требования безопасности при сварке, резке и пайке на рабочих местах в промышленности и в строительстве. Такие операции также известны как «горячие» работы. Правила ОБЩЕЙ ПРОМЫШЛЕННОСТИ рассматриваются в первой половине этого анализа. Прокрутите вниз до раздела СТРОИТЕЛЬНАЯ СВАРКА И РЕЗКА — ОБЗОР, чтобы узнать о требованиях к рабочему месту на стройке.
Сварка, резка и пайка являются опасными видами деятельности, которые представляют собой уникальное сочетание рисков для безопасности и здоровья более чем 500 000 рабочих в самых разных отраслях промышленности. Риск смертельных травм составляет более четырех смертей на тысячу рабочих за всю рабочую жизнь. По этим причинам OSHA разработало несколько правил, предназначенных для защиты рабочих от травм и заболеваний, связанных со сваркой, резкой и пайкой.
ОБЩИЕ ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И ПРАЙКЕ
Правила OSHA по сварке, резке и пайке для общепромышленных рабочих мест охватывают следующие операции:
- Определения — 29 CFR 1910.251
- Общие требования — 29 CFR 1910.252
- Сварка и резка кислородно-топливным газом — 29 CFR 1910.253
- Дуговая сварка и резка — 29 CFR 1910.254
- Сварка сопротивлением — 29 CFR 1910.255
Соответствующие правила безопасности. Существуют дополнительные правила OSHA, которые применяются к операциям сварки, резки и пайки в общей промышленности:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1910.1026, где хромсодержащие материалы нагреваются, сжигаются или режутся и образуются пыль, пары или туманы Cr (VI)
- Замкнутое пространство — 29 CFR 1910.146 по поводу разрешений на выполнение огневых и огневых работ
- Противопожарная защита — 29 CFR 1910.39 требует наличия плана противопожарной защиты
- Уведомление об опасностях — 29 CFR 1910.1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними.
- Опасные материалы 29 CFR 1910.101 — 1910.106 регулируют сжатые газы и легковоспламеняющиеся материалы
- Средства индивидуальной защиты (СИЗ) — 29 CFR с 1910.132 по 1910.138 требуют защитной одежды для рабочих, использующих оборудование для горячих работ.
- PPE — 29 CFR 1910, подраздел I, приложение B содержит руководство по оценке опасностей и выбору средств индивидуальной защиты.
- Управление производственной безопасностью — 29 CFR 1910.119 регламентирует выполнение особо опасных химикатов и огневых работ, выполняемых рядом с ними
Опасности. Горячие работы создают множество опасностей: пожар, взрыв, токсичные среды, ультрафиолетовое излучение и поражение электрическим током. Даже рабочие, не являющиеся «сварщиками» (то есть любой оператор оборудования для электрической или газовой сварки и резки) как таковые, должны осознавать опасности при обращении с топливными баллонами и вдыхании дыма от операций сварки, резки и пайки.
OSHA приняло правила, ограничивающие воздействие Cr (VI) на рабочих.Профессиональное воздействие Cr (VI) происходит в основном среди рабочих, которые работают с пигментами, содержащими сухой хромат, аэрозольными красками и покрытиями, содержащими хромат, работают в ваннах для хромирования, а также сваривают или режут нержавеющую сталь и другие металлы, содержащие хром.
Контроль опасностей и безопасные методы работы. Безопасные горячие работы зависят от мер, принимаемых для предотвращения и контроля воздействия сильного тепла, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии.Правила охватывают меры по предотвращению и защите пожаров, безопасные методы работы и защиту персонала, а также технические требования к конструкции для использования оборудования. В частности, они охватывают:
- Хранение, обращение и транспортировка ацетилена и кислорода
- Правила техники безопасности для оборудования для дуговой сварки, резки и контактной сварки
- Защитная одежда для сварщиков
- Вентиляция рабочей зоны
- Защита органов дыхания в замкнутом пространстве
- Осмотр и обслуживание систем и оборудования квалифицированными специалистами
- Обучение сотрудников
Обучение сотрудников. Работодатели несут ответственность за обучение сотрудников безопасной работе с топливным газом при сварке и резке. Обучение включает ознакомление рабочих с интерактивным характером опасностей, связанных с сваркой. Работодатели также несут ответственность за надлежащее обращение с топливными баллонами, их перемещение и хранение, предоставление оборудования, соответствующего правилам безопасности, и проведение необходимых испытаний и проверок этого оборудования.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
29 CFR 1910.252
Применимость. Правило сварки, резки и пайки распространяется на все рабочие места, где используется любое оборудование для электрической или газовой сварки и резки.
Отраслевые консенсусные стандарты, включенные посредством ссылки. Правило включает посредством ссылки ряд отраслевых консенсусных стандартов (29 CFR 1910.6), в том числе:
- Стандарт 51B-1962 Национальной ассоциации противопожарной защиты (NFPA), Стандарт по предотвращению пожаров при использовании процессов резки и сварки
- Американский национальный институт стандартов (ANSI) Z87.1-1968, Американская национальная стандартная практика защиты глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергии
Примечание о согласованных стандартах: NFPA, ANSI и многие другие отраслевые организации обновили свои согласованные стандарты после принятия федеральных правил. OSHA позволяет работодателям без штрафных санкций следовать обновленным консенсусным стандартам, когда они обеспечивают защиту сотрудников, которая равна или превышает консенсусный стандарт, упомянутый в правиле OSHA.
Пожарная безопасность и охрана. Работодатели должны обеспечить выполнение следующих основных мер предосторожности для предотвращения пожаров при сварке или резке, в противном случае сварка и резка не должны выполняться:
- Если объект, подлежащий сварке или резке, не может быть легко перемещен, тогда все подвижные источники возгорания поблизости должны быть перенесены в безопасное место.
- Если объект, подлежащий сварке или резке, не может быть перемещен и если не удается устранить все опасности возгорания, необходимо использовать ограждения для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания.
- Горючие материалы должны быть защищены от воздействия искр везде, где есть отверстия в полу или трещины в полу, трещины или отверстия в стенах, открытые дверные проемы, а также открытые или разбитые окна, которые нельзя закрыть.
- Огнетушители или средства пожаротушения должны быть готовы и доступны для немедленного использования; такое оборудование может состоять из ведер с водой, ведер с песком, шлангов или переносных огнетушителей, в зависимости от природы и количества горючего материала.
- Пожарные наблюдатели требуются всякий раз, когда сварка или резка выполняются в местах, где может развиться иное, чем незначительное возгорание, или существует любое из следующих условий:
- Заметный горючий материал находится ближе чем 10,7 метра (35 футов) к месту эксплуатации
- Заметные горючие вещества находятся на расстоянии более 35 футов (10,7 м), но могут легко воспламениться от искры
- Отверстия в стенах или полу в радиусе 10,7 м (35 футов) открывают доступ к горючим материалам в прилегающих зонах, включая скрытые пространства в стенах или полах
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться из-за проводимости или излучения
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с устройствами для подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить их только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих возгораний.
Перед тем, как резка или сварка будут разрешены, зона должна быть осмотрена лицом, ответственным за выдачу разрешений на резку и сварку.Он или она должны указать меры предосторожности, которые необходимо соблюдать при выдаче разрешения на дальнейшие действия, предпочтительно в форме письменного разрешения.
Если на полу лежат горючие материалы, такие как обрезки бумаги, стружка или текстильные волокна, пол необходимо подметать в радиусе 35 футов (10,7 м). Горючие полы должны быть влажными, засыпанными влажным песком или защищены огнестойкими экранами. Если полы намокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможных ударов.
Запрещается резка или сварка:
- Зоны, не авторизованные руководством
- Здания с дождевателями, когда дождеватели не работают
- Наличие взрывоопасной атмосферы (смеси горючих газов, паров, жидкостей или пыли с воздухом) или взрывоопасной атмосферы, которая может образовываться внутри неочищенных или неправильно подготовленных резервуаров или оборудования, которые ранее содержали такие материалы, или которые могут образовываться в зонах с скопление горючей пыли
- Участки вблизи хранилищ больших количеств незащищенных, легко воспламеняющихся материалов, таких как сера в больших количествах, тюки бумаги или хлопок
По возможности, все горючие материалы должны быть перемещены на расстояние не менее 35 футов (10.7 м) от строительной площадки. Если перемещение практически невозможно, горючие материалы должны быть защищены огнестойкими крышками или иным образом защищены металлическими или асбестовыми ограждениями или занавесками.
Воздуховоды и конвейерные системы, которые могут переносить искры в далекие горючие материалы, должны быть надлежащим образом защищены или отключены.
Если резка или сварка выполняются возле стен, перегородок, потолка или крыши из горючего материала, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
Если сварка должна выполняться на металлической стене, перегородке, потолке или крыше, необходимо принять меры для предотвращения воспламенения горючих веществ на другой стороне из-за проводимости или излучения, предпочтительно путем перемещения горючих веществ.Там, где горючие материалы не переносятся, необходимо предусмотреть пожарное дежурство с противоположной стороны от места проведения работ.
Запрещается выполнять сварку металлических перегородок, стен, потолка или крыши с горючим покрытием, а также стен или перегородок из конструкции из горючих сэндвич-панелей. Запрещается резка или сварка труб или другого металла, контактирующего с горючими стенами, перегородками, потолками или крышами, если работа находится достаточно близко, чтобы вызвать возгорание из-за теплопроводности.
Руководство должно осознавать свою ответственность за безопасное использование оборудования для резки и сварки на своей собственности.Должность руководства:
- Создание участков для резки и сварки, а также определение процедур резки и сварки на других участках с учетом потенциальной опасности возгорания на производственных объектах предприятия.
- Назначьте лицо, ответственное за разрешение операций по резке и сварке в областях, специально не предназначенных для таких процессов.
- Настаивайте на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
- Сообщите всем подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
Супервайзер должен:
- Несет ответственность за безопасное обращение с оборудованием для резки или сварки и безопасное использование процесса резки или сварки.
- Определите горючие материалы и опасные зоны, которые присутствуют или могут присутствовать на рабочем месте.
- Защищать горючие вещества от возгорания с помощью следующего:
- Переместите работу в место, свободное от опасных горючих материалов.
- Если работа не может быть перемещена, переместите горючие вещества на безопасное расстояние от работы или обеспечьте надлежащую защиту горючих материалов от возгорания.
- Проследите, чтобы резка и сварка были запланированы таким образом, чтобы операции на предприятии, которые могут вызвать возгорание горючих материалов, не запускались во время резки или сварки.
- Получите разрешение на выполнение операций резки или сварки от назначенного представителя руководства.
- Убедитесь, что резак или сварщик подтвердил, что условия безопасны, прежде чем приступить к работе.
- Убедитесь, что оборудование для защиты от пожара и пожаротушения правильно размещено на объекте.
- При необходимости обеспечить наличие на объекте пожарных дежурств.
Резка или сварка разрешены только в зонах, которые являются или были сделаны пожаробезопасными. Когда работу практически невозможно переместить, как при большинстве строительных работ, необходимо обеспечить безопасность зоны, удалив горючие вещества или защитив горючие от источников возгорания.
Запрещается выполнять сварку, резку или другие горячие работы на использованных барабанах, бочках, резервуарах или других контейнерах до тех пор, пока они не будут очищены настолько тщательно, чтобы быть абсолютно уверенным в отсутствии горючих материалов или каких-либо веществ, таких как смазки. смолы, кислоты или другие материалы, которые при нагревании могут выделять легковоспламеняющиеся или токсичные пары.Любые трубопроводы или соединения с барабаном или резервуаром должны быть отсоединены или закрыты.
