Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.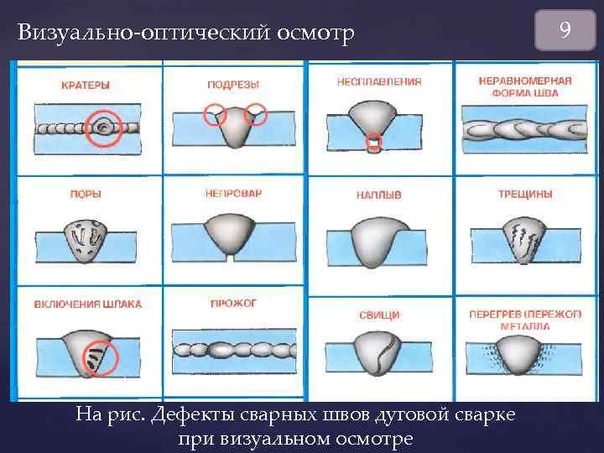
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста.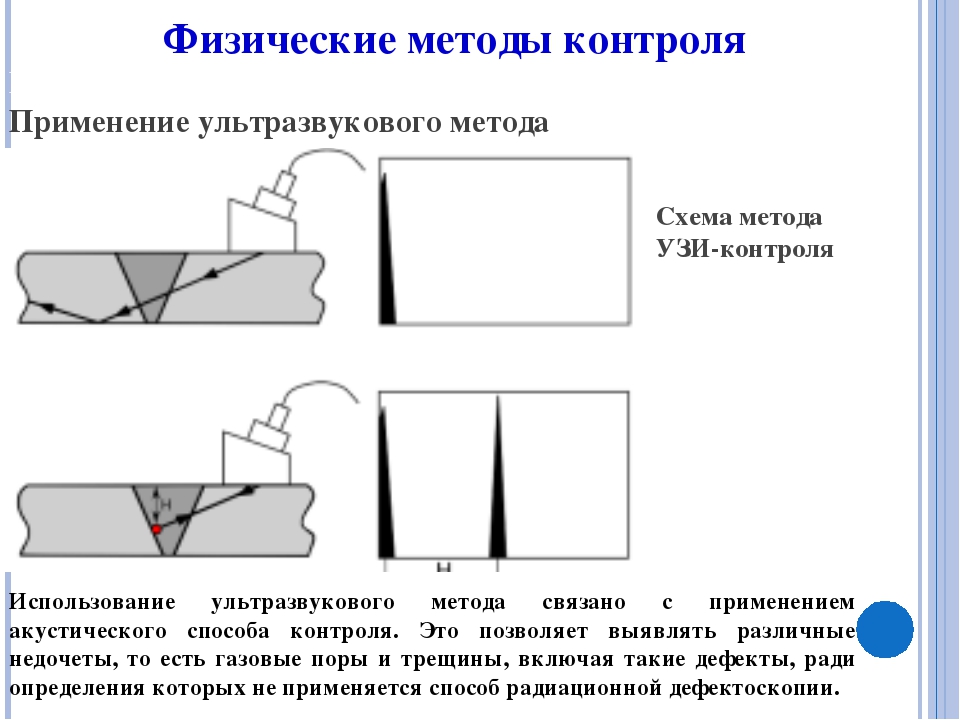 Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.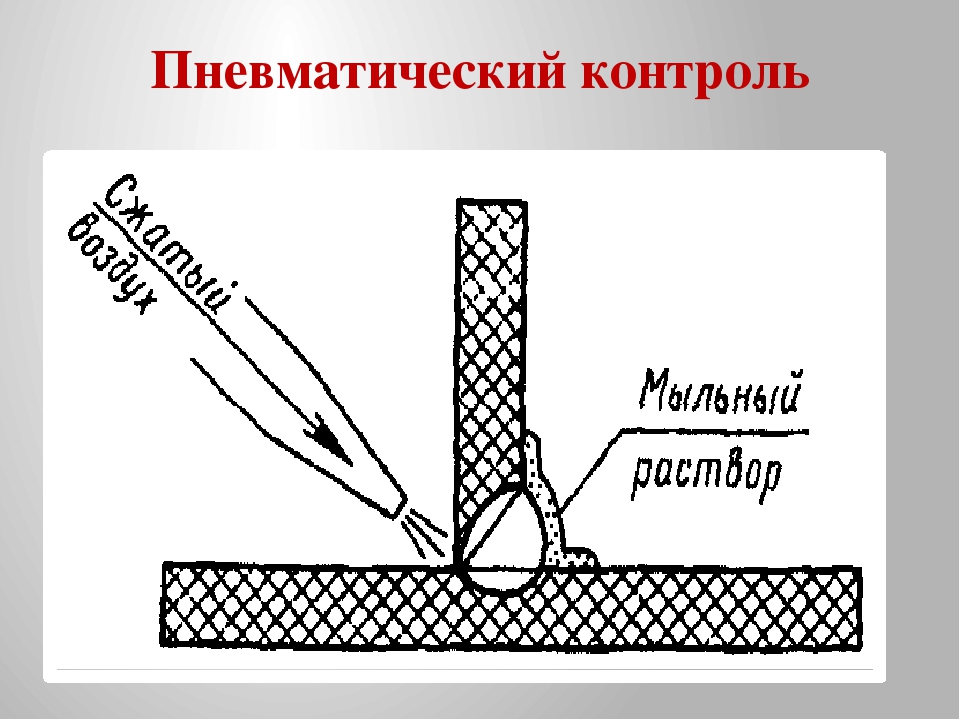
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Контроль качества сварных швов и соединений
21.11.2016
Контроль сварных швов условно можно разделить на 2 этапа – до проведения сварочных работ (предупреждающий образование дефектов) и в процессе эксплуатации металлоконструкций (выявляющий уже имеющиеся дефекты).
Попробуем рассмотреть более детально каждый из этих этапов.
Контроль, предупреждающий образование дефектов сварки.
В нем учитываются и контролируются следующие параметры:
Подготовка сварки, контролируются:
- Состояние и свойства рабочей поверхности
- Сварочное оборудование и расходные материалы (электроды, флюсы, присадки и пр.)
- Квалификация специалистов
- Качество и свойства свариваемых и сварочных материалов
- Порядок наложения швов и дальнейшая зачистка швов
Все сварочные работы регламентируются НД. Сборку под сварку и разделку швов осуществляют по стандартам и техническим условиям.
После проведения всех работ и начала использования металлоконструкций появляется необходимость в выявлении дефектов, возникающих в процессе эксплуатации.
И тут мы переходим к тому, каким образом стоит контролировать и выявлять имеющиеся дефекты.
Способы контроля качества сварных швов и соединений
Внешний контроль
Самый простой, наименее затратный, но при этом позволяющий обнаружить только самые значительные дефекты способ – внешний. Внешний контроль швов включает в себя не только визуальный осмотр, но также обмер сварных швов, замеры кромок и прочие процедуры.
Внешний осмотр и обмеры швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Всякий контроль сварных соединений начинается с внешнего осмотра, с помощью которого можно выявить не только наружные дефекты, но и некоторые внутренние. Например, разная высота и ширина шва и неравномерность складок свидетельствуют о частых обрывах дуги, следствием которых являются непровары.
Перед осмотром швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва (промывкой спиртом и травлением 10%-ным раствором азотной кислоты) придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры.
Обмеры швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более достоверными способами.
После проведения визуального контроля швы могут контролироваться металлографическими исследованиями, химическим анализом, механическими испытаниями, просвечиванием рентгеновскими и гамма-лучами, магнитными методами и с помощью ультразвука.
Металлографические исследования (разрушающий контроль)
Заключаются в следующем: высверливается отверстие, проходящее через шов и основной металл. Поверхность отверстия протравливают 10%-ным водным раствором двойной соли хлорной меди и аммония в течение 1-3 мин. Осадок меди удаляют водой. Протравленную поверхность осматривают невооруженным глазом или с помощью лупы. При этом выявляют качество провара и наличие внутренних дефектов. Для ответственных сварных конструкций производят более полные металлографические исследования макро — и микрошлифов из специально сваренных контрольных пластин или из пластин, вырезанных из сварных соединений.
Химическим анализом определяют состав основного и наплавленного металлов и электродов, а также их соответствие установленным техническим условиям на изготовление сварного изделия. Методы отбора проб для химического и спектрального анализов описаны в ГОСТ 7122—81.
Механические испытания проводят либо на специально сваренных контрольных образцах, либо на образцах, вырезанных из сварного соединения. С их помощью определяют предел прочности на растяжение, ударную вязкость, твердость и угол загиба.
Радиографический контроль
После того как визуальный осмотр завершен, следует его просвечивание. Эта процедура требует использования рентгена или гамма-лучей.
При проверке рентгеном аппарат устанавливают с внутренней стороны металлоконструкции. С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений. С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений. С помощью подобного метода происходит выявление трещин в металлоконструкции, непроваров, шлаковых включений и других деформаций, незаметных при внешнем осмотре.
Рентгенографическим способом можно контролировать металлические соединения толщиной не более 6 см.
Контроль непроницаемости сварных швов и соединений
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Магнитографический способ проверки качества необходим, чтобы обнаружить поле рассеивания, образующееся там, где есть дефекты. Способ заключается в намагничивании поверхности детали, после чего область полей появляется сверху магнитной ленты, которую прижимают на поверхность швов. Весь процесс проверки металлоконструкции фиксируется с помощью дефектоскопа, а после информация считывается и, таким образом, устанавливается, есть ли на швах дефекты. Подобный метод позволяет выявлять наличие трещин, пор, непроваров, шлаковых включений и других дефектов, возникающих в процессе сварки. Также с помощью магнитографического метода можно определить наличие на поверхности швов поперечных трещин, широких непроваров или округлых пор, однако с поиском дефектов подобного рода данный метод справляется несколько хуже. Использовать его можно только для металлических заготовок, толщина которых не превышает 1.2 см. Ультразвуковой способ проверки качества часто используется для оценки на соответствие ГОСТ стали и изделий из цветного металла.
Ультразвуковой способ заключается в направлении звукового колебаний на поверхность металла и последующего отражения, чтобы выявить возможные дефекты. Для получения ультразвуковой волны используют несколько пьезоэлектрических кварцевых пластин, которые фиксируются в щупе. После колебания ультразвуковой волны, которые отражаются от металла, улавливаются специальным устройством – искателем, который преобразует ультразвуковой луч в заряженный электричеством импульс, переходящий к усилителю, а затем воспроизводящийся с помощью индикатора. Для того чтобы ультразвуковой способ был эффективен, перед тем, как ультразвуковой луч направляют на металл, его поверхность предварительно покрывают автолом или компрессорным маслом.
Химический метод контроля на соответствие ГОСТ заключается в обработке поверхности швов фенолфталеиновым раствором, перед этим поверхность необходимо тщательно зачистить, удалив все шлаки и загрязнения. После нанесения раствора место обработки накрывается тканью, которая пропитывается азотнокислым серебром (раствор 5%). Этот метод позволяет выявить наличие локальных течей: на этих местах серебро приобретет серебристо-черный вид, а фенолфталеин – красный.
Для того чтобы определить, насколько плотность сварного шва соответствует ГОСТ, применяют метод пробы керосином. Благодаря ему можно найти самые маленькие дефекты, размер которых может быть около 0.1 мм. Для выявления дефектов качества швы покрываются каолином или мелом с одной стороны, и смачивается керосином с другой. При наличии проницания в шве, на поверхности каолина или мела появятся жирные пятна желтого цвета. Появляются они не сразу, поэтому проверка на ГОСТ этим методом проводится не менее 4 часов.
Капиллярный контроль
Основан на капиллярной активности жидкостей — их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости. С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Обзор дефектов и контроль качества сварных соединений
Дефекты и контроль качества сварных соединений
Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям.
После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности — с помощью оптических приборов или специальными микрометрами.
Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. К недостаткам такого способа контроля следует отнести некоторое различие между образцом и изделием, а также возможность изменения сварочных условий с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки. Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов. Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Дефекты сварных соединений и причины их возникновения
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
Рисунок 1 — Виды дефектов сварных швов:
а — ослабление шва. б — неравномерность ширины, в — наплыв, г — подрез, с — непровар, с — трещины и поры, ж — внутренние трещины и поры, з — внутренний непровар, и — шлаковые включения
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными — в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги — это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке — недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог — наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Методы неразрушающего контроля сварных соединений
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
Внешний осмотр и обмеры сварных швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и» т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны. Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
Рисунок 2 — Вакуумный контроль шва: 1 – вакуумметр, 2 — резиновое уплотнение, 3 — мыльный раствор, 4 — камера.
В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы.
Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты — трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением — в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода — мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рисунок 3 — Магнитная запись дефектов на ленту: 1 — подвижный электромагнит, 2 — дефект шва, 3 — магнитная лента.
Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
Рисунок 4 — Схема радиационного просвечивания швов: а — рентгеновское, б — гамма-излучением: 1 — источник излучения, 2 — изделие, 3 — чувствительная пленка
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Рисунок 5 — Ультразвуковой контроль швов: 1 — генератор УЗК, 2 — щуп, 3 — усилитель, 4 — экран.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 — 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 — 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Методы контроля с разрушением сварных соединений
К этим методам контроля качества сварных соединений относятся механические испытания, металлографические исследования, специальные испытания с целью получения характеристик сварных соединений. Эти испытания проводят на сварных образцах, вырезаемых из изделия или из специально сваренных контрольных соединений — технологических проб, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке изделия.
Целью испытаний является: оценка прочности и надежности сварных соединений и конструкций; оценка качества основного и присадочного металла; оценка правильности выбранной технологии; оценка квалификации сварщиков.
Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному уровню.
Механические испытания проводятся по ГОСТ 6996-66, предусматривающему следующие виды испытаний сварных соединений и металла шва: испытание сварного соединения в целом и металла разных его участков (наплавленного металла, зоны термического влияния, основного металла) на статическое растяжение, статистический изгиб, ударный изгиб, стойкость против старения, измерение твердости.