Все полые пространства, полости или емкости должны вентилироваться, чтобы обеспечить выход воздуха или газов перед предварительным нагревом, резкой или сваркой. Рекомендуется продуть инертным газом.
Защита от физических опасностей. Сварщик или помощник, работающий на платформах, строительных лесах или взлетно-посадочных полосах, должен быть защищен от падения. Этого можно достичь с помощью перил, ремней безопасности, спасательных тросов или других не менее эффективных средств защиты.
Сварщики должны размещать сварочный кабель и другое оборудование так, чтобы они не попадали в проходы, лестницы и лестницы.
Каски или щитки для рук должны использоваться во время всех операций дуговой сварки или дуговой резки, за исключением сварки под флюсом. Помощникам или обслуживающему персоналу должны быть предоставлены надлежащие средства защиты глаз, например:
- Очки или другие подходящие средства защиты глаз во время всех операций газовой сварки или кислородной резки. Очки без боковых экранов с подходящими фильтрующими линзами разрешены для использования во время газовой сварки на легких работах, для пайки горелкой или для проверки
- Прозрачные маски для лица или защитные очки для всех операторов и обслуживающего персонала оборудования контактной сварки или контактной пайки, в зависимости от конкретной работы, для защиты лица или глаз
- Защита глаз в виде подходящих очков, если они необходимы для операций пайки, не подпадающих под другие положения регламента
Шлемы и щитки для рук должны быть изготовлены из изолятора тепла и электричества.Шлемы, щитки и защитные очки не должны быть легковоспламеняющимися и выдерживать стерилизацию. Шлемы и щитки для рук должны защищать лицо, шею и уши от прямого излучения дуги. Шлемы должны быть оснащены фильтрующими пластинами и крышками, предназначенными для легкого снятия. Все части должны быть изготовлены из материала, который не вызывает коррозии или обесцвечивания кожи. Очки должны вентилироваться, чтобы максимально предотвратить запотевание линз. Все стекла для линз должны быть закаленными, без полос, пузырьков воздуха, волн и других дефектов.За исключением случаев, когда линза заточена для обеспечения надлежащей оптической коррекции дефектного зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными. Линзы должны иметь постоянную отличительную маркировку, по которой можно легко идентифицировать источник и оттенок.
Ниже приводится руководство по выбору правильных номеров оттенков. Эти рекомендации могут быть изменены в зависимости от индивидуальных потребностей.
| Сварочные работы | Цвет No. |
| Экранированная дуговая сварка — электроды 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветных металлов) — электроды 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в среде защитного газа (черных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: | |
| Электроды 3/16, 7/32, 1/4 дюйма | 12 |
| Электроды 5/16, 3/8 дюйма | 14 |
| Сварка атомарным водородом | 1014 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
Примечание к диаграмме: При газовой сварке или кислородной резке, когда горелка излучает ярко-желтый свет, желательно использовать фильтр или линзу, которые поглощают желтую или натриевую линию в видимом свете операции.
Если позволяют работы, сварщик должен быть заключен в отдельную кабину, окрашенную покрытием с низким коэффициентом отражения, например оксидом цинка (важный фактор поглощения ультрафиолетового излучения) и ламповой чернотой, или должен быть заключен в негорючие экраны, окрашенные аналогичным образом. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, прилегающие к участкам сварки, должны быть защищены от лучей негорючими или взрывонепроницаемыми экранами или экранами или должны быть обязаны носить соответствующие защитные очки.
Общие требования к защитной одежде. Сотрудники, подверженные опасностям, связанным с операциями сварки, резки или пайки, должны быть защищены средствами индивидуальной защиты (СИЗ) в соответствии со стандартом OSHA по СИЗ (29 CFR 1910.132).
Защита и вентиляция от опасностей для здоровья. При сварке в помещении, полностью экранированном со всех сторон, экраны должны быть расположены так, чтобы они не ограничивали вентиляцию помещения. Экраны желательно устанавливать так, чтобы они были около 2 футов (0.61 м) над полом, за исключением случаев, когда работа выполняется на настолько низком уровне, что экран нужно выдвигать ближе к полу, чтобы защитить находящихся поблизости рабочих от бликов от сварки.
Местные вытяжные или общие системы вентиляции должны быть предусмотрены и организованы таким образом, чтобы количество токсичных паров, газов или пыли не превышало максимально допустимой концентрации, указанной в таблице опасных и токсичных веществ OSHA (29 CFR 1910.1000).
Уведомления об опасности для здоровья. Ряд потенциально опасных материалов используется во флюсах, покрытиях, покрытиях и присадочных металлах, используемых при сварке и резке, или выбрасываются в атмосферу во время сварки и резки.Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанную с использованием их материалов при сварке и резке.
Работодатели должны включать в уведомления об опасности для здоровья следующую информацию:
- Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
«ВНИМАНИЕ! При сварке могут образовываться опасные для здоровья пары и газы. Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49.
- Металлические наполнители, содержащие кадмий в значительных количествах, должны иметь следующее уведомление на бирках, коробках или других контейнерах:
«ПРЕДУПРЕЖДЕНИЕ — СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОЖЕТ ОБРАЗОВАТЬСЯ ЯДОВИТЫЙ ДЫМ — Не вдыхайте пары. Используйте только с соответствующими вентиляция, такая как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха. — См. ANSI Z49.1. — Если после использования появляется боль в груди, кашель или жар, немедленно обратитесь к врачу.»
Вентиляция для общей сварки и резки. Должна быть предусмотрена механическая вентиляция при сварке или резке металлов и других соединений, не подпадающих под действие этого правила, со следующими ограничениями:
- На площади менее 10 000 кубических футов (284 кубических м) на сварщика
- В помещении с высотой потолка менее 5 м (16 футов)
- В замкнутых пространствах или там, где сварочное пространство содержит перегородки, балконы или другие структурные барьеры до такой степени, что они значительно затрудняют поперечную вентиляцию
Скорость такой вентиляции должна составлять не менее 2 000 кубических футов (57 кубических метров) в минуту на сварщика, за исключением случаев, когда предусмотрены местные вытяжные шкафы, кабины или респираторы для самолетов.Естественная вентиляция считается достаточной для операций сварки или резки, где нет ограничений по пространству.
Вентиляция с вытяжками или кабинами. Либо вытяжка, либо стационарный кожух (т. Е. Кабина) с воздушным потоком удовлетворяют требованиям для механической местной вытяжной вентиляции. Свободно перемещаемые кожухи, предназначенные для размещения сварщиком как можно ближе к свариваемой детали и обеспечивающие скорость воздушного потока, достаточную для поддержания скорости в направлении кожуха 100 погонных футов (30 м) в минуту в зона сварки, когда вытяжка находится на самом удалении от места сварки, удовлетворяет требованиям, предъявляемым к вытяжке, если выбран этот метод вентиляции.
Скорость вентиляции, необходимая для достижения этой скорости управления с использованием 3-дюймового. Всасывающее отверстие с фланцем шириной 7,6 см показано в виде диаграммы в документе 29 CFR 1910.252 (c) (3) (i).
Неподвижный корпус (кабина) с верхней частью и не менее чем с двух сторон, которые окружают операции сварки или резки, и с расходом воздуха, достаточным для поддержания скорости на удалении от сварщика не менее 100 погонных футов (30 м) на Минутка — приемлемая альтернатива вытяжке.
Сварка фторсодержащими соединениями. В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, содержащих соединения фтора, должны выполняться в соответствии с требованиями данного регламента к замкнутому пространству. См. Раздел настоящего анализа «Операции в замкнутом пространстве». Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
Необходимость местной вытяжной вентиляции или респираторов для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств.Однако опыт показал, что такая защита желательна для производственной сварки в фиксированном месте и для любой производственной сварки нержавеющих сталей. Если пробы воздуха, взятые в месте сварки, показывают, что количество выделяемых фторидов ниже максимально допустимой, такая защита не требуется.
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора. Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ — СОДЕРЖИТ ФТОРИДЫ — Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
1. Избегайте испарений — используйте только в хорошо вентилируемых помещениях.
2. Избегайте попадания флюса в глаза или на кожу.
3. Не принимать внутрь.
Сварка цинком. В замкнутых пространствах сварка или резка основных или присадочных металлов, содержащих цинк, или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями настоящего правила в отношении замкнутых пространств. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещении сварка или резка цинкосодержащих материалов или присадочных материалов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
Сварка свинцом. В замкнутых пространствах сварка свинцовых недрагоценных металлов (ошибочно называемая обжигом свинца) должна выполняться в соответствии с требованиями данного правила в отношении замкнутых пространств. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещении сварка металлов на основе свинца должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
В замкнутых пространствах или в помещении операции сварки или резки металлов, содержащих свинец, кроме примесей, или металлов, покрытых свинцовосодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях.Работа на открытом воздухе требует использования респираторов NIOSH. Во всех случаях рабочие, находящиеся в непосредственной близости от места резки, должны быть защищены местной вытяжной вентиляцией или воздушными респираторами.
Сварка бериллием. Сварка или резка в любом месте, где используются основные или присадочные металлы, содержащие бериллий, должны выполняться с использованием местной вытяжной вентиляции и респираторов, если атмосферные испытания в самых неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимого предела воздействия (PEL) для бериллий (29 CFR 1910.1000). Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или отрезных работ, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалиниях.
Сварка кадмием. В замкнутых пространствах или в помещении операции сварки или резки основных металлов, содержащих кадмий или покрытые кадмием, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах допустимого предела воздействия ( PEL) для кадмия (29 CFR 1910.1000). Для работы на открытом воздухе требуются респираторы, одобренные NIOSH, например, дымовые респираторы.
Если сварка (пайка) присадочных металлов, содержащих кадмий, должна выполняться в замкнутом пространстве, она должна выполняться с использованием вентиляции, как предписано вытяжным шкафом или вентиляцией кабины и требованиями к замкнутому пространству настоящего правила. Дополнительную информацию см. В разделе «Операции в замкнутом пространстве» данного анализа.
Сварка ртутью. В замкнутых пространствах или в помещении операции по сварке или резке металлов, покрытых ртутьсодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах PEL для ртуть (29 CFR 1910.1000). Такие операции, когда они выполняются на открытом воздухе, должны выполняться с использованием респираторов, одобренных NIOSH.
Чистящие составы. При использовании чистящих средств необходимо соблюдать инструкции производителя и другие меры предосторожности. Обезжиривание и другие операции по очистке с использованием хлорированных углеводородов должны проводиться таким образом, чтобы пары от этих операций не попадали или не попадали в атмосферу, окружающую любые сварочные операции. Кроме того, трихлорэтилен и перхлорэтилен следует хранить вдали от атмосфер, проницаемых ультрафиолетовым излучением при сварке в среде защитных газов.
Порезка нержавеющих сталей. Кислородная резка химическим флюсом или железным порошком или резка нержавеющей стали дугой в среде защитного газа должна выполняться с использованием механической вентиляции, достаточной для удаления образующихся паров.
Первая помощь. Аптечка первой помощи должна быть доступна в любое время. Обо всех травмах необходимо как можно скорее сообщать для обращения за медицинской помощью. Необходимо оказать первую медицинскую помощь до тех пор, пока не будет оказана медицинская помощь.