Контрольные образцы для механических испытаний выполняют определенных размеров и формы.
Испытаниями на статическое .растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Основной задачей металлографических исследований являются установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы анализа металлов.
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.
При микроструктурном анализе исследуется структура металла при увеличении в 50 — 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагружения их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Другие статьи:
Контроль сварных соединений и проверка качества сварных соединений
Качество сварных швов влияет на прочность и надежность отдельных узлов и деталей металлических конструкций, которые применяются в строительстве. В настоящее время обнаружение внешних и внутренних дефектов сварных соединений осуществляется при помощи современных методов контроля, различающихся между собой по принципу действия, степенью воздействию на материал и способом определения значений показателей. Выбрав определенный метод контроля, можно с высокой точностью определить размер и местонахождение дефектов, а также сделать выводы о том, что стало причиной их появления. К примеру, это может быть нарушение технологического процесса, неисправность сварного оборудования или слишком низкое качество расходных материалов. Выявив настоящую причину появления дефектов, можно быстро внести все необходимые корректировки в производственный процесс, чтобы в дальнейшем прочность и надежность сварных соединений полностью соответствовали всем требованиям и нормам технического регламента.
Внешний осмотр сварных соединений
Внешний осмотр дает возможность выявить многие дефекты, расположенные на поверхности сварных соединений. Перед проведением проверки необходимо провести обработку швов, очистив их от шлака, окалины и брызг металла. После этого поверхность сварного шва осматривается невооруженным глазом или с помощью лупы, имеющей десятикратное увеличение. В результате визуального осмотра опытный эксперт может обнаружить геометрические отклонения шва, наружные поры и трещины, подрезы и наплывы, возникающих при излишне высокой скорости сварки или наличия на кромках свариваемых деталей посторонних веществ. При обнаружении дефектов эксперт определяет их размеры, пользуясь при этом измерительным инструментом и специальными шаблонами. При необходимости, можно проводить шлифовку и травление дефектного участка, чтобы выявить истинные границы выявленных нарушений.
Преимущества внешнего осмотра:
- высокая скорость выполнения проверки практически любых металлических конструкций;
- возможность проведения повторной проверки, если возникают какие-либо сомнения в результатах контроля;
- отсутствие необходимости применять дорогостоящее оборудование и специальных инструментов;
- достаточно невысокая стоимость, доступная для многих отечественных потребителей.
Недостатки данной методики:
- точность результатов проверку полностью зависит от квалификации и опыта экспертов;
- необходимость предварительной подготовки поверхности сварного шва к проведению исследований;
- высокая вероятность получения ошибки при оценке состояния материала и сварных соединений.
Ультразвуковая дефектоскопия сварных соединений
Принцип действия ультразвуковой дефектоскопии основывается на уникальной способности звуковых волн сохранять траектории движения в однородном материале. Благодаря этому метод широко используется при контроле в строительной, нефтегазовой и химической промышленности, позволяя эффективно выявлять координаты дефекта, включая глубину его залегания и положение в исследуемом объекте. Для этого эксперты применяют современные средства ультразвуковой дефектоскопии, которые дают возможность получить трёхмерную визуализацию отражателей в металлических конструкциях. Новейшие дефектоскопы имеют небольшие габаритные размеры и небольшой вес, что очень удобно при их транспортировке к объекту, который нуждается в профессиональном контроле.
Преимущества ультразвуковой дефектоскопии:
- высокая точность и минимальное время на проведение исследования;
- возможность проведения выездной диагностики для контроля качества сварочных работ;
- отсутствие побочных эффектов, которые наблюдаются при рентгеновском контроле;
- выгодная стоимость, которая привлекает многих представителей бизнеса.
Недостатки этого метода:
- наличие трудностей при работе с металлами, которые имеют крупнозернистую структуру;
- временные издержки на предварительную подготовку поверхности и кромок шва;
- к сожалению, некоторые дефекты практически невозможно выявить из-за их формы или расположения.
Выбор метода проверки сварных соединений
Выбор оптимального метода исследования зависит сразу от нескольких важных моментов. Прежде всего, это касается конкретных требований технического задания, поставленного перед сотрудниками организации, профессионально занимающейся обследованием различных материалов. Именно заказчик отвечает за постановку задачи, которую необходимо решить с применением одного или нескольких методов. Но помимо технического задания, нужно принимать во внимание конструктивные особенности материалов, включая состояние их поверхности.
Профессиональная проверка сварных соединений
Наша компания осуществляет профессиональную проверку сварочных соединений, применяя новейшие методики, которые гарантируют высокую точность обнаружения всех дефектов, способных привести к быстрому выходу из строя металлических конструкций. Мы очень тщательно подходим к вопросам отбора персонала, поэтому у нас работают только опытные и квалифицированные эксперты, имеющие профильное образование и прошедшие специальный допуск к выполнению операций по выявлению прочности и надежность соединений. У них есть достаточно большой опыт работы в данной сфере, поэтому они выполняют поставленную задачу с учетом всех личных пожеланий заказчика.
Сотрудничество с нашей компании имеет целый ряд объективных преимуществ, к которым можно отнести:
- Персональный подход к каждому клиенту. Мы уже не первый год работаем в данной области, поэтому прекрасно понимаем основные запросы своих заказчиков, которым требуется контроль соединения металлических изделий. Каждый человек, сделавший выбор в пользу нашей компании, может рассчитывать на внимательное отношение и высокий уровень обслуживания. Наши консультанты готовы ответить на все дополнительные вопросы относительно сроков и стоимости проведения экспертизы. Они всегда помогут подобрать наиболее выгодные условия сотрудничества, которые будут полностью соответствовать ожиданиям заказчика.
- Гибкая ценовая политика. Несмотря на тяжелейшие последствия экономического кризиса, наша компания продолжает удерживать цены на приемлемом уровне. Это выгодно выделяет нас на фоне других организаций, осуществляющих свою деятельность на российском рынке. Но мы не только предлагаем привлекательные цены, но и готовы сделать приятные скидки для клиентов, которые сотрудничают с нами на постоянной основе. Чтобы получить информацию о скидках, необходимо позвонить нашим менеджерам. Они произведут все необходимые расчеты, учитывая объем и уровень сложности проводимых работ.
- Строгое выполнение взятых на себя обязательств. Для нас имеет большое значение собственная репутация. Поэтому мы никогда и ни при каких обстоятельствах не отходим от обязательств, прописанных в договоре о сотрудничестве. И это касается не только установленных сроков, которые требуются на выполнение обследования металлических конструкций, но и стоимости перечня планируемых работ. Цены, прописанные в договоре, остаются неизменными на протяжении всего времени выполнения работ, которые требуются для выявления любых дефектов и повреждений металлических конструкций.
- Сохранение объективности при вынесении решения. Составляя технический отчет по итогам проведенных исследований, мы предоставляем только достоверные данные, которые свидетельствуют обо всех выявленных нарушениях. Это делается для того, чтобы наши клиенты были полностью уверены в том, что мы сохраняем беспристрастность при проведении испытаний. Мы заинтересованы в налаживании долгосрочного и взаимовыгодного сотрудничества, поэтому всегда сохраняем независимость в принятии решений, так как это имеет большое значение для наших заказчиков, осуществляющих строительство, капитальный ремонт или реконструкцию объектов недвижимости.
- Полное соответствие всем требованиям технического регламента. Все виды работ, включая составление отчета по итогам проведенной экспертизы, выполняются с учетом существующих норм и правил, прописанных в законах, действующих на территории нашей страны. Мы прекрасно понимаем, что сейчас ни одна строительная компания не застрахована от судебных разбирательств. Поэтому мы выдаем экспертное заключение и другие документы, полученные нашими клиентами в ходе проведения технического исследования, которые в дальнейшем могут без каких-либо проблем быть использованы в зале суда.
Для того чтобы заказать услугу или получить ответы на все дополнительные вопросы, достаточно связаться с нашими менеджерами, заполнив специальную форму в соответствующем разделе нашего сайта или позвонив по телефону: 8 (495) 681-43-51.
Ультразвуковой метод неразрушающего контроля сварных соединений (швов)
Ультразвуковой контроль (УЗК) – один из методов НК. Основанный на ультразвуковых колебаниях и впервые апробированный в 30-х годах прошлого века, он всего лишь два десятилетия спустя стал самым востребованным методом контроля сварочных швов и соединений.
Принцип действия УЗК
Звуковые волны отличаются неизменностью своей траектории в однородном материале. Их отражение говорит о наличии сред, удельные акустические сопротивления которых отличаются друг от друга. Метод УЗК подразумевает излучение в проверяемый объект акустических колебаний для принятия их отражения специальным дефектоскопом с пьезоэлектрическим преобразователем. Анализ полученных данных позволяет выявлять отклонения и определять их ключевые параметры (габариты, глубину, форму) по амплитуде отраженных звуковых волн.
Алгоритм акустической дефектоскопии
Технология УЗК, использующаяся в промышленном производстве без малого сто лет, применяется для проверки сварочных швов, пайки, сварки и склейки разноструктурных соединений и металлов. Продолжительная популярность метода обусловлена выявлением широкого диапазона микро-отклонений и точностью результатов.
Сферой максимального применения акустической дефектоскопии является контроль сварных соединений. Типичным примером проведения мероприятий УЗК может служить, выполнение теневого метода, чей поэтапный алгоритм предусмотрен ГОСТ Р 55724-2013:
- Тщательное очищение исследуемого сварного шва, с прилегающими к нему с обеих сторон участками шириной до 70 мм
- Нанесение смазочного средства (глицерин, солидол, технические масла) для повышения точности результатов
- Настройка и калибровка средств УЗК по действующим стандартам
- Установка излучателя и приемника (искателя)
- Искатель сканирует сварочный шов, перемещаясь зигзагами по всей его длине. Появление на мониторе сигнала с наибольшей амплитудой свидетельствует о наличии повреждений
- Если достоверность присутствия изъяна установлена, сведения о нем вносятся в регистрационную таблицу:
- Расслоения и пористость наплавленного металла
- Трещины, неровности, непровары
- Свищеобразные повреждения, несплавления
- Провисание, коррозия и окислы металла
- Нарушение геометрических параметров и химического состава
- Наименование и индекс разновидности сварного стыка
- Длина проверяемого шва
- ТУ проведения проверки
- Наименование и тип, используемых приборов
- Частота колебаний в герцах
Проведение УЗК не ограничивается промышленными отраслями и достаточно часто применяется в частном порядке в процессе возведения или реконструкции жилой и коммерческой недвижимости.
Особенности оценки результатов
От чувствительности прибора зависит качество сканирования, распознание и определение количества отклонений. Обнаруженные дефекты оцениваются по таким параметрам, как:
- Величина колебания и условная длина звуковой волны
- Геометрические характеристики отклонений
УЗК не позволяет установить предельно точные показатели дефекта, поэтому для сопоставления используется эталонное изделие. Реальная площадь отклонения почти всегда превышает размеры, полученные путем специальных вычислений.
Классификация методов УЗК
Многочисленность разновидностей методов УЗК обусловила их разделение на две группы.
Активные методы базируются на излучении и приеме упругих волн. Они включают в свою группу:
- Методы прохождения – отслеживания изменений сквозных колебаний, прошедших через проверяемый объект, среди которых:
- Теневой, использующий два преобразователя, один из которых для генерирования, а второй — для приема колебаний.
- Зеркально-теневой, контролирующий объекты с двумя параллельными сторонами
- Временной теневой, базирующийся на импульсном запаздывании и контролирующий бетон
- Эхо-сквозной, использующий два преобразователя по разным сторонам проверяемого объекта
- Велосиметрический, фиксирующий изменения скорости упругих волн
- Комбинации этих методов
Пассивные методы базируются на приеме и анализе волн, источаемых объектом исследования:
- Акустико-эмиссионный, подразумевающий излучение упругих волн самим материалом
- Вибрационно-диагностический, анализирующий параметры вибрации, возникающей в процессе функционирования исследуемого механизма
- Шумодиагностический, изучающий спектр шумов функционирующего механизма с помощью микрофона и прочих спектро-анализаторов
Только технически правильный выбор и применение методики УЗК могут гарантировать эффективное выполнение работ и достоверность результатов.
Проведение аттестации и обучение специалистов по неразрушающему контролю
Средства измерения УЗК
Ультразвуковой контроль предполагает применение специальных устройств и приборов:
- Высокоточные дефектоскопы (импульсные, импедансные) для сварных швов и продукции из металла с множеством функций, включая документирование результатов
- Преобразователи, среди которых самые распространенные с пьезоэлектрическим эффектом
- Компактные толщинометры способные оценить износ рельсов, определить толщину металлов, неметаллов и объектов с односторонним доступом
Все приборы устроены по аналогичному принципу. Они способны выявлять повреждения и определять глубину их залегания.
Плюсы и минусы УЗК
Помимо таких важных плюсов, как безопасность для персонала и сохранность целостности объекта проверки, методы акустического контроля отличаются:
- Экономичностью, точностью и оперативностью проведения
- Мобильностью, обеспеченной портативными приборами и устройствами
- Возможностью проведения контроля без приостановки или выведения из использования проверяемого объекта
Не обошлось и без минусов, главные среди которых:
- Недостаточность сведений об отклонениях
- Проблематичность контроля мелких деталей, сварных швов разнородных сталей и крупнозернистых металлов по причине преувеличенного рассеяния или затухания звуковых волн
- Необходимость создания поверхностных шероховатостей от 5 класса и выше для ввода звука в металл пьезоэлектрическими преобразователями
Ультразвуковые методы контроля представляет собой надежное и результативное средство по обнаружению широкого спектра дефектов, включая сварные стыки и швы.