Приложения для трубопроводов передачи. Должны быть выполнены требования настоящего Регламента и правила дуговой сварки (29 CFR 1910.254) к физической безопасности, охране здоровья и вентиляции.
Это постановление, правило о топливном газе, а также правила дуговой сварки и резки должны применяться в тех случаях, когда производятся полевые цеха для изготовления арматуры, переходов через реки, дорожных переходов, а также насосных и компрессорных станций.
Если дуговая сварка выполняется во влажных условиях или в условиях высокой влажности, необходима специальная защита от поражения электрическим током.
При испытании трубопроводов под давлением рабочие и население должны быть защищены от травм в результате выдувания затворов или других устройств ограничения давления. Также должна быть предусмотрена защита от вытеснения рыхлой грязи, которая могла застрять в трубе.
Сварная конструкция магистральных трубопроводов должна выполняться в соответствии со стандартом 1104 ANSI / Американского института нефти (API), стандартом для сварочных трубопроводов и сопутствующих устройств, стандартом API 1104-1968 или обновленной версией.
Сварочное соединение ответвлений трубопроводов, несущих горючие вещества, должно выполняться в соответствии со стандартом API PSD 2201-1963 «Сварка или врезка горячей врезки на оборудовании, содержащем легковоспламеняющиеся вещества», который включен посредством ссылки.
Использование рентгеновских лучей и радиоактивных изотопов для проверки сварных стыков трубопроводов должно выполняться в соответствии с ANSI Z54.1-1963, Немедицинские источники рентгеновского излучения и герметичные источники гамма-излучения, который включен посредством ссылки.
Применение в механических системах трубопроводов. Требования к противопожарной защите и защите персонала, изложенные в этом правиле, а также правила газовой кислородно-газовой и дуговой сварки / резки (29 CFR 1910.253 и 29 CFR 1910.254) должны выполняться.
ОПЕРАЦИИ В ОГРАНИЧЕННОМ ПРОСТРАНСТВЕ
29 Свода федеральных правил 1910.252 (a) (4) и (b) (4)
В целях определения замкнутого пространства при сварке, резке и пайке замкнутое пространство — это относительно небольшое или ограниченное пространство, такое как резервуар, бойлер, сосуд высокого давления или небольшой отсек корабля.
См. Раздел анализа в замкнутом пространстве для получения подробной информации о работе в замкнутом пространстве.
Противопожарная защита в закрытых помещениях. Когда дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды необходимо вынуть из держателей, а держатели осторожно расположить так, чтобы исключить случайный контакт и отключить аппарат от источника питания. .
Чтобы исключить возможность утечки газа из-за утечек или неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача газа к горелке принудительно перекрываться в какой-то момент за пределами ограниченного пространства всякий раз, когда горелка работает. не использовать в течение длительного периода времени, например, во время обеденного перерыва или на ночь.По возможности резак и шланг также должны быть удалены из замкнутого пространства.
Работа в ограниченном пространстве. Вентиляция — необходимое условие для работы в ограниченном пространстве. Требования к вентиляции см. В подразделе «Общие положения» данного анализа.
Газовые баллоны и сварочные аппараты следует оставлять вне замкнутого пространства при выполнении сварки или резки. Перед началом работы тяжелое переносное оборудование, установленное на колесах, необходимо надежно заблокировать, чтобы предотвратить случайное перемещение.
Если сварщик должен войти в ограниченное пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации. Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика, чтобы его тело не могло застрять в небольшом выходном отверстии. Сопровождающий с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции. Тем не менее, OSHA заявило в письме о толковании (Emmerich, 30 июля 1993 г.), что агентство согласится с использованием процедуры постукивания по стенкам резервуаров в качестве средства связи вместо прямого наблюдения сварщика со стороны обслуживающего персонала.
Если дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды необходимо вынуть из держателей, а держатели осторожно расположить так, чтобы исключить случайный контакт, а аппарат должен быть отключен от источника питания. источник.
Если резак не будет использоваться в течение длительного периода времени, например, в обеденный перерыв или в ночное время, клапаны резака должны быть закрыты, а подача топливного газа и кислорода к резаку принудительно отключена в некоторой точке за пределами замкнутого пространства. .По возможности резак и шланг также должны быть удалены из замкнутого пространства.
После завершения сварочных работ сварщик должен пометить горячий металл или предоставить другие средства предупреждения других рабочих о горячем металле.
Вентиляция в закрытых помещениях. Все операции по сварке и резке, выполняемые в замкнутом пространстве, должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов или возможный дефицит кислорода. Это касается не только сварщика, но и помощников и другого персонала в непосредственной близости.Весь воздух, заменяющий удаленный, должен быть чистым и безопасным для дыхания.
Респираторы в ограниченном пространстве. В случаях, когда невозможно обеспечить такую вентиляцию, следует использовать респираторы для авиалайнеров или шланговые маски, одобренные для этой цели NIOSH.
В зонах, представляющих непосредственную опасность для жизни, необходимо использовать полностью закрывающий лицо, работающий под давлением, автономный дыхательный аппарат или комбинированный закрывающий лицо респиратор с подачей воздуха, работающий под давлением, с дополнительной автономной подачей воздуха, одобренный NIOSH. использоваться.
Если сварочные работы выполняются в замкнутом пространстве и где сварщики и помощники снабжены шланговыми масками, шланговыми масками с воздуходувками или автономным дыхательным оборудованием, одобренным Управлением по безопасности и охране здоровья в шахтах и Национальным институтом безопасности и гигиены труда, рабочий должен быть размещен снаружи таких замкнутых пространств, чтобы обеспечить безопасность тех, кто работает внутри.
Запрещается использовать кислород для вентиляции.
СВАРКА И РЕЗКА В КИСЛОРОДНО-ТОПЛИВНОМ ГАЗЕ
29 CFR 1910.253
Работодатели должны применять процедуры для предотвращения взрыва смеси топливных газов и воздуха или кислорода. Смеси воздуха или кислорода с горючими газами перед потреблением, за исключением горелки или стандартной горелки, не допускаются, если для этой цели нет разрешения.
Переносные баллоны. Все переносные баллоны, используемые для хранения и транспортировки сжатых газов, должны быть сконструированы и обслуживаться в соответствии с правилами Министерства транспорта США, 49 CFR, части 171179.
Баллоны со сжатым газом должны иметь четкую маркировку с указанием химического или торгового наименования газа. Маркировка должна быть трафаретом, штампом или этикеткой и не должна легко удаляться. По возможности маркировка должна располагаться на плече баллона.
Ацетилен. Ни при каких условиях ацетилен не должен генерироваться, подаваться по трубам (за исключением утвержденных коллекторов баллонов) или использоваться при давлении, превышающем 15 фунт-сила на квадратный дюйм манометра (103 кПа) или 30 фунт-сила на квадрат дюйм абсолютный (206 кПа абсолютный).
Дополнительные требования. Регламент содержит очень подробные дополнительные требования для:
- Цилиндры
- Коллектор цилиндров
- Системы сервисных трубопроводов
- Защитное снаряжение, шланг и баллоны
- Генераторы ацетилена
- Хранилище карбида кальция
ДУГОВАЯ СВАРКА И РЕЗКА
29 CFR 1910.254
Требования к конструкции оборудования для дуговой сварки и резки.Работодатели могут соответствовать требованиям безопасности к аппаратам для дуговой сварки и резки, соблюдая либо:
- Национальная ассоциация производителей электрооборудования EW11962, Требования к аппаратам для электродуговой сварки; или
- ANSI и Underwriters ‘Laboratories C33.2-1956, Стандарт безопасности для трансформаторных сварочных аппаратов.
Монтаж оборудования. Установка, включая источник питания, должна соответствовать требованиям электрических стандартов OSHA (29 CFR 1910, подраздел S).Подробные требования к установке описаны в регламенте. См. Раздел анализа Электробезопасность для получения дополнительной информации о требованиях к электробезопасности.
Эксплуатация и обслуживание. Работодатели и сотрудники должны строго соблюдать печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями.
Работодатели должны гарантировать, что сотрудники соблюдают процедуры предотвращения и защиты от пожара, защиты персонала, защиты здоровья и вентиляции в правилах сварки, резки и пайки (29 CFR 1910.252). В правилах есть дополнительные требования безопасности для подключения машины, заземления, утечек, переключателей, держателей электродов, поражения электрическим током и технического обслуживания.
СОПРОТИВЛЕНИЕ СВАРКИ
29 CFR 1910.255
Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с требованиями электрических стандартов OSHA (29 CFR 1910, подраздел S). См. Раздел «Анализ электробезопасности» для получения дополнительной информации о требованиях к электробезопасности.
Должен быть выключатель-разъединитель безопасности, прерыватель цепи или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее органы управления должны быть отключены. обслуживаться.
Трубки Ignitron, используемые в оборудовании для контактной сварки, должны быть оснащены термозащитным выключателем.
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены, чтобы оператор не мог их случайно активировать.
Непереносные аппараты для точечной и шовной сварки. В правиле содержатся подробные требования к сварке конденсаторов, блокировкам, ограждениям, экранам, ножным переключателям, кнопкам останова, английским штырям и заземлению.
Переносные сварочные аппараты. В правиле есть требования к противовесу, предохранительным цепям, скобе, щиткам переключателей, подвижному держателю и заземлению.
Оборудование для оплавления. В правиле есть требования для вентиляции, пламегасителей и противопожарных завес.
Техническое обслуживание. Периодические проверки должны проводиться квалифицированным обслуживающим персоналом, и должна вестись сертификация. Сертификационная запись должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемого оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет завершен безопасный ремонт.
ОБУЧЕНИЕ ПЕРСОНАЛА
СВАРОЧНИКИ, РЕЗЧИКИ И УЧАСТНИКИ
29 Свода федеральных правил 1910.252 (a) (2) (xiii) (C)
Резаки, сварщики и их руководители должны быть надлежащим образом обучены безопасной эксплуатации своего оборудования и безопасному использованию процесса или системы, когда объект, подлежащий сварке или резке, не может быть перемещен и если все опасности возгорания не могут быть устранены.
ПОЖАРНЫЕ Дозоры
29 Свода федеральных правил 1910.252 (a) (2)
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с оборудованием и процедурами подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить их только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих возгораний.
ПЕРСОНАЛ ПО КИСЛОРОДНО-ТОПЛИВНОЙ СВАРКЕ И РЕЗКЕ
29 CFR 1910.253 (а) (4) и (е) (6)
Рабочие, отвечающие за оборудование подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их компетентными для выполнения этой важной работы, прежде чем их оставят за них.
Квалифицированные механики должны пройти надлежащий инструктаж по ремонту регуляторов или частей регуляторов, включая манометры.
ДУГОВАЯ СВАРКА И РЕЗКА
29 Свода федеральных правил 1910.254 (a) (3) и (d) (1)
Рабочие, работающие с оборудованием для дуговой сварки, должны быть проинструктированы и иметь квалификацию для работы и обслуживания такого оборудования, а также соблюдать общие положения правил сварки, резки и пайки (29 CFR 1910.252).
СОПРОТИВЛЕНИЕ СВАРКИ
29 Свода федеральных правил 1910.255 (a) (3)
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И НАГРЕВАНИЮ СТРОИТЕЛЬСТВА
В этом разделе изложены требования безопасности при сварке, резке и нагреве на рабочих местах в строительной отрасли.