Отправьте заявку на исследование ультразвуковым методом контроля
Благодарственные письма наших клиентов
Среди наших клиентов
Визуальный контроль сварных соединений
Визуальный контроль сварных соединений
Визуальный осмотр, вероятно, является наиболее недооцененным и часто неправильно используемым методом контроля сварки. Из-за простоты и отсутствия сложного оборудования возможности этого метода контроля часто недооцениваются. Визуальный осмотр сварки часто бывает самым простым и обычно наименее дорогостоящим. При правильном проведении такой контроль часто может быть чрезвычайно эффективным методом поддержания приемлемого качества сварки и предотвращения проблем со сваркой.В процессе сварки есть много областей, которые можно проверить и оценить с помощью этого метода контроля.
При разработке плана проверки нам необходимо определить наиболее подходящие области для применения нашей проверки. Нам нужно рассмотреть возможность предотвращения проблем, связанных со сваркой, а не обнаруживать проблемы, которые могли уже возникнуть. Неразрушающий контроль (NDT), который обычно используется для проверки завершенных сварных швов, обычно разрабатывается и проводится для выявления проблем со сваркой постфактум, когда сварка завершена.Визуальный осмотр часто используется для предотвращения возникновения проблем со сваркой. Функция контроля сварки часто делится на три области. Первым и часто наименее используемым является осмотр перед сваркой. Этот тип проверки часто может дать нам возможность обнаружить и исправить неприемлемые условия до того, как они перерастут в настоящие проблемы сварки. Во-вторых, проверка во время операции сварки часто может предотвратить проблемы в готовом сварном шве за счет проверки условий сварки и процедурных требований.В-третьих, визуальный контроль после сварки — это относительно простой метод проведения оценки качества сварного шва. Рассмотрим подробнее каждый из этих этапов проверки.
Осмотр перед сваркой
Эта проверка проводится перед началом сварочных работ. Этот тип контроля обычно связан с проверкой подготовки сварного шва и проверкой параметров, которые было бы трудно или невозможно подтвердить во время или после сварки.Это область проверки, где мы можем лучше всего внедрить средства контроля, которые могут предотвратить дефектную сварку. Некоторыми областями предварительного контроля сварного шва являются контроль подготовки стыка / предварительная подготовка сварного шва. Это может включать в себя проверку размеров корневых отверстий. Слишком плотные корневые отверстия могут привести к недостаточному проникновению корней. Слишком большие корневые отверстия могут вызвать чрезмерное проникновение. Если угол наклона сварного шва слишком мал, это может привести к потере плавления, а слишком большое — к деформации сварного соединения из-за перегрева и чрезмерного напряжения усадки.Выравнивание стыка (смещение сварного стыка) может привести к затруднениям в получении прочного сварного шва и концентрации напряжений в месте его расположения, что приведет к снижению усталостной долговечности. Состояние и чистота поверхности листа, предварительная очистка перед сваркой часто могут иметь огромное значение. Неправильная или недостаточная очистка может привести к недопустимому уровню пористости в готовом сварном шве. Другие проверки перед сваркой могут включать проверку предварительного нагрева, температуру и метод нагрева, наличие и расположение устройств контроля термообработки, а также тип и эффективность продувки газом, если применимо.
Осмотр перед сваркой может также включать оценку и проверку документации, сертификацию материалов, сертификацию присадочных сплавов, квалификацию сварщика, квалификацию процедуры сварки, а также идентификацию сварщика и сварочного шва для прослеживаемости, если применимо.
Контроль во время сварки
Это проверка, которая проводится во время операции сварки и связана в основном с требованиями спецификации процедуры сварки (WPS).Эта проверка включает в себя такие элементы, как методы очистки между проходами, контроль температуры между проходами, настройки сварочного тока, скорость хода сварки, тип защитного газа, расход газа и последовательность сварки, если применимо. Кроме того, любые условия окружающей среды, которые могут повлиять на качество сварного шва, такие как дождь, ветер и экстремальные температуры.
Контроль после сварки
Эта проверка обычно проводится для проверки целостности сварного шва. Многие методы неразрушающего контроля (NDT) используются для контроля после сварки.Однако, даже если сварной шов подлежит неразрушающему контролю, обычно целесообразно сначала провести визуальный осмотр. Одна из причин этого заключается в том, что неоднородности поверхности, которые можно обнаружить при визуальном осмотре, иногда могут вызывать неправильную интерпретацию результатов неразрушающего контроля или скрывать другие неоднородности в теле сварного шва. Наиболее частыми нарушениями сплошности сварки, обнаруживаемыми при визуальном осмотре, являются такие условия, как сварные швы меньшего размера, подрез, перекрытие, растрескивание поверхности, пористость поверхности, недостаточное заполнение, неполное проникновение корня, чрезмерное проникновение корня, прожог и чрезмерное армирование.
Заключение
Хороший план проверки перед сваркой может предоставить нам прекрасную возможность предотвратить проблемы при сварке до их начала путем обнаружения и исправления ситуаций, которые могут вызвать проблемы при сварке или прерывания сварки.
Осмотр, проводимый во время сварки, часто позволяет выявить проблемы до того, как они усилятся, а также помогает обеспечить уверенность в окончательном сварном изделии.
Контроль после сварки часто может обеспечить экономичный метод определения приемлемости сварного шва с учетом многих неоднородностей поверхности.
Введение в контроль сварки
Введение в контроль сварки
Что такое проверка сварного шва?
Многие характеристики сварного шва могут быть оценены во время сварочного контроля — одни относятся к размеру сварного шва, а другие — к наличию несплошностей сварного шва. Размер сварного шва может быть чрезвычайно важным, поскольку он часто напрямую влияет на прочность и характеристики сварного шва. Например, сварные швы меньшего размера могут не выдерживать нагрузки, возникающие во время эксплуатации.
В зависимости от размера и / или расположения неоднородности сварного шва (дефекты внутри сварного шва или рядом с ним) могут препятствовать тому, чтобы сварной шов соответствовал его предполагаемым характеристикам. Нарушения сплошности сварного шва часто называют дефектами сварки, и иногда они могут вызывать преждевременный выход из строя сварного шва из-за снижения прочности или дополнительных концентраций напряжений в свариваемом компоненте.
Контроль сварных швов проводится по нескольким причинам, наиболее распространенной из которых является определение пригодности сварного шва для предполагаемого применения.Чтобы оценить качество сварного шва, вы должны сначала иметь критерии, по которым вы можете сравнить характеристики сварного шва. Нормы и стандарты, разработанные специально для различных сварочных работ, используются во время инспекций сварки, чтобы определить допустимые уровни несплошностей сварных швов. Важно выбрать стандарт сварки, предназначенный для использования в вашей отрасли или области применения.
Критерии приемлемости качества могут быть получены из нескольких источников. Чертеж или план сварочного производства обычно предоставляют размеры и другую размерную информацию, такую как длина и расположение сварных швов.Эти требования к размерам обычно устанавливаются путем расчетов конструкции или взяты из проверенных конструкций, которые, как известно, соответствуют требованиям к характеристикам сварного соединения.
Роль инспектора по сварке.
Проверка сварки требует от инспектора разнообразных знаний, включая понимание сварочных чертежей, символов и процедур; конструкция сварного шва; кодовые и стандартные требования; и методы проверки и тестирования.
По этой причине многие нормы и стандарты по сварке требуют, чтобы инспектор по сварке имел официальную квалификацию. Доступно несколько учебных курсов и программ сертификации по контролю сварки. Самая популярная программа, используемая в США, — это программа Certified Welding Inspector (CWI), которую администрирует Американское общество сварки (AWS). Сертификация в качестве инспектора сварки обычно требует, чтобы вы продемонстрировали свои знания с помощью экзамена на проверку сварки.
Методы контроля сварки.
Визуальный осмотр.
При правильном выполнении визуальный осмотр часто является самым простым и наименее дорогостоящим методом для многих приложений. Однако красивый сварной шов не всегда обеспечивает внутреннее качество, а несплошности не всегда видны невооруженным глазом. Таким образом, доступны дополнительные методы, в том числе перечисленные ниже.
Обнаружение поверхностных трещин.
Используется для обнаружения мелких трещин, швов, пористости и других нарушений сплошности поверхности. Обнаружение поверхностных трещин обычно применяется одним из двух методов: проникающей жидкостью или магнитной дефектоскопией.
Узнайте, как выполнить обнаружение поверхностных трещин>
Радиографический и ультразвуковой контроль сварных швов.
Чтобы установить целостность сварного шва без разрушения свариваемого компонента, эти два метода неразрушающего контроля обнаруживают неоднородности во внутренней структуре сварного шва.
УЗНАТЬ, КАК ПРОВОДИТЬ РАДИОГРАФИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ ПРОВЕРКИ СВАРКИ>
Разрушающий контроль сварных швов.
Как следует из названия, этот метод контроля включает физическое разрушение готового сварного шва для определения различных механических и физических характеристик.
УЗНАТЬ БОЛЬШЕ О РАЗРУШИТЕЛЬНЫХ СВАРНЫХ ИСПЫТАНИЯХ>
Качественная сварка требует создания и контроля над правильной программой контроля сварки. При наличии надлежащей техники, правильных требований к качеству и критериям приемки, а также опытных инспекторов по сварке вы можете построить такую программу.
Если вы хотите узнать больше о методах, инструментах и приложениях контроля сварки, или если у вас есть вопрос, на который здесь нет ответа, пожалуйста,
свяжитесь с нами.
Введение в контроль сварки
Тони Андерсон
Во время проверки сварки можно оценить многие характеристики сварного шва, некоторые из которых относятся к размеру сварных швов, а другие — к наличию несплошностей сварного шва. Размер сварного шва может быть чрезвычайно важным, поскольку он часто может напрямую зависеть от прочности сварного шва и связанных с этим характеристик, сварные швы меньшего размера могут не выдерживать нагрузки, возникающие во время эксплуатации. Разрывы сварных швов также могут быть важны.Это дефекты внутри сварного шва или рядом с ним, которые могут или не могут, в зависимости от их размера и / или расположения, препятствовать тому, чтобы сварной шов соответствовал его предполагаемым характеристикам. Обычно эти неоднородности, если они имеют неприемлемый размер или расположение, называются дефектами сварки и иногда могут вызывать преждевременный выход из строя сварного шва из-за снижения прочности сварного шва или создания концентраций напряжений в свариваемом компоненте.
Контроль сварных швов может проводиться по ряду причин.Возможно, наиболее важной причиной является определение того, имеет ли сварной шов подходящее качество для предполагаемого применения. Чтобы оценить качество сварного шва, мы должны сначала иметь какой-то измерительный блок, с которым можно было бы сравнить его характеристики. Непрактично пытаться оценить качество сварного шва без определенных критериев приемки.
Критерии приемки качества сварного шва могут исходить из ряда источников. Чертеж сварочного производства / чертеж обычно предоставляет размеры сварных швов и, возможно, другую информацию о размерах сварки, такую как длина и расположение сварных швов.Эти требования к размерам обычно устанавливаются путем расчетов конструкции или взяты из проверенных конструкций, которые, как известно, соответствуют требованиям к характеристикам сварного соединения.
Приемлемые и неприемлемые уровни или количество несплошностей сварных швов для контроля сварки обычно получают из правил и стандартов в области сварки. Сварочные нормы и стандарты были разработаны для многих типов сварочных работ. Важно выбрать стандарт сварки, предназначенный для использования в конкретной отрасли или области применения, в которой вы работаете.
Проверка сварки часто может потребовать от инспектора сварки самых разных знаний: понимание сварочных чертежей, символов сварки, конструкции сварных швов, процедур сварки, требований норм и стандартов, а также методов проверки и испытаний, и это лишь некоторые из них. . По этой причине многие правила и стандарты в области сварки требуют, чтобы инспектор по сварке обладал формальной квалификацией или необходимыми знаниями и опытом для проведения инспекционных услуг. На международном уровне существует ряд учебных курсов по инспекции сварки и ряд программ сертификации инспекторов по сварке.Самая популярная программа, используемая в США, администрируется Американским сварочным обществом (AWS). Это программа Certified Welding Inspector (CWI). Сертификация в качестве инспектора сварки: обычно требуется демонстрация индивидуальных знаний в области контроля сварки путем прохождения экзамена.
Чтобы еще больше оценить масштабы контроля сварки, нам необходимо изучить конкретные области методов контроля и приложений контроля сварки. Я выбрал следующие темы для обзора инспекции сварки:
Инспекция и испытания для аттестации процедуры сварки — типы инспекции, используемые для этих требований, и то, как они могут быть важной частью общей системы качества сварки.
Визуальный осмотр — Часто самый простой, наименее затратный и, вероятно, при правильном выполнении самый эффективный метод контроля сварки для многих применений.
Обнаружение поверхностных трещин — такие методы, как проверка проницаемостью жидкости и проверка магнитных частиц — как они используются и что они могут найти.
Радиографический и ультразвуковой контроль сварных швов — методы, известные как неразрушающий контроль (NDT) и обычно используемые для исследования внутренней структуры сварного шва с целью установления целостности сварного шва без разрушения сварного компонента.
Разрушающий контроль сварных швов — Методы, используемые для установления целостности или рабочих характеристик сварного шва, обычно путем разрезания и / или разрушения сварного компонента и оценки различных механических и / или физических характеристик.
Одним из основных компонентов успешной системы качества сварки является создание, внедрение и контроль правильной программы контроля сварки. Такая программа может быть разработана только после полной оценки требований / критериев приемки к качеству сварного шва, полной оценки используемых методов контроля и испытаний и наличия достаточно квалифицированных и / или опытных инспекторов по сварке.
Контроль и тестирование лазерной сварки | Контроль и испытания электронно-лучевой сварки
Контроль сварных швов деталей, сваренных с помощью лазерной и электронно-лучевой сварки, обычно осуществляется по трем разным направлениям: визуальный контроль; разрушающее испытание; и неразрушающий контроль (NDT).
Визуальный осмотр предполагает осмотр сварного шва невооруженным глазом и / или с некоторым увеличением. Обычно наши инспекторы проверяют наличие трещин, ямок, пор на поверхности, поднутрений, недозаливок, пропущенных стыков и других аспектов сварного шва.
Визуальный осмотр ограничивается площадью поверхности сварного шва, которая видна инспектору, что означает, что нечто вроде глубины проплавления не может быть определено, если сварной шов не является сварным швом с полным проплавлением и вы не можете просмотреть его изнутри сборки. Следовательно, для дальнейшего изучения качества сварного шва часто требуется разрушающее испытание.
Разрушающий контроль включает физическую резку и разрезание детали для определения внутренних характеристик сварного шва.Как правило, либо вырезается производственная деталь, либо изготавливается репрезентативный образец, отражающий точные характеристики соединения. Разрушающие образцы обычно берутся в начале работы, чтобы убедиться, что параметры сварки соответствуют партии. Образцы также можно брать через определенные промежутки времени во время производственного процесса или в конце цикла.
Образцы для разрушающих испытаний точно вырезаны, обработаны, отшлифованы и отполированы до зеркального блеска. Затем применяется кислотное травление, чтобы визуально выделить сварной шов, и затем образец исследуется под микроскопом.Этот осмотр может определить глубину проплавления, ширину сварного шва, а также выявить трещины, поры и другие аномалии внутри сварного шва.
Неразрушающий контроль , как следует из названия, не разрушает деталь, поэтому теоретически каждая деталь может быть исследована таким образом, и это обычно так, если неразрушающий контроль требуется спецификацией.
NDT обычно состоит из дефектоскопии красителя и / или рентгеновского контроля.
При проверке проникающим методом красителя на деталь наносится специальный краситель для выявления трещин и других поверхностных аномалий.Этот метод ограничен тем, что позволяет выявить проблемы только на поверхности сварного шва.
Рентгеновский контроль дает наиболее полное представление о том, что происходит внутри сварного шва. В частности, пористость хорошо видна на рентгеновском снимке.
К каждой сборке предъявляются разные требования, и важно понимать нюансы каждого типа проверки, чтобы разработать режим проверки, который последовательно приведет к высококачественным деталям в рамках требований.Например, деталь с низким риском выхода из строя может просто нуждаться в визуальном осмотре, в то время как деталь, предназначенная для использования в космосе, где отказ может быть катастрофическим, требует гораздо более высокого уровня осмотра.
Азбука неразрушающего контроля сварных швов
Азбука неразрушающего контроля сварных швов
NDTnet 1998 Июнь,
Том 3 №6
Понимание преимуществ и недостатков каждой формы неразрушающего
обследование может помочь вам выбрать лучший метод для вашего приложения
ЧАРЛЬЗ ХЕЙС *
| Выражение признательности: Статья была впервые опубликована в журнале Welding Journal в мае 1997 г. опубликована Американским обществом сварщиков, 550 NW LeJeune Road, Miami, FL 33126. | ЧАРЛЬЗ ХЕЙС — менеджер по международным продажам / поддержке, Линкольн Электрик Ко., Кливленд, Огайо. Он имеет сертификат NDT Level III от Американское общество неразрушающего контроля и является членом подкомитета AWS D1D по инспекциям. |
Введение
Философия, которой часто руководствуются при изготовлении сварных узлов и конструкций, заключается в «обеспечении качества сварки». Однако термин «качество сварного шва» относителен. Приложение определяет, что хорошо, а что плохо.Как правило, любой сварной шов имеет хорошее качество, если он соответствует требованиям к внешнему виду и будет
бесконечно продолжать выполнять работу, для которой он предназначен.
Первый шаг к обеспечению сварного шва
качество заключается в определении степени, требуемой приложением. Стандарт должен быть установлен на основе требований к услуге.
| «Каким бы ни был стандарт качество, все сварные швы должны быть проинспектирован «. |
Стандарты, предназначенные для передачи
Качество сварных швов может отличаться от работы к работе, но использование соответствующих методов контроля может обеспечить уверенность в том, что применимые стандарты соблюдаются.Каким бы ни был стандарт качества, следует проверять все сварные швы, даже если при проверке не требуется ничего, кроме того, что сварщик проверяет свою работу после каждого прохода. Красивый внешний вид сварной поверхности часто считается показателем высокого качества сварки. Однако внешний вид сам по себе не гарантирует хорошего качества изготовления или внутреннего качества.
Неразрушающий контроль (NDE) методы контроля
позволяют на постоянной основе проверять соответствие стандартам, исследуя поверхность и подповерхностные слои
сварной шов и окружающий основной материал.Пять основных методов:
обычно используется для проверки готовых сварных швов: визуальный,
жидкий пенетрант, магнитная частица,
ультразвуковой и рентгенографический (рентген). В
растущее использование компьютеризации
с некоторыми методами обеспечивает
добавлено улучшение изображения,
и позволяет в реальном времени или рядом
просмотр в реальном времени, сравнение
профилактические осмотры и
архивные возможности. Обзор каждого метода поможет
при принятии решения о том, какой процесс или
сочетание процессов, используемых для конкретной работы и наиболее эффективного проведения исследования.
Визуальный осмотр (VT)
Визуальный осмотр часто является наиболее экономичным методом, но он должен проводиться до, во время и после сварки. Многие стандарты требуют его использования перед другими методами, потому что нет смысла подвергать явно плохой сварной шов сложным методам контроля. В стандарте ANSI / AWS D1.1 «Правила сварки конструкций — сталь» говорится: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Для визуального осмотра требуется небольшое оборудование.Помимо хорошего зрения и достаточного освещения, все, что требуется, — это карманная линейка и размер сварного шва.
калибр, увеличительное стекло и, возможно, линейку и угольник для проверки прямолинейности, совмещения и перпендикулярности.
| «Визуальный осмотр — лучшее купить в NDE, но это должно пройти место до, во время и после сварки ». |
Перед зажиганием первой сварочной дуги необходимо проверить материалы, чтобы убедиться, что они соответствуют требованиям по качеству, типу, размеру, чистоте и отсутствию дефектов.Жир, краску, масло, оксидную пленку или тяжелую окалину следует удалить. Соединяемые детали необходимо проверить на плоскостность, прямолинейность и точность размеров. Аналогичным образом следует проверить выравнивание, сборку и подготовку стыков. Наконец, необходимо проверить переменные процесса и процедуры, включая размер и тип электродов, настройки оборудования и условия для предварительного или последующего нагрева. Все эти меры предосторожности применяются независимо от используемого метода проверки.
Во время изготовления визуальный осмотр сварного шва и кратера на краю может выявить такие проблемы, как
трещины, недостаточное проникновение и включения газа или шлака.Среди обнаруженных визуально сварных швов обнаруживаются трещины, поверхностный шлак во включениях, поверхностная пористость и поднутрения.
В случае простых сварных швов проверка в начале каждой операции и периодически по мере выполнения работ может быть достаточной. Где больше одного слоя наполнителя
металл осаждается, однако может быть желательно проверить каждый слой перед нанесением следующего. Корневой проход многопроходного сварного шва является наиболее важным для прочности сварного шва. Он особенно подвержен растрескиванию и, поскольку он быстро затвердевает, может задерживать газ и шлак.При последующих проходах условия, вызванные формой сварного шва или изменением конфигурации соединения, могут вызвать дальнейшее растрескивание, а также подрезы и улавливание шлака. Затраты на ремонт можно свести к минимуму, если визуальный осмотр обнаружит эти дефекты до начала сварки.
Визуальный осмотр на ранней стадии производства также может предотвратить переварку и недосварку. Использование сварных швов меньшего размера, чем указано в технических характеристиках, недопустимо. Слишком большие бусины излишне увеличивают стоимость и могут вызвать деформацию из-за дополнительных усадочных напряжений.
После сварки визуальный осмотр позволяет обнаружить различные дефекты поверхности, включая трещины, пористость и незаполненные кратеры, независимо от последующих процедур проверки. Можно оценить отклонения размеров, коробление и дефекты внешнего вида, а также характеристики размера сварного шва.
Перед проверкой поверхностных дефектов сварные швы необходимо очистить от шлака. Перед осмотром не следует проводить дробеструйную очистку, так как ударная закалка может закрыть мелкие трещины и сделать их невидимыми. AWS D1.1 Конструкционная сварка Код , например, не допускает упрочнения «корневого или поверхностного слоя сварного шва или основного металла по краям сварного шва».
Визуальный осмотр позволяет обнаружить только дефекты на поверхности сварного шва. Спецификации или применимые нормы могут потребовать, чтобы внутренняя часть сварного шва и прилегающие металлические зоны также были исследованы. Неразрушающие исследования могут использоваться для определения наличия дефекта, но они не могут измерить его влияние на работоспособность продукта, если только они не основаны на корреляции между дефектом и некоторой характеристикой, которая влияет на
услуга.В противном случае разрушающие испытания — единственный надежный способ определить работоспособность сварного шва.
Радиографический контроль (RT)
Рентгенография (рентген) — один из наиболее важных, универсальных и широко применяемых методов неразрушающего контроля — рис.1.
| Рис. 1 — Рентгенография — один из наиболее важных, универсальных и широко распространенных методов обследования. | Рис. 2 — Более толстые области образца, подвергаемого рентгеновскому облучению, или материал с более высокой плотностью поглощает больше излучения, и соответствующие области на рентгенограмме будут светлее. |
Рентгеновский снимок используется для определения внутренней прочности сварных швов.Термин
«Качество рентгеновского снимка», широко используется для обозначения
благодаря этому методу контроля обеспечивается высокое качество сварных швов.
Рентгенография основана на способности рентгеновских лучей и гамма-лучей проходить через металл и другие материалы, непрозрачные для обычного света, и производить фотографические записи передаваемой лучистой энергии. Все материалы будут поглощать известное количество этой лучистой энергии, и, следовательно, рентгеновские лучи и гамма-лучи могут использоваться для выявления неоднородностей и включений в непрозрачном материале. Постоянная запись на пленку внутренних условий покажет основную информацию, по которой можно определить прочность сварного шва.
| «Рентгенография — одна из наиболее широко распространенный околосмертный опыт методы «. |
Рентгеновские лучи производятся генераторами высокого напряжения. По мере увеличения высокого напряжения, подаваемого на рентгеновскую трубку, длина волны испускаемого рентгеновского излучения становится короче, обеспечивая большую проникающую способность. Гамма-лучи образуются при атомном распаде радиоизотопов. Радиоактивные изотопы, наиболее широко используемые в промышленной радиографии, — это кобальт 60 и иридий 192. Гамма-лучи, испускаемые этими изотопами, похожи на рентгеновские лучи, за исключением того, что их длины волн обычно короче.Это позволяет им проникать на большую глубину, чем рентгеновские лучи того же
мощность, однако, время экспозиции значительно больше из-за более низкой интенсивности.
Когда рентгеновское или гамма-излучение направлено на участок сварной конструкции, не все излучение проходит через металл. Различные материалы, в зависимости от их плотности, толщины и атомного номера, будут поглощать различные длины волн лучистой энергии.
Степень, в которой различные материалы поглощают эти лучи, определяет интенсивность лучей, проникающих через материал.Когда регистрируются вариации этих лучей, становится доступным средство заглянуть внутрь материала. Изображение на проявленной светочувствительной пленке называется рентгенограммой. Непрозрачный материал поглощает определенное количество излучения, но там, где есть тонкое сечение или пустота (шлаковые включения или пористость), поглощение меньше. Эти области будут
на рентгенограмме выглядят темнее. Заросли
области образца или более высокая плотность
материал (включение вольфрама),
будут поглощать больше излучения, и соответствующие им области на рентгенограмме будут светлее — Рис.2.
Будь то в магазине или в полевых условиях, надежность и интерпретирующая ценность рентгенографических изображений зависят от их резкости.
и контраст. Способность наблюдателя обнаружить дефект зависит от резкости его изображения и его контраста с
фон. Чтобы быть уверенным, что рентгеновское облучение дает приемлемые результаты, на деталь помещают датчик, известный как индикатор качества изображения (IQI), чтобы его изображение было воспроизведено на рентгенограмме.
IQls, используемые для определения качества рентгенографии, также называются пенетраметрами.Стандартный дырочный пенетраметр представляет собой прямоугольную металлическую деталь с тремя просверленными отверстиями заданного диаметра. Толщина куска металла — это процент от толщины исследуемого образца. Диаметр каждого отверстия разный и кратен толщине пенетраметра. Проволочные пенетраметры также широко используются, особенно за пределами США. Они состоят из нескольких отрезков проволоки разного диаметра. Чувствительность определяется наименьшим диаметром проволоки, который хорошо виден на рентгенограмме.
Пенетраметр не является индикатором или датчиком для измерения размера несплошности или минимального обнаруживаемого размера дефекта. Это
является показателем качества рентгенографической техники.
Рентгенографические изображения не всегда легко интерпретировать. Следы и полосы, дымки и пятна, вызванные обработкой пленки из-за ошибок проявки, могут затруднить выявление дефектов. Такие пленочные артефакты могут маскировать несплошности сварного шва.
Поверхностные дефекты будут видны на пленке и должны быть распознаны.Поскольку угол экспонирования также влияет на рентгенограмму, трудно или невозможно оценить угловые швы этим методом. Поскольку рентгенограмма сжимает все дефекты, которые возникают по всей толщине сварного шва, в одну плоскость, она имеет тенденцию создавать преувеличенное впечатление о дефектах рассеянного типа, таких как пористость или включения.
Рентгеновское изображение внутренней части сварного шва можно просматривать на флуоресцентном экране, а также на проявленной пленке.
Это позволяет осматривать детали быстрее и с меньшими затратами, но при этом сохраняется четкость изображения.
но разрешение изображения
Можно преодолеть многие недостатки рентгенографии, связав флуоресцентный экран с видеокамерой.Вместо того, чтобы ждать проявления пленки, можно просматривать изображения.
в настоящее время. Это может улучшить качество
и снизить затраты на производство
такие приложения, как сварка труб, где проблему можно быстро выявить и устранить.