Правила безопасности. Правила техники безопасности при сварке, резке и нагревании:
- Газовая сварка и резка — 29 CFR 1926 г.350
- Дуговая сварка и резка — 29 CFR 1926.351
- Пожарная безопасность — 29 CFR 1926.352
- Защитное снаряжение, шланг и баллоны
- Вентиляция и защита при сварке, резке и нагревании — 29 CFR 1926.353
- Защитные покрытия для сварки, резки и нагрева — 29 CFR 1926.354
Соответствующие правила безопасности. Существуют дополнительные правила безопасности, относящиеся к операциям сварки, резки и нагрева:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1926 г.1126
- Кадмий — 29 CFR 1926.1127
- Газы, пары, пары, пыль и туманы — 29 CFR 1926.55
- Вентиляция — 29 CFR 1926.57
- Сообщение об опасности — 29 CFR 1926.59
- — 29 CFR 1926.62
- Управление производственной безопасностью — 29 CFR 1926.64
- Средства индивидуальной защиты — 29 CFR 1926, подраздел E
- Противопожарная защита и предотвращение пожаров — 29 CFR 1926, подраздел F
Свинец
Опасности. Безопасность операций сварки и резки зависит от мер, принимаемых для предотвращения и контроля воздействия сильной жары, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии. Последствия небезопасной практики могут варьироваться от «солнечных ожогов для глаз» до хронических последствий для здоровья. Осведомленность, подготовка и способность сварщиков и их руководителей выявлять опасности во многом определяют безопасность этих операций.
Элементы программы безопасности. Программа обеспечения безопасности при сварке, резке и нагреве или «горячих работах» должна включать следующие элементы:
- Ограничение выполнения процесса сварки или резки квалифицированным персоналом, обученным выполнять определенный тип операции (например, кислородно-ацетиленовая, кислородно-порошковая, угольная дуга, газовый вольфрам, пятно сопротивления)
- Признание работниками опасностей, связанных с операциями сварки, резки, нагрева и пайки, а также опасного характера основного материала, с которым контактируют
- Описание и реализация программы предотвращения пожаров и реагирования на них, включая предоставление огнетушителей / спринклеров, назначение пожарных, ограничение деятельности в огнеопасных / взрывоопасных ситуациях и выдачу разрешений на проведение огневых работ
- Особые процедуры для замкнутых пространств
- Эффективные методы промышленной гигиены
- Защита персонала, механическая вентиляция, средства индивидуальной защиты, сварочные шторы и т. Д.
- Безопасные методы обращения и хранения материалов, особенно газовых баллонов
Обучение сотрудников. Работодатели должны инструктировать сотрудников по безопасному использованию топливного газа и безопасным операциям сварки и резки, включая правильное обращение, перемещение и хранение топливных баллонов. Работодатели должны предоставить оборудование, соответствующее требованиям и спецификациям безопасности, и провести необходимые испытания и проверки этого оборудования. Работодатели также должны предоставить средства индивидуальной защиты, обеспечить соответствующую вентиляцию и убедиться, что работники осведомлены об интерактивном характере опасностей, связанных с сваркой.
ГАЗОВАЯ СВАРКА И РЕЗКА
29 CFR 1926.350
Транспортировка, перемещение и хранение баллонов со сжатым газом. Защитные колпачки клапана должны быть на месте и закреплены. Когда баллоны поднимаются, они должны быть закреплены на опоре, стропе или поддоне. Их нельзя поднимать или перемещать на магнитах или кольцевых стропах. Цилиндры необходимо перемещать, наклоняя и перекатывая их по нижнему краю. Их нельзя умышленно ронять, наносить удары или позволять наносить друг другу удары с применением силы.
При транспортировке баллонов механическими транспортными средствами они должны быть закреплены в вертикальном положении. Защитные колпачки клапанов нельзя использовать для подъема цилиндров из одного вертикального положения в другое. Запрещается использовать стержни под клапанами или защитными колпачками клапанов для освобождения цилиндров при замерзании. Для размораживания цилиндров необходимо использовать теплую, а не кипящую воду.
Если баллоны надежно не закреплены на специальном держателе, предназначенном для этой цели, перед перемещением баллонов необходимо снять регуляторы и установить защитные колпачки клапанов.Для предотвращения опрокидывания цилиндров во время использования необходимо использовать подходящую тележку для цилиндров, цепь или другое стабилизирующее устройство. По окончании работы, когда баллоны пусты или когда баллоны перемещаются в любое время, клапан баллона должен быть закрыт. Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, если необходимо, на короткие периоды времени, пока баллоны фактически поднимаются или переносятся.
Кислородные баллоны при хранении должны быть отделены от баллонов с топливным газом или горючих материалов (особенно масла или смазки) на минимальном расстоянии 20 футов (6.1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим рейтинг огнестойкости не менее получаса.
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо вентилируемом, сухом месте на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц или проходов. Отведенные места для хранения должны быть расположены в таком месте, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергнуты вскрытию.
Внутрипроизводственная обработка, хранение и утилизация всех сжатых газов в баллонах, переносных цистернах, железнодорожных цистернах или грузовых цистернах автотранспортных средств должны осуществляться в соответствии с брошюрой Ассоциации сжатых газов P-1-1965, Безопасное обращение со сжатыми газами. Газы в баллонах .
Размещение цилиндров. Цилиндры должны храниться достаточно далеко от места проведения сварочных работ или резки, чтобы искры, горячий шлак или пламя не достигли их. Когда это нецелесообразно, необходимо предусмотреть огнестойкие экраны.
Баллоны необходимо размещать там, где они не могут стать частью электрической цепи. Электроды не должны ударяться о цилиндр, чтобы вызвать дугу.
Баллоны с топливным газом необходимо размещать клапаном вверх, когда они используются. Их нельзя размещать в местах, где они не будут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
Баллоны с кислородом, ацетиленом или другим топливным газом нельзя брать в замкнутые пространства.
Обработка баллонов. Цилиндры, полные или пустые, нельзя использовать в качестве роликов или опор.
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не должен заправлять баллон. Никто не должен использовать содержимое баллона для целей, отличных от тех, которые были предусмотрены поставщиком. Все используемые баллоны должны соответствовать требованиям Министерства транспорта, опубликованным в 49 CFR Part 178, Subpart C, Specification for Cylinder.
Запрещается использовать поврежденный или дефектный цилиндр.
Использование топливного газа. Работодатель должен тщательно проинструктировать сотрудников о безопасном использовании топливного газа, а именно:
Топливный газ нельзя использовать из баллонов через горелки или другие устройства, оснащенные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
Перед тем, как подсоединить регулятор к вентилю баллона, вентиль необходимо слегка приоткрыть и немедленно закрыть.(Это действие обычно называют «растрескиванием» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, взламывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен иметь трещин в местах, где газ может попасть в сварочные работы, искры, пламя или другие возможные источники воспламенения.
Клапан баллона всегда следует открывать медленно, чтобы предотвратить повреждение регулятора. Для быстрого закрытия клапаны баллонов с топливным газом нельзя открывать более чем на 1.5 ходов. Если требуется специальный гаечный ключ, его необходимо оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии. В случае баллонов с коллектором или сдвоенными цилиндрами всегда должен быть в наличии хотя бы один такой гаечный ключ для немедленного использования. Во время работы на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт и газ должен быть выпущен из регулятора.
Если при открытии клапана баллона с топливным газом обнаруживается утечка вокруг штока клапана, клапан необходимо закрыть и затянуть гайку сальника. Если это действие не устраняет утечку, использование баллона должно быть прекращено, он должен быть надлежащим образом помечен и удален из рабочей зоны. В случае, если топливный газ должен вытекать из клапана баллона, а не из штока клапана, и газ не может быть перекрыт, баллон должен быть надлежащим образом помечен и удален из рабочей зоны.Если регулятор, прикрепленный к клапану баллона, эффективно предотвращает утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
При возникновении утечки в предохранительной вилке или другом предохранительном устройстве цилиндр необходимо удалить из рабочей зоны.
Коллекторы топливного газа и кислорода. На коллекторах топливного газа и кислорода должно быть указано название вещества, которое они содержат, буквами не менее 1 дюйма. высокий, который должен быть либо нарисован на коллекторе, либо на постоянно прикрепленном к нему знаке.Эти коллекторы необходимо размещать в безопасных, хорошо вентилируемых и доступных местах, а не в замкнутых пространствах.
Соединения шлангов коллектора, включая оба конца шланга подачи, которые ведут к коллектору, должны быть такими, чтобы шланг нельзя было менять местами между коллекторами топливного газа и кислорода и соединениями коллектора подачи. Для замены шлангов нельзя использовать переходники. Шланговые соединения должны быть очищены от жира и масла.
Когда они не используются, шланговые соединения коллектора и коллектора должны быть закрыты крышками.Во время эксплуатации на коллектор нельзя класть ничего, что может повредить коллектор или помешать быстрому закрытию клапанов.
Шланги. Шланги для топливного газа и кислорода должны легко отличаться друг от друга. Контраст может составлять разные цвета или характеристики поверхности, легко различимые на ощупь. Шланги для кислорода и топливного газа не должны быть взаимозаменяемыми. (См., Например, сопроводительный рисунок.) Запрещается использовать один шланг, имеющий более одного прохода для газа.
Когда параллельные участки шлангов для кислорода и топливного газа скреплены лентой, не более 4 дюймов из 12 дюймов должны быть покрыты лентой.
Все используемые шланги, по которым идет ацетилен, кислород, природный или промышленный топливный газ, или любой газ или вещество, которые могут воспламениться, вступить в горение или каким-либо образом причинить вред сотрудникам, должны проверяться в начале каждой рабочей смены. Неисправные шланги необходимо вывести из эксплуатации.
Шланги, которые подверглись повторной вспышке или демонстрируют признаки сильного износа или повреждения, должны быть испытаны при двойном давлении, превышающем нормальное, которому каждый подвергается, но ни в коем случае не менее 300 p.s.i. Неисправные шланги или шланги в сомнительном состоянии использовать нельзя.
Шланговые муфты должны быть такого типа, которые нельзя разблокировать или отсоединить прямым натяжением без вращательного движения.
Ящики, используемые для хранения газовых шлангов, должны вентилироваться.
Шланги, кабели и другое оборудование не должны приближаться к проходам, лестницам и лестницам.
Факелы. Засоренные отверстия наконечников резака необходимо очистить с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.Факелы в использовании должны быть проверены в начале каждой рабочей смены для негерметичных отсечных клапанов, шлангов муфт и концевых соединений. Неисправные горелки использовать нельзя. Факелы следует зажигать от фрикционных зажигалок или других разрешенных устройств, а не от спичек или от горячих работ.
Регуляторы и датчики. Регуляторы давления кислорода и топливного газа, включая соответствующие манометры, должны быть в надлежащем рабочем состоянии во время использования.
Опасности из-за масел и смазок. Кислородные баллоны и фитинги следует хранить вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и оборудование должны быть очищены от масла или жирных веществ и не должны использоваться масляными руками или перчатками. Кислород нельзя направлять на масляные поверхности, жирную одежду или внутрь жидкого топлива или другого резервуара для хранения или емкости.
Стандарты консенсуса. Дополнительные сведения, не указанные в правиле, приведены в соответствующих технических разделах ANSI Z49.1-1967, Правила техники безопасности при сварке и резке , должны применяться.
ДУГОВАЯ СВАРКА И РЕЗКА
29 CFR 1926.351
Ручные электрододержатели. Следует использовать только ручные электрододержатели, специально разработанные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
Любые токоведущие части, проходящие через часть держателя, которую сварщик или резак держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, возникающего по отношению к земле.
Сварочные кабели и соединители. Все кабели для дуговой сварки и резки должны быть полностью изолированного гибкого типа, способного выдерживать максимальные требования к току выполняемых работ с учетом рабочего цикла, в котором работает аппарат для дуговой сварки или резак.
Должен использоваться только кабель, не подлежащий ремонту или стыкам, на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или сращиваниями, качество изоляции которых равно качеству изоляции кабеля. разрешены.
Кабели, нуждающиеся в ремонте, использовать нельзя. Когда кабель, отличный от упомянутого выше кабеля, изнашивается до такой степени, что обнажает оголенные проводники, обнаженная часть должна быть защищена резиной и фрикционной лентой или другой эквивалентной изоляцией.
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, необходимо использовать надежные изолированные соединители, емкость которых по крайней мере эквивалентна кабелю. Если соединения выполняются с помощью кабельных наконечников, они должны быть надежно скреплены друг с другом для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Возврат заземления и заземление машины. Кабель заземления должен иметь безопасную допустимую нагрузку по току, равную или превышающую указанную максимальную выходную мощность устройства дуговой сварки или резки, которое он обслуживает. Когда один заземляющий обратный кабель обслуживает более одного блока, его безопасный ток должен превышать общую указанную максимальную выходную мощность всех блоков, которые он обслуживает.
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления.
Когда конструкция или трубопровод используются в качестве цепи заземления, необходимо определить наличие необходимого электрического контакта на всех стыках. Возникновение дуги, искр или тепла в любой точке должно вызывать отказ от конструкций в качестве цепи заземления.
Когда конструкция или трубопровод постоянно используются в качестве заземляющей обратной цепи, все соединения должны быть скреплены, и должны проводиться периодические проверки, чтобы гарантировать отсутствие электролиза или опасности возгорания из-за такого использования.
Рамы всех аппаратов для дуговой сварки и резки должны быть заземлены либо с помощью третьего провода в кабеле, содержащем проводник цепи, либо с помощью отдельного провода, который заземляется у источника тока. Цепи заземления, кроме как посредством конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропускать ток, достаточный для прерывания тока предохранителем или автоматическим выключателем.
Все заземляющие соединения должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
Руководство по эксплуатации. Работодатели должны инструктировать сотрудников по безопасным средствам дуговой сварки и резки следующим образом:
- Когда держатели электродов должны оставаться без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли электрически контактировать с работниками или проводящими объектами.
- Держатели горячих электродов нельзя погружать в воду. Это может привести к поражению дуговой сваркой или резаком электрическим током.
- Когда у сварщика или резака есть случай оставить свою работу или прекратить работу на какой-либо значительный период времени, или когда нужно переместить аппарат для дуговой сварки или резки, выключатель источника питания оборудования должен быть разомкнут.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- Должен быть предусмотрен выключатель или автоматический выключатель, с помощью которого каждый сварочный аппарат сопротивлением и его управляющее оборудование могут быть изолированы от цепи питания. Номинальный ток этого отключающего средства не должен быть меньше допустимой токовой нагрузки питающего провода.
Экранирование. По возможности, все операции по дуговой сварке и резке должны быть защищены негорючим или взрывонепроницаемым экраном, который защитит сотрудников и других лиц, работающих в непосредственной близости от прямых лучей дуги.
ПРОТИВОПОЖАРНЫЙ
29 CFR 1926.352
По возможности, объекты для сварки, резки или нагрева должны быть перемещены в назначенное безопасное место или, если эти объекты не могут быть легко перемещены, все подвижные источники возгорания поблизости должны быть перенесены в безопасное место или защищены иным образом. Если эти объекты не могут быть перемещены и все источники опасности возгорания не могут быть устранены, необходимо принять положительные меры для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания от них.
Запрещается выполнять сварку, резку или нагревание в местах, где нанесение легковоспламеняющихся красок или присутствие других легковоспламеняющихся соединений или высокая концентрация пыли создают опасность.
Средства пожаротушения. Соответствующее оборудование пожаротушения должно быть немедленно доступно в рабочей зоне и поддерживаться в состоянии или готовности к немедленному использованию.
Дополнительные меры предосторожности при недостаточности обычных мер противопожарной защиты. Когда операция сварки, резки или нагрева такова, что обычные меры предосторожности по предотвращению пожара недостаточны, необходимо назначить дополнительный персонал для защиты от огня во время выполнения фактических операций сварки, резки или нагрева и в течение достаточного периода времени. время после завершения работ, чтобы исключить возможность возгорания.Такой персонал должен быть проинструктирован относительно конкретных предполагаемых опасностей пожара и того, как следует использовать предоставленное противопожарное оборудование.
Горячие работы на стенах, полу или потолке. При сварке, резке или обогреве стен, полов и потолков, поскольку прямое проникновение искр или теплопередача может создать опасность пожара в прилегающей зоне, на противоположной стороне должны быть приняты те же меры предосторожности, что и на противоположной стороне. сторона, на которой выполняется сварка, резка или нагрев.
Закрытые или замкнутые пространства. Для устранения возможного возгорания в закрытых помещениях в результате утечки газа через негерметичные или неправильно закрытые клапаны горелки, подача газа в горелку должна быть принудительно перекрыта в некоторой точке вне замкнутого пространства, когда горелка не будет использоваться. или всякий раз, когда факел остается без присмотра в течение значительного периода времени, например, во время обеденного перерыва. На ночь и при смене смены резак и шланг необходимо убрать из замкнутого пространства.Открытые шланги для топливного газа и кислорода должны быть немедленно удалены из замкнутых пространств, когда они отсоединены от горелки или другого устройства, потребляющего газ.
За исключением случаев, когда содержимое удаляется или переносится, бочки, ведра и другие емкости, которые содержат или содержали легковоспламеняющиеся жидкости, должны оставаться закрытыми. Пустые емкости необходимо убрать в безопасное место, кроме горячих работ или открытого огня.
Бочки, контейнеры или полые конструкции. Барабаны, контейнеры или полые конструкции, содержащие токсичные или легковоспламеняющиеся вещества, перед сваркой, резкой или нагреванием должны быть заполнены водой или тщательно очищены от таких веществ, а затем провентилированы и испытаны.
Прежде чем нагревать барабан, контейнер или полую конструкцию, необходимо предусмотреть вентиляционное отверстие или отверстие для сброса любого давления, создаваемого во время приложения тепла.
ВЕНТИЛЯЦИЯ И ЗАЩИТА ПРИ СВАРКЕ, РЕЗКЕ И НАГРЕВАНИИ
29 CFR 1926.353
Механическая вентиляция. Механическая вентиляция должна состоять из систем общей механической вентиляции или местных вытяжных систем.
Вентиляция должна считаться адекватной, если она имеет достаточную мощность и устроена таким образом, чтобы удалять пары и дым у источника и поддерживать их концентрацию в зоне дыхания в безопасных пределах, как определено в Подчасти D Части 1926, Гигиена труда и контроль окружающей среды.
Загрязненный воздух, выходящий из рабочего пространства, необходимо выпускать отдельно от источника всасываемого воздуха. Весь воздух, заменяющий удаленный, должен быть чистым и пригодным для вдыхания. Кислород нельзя использовать для вентиляции, комфортного охлаждения, сдува пыли с одежды или для очистки рабочей зоны.
Горячие работы в закрытых помещениях. За исключением случаев, когда респираторы на воздушной линии требуются или разрешаются, как описано ниже, необходимо обеспечить соответствующую механическую вентиляцию, отвечающую требованиям, описанным выше, всякий раз, когда сварка, резка или нагревание выполняются в ограниченном пространстве.
Если невозможно обеспечить достаточную вентиляцию без блокировки средств доступа, сотрудники в замкнутом пространстве должны быть защищены респираторами на воздушной линии в соответствии с требованиями Подчасти E Части 1926, Средства индивидуальной защиты и спасения. Сотрудник за пределами замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Если сварщик должен войти в ограниченное пространство через небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае возникновения чрезвычайной ситуации.Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло застрять в небольшом выходном отверстии. Сопровождающий с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
Сварка, резка или нагрев металлов, имеющих токсическое значение. Сварка, резка или нагревание в любых закрытых помещениях с использованием следующих металлов должны выполняться при соответствующей механической вентиляции.
- Цинкосодержащие основные или присадочные металлы или металлы, покрытые цинксодержащими материалами
- Свинец неблагородные металлы
- Присадочные материалы, содержащие кадмий
- Хромсодержащие металлы или металлы, покрытые хромсодержащими материалами
Сварка, резка или обогрев любых замкнутых пространств, включающих следующие металлы, должны выполняться с соответствующей местной вытяжной вентиляцией, как описано выше, или сотрудники должны быть защищены респираторами на воздушной линии в соответствии с правилом респираторов (29 CFR 1926.103):
- Металлы, содержащие свинец, кроме примесей, или металлы, покрытые свинцовыми материалами
- Основные металлы с кадмием или с кадмиевым покрытием
- Металл, покрытый ртутьсодержащими металлами
- Бериллийсодержащие основные или присадочные металлы
Из-за его высокой токсичности работы с бериллием должны выполняться как с местной вытяжной вентиляцией, так и с респираторами на воздушной линии.
Сотрудники, выполняющие такие операции на открытом воздухе, должны быть защищены респираторами фильтрующего типа, за исключением того, что сотрудники, выполняющие такие операции с бериллийсодержащим основным или присадочным металлом, должны быть защищены респираторами на воздушной линии.
Другие сотрудники, находящиеся в той же атмосфере, что и сварщики или горелки, должны быть защищены таким же образом, как сварщик или горелка.
Электродуговая сварка в среде инертного газа. Поскольку процесс дуговой сварки в среде инертного газа включает в себя производство ультрафиолетового излучения с интенсивностью от 5 до 30 раз больше, чем при дуговой сварке в среде защитного металла, разложение хлорированных растворителей ультрафиолетовыми лучами и выделение токсичных паров. и газов, сотрудников нельзя допускать к участию в процессе или подвергать их воздействию до тех пор, пока не будут приняты определенные особые меры предосторожности.
При использовании хлорированных растворителей необходимо поддерживать расстояние не менее 200 футов, если они не защищены, от открытой дуги, а поверхности, подготовленные с помощью хлорированных растворителей, должны быть полностью высушены перед тем, как сварка разрешена на таких поверхностях.
Работники в зоне, не защищенной от дуги экранированием, должны быть защищены фильтрующими линзами. Когда два или более сварщика подвергаются воздействию дуги друг друга, необходимо носить очки с фильтрующими линзами подходящего типа под сварочными шлемами. Щитки для рук для защиты сварщика от вспышек и лучистой энергии должны использоваться, когда либо шлем поднят, либо снят щит.
Сварщики и другие сотрудники, подвергающиеся воздействию радиации, должны быть надлежащим образом защищены, чтобы кожа была полностью закрыта, чтобы предотвратить ожоги и другие повреждения ультрафиолетовыми лучами. Сварочные маски и щитки для рук не должны иметь утечек, отверстий и поверхностей с высокой отражающей способностью.
При выполнении дуговой сварки в среде инертного газа на нержавеющей стали необходимо использовать соответствующую местную вытяжную вентиляцию, как описано выше, или респираторы на воздушной линии для защиты от опасных концентраций диоксида азота.