Оцифровав изображение и загрузив его в компьютер, изображение можно улучшить и проанализировать до такой степени, которая раньше была невозможна. Можно наложить несколько изображений. Значения пикселей можно отрегулировать, чтобы изменить оттенки и контраст, чтобы выявить мелкие дефекты и неоднородности, которые не проявятся на пленке.Цвета могут быть назначены различным оттенкам серого, чтобы еще больше улучшить изображение и выделить недостатки. Процесс оцифровки изображения, снятого с флуоресцентного экрана, — когда компьютер обрабатывает изображения и передает его на монитор для просмотра — занимает всего несколько секунд. Однако из-за временной задержки мы больше не можем рассматривать это «реальное время». Это называется «радиоскопические снимки».
Существующие пленки можно оцифровать для достижения тех же результатов и улучшения процесса анализа.Еще одним преимуществом является возможность архивировать изображения на лазерных оптических дисках, которые занимают гораздо меньше места, чем хранилища старых пленок, и их гораздо легче вспомнить, когда это необходимо.
Таким образом, промышленная радиография — это метод контроля, использующий
Рентгеновские лучи и гамма-лучи как проникающая среда и уплотненная пленка как носитель записи для получения фотографической записи внутреннего качества. Обычно дефекты сварных швов состоят либо из пустот в самом металле шва, либо из включений, плотность которых отличается от окружающего металла шва.
Радиографическое оборудование производит радиацию, которая может быть вредной для тканей тела в чрезмерных количествах, поэтому следует строго соблюдать все меры безопасности. Для достижения удовлетворительных результатов необходимо тщательно соблюдать все инструкции. Только персонал, прошедший обучение по вопросам радиационной безопасности и квалифицированный как промышленный рентгенолог, должен иметь право проводить радиографические исследования.
Контроль магнитных частиц (MT)
| Рис. 3 — Применения для испытания магнитными частицами включают проверку кромок пластин перед сваркой, в процессе контроля каждого сварного прохода или слоя, оценку после сварки и ремонт. |
Магнитопорошковый контроль — это метод обнаружения и определения неоднородностей в магнитных материалах. Он отлично подходит для обнаружения поверхностных дефектов в сварных швах, включая неоднородности, которые слишком малы, чтобы их можно было увидеть невооруженным глазом, и те, которые находятся немного под поверхностью.
Этот метод может использоваться для проверки кромок листа перед сваркой, в процессе проверки каждого прохода или слоя сварного шва, оценки после сварки и для проверки ремонта — Рис.3.
Это хороший метод для обнаружения поверхностных трещин любого размера как в сварном шве, так и в прилегающем основном металле, подповерхностных трещинах, неполном сплавлении, подрезке и недостаточном проплавлении сварного шва, а также дефектов на отремонтированных краях основного металла. Хотя испытание с помощью магнитных частиц не должно заменять рентгенографию или ультразвуковое исследование для оценки геологической среды, оно может иметь преимущество перед их методами при обнаружении плотных трещин и неоднородностей поверхности.
При использовании этого метода зонды обычно размещаются с каждой стороны проверяемой области, и между ними пропускается большая сила тока через рабочее место.Магнитный поток создается под ночным углом к потоку тока — рис. 3. Когда эти силовые линии сталкиваются с разрывом, например, с продольной трещиной. они отклоняются и просачиваются через поверхность, создавая
магнитные полюса или точки притяжения. А
магнитный
присыпанный к поверхности порошок будет прилипать
к месту протечки цепче
чем где-либо еще, образуя
указание на разрыв.
Для проявления этого признака несплошность должна быть расположена под углом к магнитным силовым линиям.Таким образом, при продольном пропускании тока через заготовку будут видны только продольные дефекты. Укладываем заготовку
внутри катушки соленоида будут образовываться продольные силовые линии (рис. 3), которые заставят поперечные и угловые трещины стать видимыми при нанесении магнитного порошка.
Хотя метод магнитных частиц намного проще в использовании, чем радиографический контроль, он ограничен использованием ферромагнитных материалов и не может использоваться с аустенитными сталями. Соединение между основным металлом и металлом шва с разными магнитными характеристиками создаст магнитные неоднородности, которые могут быть ошибочно интерпретированы как ненадежные.С другой стороны, настоящий дефект может быть скрыт порошком, цепляющимся за безвредный магнитный дефект. Чувствительность уменьшается с увеличением размера дефекта, а также с круглыми формами, такими как газовые карманы. Он лучше всего подходит для удлиненных форм, таких как трещины, и ограничивается дефектами поверхности и некоторыми внутренними дефектами, в основном на более тонких материалах.
Поскольку поле должно быть искажено в достаточной степени, чтобы создать внешнюю утечку, необходимую для выявления дефектов, мелкие удлиненные неоднородности, такие как микротрещины, швы или включения, параллельные магнитному полю, не будут обнаружены.Они могут
развиваться путем изменения направления поля, и рекомендуется применять поле с двух направлений, предпочтительно под прямым углом друг к другу.
Магнитные порошки можно наносить сухим или влажным способом. Метод сухого порошка популярен для проверки тяжелых сварных деталей, тогда как мокрый метод часто используется для проверки компонентов самолетов. Сухой порошок равномерно посыпается по поверхности с помощью пистолета-распылителя, мешка для пыли или распылителя. Мелкодисперсные магнитные частицы имеют покрытие для увеличения их подвижности и доступны в сером, черном и красном цветах для улучшения видимости.При мокром методе очень мелкие красные или черные частицы взвешиваются в воде или легком нефтяном дистилляте. Его можно растекать или распылять, либо деталь можно окунуть в жидкость. Влажный метод более чувствителен, чем сухой метод, поскольку он позволяет использовать более мелкие частицы, которые могут обнаруживать очень мелкие дефекты. Флуоресцентные порошки могут использоваться для повышения чувствительности и особенно полезны для определения несплошностей в углах, шпоночных пазах, шлицах и глубоких отверстиях.
| «МТ может иметь преимущество через RT и UT при обнаружении плотные трещины и поверхность сбивает с толку.» |
Жидкий пенетрант
Инспекция (PT)
| Рис. 4 — Пенетрантный контроль красителя похож на проникающий контроль, за исключением того, что используются ярко окрашенные красители, видимые при обычном свете. |
Поверхностные трещины и проколы, которые не видны невооруженным глазом, могут быть обнаружены жидкостью.
пенетрантный контроль. Он широко используется для обнаружения утечек в сварных швах и может применяться с аустенитными сталями и цветными металлами, где магнитопорошковый контроль был бы бесполезен.
Жидкостный проникающий контроль часто называют продолжением метода визуального контроля. Многие стандарты, такие как Кодекс AWS D1.1, гласят, что «сварные швы, подлежащие испытанию на проникающую способность … должны оцениваться на основе требований к визуальному контролю».
Используются два типа проникающих жидкостей — флуоресцентные и видимые красители. При флуоресцентном проникающем контроле на поверхность исследуемой детали наносится сильно флуоресцентная жидкость с хорошими проникающими свойствами.Капиллярное действие втягивает жидкость в отверстия на поверхности, а затем удаляется излишек. «Проявитель» используется для нанесения пенетранта на поверхность, и полученная индикация просматривается в ультрафиолетовом (черном) свете. Высокий контраст между флуоресцентным материалом и объектом позволяет обнаруживать мельчайшие следы пенетранта, указывающие на дефекты поверхности.
Пенетрантная проверка красителя аналогична, за исключением того, что используются ярко окрашенные красители, видимые при обычном свете — рис. 4.Обычно с пенетрантами красителя используется белый проявитель, который создает резко контрастирующий фон с ярким цветом красителя. это обеспечивает большую портативность, устраняя необходимость в ультрафиолетовом свете.
Проверяемая деталь должна быть чистой и сухой, поскольку любые посторонние предметы могут закрыть трещины или отверстия и исключить проникновение пенетранта. Пенетранты можно наносить окунанием, распылением или кистью, но должно быть достаточно времени, чтобы жидкость полностью впиталась в неровности.Это может занять час или больше при очень сложной работе.
Жидкостный проникающий контроль широко используется для обнаружения утечек. Обычная процедура — нанести флуоресцентный материал на одну сторону сустава и подождать достаточное время для капиллярного действия.
чтобы занять место, а затем просмотрите другую сторону в ультрафиолетовом свете. В тонкостенных резервуарах этот метод позволяет выявить утечки, которые обычно не обнаруживаются обычным воздушным тестом с давлением 5-20 фунтов / дюйм 2 . Когда толщина стенки превышает 1/4 дюйма.однако чувствительность проверки на герметичность снижается.
Ультразвуковой контроль (UT)
| Рис. 5 — Ультразвуковой контроль обнаруживает неоднородности как на поверхности сварного шва, так и под ней. Компактное портативное оборудование упрощает использование в полевых условиях. |
Ультразвуковой контроль — это метод обнаружения неоднородностей путем направления высокочастотного звукового луча через опорную пластину и сварки по предсказуемой траектории.Когда путь звукового луча наталкивается на разрыв в непрерывности материала, часть звука отражается обратно. Звук собирает
прибор, усиленный и отображаемый в виде вертикального следа на видеоэкране — Рис.5.
Поверхностные и подповерхностные дефекты в металлах могут быть обнаружены, локализованы и измерены с помощью ультразвукового контроля, включая дефекты, слишком малые для обнаружения другими методами.
Ультразвуковой блок содержит кристалл кварца или другого пьезоэлектрического материала, заключенный в преобразователь или зонд.При приложении напряжения кристалл быстро вибрирует. Когда ультразвуковой преобразователь прижимается к проверяемому металлу, он передает механические колебания той же частоты, что и кристалл, через соединительный материал в основной металл и сварной шов. Эти колебательные волны распространяются через материал, пока не достигнут разрыв или изменение плотности. В этих точках часть вибрационной энергии отражается обратно. Поскольку ток, вызывающий вибрацию, отключается и включается с частотой 60-1000 раз в секунду, кристалл кварца периодически действует как приемник, улавливающий отраженные колебания.Они вызывают давление на кристалл и генерируют электрический ток. Подаваемый на видеоэкран, этот ток вызывает вертикальные отклонения на горизонтальной базовой линии. Полученный узор на лицевой стороне трубки представляет отраженный сигнал и неоднородность. Компактное портативное ультразвуковое оборудование доступно для полевого осмотра и обычно используется при мостовых и строительных работах.
Ультразвуковой контроль менее пригоден для определения пористости сварных швов, чем другие методы неразрушающего контроля, поскольку круглые газовые поры реагируют на ультразвуковые испытания как серию одноточечных отражателей.Это приводит к низкоамплитудным характеристикам, которые легко спутать с «шумом базовой линии», присущим параметрам тестирования. Однако это предпочтительный метод испытаний для обнаружения несплошностей и расслоений более простого типа.
Переносное ультразвуковое оборудование доступно с цифровым управлением и микропроцессорным управлением. Эти инструменты могут иметь встроенную память и обеспечивать распечатку бумажных копий или видеонаблюдение и запись. Они могут быть связаны с компьютерами, что позволяет проводить дальнейший анализ, документирование и архивирование, как и радиографические данные.Ультразвуковое исследование требует квалифицированной интерпретации высококвалифицированного и хорошо обученного персонала.
| Таблица 1 — Справочное руководство по основным методам неразрушающего контроля сварных швов | |||||
| Инспекция Метод | Необходимое оборудование | Включает Detectiort из | Преимущества | Ограничения | Замечания |
| Визуальный | Увеличительное стекло Калибр сварного шва Карманная линейка Прямая кромка Стандарты качества | Дефекты поверхности — трещины, пористость, незаполненные кратеры, включения шлака коробление, недосварка, переварка, плохо сформированные валики, перекосы, неправильная подгонка | Бюджетный. Может применяться во время работы, позволяя устранять неисправности. Указывает на неправильные процедуры. | Применимо только к дефектам поверхности. Не обеспечивает постоянной записи. | Всегда должен быть основным методом проверки, независимо от того, какие другие методы требуются. — единственный «продуктивный» вид обследования. Является необходимой функцией каждого, кто каким-либо образом участвует в сварке. |
| Рентгенографический | Коммерческие рентгеновские или гамма-приборы, специально предназначенные для контроля сварных швов, отливок и поковок. Пленочно-технологическое оборудование. Оборудование для рентгеноскопии. | Внутренние макроскопические дефекты — трещины, пористость, выбоины, неметаллические включения, неполное проникновение корней, подрезание, сосульки, прожоги. | Когда показания записаны на пленку, дает постоянную запись. При просмотре на рентгеноскопическом экране недорогой метод внутреннего осмотра. | Требуется умение выбирать углы экспонирования, работать с оборудованием и интерпретировать показания. Требуются меры безопасности. Обычно не подходит для контроля угловых сварных швов. | Рентгеновский контроль требуется по многим нормам и спецификациям. Пригоден для аттестации сварщиков и сварщиков. Из-за стоимости его использование должно быть ограничено теми областями, где другие методы не обеспечивают требуемой уверенности. |
| Магнитная Частица | Специальное торговое оборудование. Магнитные порошки — сухая или влажная форма; может быть флуоресцентным для просмотра в ультрафиолетовом свете. | Отлично подходит для обнаружения неровностей поверхности — , особенно поверхностных трещин. | Более простой в использовании, чем радиографический контроль. Позволяет контролировать чувствительность. Сравнительно недорогой метод. | Применимо только к ферромагнитным материалам. Требуется умение интерпретировать показания и распознавать нерелевантные шаблоны. Трудно использовать на неровных поверхностях. | Удлиненные дефекты, параллельные магнитному полю, могут не давать рисунка; по этой причине поле следует прикладывать с двух направлений под прямым углом или почти под прямым углом друг к другу. |
| Жидкость Пенетрант | Коммерческие наборы, содержащие флуоресцентные пенетранты или красители и проявители. Прикладное оборудование для разработчика. Источник ультрафиолетового излучения — при использовании флуоресцентного метода. | Трещины на поверхности, которые не видны невооруженным глазом. Отлично подходит для поиска утечек в сварных деталях. | Применимо к магнитным и немагнитным материалам. Легко использовать. Бюджетный. | Обнаруживаются только поверхностные дефекты. Не может эффективно использоваться на горячих сборках. | В тонкостенных сосудах выявляются утечки, которые обычно не обнаруживаются обычными воздушными испытаниями. несоответствующие условия поверхности (дым, шлак) могут давать неверные показания. |
| Ультразвуковой | Специальное торговое оборудование, эхо-импульсное или передающее. Стандартные эталонные шаблоны для интерпретации RF или видео шаблонов. | Поверхностные и подземные дефекты, в том числе слишком мелкие для обнаружения другими методами. Специально для обнаружения дефектов подповерхностного слоя. | Очень чувствительный. Позволяет зондировать суставы, недоступные для рентгенографии. | Требуется высокий уровень навыков интерпретации шаблонов эхо-импульса. Постоянную запись получить нелегко. | Эхо-импульсное оборудование широко используется для контроля сварных швов. Оборудование трансмиссионного типа упрощает интерпретацию образов, где это применимо. |
Выбор контроля качества
- Выбор процесса. Процесс должен соответствовать работе.