Общая сварка, резка и нагрев. Сварка, резка или нагрев, не связанные с условиями или токсичными материалами, описанными выше, обычно могут выполняться без механической вентиляции или средств защиты органов дыхания. Однако такая защита должна быть предусмотрена там, где существует небезопасное накопление загрязняющих веществ из-за необычных физических или атмосферных условий.
Сотрудники, выполняющие любые виды сварки, резки или нагрева, должны быть защищены подходящими средствами защиты глаз (см. 29 CFR 1926.102).
СВАРКА, РЕЗКА И НАГРЕВ КОНСЕРВИРУЮЩИХ ПОКРЫТИЙ
29 CFR 1926.354
Перед тем, как начать сварку, резку или нагревание любой поверхности, покрытой защитным покрытием, воспламеняемость которого неизвестна, компетентное лицо должно провести испытание для определения ее воспламеняемости. Консервирующие покрытия следует рассматривать как легковоспламеняющиеся, если соскоб сгорает очень быстро.
Когда установлено, что покрытия легко воспламеняются, их необходимо удалить с нагреваемой области, чтобы предотвратить возгорание.
Защита от токсичных консервирующих покрытий. В закрытых помещениях все поверхности, покрытые токсичными консервантами, должны быть удалены от всех токсичных покрытий на расстоянии не менее 4 дюймов от зоны воздействия тепла, или сотрудники должны быть защищены респираторами на воздушной линии. На открытом воздухе сотрудники должны быть защищены респиратором.
Удаление защитных покрытий. Консервирующие покрытия необходимо удалить на достаточном расстоянии от нагреваемой области, чтобы не допустить значительного повышения температуры незащищенного металла.Для ограничения размера очищаемой зоны можно использовать искусственное охлаждение металла, окружающего зону нагрева.
СТРОИТЕЛЬНОЕ ОБУЧЕНИЕ
Для газовой и дуговой сварки и резки требуются подробные инструкции по эксплуатации. Некоторым работодателям может потребоваться обучить специальный персонал пожарным опасностям и противопожарному оборудованию, подходящему для их работы.
ГАЗОВАЯ СВАРКА И РЕЗКА
29 CFR 1926.350 (d) (1)
Работодатель должен инструктировать сотрудников по безопасному использованию топливного газа.См. Конкретные процедуры в подразделе «Использование топливного газа» данного анализа.
ДУГОВАЯ СВАРКА И РЕЗКА
29 CFR 1926.351 (d)
Работодатели должны обучать сотрудников безопасным методам дуговой сварки и резки. См. Подраздел «Инструкции по эксплуатации» этого анализа для ознакомления с конкретными процедурами.
ПРОТИВОПОЖАРНЫЙ
29 CFR 1926.352 (e)
Персонал, назначенный для защиты от пожара во время фактических сварочных работ, резки или нагрева, должен быть обучен предупреждению опасности возникновения пожара и использованию имеющегося противопожарного оборудования.Когда обычные меры противопожарной безопасности недостаточны, дополнительные лица, обученные пожарным опасностям и противопожарному оборудованию, должны принять меры для защиты от пожара.
12 советов по повышению безопасности при сварке
1. Прочтите книгу. Руководство по эксплуатации сварщика содержит важную информацию по технике безопасности, а также информационные процедуры, которые максимально раскрывают потенциал машины. Убедитесь, что все, кто работает на машине, знакомы с ее содержимым. Если руководство потеряно или повреждено, обратитесь к производителю для замены.Многие производители предоставляют руководства в режиме онлайн. Ни эту, ни какую-либо другую статью нельзя использовать вместо рекомендаций производителя.
2. Кнопка вверх. Любая открытая кожа чувствительна к болезненному и разрушающему воздействию ультрафиолетовых и инфракрасных лучей. Кроме того, искры попадают в открытые карманы, манжеты брюк или рубашку, которая не застегнута полностью. Они могут незаметно тлеть, пока сварщик находится «под колпаком». Воротники рубашек, манжеты и передние карманы застегиваются на пуговицы, чтобы не допустить искр и закрыть открытые участки кожи.Не держите в карманах спички или бутановые зажигалки. Избегайте ношения брюк с манжетами, так как на них могут быть искры.
| Хорошо одетый (безопасный) сварщик защищает себя от всех потенциально вредных последствий дуговой сварки. |
3. Наденьте подходящую шестерню . В сварочном цеху не место ни шортам, ни рубашкам с короткими рукавами. Даже для быстрого прихваточного шва требуется соответствующее защитное снаряжение, включая шлем, перчатки и одежду.
Носите только огнестойкую одежду, такую как джинсовые брюки и рубашку из плотно тканого материала или сварочную куртку. Отговорка о том, что сварочные куртки слишком тяжелые, горячие, ограничивающие или громоздкие, быстро уходит в прошлое. Производители защитного снаряжения теперь производят легкую одежду из огнестойкой ткани, свиной кожи и их комбинаций, которые обеспечивают лучшую защиту и повышенную легкость передвижения, чем когда-либо прежде.
Перчатки тоже вышли за рамки универсального типа.Теперь они доступны с эргономично изогнутыми пальцами и с различными конструкциями для конкретных сварочных процессов. Перчатки для сверхпрочной сварки MIG / Stick, перчатки для сварки MIG для средней нагрузки и перчатки для сварки TIG, которые обеспечивают дополнительную маневренность и сенсорность, — это лишь некоторые из доступных вариантов. Учтите, что перчаток недостаточно для захвата только что сваренного материала. Используйте плоскогубцы, чтобы избежать ожогов.
4. Правильная обувь . Кожаные туфли или сапоги с высоким берцем обеспечивают лучшую защиту ног. Штанины штанов должны заходить поверх обуви.Не носите теннисную или тканевую обувь. Первым предупреждением, которое вы проигнорировали это правило, может быть ощущение жжения от тлеющей обуви.
5. Дышите свободно. Пары и дым, выделяемые при сварке, опасны для здоровья. При сварке в замкнутом пространстве могут накапливаться токсичные пары или защитные газы могут заменять пригодный для дыхания воздух. Используйте вытяжной колпак для удаления паров из помещения и обеспечения наличия достаточного количества чистого воздуха для дыхания. Некоторые материалы требуют использования респираторов при сварке, поэтому проконсультируйтесь с техническим паспортом сварочного электрода у производителя, у своего инженера-сварщика или специалиста по промышленной безопасности, чтобы узнать о надлежащих процедурах.
6. Не вижу света. Достаточно мгновенного воздействия лучей сварочной дуги, чтобы незащищенные глаза испытали «вспышку дуги», болезненное состояние, которое может появиться только через несколько часов после воздействия.
| Сварочные маски с автоматическим затемнением позволяют Vermeer более легко соблюдать установленные сроки производства и снижают утомляемость оператора. Чтобы стимулировать использование, Vermeer разделяет расходы с оператором на 50-50, и оператор полностью владеет шлемом через три года |
Сварочные маски должны быть снабжены подходящим фильтром для защиты лица и глаз оператора во время сварки или наблюдения.Обратите внимание, что под шлемом следует также надевать одобренные защитные очки с боковыми щитками и средствами защиты слуха. При необходимости установите экраны или барьеры, чтобы защитить других от дуги.
Выберите оттенок линзы, подходящий для вашего сварочного применения. OSHA предлагает руководство по выбору правильных линз на основе критериев сварки. Если параметры сварного шва и материалы не меняются, возможно, вам подойдет линза с фиксированным затемнением.
7. Шлемы с автозатемнением. Датчики на шлеме с автоматическим затемнением затемняют линзу за доли секунды.Все шлемы с автоматическим затемнением должны соответствовать стандартам ANSI, самым последним из которых является ANSI Z87.1-2003.
Промышленные шлемы реагируют со скоростью от 1/10 000 до 1/20 000 секунды и имеют регулируемые настройки оттенков от # 9 до # 13 для сварки. Шлемы промышленного класса также имеют регулируемую чувствительность (полезно при сварке с низким током) и элементы управления задержкой, чтобы настроить, как долго линза остается темной после прекращения дуги.
Новые шлемы имеют разные режимы работы, что позволяет использовать один и тот же шлем для сварки, резки и шлифования.Самая последняя разработка — это режим, который определяет дугу электромагнитным способом, предлагая полную защиту, когда датчики закрыты, например, при сварке труб или сварке в нерабочем положении.
Избегайте автоматического затемнения шлемов, которые затемняются со временем реакции от 1 / 2,000 до 1 / 3,600 секунды. Это не подходит для промышленного применения. Кроме того, холодная погода задерживает время реакции на всех автоматических затемняющих шлемах. Высококачественные шлемы рассчитаны на использование при температуре до 14 градусов по Фаренгейту. Однако дешевые шлемы с более медленным временем реакции могут не темнеть достаточно быстро в холодную погоду.
8. Избегайте повторяющихся стрессовых травм. По сравнению с традиционным шлемом с фиксированной тенью, шлем с автоматическим затемнением снижает утомляемость шеи, поскольку он обычно легче, и оператору больше не нужно ломать голову, чтобы опустить капюшон. Кроме того, автоматическое затемнение каски экономит несколько секунд между сварками, что быстро добавляет несколько минут для более крупных компонентов. Экономия этих минут позволяет компании легче придерживаться своего времени сборки.
| Эта станция воплощает принципы бережливой сварки Vermeer.У каждого инструмента и оборудования есть свое, четко обозначенное место. В сварочном столе используется ножничный механизм, который представляет работу оператору на соответствующей высоте, что снижает напряжение, что является потенциальным источником ошибки оператора. |
Чтобы побудить операторов использовать шлем с автоматическим затемнением (который стоит 300 долларов или больше за профессиональную модель), такие компании, как Vermeer Manufacturing Company (vermeer.com), обходятся оператору в 50-50 сплит-шлем, а оператор владеет шлемом. сразу через три года.Широкое разнообразие графических дизайнов значительно увеличивает привлекательность для оператора, помогая воспользоваться преимуществами технологии автоматического затемнения. Чтобы упростить покупку шлемов, партнер Vermeer по поставкам сварочных изделий ведет инвентаризацию на месте.
9. Избавьтесь от беспорядка. На сварочных участках Vermeer четко маркирует и отмечает места для каждой единицы оборудования. Всему есть место, и все на своих местах. Зона сварки содержит только инструменты и оборудование, которые использует оператор; ни больше ни меньше.Вместо того, чтобы строго использовать стол фиксированной высоты, сварочные столы имеют ножничный механизм, который представляет работу оператору на соответствующей высоте.
| Brookville Equipment Corp. оборудовала свою новую линию локомотивов GoGeneration® механизмами подачи проволоки, установленными на стреле, чтобы минимизировать путаницу кабелей и потенциальную опасность споткнуться. 16-футовый. стрела и 15 футов. пистолет создает огромный рабочий диапазон, устраняя необходимость поднимать и перемещать тяжелые механизмы подачи проволоки. |
10. Используйте устройства подачи проволоки, установленные на стреле. Установленные на стреле механизмы подачи проволоки добавляют гибкости, эффективности и комфорта оператора высокопроизводительным сварочным станциям. Штанги размещают органы управления механизмом подачи проволоки в основании 12- или 16-футового механизма. стрела и привод в сборе на конце стрелы.
Стрела поворачивается на 360 градусов и перемещается на 60 градусов вверх и вниз, создавая высоту 24 или 32 фута. диаметр рабочей зоны. Противовес удерживает стрелу на месте, когда оператор устанавливает ее положение.