- Подготовка. Конфигурация стыка должна быть правильной и совместимой с процессом сварки.
- Процедуры. Процедуры должны быть подробно описаны и строго соблюдаться во время сварки.
- Предварительное тестирование. Полномасштабные макеты или смоделированные образцы должны использоваться, чтобы доказать, что процесс и процедуры обеспечивают желаемый стандарт качества.
- Персонал. К работе должны быть привлечены квалифицированные специалисты.
Хорошая программа проверки неразрушающего контроля должна учитывать ограничения, присущие каждому процессу.Например, и рентгенография, и ультразвук имеют разные факторы ориентации, которые могут определять выбор того, какой процесс использовать для конкретной работы. Их сильные и слабые стороны дополняют друг друга. В то время как рентгенография не может надежно обнаружить дефекты, похожие на ламинацию, ультразвук в этом намного лучше. С другой стороны, ультразвук плохо подходит для обнаружения рассеянной пористости, в то время как рентгенография очень хороша.
Какие бы методы контроля ни использовались, уделение внимания «пяти принципам» качества сварного шва поможет свести последующий контроль к рутинной проверке.Затем правильное использование методов неразрушающего контроля будет служить проверкой, чтобы поддерживать соответствие переменных и качество сварки в пределах стандартов.
| Пять П являются |
| Вверх |
Авторские права © NDT.net,
[email protected] 1 июня 1998 г.
/ DB: Article / DT: tutor / SO: AWS / AU: HAYES_CHARLES / CN: US / CT: NDT / CT: weld / ED: 1998-06
Контроль качества
Обеспечение соблюдения сварщиками определенных процедур — важный шаг в общей системе качества сварки.
Существует ряд причин для проверки сварного шва, самая важная из которых — определить, достаточно ли его качество для предполагаемого применения. Чтобы оценить качество сварного шва, необходимо иметь форму измерения для сравнения его характеристик и квалифицированного специалиста для выполнения оценки. Нецелесообразно оценивать качество без определенной формы
критерии приемки. Это также непрактично для человека, который не разбирается в необходимых процедурах для выполнения этой задачи.
Оценка характеристик сварного шва включает размер сварного шва и наличие несплошностей. Размер сварного шва может быть чрезвычайно важным, поскольку он часто напрямую зависит от прочности и связанных с этим характеристик. Сварные швы меньшего размера могут не выдерживать нагрузки, возникающие во время эксплуатации, а сварные швы большего размера могут создавать концентрацию напряжений или способствовать потенциальной деформации сварного шва.
сварная деталь.
Выявление несплошностей сварного шва также важно, потому что дефекты внутри сварного шва или рядом с ним, в зависимости от их размера или расположения, могут помешать сварному шву выполнять свои функции.Когда несплошности имеют недопустимый размер или находятся в неприемлемом месте, они называются дефектами сварки, и они могут вызвать преждевременное разрушение сварного шва из-за снижения прочности или создания напряжения.
концентрации в свариваемом элементе.
Определение качества сварного шва
Критерии приемки качества сварного шва могут быть получены из ряда источников. На чертеже или чертеже сварочного производства указаны размеры сварных швов и другие требования к размерам сварки, такие как длина и расположение.Эти требования к размерам устанавливаются путем расчетов конструкции или взяты из проверенных конструкций, которые соответствуют требованиям к характеристикам сварного соединения.
Количество допустимых и недопустимых несплошностей сварного шва для контроля сварки обычно получают из правил и стандартов по сварке. Сварочные нормы и стандарты были разработаны для многих типов сварочных работ. Важно выбрать стандарт сварки, предназначенный для использования в конкретной отрасли или области применения, в которой вы работаете.
Обязанности инспектора по сварке
Проверка сварки требует знания чертежей сварных швов, символов, конструкции стыков, процедур, норм и стандартов, а также методов проверки и испытаний. По этой причине многие правила и стандарты в области сварки требуют, чтобы инспектор по сварке имел официальную квалификацию или обладал необходимыми знаниями и опытом для проведения проверки.
Контроль сварных швов настолько хорош, насколько хорош человек, проводящий испытания. Вот несколько вещей, которые должен знать инспектор по сварке, и задачи, которые он должен уметь выполнять:
- Квалификация работы сварщика и процедуры сварки. Для аттестации сварщиков и процедур сварки необходимо соблюдать особые процедуры. Процесс аттестации является неотъемлемой частью общей системы качества сварки, и от инспектора сварки часто требуется координировать и проверять эти типы квалификационных испытаний.
Эти квалификации обычно включают изготовление сварных образцов, представляющих сварные швы, которые будут использоваться при производственной сварке. Эти сварные образцы обычно необходимо испытать после завершения. Рентгенография, микротравление, направляемые изгибы, поперечное растяжение и трещиноватость — вот некоторые из используемых тестов.Результаты испытаний должны соответствовать минимальным требованиям или превышать их.
оговаривается в правилах сварки или стандарте до того, как процедура может быть аттестована. - Визуальный осмотр. Это часто самый простой, наименее затратный и самый эффективный метод контроля сварки для многих приложений, если он выполняется правильно. Инспектор по сварке должен уметь идентифицировать все различные нарушения непрерывности сварки во время визуального осмотра. Он также должен уметь оценивать, с точки зрения соответствующих правил или стандартов сварки,
значимость выявленных разрывов для определения того, принимать или отклонять их во время тестирования и производства.Инспектор по сварке с хорошим зрением может быть сравнительно быстро обучен компетентным инструктором и может оказаться важным активом для системы качества сварки (хорошее зрение, очевидно, необходимо для визуального контроля).
- Обнаружение трещин на поверхности. Инспектор по сварке иногда требуется для проведения испытаний сварных швов методами обнаружения поверхностных трещин. Ему также, возможно, придется оценить результаты тестирования этих методов тестирования. Инспектор должен понимать методы тестирования, такие как проникающая жидкость и магнитопорошковый контроль.Кроме того, он должен знать, как используются тесты и что они будут
найти. - Радиографический и ультразвуковой контроль сварных швов. Эти два метода контроля входят в группу, известную как неразрушающий контроль (NDT). Эти методы контроля используются для проверки внутренней структуры сварного шва, чтобы установить целостность сварного шва без разрушения сварного компонента. От инспектора сварки может потребоваться понимание этого типа испытаний и компетентность в
интерпретация результатов.Радиографический и ультразвуковой контроль сварных швов — два наиболее распространенных метода неразрушающего контроля, используемых для обнаружения неоднородностей во внутренней структуре сварных швов. Очевидным преимуществом обоих методов является их способность помочь установить внутреннюю целостность сварного шва без разрушения сварного компонента.При радиографическом контроле используются рентгеновские лучи, произведенные рентгеновской трубкой, или гамма-лучи, произведенные радиоактивным изотопом. Основной принцип рентгенологического обследования такой же, как и для медицинской радиографии.Проникающее излучение проходит через твердый объект, в данном случае сварной шов, на фотопленку, в результате чего создается изображение внутренней структуры объекта. Количество энергии
поглощение объекта зависит от его толщины и плотности. Энергия, не поглощенная объектом, приведет к обнажению рентгеновской пленки. Когда пленка проявится, эти области будут темными. Области пленки, подвергшиеся воздействию меньшего количества энергии, остаются более светлыми.Дефекты внутри сварного шва или рядом с ним могут помешать сварному шву выполнять свои функции.
Следовательно, области сварного шва, толщина которых была изменена из-за неоднородностей, таких как пористость или трещины, будут отображаться на пленке в виде темных контуров. Включения низкой плотности, такие как шлак, будут отображаться как темные области на пленке, а включения высокой плотности, такие как вольфрам, появятся как светлые области. Все неоднородности обнаруживаются путем просмотра формы и изменения плотности
обработанная пленка.При ультразвуковом контроле используются механические колебания, аналогичные звуковым волнам, но более высокой частоты.Луч ультразвуковой энергии направляется в проверяемый сварной шов. Этот луч проходит через сварной шов с незначительными потерями, за исключением случаев, когда он перехватывается и отражается неоднородностью. Используется метод отражения ультразвукового контактного импульса. В этой системе используется датчик, который
превращает электрическую энергию в механическую. Преобразователь возбуждается высокочастотным напряжением, которое заставляет кристалл механически вибрировать. Кристаллический зонд становится источником ультразвуковой механической вибрации.Эти колебания передаются на испытательный образец через связующую жидкость, обычно масляную пленку, называемую связующим веществом. Когда импульс ультразвуковых волн попадает в неоднородность испытательного образца, он отражается обратно в исходную точку. Таким образом, энергия возвращается к преобразователю. Преобразователь теперь служит приемником отраженной энергии. Первоначальный сигнал или главный удар,
отраженные эхо-сигналы от неоднородностей и эхо-сигнал от задней поверхности испытательного образца отображаются в виде кривой на экране электронно-лучевого осциллографа. - Испытания разрушающих сварных швов. Разрушающие методы для проверки целостности или рабочих характеристик сварного шва включают разрезание, изгиб или разрыв сварного компонента, а также оценку различных механических или физических характеристик. Некоторые из этих испытаний — это испытание на управляемый изгиб, испытание на макротравление, испытание на растяжение с уменьшенным сечением, испытание на излом и испытание на удар по Шарпи с V-образным надрезом. Эти тесты используются
во время процедуры сварки или аттестационных испытаний сварщика.Инспектор по сварке часто требуется для проведения, контроля или оценки этих методов испытаний. - Интерпретация деталей сварки и обозначений сварных швов. Инспектор по сварке должен уметь читать инженерные и производственные чертежи и уметь интерпретировать все детали и символы, которые предоставляют информацию о требованиях к сварке.
Если взглянуть только на некоторые функции инспектора сварки, легко увидеть, что у инспектора сварки может быть много обязанностей.Эти обязанности обычно меняются от одной инженерной или производственной среды к другой. Однако основная задача инспектора по сварке — помогать координировать операции по контролю качества сварки в организации.
Одним из основных компонентов успешной системы контроля качества сварки является создание, внедрение и контроль правильной программы контроля качества сварки. Программа может быть создана только после завершения оценки требований к качеству сварного шва или критериев приемки, приобретения знаний о методах контроля и испытаний и использования должным образом квалифицированных и опытных сварщиков.
инспекторы.
Welding — SteelConstruction.info
Сварка — это основной вид деятельности на заводе-изготовителе, осуществляемый опытными квалифицированными специалистами, работающими в системе управления качеством сварки под контролем ответственного координатора по сварке. Он используется для подготовки стыков к подключению в магазине и на месте, а также для крепления других приспособлений и фурнитуры. На заводе-изготовителе для различных видов деятельности используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении.Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Welding
(Изображение любезно предоставлено William Haley Engineering Ltd.)
[вверх] Принципы дуговой сварки металлом
Терминология области сварного шва
Сварка — это сложное взаимодействие физических и химических наук. Правильное определение металлургических требований и разумное практическое применение являются предпосылкой для успешной сварки плавлением.
В процессе дуговой сварки металлическим электродом используется электрическая дуга для выработки тепла для плавления основного материала в соединении.Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, за счет покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.
В процессах с защитным газом от удаленного источника поступает газ, который подается на сварочную дугу через горелку или горелку.Газ окружает дугу и эффективно исключает атмосферу. Точный контроль необходим для поддержания подачи газа с соответствующей скоростью потока, так как слишком большое количество может вызвать турбулентность и всасывание воздуха, а может быть настолько же вредным, насколько и слишком маленьким.
В некоторых процессах используется флюс, который плавится в дуге для образования шлакового покрытия, которое, в свою очередь, покрывает сварочную ванну и защищает ее во время замерзания. Шлак также затвердевает и самораспускается или легко удаляется легким скалыванием. Действие плавления флюса также создает газовый экран для защиты.
По мере того, как сварка продолжается вдоль стыка, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Тепло от сварки вызывает металлургические изменения в основном материале, непосредственно примыкающем к границе или линии плавления. Эта область изменения известна как зона термического влияния (HAZ). Общая терминология, используемая в области сварного шва, проиллюстрирована справа вверху.
Сварочные операции требуют надлежащего технологического контроля со стороны компетентных сварщиков, чтобы гарантировать достижение проектных характеристик, минимизировать риск дефектных соединений, вызванных низким качеством сварки, и предотвратить образование склонных к образованию трещин микроструктур в ЗТВ.
[вверх] Типы сварных соединений
Большинство конструкционных сварных соединений выполняется на заводе-изготовителе и описывается как стыковые или угловые швы. Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.
[вверх] Стыковые сварные швы
Макрос клиновидного стыкового шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Стыковые сварные швы обычно представляют собой стыковые соединения катаных профилей или стыковые соединения листов на стенках и фланцах, чтобы приспособиться к изменению толщины или восполнить доступный материал по длине. Положения этих стыковых швов допускаются при проектировании, хотя ограничения доступности материалов или схема монтажа могут потребовать согласования различных или дополнительных сварных швов.Тройники, приваренные встык, могут потребоваться, если при поперечных соединениях возникают значительные нагрузки или усталость.