Кэмерон Миллер, менеджер по безопасности Brookville Equipment Corp. (brookvilleequipment.com), отмечает, что «питатели на штанге идеально подходят для нас. Наша цель — создать самые безопасные рабочие места для наших сотрудников, что включает в себя ограничение опасности спотыкания, создаваемой путаницей кабелей на полу, и исключение подъема фидеров, которые могут быть загружены до 120 фунтов. проволоки. Мы свариваем в различных положениях, от пола до локомотивов, поэтому нам нужна была универсальная, но чистая установка.Благодаря установленным на стреле питателям наши сварщики не только могут выполнять свои задачи, но и одновременно повышать безопасность и производительность ». В целом, количество случаев потери рабочего времени в Бруквилле снизилось на 90 процентов по сравнению с прошлым годом, и кормушки, установленные на штанге, играют определенную роль.
| Эта простая коробка передач вращает 2200 фунтов. компонент, повышая безопасность, поскольку исключает использование цепи и подъемника для переворачивания компонента. Используя poka-yoke («защита от ошибок» конструкции приспособления), приспособление сократило время сварки с двух с половиной дней до менее одного дня.На фотографиях (слева направо) изображены Скотт Бери из Vermeer, менеджер сварочного производства, и Дэвид Лэндон, менеджер по сварочным технологиям. |
11. Оптимизация крепления. По возможности используйте крепеж . Простая коробка передач (см. Изображение «Крепление Vermeer») вращается на 2200 фунтов. составная часть. Это повышает безопасность за счет исключения использования цепи и подъемника для переворачивания компонента, что, в свою очередь, устраняет источник потенциальных опасностей.
12. Подходы кнута и пряника. Для успешного внедрения не превращайте безопасность сварки в «программу». Сотрудники склонны подозревать программы, поскольку программы имеют тенденцию исчезать после кратковременного приступа первоначальной активности. Вместо этого включите безопасность в повседневные рабочие привычки и поощряйте соблюдение требований. Brookville использует морковный подход к безопасности.
«Мы делаем безопасность личной целью благодаря вознаграждениям. Например, один из наших сотрудников носит новую куртку Carhartt из-за своего вклада в безопасность, и каждый из наших 165 сотрудников знает причину, по которой он выиграл эту куртку.”
Другие корпорации используют подход палки. Например, сотрудники, которые становятся свидетелями нарушения безопасности и не сообщают о нем, могут быть подвергнуты тем же последствиям, что и нарушитель. Жесткий? Да, но это выражает убеждение корпорации в безопасности. В целом, большинство компаний предпочитают сочетать подходы кнута и пряника в рамках своих усилий.
Когда безопасность сварки станет неотъемлемой частью вашей корпоративной культуры, вы можете рассчитывать на сокращение потерь рабочего времени и повышение производительности.
Современные правила сварки
Почему сосуды под давлением, изготовленные по индивидуальному заказу, являются наиболее предпочтительными
Почему резервуары для воды из нержавеющей стали популярны
Какие бывают типы резервуаров с рубашкой?
Типы головок цистерн
Терминология головки цистерны
Нужен ли мне вакуумный бак?
Резервуары для горнодобывающей промышленности
Танки для авиакосмической промышленности
Резервуары, обслуживающие зеленую энергетику
Резервуары для нефтегазовой промышленности
Для чего нужен танк с рубашкой?
Резервуары для целлюлозно-бумажной промышленности
Резервуары для очистки воды
Резервуары для химической промышленности
Резервуары для технологического нагрева
Соображения по поводу нового резервуара
Счастливых праздников!
Резервуары под давлением и безопасность
Пищевые и молочные сосуды
Отрасли, которые мы обслуживаем
Получение правильного танка с первого раза с Effecti
Различия между доступными стальными покрытиями
Качества, отличающие изготовление конского глаза
3 основные причины, по которым сосуды под давлением, изготовленные по индивидуальному заказу, являются идеей
3 способа изготовления неэффективных сосудов под давлением Hur
Изготовление индивидуальных баллонов с воздухом для повышения эффективности
3 фактора более важных, чем цена при покупке
Разница между сосудами U и UM
Как требования к сосудам под давлением меняют состояние t
Почему требуются сертификаты сосудов под давлением?
Советы по обслуживанию сосудов под давлением
Советы по проектированию сосудов под давлением
Как проверить и оценить резервуары под давлением
Сертификаты, урожденный изготовителем сосудов под давлением
Предупреждающие признаки усталости сосудов под давлением
Когда мне следует заменять напорный бак?
3 неизвестных фактора, которые могут снизить давление в резервуаре »
Как выбрать лучшую отделку стали для вашего пресса
3 наиболее распространенных типа сосудов под давлением
Какие сосуды под давлением сложнее всего настроить
Три столпа изготовления сосудов под давлением
Самые большие мифы о резервуарах из углеродистой стали
3 ошибки, которых следует избегать при создании давления
Ultimate Руководство по выбору Вашего давления в баллоне Mate
3 лучших блога по изготовлению резервуаров, на которые вы должны подписаться
Как профессионально выбрать напорный бак
Какие распространенные материалы сосудов под давлением наиболее состоят из меди?
Топ-5 вещей, которые нужно знать при выборе Materi
3 наиболее важных момента, которые следует учитывать при выборе
Важность Выбор подходящего Tank Pressure
Часто задаваемые вопросы о материалах резервуаров высокого давления и ответы на них
3 правила, которые нельзя нарушать при выборе материала резервуара
Как материалы резервуаров высокого давления изменились
Секрет успешного производства сосудов под давлением
3 малоизвестных фактора, которые могут повлиять на Fabri
Преимущества найма лучшего производителя резервуаров
3 проверенные стратегии общения с вашим загаром
Вы имеете дело с вашим производителем резервуаров под давлением?
Сделайте сторонние сертификаты для сосудов под давлением
Узнайте, что может случиться, если вы встретите неподходящего мужчину
3 вещи, которые нельзя делать при наличии давления
Единственное важнейшее качество изготовления танков
Какие качества вы должны искать в своем Pressur
5 вещей, которые должен делать каждый производитель сосудов под давлением H
Доступные стальные покрытия
Настройка означает эффективность
Опасности при сварке и меры предосторожности
Угрозы безопасности при сварке
Сварочные работы представляют несколько опасностей как для тех, кто занимается этими работами, так и для окружающих.Поэтому важно, чтобы вы знали о рисках и опасностях, связанных с сваркой, и понимали, какие меры предосторожности вы можете предпринять, чтобы защитить себя.
Удар электрическим током
В процессе дуговой сварки электрические цепи под напряжением используются для создания лужи расплавленного металла. Поэтому при сварке существует риск поражения электрическим током. Поражение электрическим током представляет собой наиболее серьезную опасность, создаваемую сваркой, и может привести к серьезным травмам и смертельному исходу в результате прямого удара или падения с высоты после удара.Вы также рискуете получить вторичное поражение электрическим током , если вы коснетесь части сварочной цепи или цепи электрода одновременно с прикосновением к свариваемому металлу.
Вы особенно подвержены риску, если работаете в электрически опасных условиях. К ним относятся сварка:
- Во влажных условиях.
- В мокрой одежде.
- На металлических полах или конструкциях.
- В стесненных условиях, когда вы должны лежать, становиться на колени или приседать.
Опасность шума
Во время сварочных работ вы можете подвергаться продолжительному воздействию громких звуков. Считается, что громкий шум превышает 85 дБ (A), а сварочные работы, такие как газовая резка и строжка воздушной дугой, могут вызывать уровень шума более 100 дБ (A). Это может сильно повредить уши и привести к ухудшению слуха.
Регулярное или немедленное воздействие громких звуков может вызвать необратимую потерю слуха из-за шума.
Потеря слуха, вызванная шумом, может иметь следующие побочные эффекты:
- Звон в ушах, известный как тиннитус.
- Периодическое головокружение, известное как головокружение.
- Учащение пульса.
- Повышенное артериальное давление.
Воздействие УФ- и ИК-излучения
Наблюдение за интенсивным излучением ультрафиолетового излучения, возникающего при сварке без соответствующих СИЗ или сварочных штор, может привести к болезненному, а иногда и продолжительному состоянию, называемому дуговым глазом. На тяжесть ожога могут повлиять многие факторы, такие как расстояние, продолжительность и угол проникновения.Длительное воздействие дуговых вспышек также потенциально может привести к катаракте и потере зрения.
Другие формы поражения глаз включают:
- Инородные тела , попавшие в глаза, включая песок, искры и пыль.
- Твердые пары и газы, , которые могут вызвать конъюнктивит.
Воздействие паров и газов
Во время сварочных работ вы подвергаетесь воздействию невидимых газообразных паров, включая озон, оксиды азота, оксиды хрома и никеля, а также оксид углерода, которые могут легко проникнуть в ваши легкие.В зависимости от газа или дыма, концентрации и продолжительности вашего воздействия ущерб может быть серьезным.
К заболеваниям, вызванным сварочными дымами и газами, относятся:
- Пневмония. Регулярное воздействие сварочного дыма и газов может привести к легочной инфекции, которая затем может перерасти в пневмонию. Хотя антибиотики обычно могут остановить инфекцию, тяжелая пневмония может привести к госпитализации, серьезному заболеванию и смертельному исходу.
- Профессиональная астма. Оксиды хрома и оксиды никеля, образующиеся при сварке нержавеющей стали и высоконикелевых сплавов, могут вызывать астму.
- Рак. Все сварочные пары считаются канцерогенными на международном уровне.
- Металлическая лихорадка. Сварка или горячие работы с гальванизированным металлом и сильным испарением стали часто могут приводить к «гриппозным» симптомам, которые обычно усиливаются в начале рабочей недели. Возможно, вы слышали, что употребление молока перед сваркой поможет вам избежать лихорадки от дыма от металла, но это миф о .
- Раздражение горла и легких, включая сухость в горле, першение в горле, кашель и сжатие в груди.
Бернс
Сочетание высокотемпературной сварочной дуги, ультрафиолетовых лучей и расплавленного металла означает, что при сварке вы можете получить серьезные ожоги. Эти ожоги могут повредить кожу или глаза и могут быть очень серьезными. Они также могут произойти очень быстро .
Ожоги обычно возникают, когда сварщики думают, что могут пропустить меры предосторожности для нескольких быстрых сварных швов.Это плохая практика. Если вы будете соблюдать изложенные нами меры предосторожности, вы сможете предотвратить ожоги.
Меры предосторожности при сварке
Обеспечение высокого уровня безопасности жизненно важно при проведении любых сварочных работ. Игнорирование ваших СИЗ и безопасных методов работы может иметь серьезные последствия и даже привести к смертельному исходу. Поэтому вам следует соблюдать приведенные ниже меры предосторожности, чтобы обезопасить себя на работе.
Всегда носите соответствующие СИЗ
Ваш работодатель или руководитель обязаны предоставить вам соответствующие средства индивидуальной защиты (СИЗ).Вы получите СИЗ:
- Сварочные маски с боковыми щитками. Сварочные маски защищают вас от УФ-излучения, частиц, мусора, горячего шлака и химических ожогов. Важно, чтобы вы носили линзы подходящего оттенка для выполняемой работы. следуйте инструкциям производителя и постепенно регулируйте фильтр объектива, пока не получите хорошую видимость, которая не будет раздражать глаза. Вы также должны использовать огнестойкий капюшон под шлемом, чтобы защитить затылок.