Стыковые швы — это сварные швы с полным или частичным проплавлением, выполняемые между материалами со скошенными или скошенными кромками. Стыковые швы с полным проплавлением предназначены для передачи всей прочности сечения. Как правило, эти соединения можно сваривать с одной стороны, но по мере увеличения толщины материала желательна сварка с обеих сторон, чтобы уравновесить эффекты деформации, с операцией обратной строжки и / или задней шлифовки в процессе для обеспечения целостности корень шва.Односторонние стыковые сварные швы с подкладными полосами из керамической или прочной стали обычно используются для соединения больших площадей пластин (например, стальных пластин настила) и там, где есть закрытые коробчатые секции, трубы или элементы жесткости, к которым можно получить доступ для сварки только с одного боковая сторона. Расчетная толщина горловины определяет глубину проплавления, необходимую для швов с частичным проплавлением. Обратите внимание, что соображения усталости могут ограничивать использование сварных швов с частичным проплавлением, особенно на мостах. Руководство по подготовке к сварке доступно в GN 5.01.
Следует приложить все усилия, чтобы избежать стыковой сварки приспособлений из-за затрат, связанных с подготовкой, временем сварки, более высоким уровнем квалификации сварщика и более строгими и трудоемкими требованиями к испытаниям. Кроме того, стыковые швы имеют тенденцию иметь большие объемы наплавленного металла шва; это увеличивает эффект усадки сварного шва и приводит к более высокому уровню остаточного напряжения в соединении. Чтобы уравновесить усадку и распределить остаточное напряжение, минимизируя таким образом деформацию, необходима тщательная последовательность сварочных операций.
Иногда бывает необходимо обработать стыковые сварные швы заподлицо по причинам усталости, или для улучшения дренажа стальных балок, устойчивых к атмосферным воздействиям, или для улучшения режима испытаний. Следует избегать зачистки заподлицо только по эстетическим соображениям, потому что трудно обработать поверхность так, чтобы она соответствовала смежной поверхности после прокатки, и результат часто более визуально заметен, чем исходный сварной шов. Кроме того, шлифовка представляет собой дополнительную опасность для здоровья и безопасности, которую следует избегать по мере возможности.Правка стыковых швов до гладкой поверхности обычно не требуется для строительных стальных конструкций, поскольку обычно они не подвержены усталости.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(изображения любезно предоставлены Mabey Bridge Ltd.)
[вверх] Угловые швы
Макрос однопроходного углового сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
В большинстве сварных соединений в зданиях и мостах используются угловые швы, обычно в форме тройника. Обычно они включают в себя концевую плиту, ребра жесткости, подшипники и соединения распорок с прокатными секциями или плоскими балками, а также соединения стенки с фланцами на самих пластинчатых балках. Их относительно просто подготовить, сварить и испытать в обычных конфигурациях, при этом главным соображением является сборка стыков.
В S275 полная прочность стали также развивается в угловых сварных швах и сварных швах с частичным проплавлением с вышележащими угловыми швами при условии, что такие сварные швы симметричны, выполнены с использованием правильных расходных материалов и сумма сварных швов равна толщине элемента, который сварные швы стыкуются.
Размеры сварных швов должны быть указаны на чертежах проекта вместе с любыми специальными требованиями классификации усталости. BS EN ISO 22553 [1] предписывает правила использования символов для детализации сварных соединений на чертежах.
Обращается внимание на тот факт, что в традиционной практике Великобритании для определения размера углового сварного шва обычно используется длина ветви, но это не универсально: в европейской практике используется толщина горловины и BS EN 1993-1-8 [2] дает требования относительно размера горла, а не длины ноги.Проектировщик должен следить за тем, чтобы было ясно, какой размер указан, и чтобы все стороны были осведомлены о том, что было указано.
[вверх] Процессы
Важными факторами, которые подрядчик по изготовлению металлоконструкций следует учитывать при выборе процесса сварки, являются способность выполнять проектные требования и, с точки зрения производительности, скорость наплавки, которая может быть достигнута, а также рабочий цикл или эффективность процесса. (Эффективность — это отношение фактического времени сварки или дуги к общему времени, в течение которого сварщик или оператор занят выполнением сварочной задачи.Общее время включает настройку оборудования, очистку и проверку выполненного шва.)
Ниже описаны четыре основных процесса сварки, которые регулярно используются при производстве стальных конструкций в Великобритании. Номера процессов определены в BS EN ISO 4063 [3] . Различные варианты этих процессов были разработаны для соответствия методикам и возможностям отдельных производителей, и другие процессы также имеют место для конкретных приложений, но выходят за рамки данной статьи.
[вверх] Металлоактивная газовая сварка (MAG), процесс 135
Сварка MAG
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда это называют полуавтоматической сваркой или сваркой CO 2 . Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки к «пистолету», который обычно удерживает и управляет оператором. Питание подается от источника выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.Дуга защищена защитным газом, который направляется в зону сварного шва через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Хорошая производительность наплавки и рабочий цикл можно ожидать от процесса, который также можно механизировать с помощью простых моторизованных тележек. Газовая защита может быть сдувана сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле сварного шва.Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия. Он также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
Металлоактивная газовая сварка (МАГ), процесс 135
Металлоактивная газовая сварка (MAG), процесс 135
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и MAG-сварка, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.Преимущество использования этих проволок заключается в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым уменьшая возможность дефектов плавления. Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
[вверх] Ручная дуговая сварка металлом (MMA), процесс 111
Этот процесс остается наиболее универсальным из всех сварочных процессов, но его использование в современной мастерской ограничено.Трансформаторы переменного тока, выпрямители постоянного тока или инверторы подают электроэнергию по кабелю на электрододержатель или клещи. Проволочный электрод с флюсовым покрытием (или «стержень») вставляется в держатель, и сварочная дуга возникает на кончике электрода, когда он ударяется о заготовку. На острие электрода плавится, образуя ванну расплава, которая сплавляется с основным материалом, образуя сварной шов. Флюс также плавится, образуя защитный шлак и создавая газовый экран, предотвращающий загрязнение сварочной ванны по мере ее затвердевания.Добавки флюса и сердечник электрода используются для влияния на химический состав и механические свойства сварного шва.
Обычно используются электроды с основным покрытием, контролируемым водородом. Эти электроды необходимо хранить и обращаться с ними в соответствии с рекомендациями производителя расходных материалов, чтобы сохранить их низкие водородные характеристики. Это достигается либо путем использования сушильных шкафов и подогреваемых колчанов для хранения и обработки продукта, либо путем покупки электродов в герметичных упаковках, специально разработанных для поддержания низкого уровня водорода.
Недостатками процесса являются относительно низкая скорость осаждения и высокий уровень отходов, связанных с непригодными для использования концевыми штырями электродов. Тем не менее, он остается основным процессом для сварки на стройплощадке и для труднодоступных мест, где громоздкое оборудование не подходит.
Ручная дуговая сварка металлом (MMA), процесс 111
Ручная дуговая сварка металлом (MMA), процесс 111
[вверх] Дуговая сварка под флюсом (SAW), процесс 121
Оперативная сварка под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Это, вероятно, наиболее широко используемый процесс для сварки угловых швов перемычки между стенкой и фланцем и стыковых сварных швов на линии толстой пластины для получения отрезков фланца и стенки. В процессе процесса непрерывный провод подается через контактный наконечник, где он обеспечивает электрический контакт с мощностью от выпрямителя, в зону сварки, где он изгибается и образует ванну расплава. Сварочная ванна заполняется флюсом, подаваемым из бункера. Флюс, непосредственно покрывающий расплавленную сварочную ванну, плавится, образуя шлак и защищая сварной шов во время затвердевания; излишки флюса собираются и повторно используются.По мере остывания шва шлак замерзает и отслаивается, оставляя высококачественные профильные швы.
Этот процесс по своей природе более безопасен, чем другие процессы, так как дуга полностью покрывается во время сварки, отсюда и термин дуга под флюсом. Это также означает, что требования к личной защите меньше. Высокая производительность наплавки — особенность процесса, поскольку он обычно механизируется на портальных установках, тракторах или другом специализированном оборудовании. Это позволяет контролировать параметры и дает рекомендации по точному размещению сварных швов.
Сварка под флюсом (SAW), процесс 121
Сварка под флюсом (SAW), процесс 121
[вверх] Приварка шпилек методом вытяжной дуги 783
Композитные мосты требуют приваривания соединителей со срезной шпилькой к верхнему фланцу пластинчатых или коробчатых балок и в других местах, где требуется композитное воздействие стали на бетон, например.грамм. на интегральных абатментах. В зданиях композитные балки требуют приваривания соединителей срезных шпилек к элементам либо непосредственно к верхнему фланцу, либо чаще через постоянный настил из оцинкованной стали на композитных полах, где верхний фланец балки остается неокрашенным.
Сварка шпильки на балке моста
(Изображение любезно предоставлено Mabey Bridge Ltd.)Сварка сквозных шпилек
(Изображение любезно предоставлено Structural Metal Decks Ltd.)
Метод приварки шпилек известен как процесс с натянутой дугой, и требуется специальное оборудование в виде мощного выпрямителя и специального пистолета. Шпильки загружаются в пистолет, и при электрическом контакте с изделием концевые дуги сгибаются и плавятся. Продолжительность дуги рассчитана так, чтобы между концом стержня и основным материалом установилось расплавленное состояние. В нужный момент пистолет погружает шпильку в сварочную ванну.Керамическая манжета окружает шпильку для защиты и поддержки сварочной ванны, стабилизации дуги и формовки смещенной сварочной ванны для формирования сварной манжеты. Когда сварной шов затвердевает, обойма отслаивается. У удовлетворительных сварных швов обычно есть ровная, яркая и чистая буртика, полностью охватывающая шпильку.
Приварка шпилек методом вытяжной дуги 783
[вверху] Спецификации процедуры сварки
Чертежи детализируют конструктивную форму, выбор материала и указывают сварные соединения.Подрядчик по изготовлению металлоконструкций выбирает методы сварки каждой конфигурации стыка, обеспечивающие требуемые характеристики. Прочность, вязкость разрушения, пластичность и усталость — важные металлургические и механические свойства, которые необходимо учитывать. Тип соединения, положение сварки, производительность и требования к ресурсам влияют на выбор подходящего процесса сварки.
Выбранный метод представлен в спецификации процедуры сварки (WPS), в которой подробно описывается информация, необходимая для инструктирования и руководства сварщиками, чтобы обеспечить повторяемость характеристик для каждой конфигурации соединения.Пример формата WPS показан в Приложении A стандарта BS EN ISO 15609-1 [4] . Подрядчики по изготовлению металлоконструкций могут иметь свой собственный корпоративный шаблон, но все они включают важную информацию, позволяющую передать сварщику надлежащие инструкции.
Необходимо подкрепить WPS свидетельством удовлетворительных испытаний процедуры в виде протокола аттестации процедуры сварки (WPQR), подготовленного в соответствии с BS EN ISO 15614-1 [5] . Введение этого стандарта гласит, что испытания процедуры сварки, проведенные в соответствии с прежними национальными стандартами и спецификациями, не аннулируются при условии их технической эквивалентности; Для этого могут потребоваться дополнительные тесты.Основные подрядчики по изготовлению металлоконструкций в Великобритании прошли предварительную квалификацию сварочных работ, позволяющих производить удовлетворительные сварные швы в большинстве конфигураций стыков, которые могут встретиться в сталелитейном строительстве и мостовой промышленности.
В случаях, когда данные предыдущих испытаний не имеют отношения к делу, необходимо провести испытание процедуры сварки, чтобы установить и подтвердить пригодность предлагаемого WPS.
Руководство по стандартным спецификациям процедуры сварки для стальных конструкций доступно в публикации BCSA No.58/18.
[вверх] Процедура испытаний
BS EN ISO 15614-1 [5] описывает условия для проведения испытаний процедуры сварки и пределы применимости в пределах квалификационных диапазонов, указанных в стандарте. Координатор сварки готовит предварительную спецификацию процедуры сварки (pWPS), которая является первоначальным предложением для проведения испытания процедуры. Для каждой конфигурации стыка, будь то стыковой или угловой шов, учитывается марка и толщина материала, а также ожидаемые допуски посадки, которые могут быть достигнуты на практике.Выбор процесса определяется методом сборки, положением сварки и тем, является ли механизация жизнеспособным предложением для повышения производительности и обеспечения постоянного качества сварки. Размеры подготовки швов зависят от выбора процесса, любых ограничений доступа и толщины материала.
Расходные материалы выбираются из соображений совместимости с марками материалов и достижения указанных механических свойств, в первую очередь с точки зрения прочности и ударной вязкости. Для сталей марки S355 и выше используются продукты с водородным контролем.
Риск водородного растрескивания, пластинчатого разрыва, растрескивания при затвердевании или любой другой потенциальной проблемы оценивается не только с целью проведения испытания, но и для предполагаемого применения процедуры сварки в проекте. Соответствующие меры, такие как предварительный или последующий нагрев, включены в pWPS.
Контроль искажений обеспечивается правильной последовательностью сварки. При необходимости вводятся обратная строжка и / или обратное шлифование для достижения целостности корневого шва.
Приведены диапазоны сварочного напряжения, тока и скорости для определения оптимальных условий сварки.
Допустимые диапазоны групп материалов, толщины и типа соединения в пределах спецификации тщательно рассматриваются, чтобы максимально использовать pWPS. Подготавливают испытательные пластины достаточного размера для извлечения образцов для механических испытаний, включая образцы для любых дополнительных испытаний, указанных или необходимых для повышения применимости процедуры.
Пластины и pWPS предъявляются сварщику; испытание проводится в присутствии экзаменатора (обычно из независимого экзаменационного органа), и ведется запись фактических параметров сварки вместе с любыми необходимыми изменениями процедуры.
Завершенные испытания передаются независимому эксперту для визуального осмотра и неразрушающего контроля в соответствии с таблицей 1 Стандарта. Удовлетворительные испытательные пластины затем отправляются на разрушающий контроль, опять же в соответствии с таблицей 1. Неразрушающие методы контроля, как правило, включают ультразвуковой контроль для объемного контроля и контроль магнитных частиц для выявления дефектов поверхности.