- Респираторы. Респираторы защищают вас от паров и окислов, образующихся в процессе сварки. Ваш респиратор должен подходить для выполняемой вами работы.
- Огнестойкая одежда. Огнестойкая одежда защищает вас от тепла, огня и излучения, образующихся в процессе сварки, и защищает от ожогов. На нем не должно быть манжет, а карманы должны быть закрыты клапанами или заклеены лентой. Не следует использовать синтетическую одежду. Вместо этого сделайте выбор в пользу кожи и хлопка с огнестойкой обработкой.
- Средства защиты ушей. Средства защиты ушей защищают вас от шума. Важно, чтобы вы носили средства защиты ушей, соответствующие шуму на рабочем месте, и использовали огнестойкие наушники, если есть риск попадания искр или брызг в ухо.
- Сапоги и перчатки. Изолированные, огнестойкие перчатки и защитная обувь на резиновой подошве со стальным носком защищают вас от поражения электрическим током, тепла, огня, ожогов и падающих предметов.
Чтобы получить полную защиту с помощью СИЗ, вы не должны:
- Закатать рукава или брюки. Свернув одежду, вы подвергнетесь воздействию расплавленного металла или искр, попавших в складки, что потенциально может привести к серьезным ожогам. Также ни в коем случае нельзя засовывать брюки в рабочие ботинки.
- Снимите шлем во время сварки. При сварке и в непосредственной близости от другого сварщика необходимо всегда носить шлем. Хотя интенсивность генерируемого излучения уменьшается по мере удаления от сварочной дуги, те, кто находится на расстоянии менее 10 метров, все еще подвержены возникновению дуги.Поэтому важно оставаться за сварочными шторами или носить подходящие СИЗ, даже если вы не рабочий, выполняющий сварочные работы.
Пройти соответствующее обучение
Перед началом любых сварочных работ важно, чтобы вы прошли соответствующее обучение правилам эксплуатации и безопасности своей работы. Курсы электронного обучения предоставляют простую, экономичную и гибкую возможность обучения.
Требуется обучение технике безопасности при сварке?
Наш учебный курс по охране труда и технике безопасности помогает лучше понять риски, связанные со сваркой.Он помогает понять риски, которых следует избегать, и дает знания о том, как безопасно выполнять сварочные работы.
Убедитесь, что ваше рабочее место хорошо вентилируется.
Хорошая вентиляция важна при сварке, так как она удаляет переносимые по воздуху газы и частицы из рабочей зоны. Возможно, вам придется использовать комбинацию стратегий вентиляции для борьбы со всеми загрязняющими веществами, образующимися в процессе сварки. Вам также может потребоваться респиратор, если ваши стратегии вентиляции не позволяют снизить воздействие на вас в достаточной степени.
Убедитесь, что на вашем рабочем месте нет легковоспламеняющихся материалов.
Следует избегать хранения легковоспламеняющихся материалов в непосредственной близости от сварочных процессов, поскольку искры, тепло и брызги расплавленного металла, образующиеся в процессе сварки, могут потенциально вызвать возгорание горючего материала.
В этой статье мы определили и объяснили различные опасности, связанные с сваркой. Воспользуйтесь данным советом, чтобы обеспечить безопасное выполнение всех сварочных работ с эффективными мерами предосторожности и правильными средствами индивидуальной защиты.
Что читать дальше:
Справочник
— Условия сварки Справочник
— Условия сварки
1
Продолжение на следующей странице …
Условия сварки
В этом разделе более подробно рассматривается
собственно сварка низкоуглеродистых мягких сталей, нержавеющих сталей,
алюминиевые сплавы и медные сплавы. Это
цель этого раздела установить рекомендуемые общие
сварочные процедуры и условия для
каждый материал.В
таблицы условий сварки должны служить только отправной точкой при начале
новые приложения. Они
не представляют собой единственный хороший способ выполнения определенного сварного шва. Изменения
в условиях сварки
скорее всего, будет вызвано разницей в опыте сварщика,
точный характер конфигурации сварного шва
(совместное проектирование) и используемое оборудование. Для получения оптимальных условий сварки
это лучше всего удовлетворить
конкретных требований нового приложения, всегда рекомендуется проводить
квалификационные испытания до
к производству.Однако это основной момент — установите хорошую, стабильную сварку.
состояние и, скорее всего, может
может использоваться во многих приложениях. Когда
изменения условий сварки требуются, их нужно вносить аккуратно. В виде
видели в предыдущем разделе,
каждый параметр сварки оказывает определенное влияние на характеристики сварного шва и
многие действительно пересекаются. Все
корректировки должны производиться по одной и записываться для использования в будущем.
Обсуждение, сопровождающее эти таблицы
подчеркнет соответствующие темы и установит общие правила
большой палец ».Эти правила должны быть
соблюдались независимо от окончательно выбранной процедуры сварки. Каждый стол
перечисляет все необходимые условия
для выполнения сварного шва в зависимости от толщины материала, конструкции соединения и положения
сварки. Обращаясь к этим
В таблицах есть несколько важных моментов: 1.
Указанное напряжение — это напряжение дуги, а не напряжение, считываемое с измерителя источника питания.
Напряжение дуги считывается между
последняя точка электрического контакта в горелке (обычно направляющая трубка) и
заготовка.Это не
напряжение, показанное на индикаторе источника питания, которое обычно на 1,5-2,5 вольт выше
в зависимости от размера
и длина кабеля питания. 2.
Размер сварного шва равен толщине материала в случае угловых швов.
3. Изображенные конструкции шарниров не
единственные конструкции, которые можно использовать для данной толщины материала.
NASD — Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время
единицы торгового оборудования.Почти каждая ферма, ранчо и профессионально-техническое училище
Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые
используются для изготовления, ремонта и / или образовательных программ.
Большинство этих сварочных аппаратов, как правило, работают с трансформатором переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу с приводом от дизельного / бензинового двигателя. Правильно установлен
и используемый аппарат для дуговой сварки очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, в том числе:
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс.Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Когда
приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для сварщиков дуговой сварки, как
определяется Underwriters Laboratories (UL).Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Перед установкой аппарата для дуговой сварки необходимо определить,
нынешняя электрическая система способна справиться с повышенным
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.Для вашей безопасности очень важно установить сварочный аппарат в
соблюдение требований штата Аризона по охране труда и технике безопасности
Регламенты администрации (AOSHA) и Национальная электротехническая
Код (NEC) квалифицированным электриком. Неспособность сделать это может
вызвать пожар, замыкание на землю или отказ оборудования. Следующие
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- В
рама или корпус сварщика должны быть должным образом заземлены. - А
выключатель или контроллер предохранительного типа должен быть
расположен рядом с машиной (см. рисунок 1). - сварщик или сварщики должны быть защищены
предохранитель или автоматический выключатель на независимой цепи.
сварщик должен находиться в помещении с достаточной вентиляцией.В общем, при сварке металлов не считается.
опасна, вентиляционная система, которая перемещает минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика — это удовлетворительно.
Однако многие материалы считаются очень опасными и должны
выполнять сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или удаление возможного кислорода
недостаток не только для оператора, но и для других в непосредственной
окрестности.Такая вентиляция должна обеспечиваться вытяжкой.
систему, расположенную как можно ближе к работе (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория — флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
Аппарат для дуговой сварки способен создавать температуры, превышающие
10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте
быть пожаробезопасным.Этого можно добиться, используя металлические листы.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь присмотреть за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
оборудование для пожаротушения, такое как ведра с песком или
сухой химический огнетушитель типа ABC должен быть легко
имеется в наличии. Огнетушитель должен быть достаточно большим, чтобы
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
Очень важно, чтобы оператор и помощники были правильно одеты.
и защищен от тепла, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рисунок 3). Для защиты тела
пара огнестойких комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами,
или потертости, так как они легко воспламеняются от искры.Рукава
воротники должны быть застегнуты. Руки следует беречь
в кожаных перчатках. Пара высоких кожаных туфель,
предпочтительно защитная обувь, это хорошая защита для ног. Если
надеты полуботинки, щиколотки должны быть защищены огнестойкой
леггинсы. Глаза следует защищать прозрачными очками, если
в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтровальная пластина должна иметь оттенок не менее 10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как углеродно-дуговая сварка и сварочные работы на высоких токах
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластик
одноразовые зажигалки очень опасны в жару
и пламя. Очень важно, чтобы их не пронесли
карманы при сварке. Всегда обеспечивайте защиту посторонним
или другим рабочим путем сварки внутри должным образом экранированной области,
если возможно.Если вы не можете работать в закрытом помещении, тогда
защиту окружающих должен обеспечивать переносной экран
или щитом, или их защитными очками.
Это
Важно, чтобы каждый, кто работает со сварочным аппаратом, был проинструктирован
о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что
из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем
запрещается выполнять сварку, резку или огневые работы на бывших в употреблении
бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно,
работа для сварки должна быть размещена на поверхность огнеупорной
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может вызвать выделение пара.
скопление на полу, которое может вызвать взрыв. В
кабели сварщика должны быть расположены так, чтобы искры и расплавленные
на них не упадет металл.Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Электрический
сварщики могут убить электрическим током. Если сварочная операция
должен выполняться на стали или другом проводящем материале изолирующим
мат должен использоваться под оператором. Если область сварки
мокрый или влажный, или оператор сильно потеет, тогда он / она
следует надевать резиновые перчатки под сварочные перчатки.
Это
проще и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда нужно тщательно
очистить проволочной щеткой или другим способом перед сваркой.
При скалывании шлака или чистке проволочной щеткой готового валика
оператор всегда должен защищать свои глаза и тело
от летучих шлаков и стружки.Неиспользованные электроды и электрод
нельзя оставлять окурки на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить мыльным камнем «ГОРЯЧЕЕ».
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
- Всегда
работать в открытом хорошо проветриваемом помещении или вентилировать двигатель
вытяжка прямо на открытом воздухе. - Никогда
заправляйте двигатель во время работы или при наличии открытого
пламя. - Протрите
немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся
перед запуском двигателя. * Никогда не снимайте давление в радиаторе.
крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить
ошпарить себя. - Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.Систему зажигания следует отключить во избежание
случайный запуск двигателя. - Сохранить
все ограждения и щиты на месте. - Сохранить
руки, волосы и одежду подальше от движущихся частей.
зона сварки всегда должна быть оборудована противопожарным покрытием и
хорошо укомплектованная аптечка.Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезно, если не лечить должным образом обученным медицинским персоналом.
- Be
убедитесь, что сварочный аппарат правильно установлен и заземлен. - Никогда
сваривать без соответствующей вентиляции. - Взять
надлежащие меры предосторожности для предотвращения возгорания. - Защитить
ваше тело с огнезащитной одежды, обуви, и
перчатки. - Износ
постоянная защита глаз. - Сварной шов
только в пожаробезопасной зоне. - Никогда
выполнять сварочные работы, резку или горячие работы с бывшими в употреблении барабанами, бочками,
цистерны или другие емкости. - Марка
металл «ГОРЯЧЕЕ» с мыльным камнем. - Сохранить
под рукой хорошо укомплектованная аптечка.
Публикация №: 8818
Этот документ
является частью
серия от Cooperative Extension, Университета
Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье
Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел
Специалист сельскохозяйственного колледжа Университета
Аризона, Тусон, AZ 85719.