Пример испытательного образца процедуры сварки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Существует ряд дополнительных стандартов, детализирующих подготовку, обработку и испытания всех типов образцов для разрушающих испытаний. Обычно специализированные лаборатории организуют подготовку образцов для испытаний и проводят фактические механические испытания и составление отчетов. Типичные образцы для стыкового сварного шва пластины включают испытания на поперечное растяжение, испытания на поперечный изгиб, испытания на удар и образец для макроисследования, на котором проводится испытание на твердость.Для испытаний на удар минимальные требования к поглощению энергии и температура испытания обычно такие же, как и для основного материала в соединении. Целесообразно проверить все сварочные процедуры до предела возможного применения, чтобы избежать повторения подобных испытаний в будущем.
Завершенные результаты испытаний заносятся в протокол аттестации процедуры сварки (WPQR), утверждаемый экспертом. Типичный формат показан в Приложении B стандарта BS EN ISO 15614-1 [5] .
Существует дополнительное общее требование, касающееся испытаний процедуры сварки, согласно которому, если грунтовки для краски должны быть нанесены на работу до изготовления, они должны наноситься на образец материала, используемого для испытаний. На практике требуется тщательный контроль толщины краски, чтобы избежать дефектов сварки.
BS EN ISO 14555 [6] описывает метод испытаний для соединителей шпилек, приваренных дуговой сваркой. Стандарт включает требования к испытаниям, необходимым для подтверждения целостности сварных швов шпилек, а также устанавливает требования к производственным испытаниям для контроля приваривания шпилек в процессе.Допускается также квалификация, основанная на предыдущем опыте, и большинство подрядчиков по изготовлению стальных конструкций могут предоставить доказательства, подтверждающие это.
Дополнительное руководство по испытаниям процедуры сварки доступно в GN 4.02.
[вверх] Водородный крекинг
Растрескивание может привести к хрупкому разрушению соединения с потенциально катастрофическими результатами. Водородное (или холодное) растрескивание может происходить в области основного металла, прилегающей к границе плавления сварного шва, известной как зона термического влияния (HAZ).Разрушение металла сварного шва также может быть вызвано определенными условиями. Механизмы, вызывающие отказ, сложны и подробно описаны в специальных текстах.
Рекомендуемые методы предотвращения растрескивания водородом / HAZ описаны в BS EN 1011-2 [7] , приложение C. Эти методы определяют уровень предварительного нагрева для изменения скорости охлаждения, что дает время водороду для миграции на поверхность. и ускользнуть (особенно если поддерживается в виде пост-нагревания после завершения соединения) вместо того, чтобы застревать в жестких, напряженных зонах.Предварительный нагрев не препятствует образованию микроструктур, подверженных образованию трещин; он просто снижает один из факторов, водород, так что растрескивания не происходит. Предварительный нагрев также снижает термический шок.
Подставки для предварительного нагрева
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Одним из параметров, необходимых для расчета предварительного нагрева, является погонная энергия. Заметным изменением в стандарте является отказ от термина «энергия дуги» в пользу тепловложения для описания энергии, вводимой в сварной шов на единицу длины прогона.Расчет подводимого тепла основан на сварочном напряжении, токе и скорости движения и включает коэффициент термического КПД; формула подробно описана в BS EN 1011-1 [8] .
Высокая устойчивость и повышенные значения углеродного эквивалента, связанные с более толстыми листами и более высокими марками стали, могут потребовать более строгого контроля процедур. Опытные подрядчики по изготовлению металлоконструкций могут выполнить эту дополнительную операцию и соответственно учесть ее.
BS EN 1011-2 [7] подтверждает, что наиболее эффективной гарантией предотвращения водородного растрескивания является уменьшение поступления водорода в металл шва из сварочных материалов.Процессы с изначально низким водородным потенциалом эффективны как часть стратегии, так же как и принятие строгих процедур хранения и обращения с электродами с водородным контролем. Данные и рекомендации поставщиков расходных материалов служат руководством для обеспечения минимально возможных уровней водорода для типа продукта, выбранного в процедуре.
Дополнительные информативные приложения к BS EN 1011-2 [7] описывают влияние условий сварки на ударную вязкость и твердость в ЗТВ и дают полезные советы по предотвращению растрескивания при затвердевании и разрыва пластин.
Дополнительное руководство по крекингу водородом / HAZ доступно в GN 6.04.
[вверх] Квалификация сварщика
Квалифицированный сварщик
(Изображение предоставлено Mabey Bridge Ltd.)
BS EN 1090-2 [9] требует, чтобы сварщики имели квалификацию в соответствии с BS EN ISO 9606-1 [10] . Этот стандарт предписывает испытания для аттестации сварщиков в зависимости от процесса, расходных материалов, типа соединения, положения сварки и материала.Сварщики, прошедшие успешные испытания процедуры, автоматически получают одобрение в пределах квалификационных диапазонов, установленных стандартом. Сварщики должны быть аттестованы в соответствии с BS EN ISO 14732 [11] , когда сварка полностью механизирована или автоматизирована. В этом стандарте особое внимание уделяется проверке способности оператора настраивать и регулировать оборудование до и во время сварки.
Квалификация сварщика ограничена по времени и требует подтверждения действительности в зависимости от продолжительности работы, участия в работе соответствующего технического характера и удовлетворительной работы.Продление квалификации сварщика зависит от записанных подтверждающих свидетельств, демонстрирующих продолжающуюся удовлетворительную работу в пределах исходного диапазона испытаний, и доказательства должны включать либо объемные разрушающие испытания, либо разрушающие испытания. Успех всех сварочных операций зависит от персонала, имеющего соответствующую подготовку и регулярного контроля компетентности посредством инспекций и испытаний.
[вверх] Инспекция и испытания
BS EN 1090-2 [9] устанавливает объем проверки до, во время и после сварки и дает критерии приемки, связанные с классом исполнения.Большинство испытаний являются неразрушающими; Разрушающие испытания проводятся только на отводных плитах.
[вверх] Неразрушающий контроль
Магнитный контроль частиц (MPI) сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Неразрушающий контроль проводится в соответствии с принципами BS EN ISO 17635 [12] . Для стальных конструкций основными методами являются визуальный осмотр после сварки (см. GN 6.06), магнитопорошковый контроль (обычно сокращенно MPI или MT) для поверхностного контроля сварных швов (см. GN 6.02) и ультразвуковой контроль (UT) для подповерхностного контроля сварных швов (см. GN 6.03). Радиографические испытания также упоминаются в BS EN 1090-2 [9] . Радиография требует строгого контроля за здоровьем и безопасностью; это относительно медленно и требует специального оборудования. Использование этого метода в стальных конструкциях снизилось по сравнению с более безопасным и портативным оборудованием, используемым в UT.Безопасные запретные зоны требуются на работах и на месте во время проведения рентгенографии. Однако рентгенографию можно использовать для уточнения природы, размеров или степени множественных внутренних дефектов, обнаруженных ультразвуком.
Технические специалисты с признанной подготовкой и квалификацией в соответствии с BS EN ISO 9712 [13] требуются для всех методов неразрушающего контроля.
BS EN 1090-2 [9] требует, чтобы все сварные швы подвергались визуальному контролю по всей их длине.С практической точки зрения сварные швы следует визуально осматривать сразу после сварки, чтобы гарантировать своевременное устранение очевидных дефектов поверхности.
Дальнейшие требования к неразрушающему контролю основаны на эксплуатационных методах и требуют более строгого исследования первых пяти соединений новых технических требований к процедуре сварки, чтобы установить, что процедура способна производить сварные швы соответствующего качества при внедрении в производство. Затем указываются дополнительные неразрушающие испытания, основанные на типах соединений, а не на конкретных критических соединениях.Цель состоит в том, чтобы опробовать различные сварные швы в зависимости от типа соединения, марки материала, сварочного оборудования и работы сварщиков и, таким образом, поддерживать общий мониторинг производительности.
Если указано частичное или процентное обследование, руководство по выбору продолжительности испытания дано в BS EN ISO 17635 [12] ; при обнаружении недопустимых разрывов площадь исследования соответственно увеличивается.
BS EN 1090-2 [9] также включает в таблицу минимальное время выдержки перед дополнительным неразрушающим контролем в зависимости от размера сварного шва, подводимой теплоты и марки материала.
Признавая, что там, где требования к усталостной прочности более обременительны и требуется более строгий контроль, BS EN 1090-2 [9] действительно предусматривает спецификацию выполнения проекта для определения конкретных соединений для более высокого уровня проверки вместе с объемом и метод тестирования.
Для класса EXC3 критерием приемлемости дефектов сварного шва является уровень качества B стандарта BS EN ISO 5817 [14] . Там, где необходимо достичь повышенного уровня качества для удовлетворения конкретных требований к усталостной прочности, BS EN 1090-2 [9] дает дополнительные критерии приемлемости с точки зрения категории деталей в BS EN 1993-1-9 [15] для расположения сварного шва.
Как правило, дополнительные критерии приемки практически не достижимы при обычном производстве. Стандартные испытания процедуры сварки и квалификационные испытания сварщика не оцениваются по требованиям этого уровня. Если необходимо достичь такого уровня качества, требования должны быть сосредоточены на соответствующих деталях соединения, чтобы подрядчик имел возможность подготовить спецификации процедуры сварки, квалифицировать сварщиков и разработать соответствующие методы контроля и испытаний.
Неразрушающий контроль
[наверх] Разрушающий контроль
В стандарте BS EN 1090-2 [9] нет требований о проведении разрушающих испытаний поперечных соединений на растянутых фланцах. Тем не менее, объем для определения конкретных соединений для проверки позволит в спецификации проекта испытать, например, образцы от «стекающих» пластин, прикрепленных к встроенным стыковым сварным швам. Дополнительно производственные испытания могут быть указаны для: марок стали выше S460; угловые швы, в которых используются характеристики глубокого проплавления сварочного процесса; для мостовидных ортотропных настилов, где требуется макросъемка для проверки проплавления сварного шва; и на соединениях ребер жесткости с соединительными пластинами.
[вверх] Производственные испытания приварки шпилек
Испытание на изгиб приварной шпильки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Сварные шпильки для соединителей, работающих на сдвиг, исследуются и испытываются в соответствии с BS EN ISO 14555 [6] . В стандарте подчеркивается необходимость контроля процесса до, во время и после сварки. Предпроизводственные испытания используются для подтверждения процедуры сварки и, в зависимости от области применения, включают испытания на изгиб, испытания на растяжение, испытания на крутящий момент, макросъемку и радиографическое обследование.
Производственные испытания сварных швов также необходимы для приварки шпилек с дугой протяжки. Они должны выполняться производителем до начала сварочных работ на конструкции или группе аналогичных конструкций и / или после определенного количества сварных швов. Каждое испытание должно состоять как минимум из 10 сварных шпилек и быть испытано / оценено в соответствии с требованиями BS EN ISO 14555 [6] . Количество необходимых тестов должно быть указано в спецификации контракта.
[вверх] Качество сварки
Влияние дефектов на характеристики сварных соединений зависит от приложенной нагрузки и свойств материала.Эффект также может зависеть от точного расположения и ориентации дефекта, а также от таких факторов, как рабочая среда и температура. Основное влияние дефектов сварного шва на эксплуатационные характеристики стальных конструкций заключается в повышении риска разрушения из-за усталости или хрупкого разрушения.
Типы дефектов сварки можно разделить на одну из нескольких общих рубрик:
- Трещины.
- Плоские дефекты, кроме трещин, например непробиваемость, отсутствие плавления.
- Включения шлака.
- Пористость, поры.
- Поднутрения или дефекты профиля.
Трещины или плоские дефекты, проникающие через поверхность, потенциально являются наиболее серьезными. Включения вкрапленного шлака и пористость вряд ли станут причиной разрушения, если только они не будут чрезмерными. Подрезание обычно не является серьезной проблемой, если не существует значительных растягивающих напряжений поперек стыка.
Путем выбора класса исполнения в BS EN 1090-2 [9] устанавливаются критерии приемки, при превышении которых дефект считается дефектом.
Если дефекты обнаружены в результате осмотра и испытаний во время производства, вероятно, потребуется обработка после сварки (см. GN 5.02) или другие меры по исправлению положения, хотя во многих случаях конкретный дефект может быть оценен по концепции « пригодность для цели ». Такое принятие зависит от фактических уровней напряжения и значимости усталости на месте. Это вопрос для быстрой консультации между подрядчиком по изготовлению металлоконструкций и проектировщиком, поскольку, если это приемлемо, можно избежать дорогостоящего ремонта (и возможности появления дополнительных дефектов или деформации).
Руководство по контролю качества сварных швов и контролю сварных швов доступно в BCSA № 54/12 и GN 6.01.
[вверх] Список литературы
- ↑ BS EN ISO 22553: 2019, Сварка и родственные процессы. Символическое изображение на чертежах. Сварные соединения. BSI.
- ↑ BS EN 1993-1-8: 2005, Еврокод 3. Проектирование стальных конструкций. Дизайн стыков, BSI
- ↑ BS EN ISO 4063: 2010, Сварка и родственные процессы. Номенклатура процессов и ссылочные номера, BSI
- ↑ BS EN ISO 15609-1: 2019, Технические требования и квалификация процедур сварки металлических материалов.Спецификация процедуры сварки. Дуговая сварка, BSI
- ↑ 5,0 5,1 5,2 BS EN ISO 15614-1: 2017 + A1: 2019, Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов, BSI
- ↑ 6,0 6,1 6,2 BS EN ISO 14555: 2017, Сварка. Дуговая сварка металлических материалов, BSI
- ↑ 7.0 7,1 7,2 BS EN 1011-2: 2001, Сварка. Рекомендации по сварке металлических материалов. Дуговая сварка ферритных сталей, BSI
- ↑ BS EN 1011-1: 2009, Сварка. Рекомендации по сварке металлических материалов. Общее руководство по дуговой сварке, BSI
- ↑ 9,0 9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8 BS EN 1090-2: 2018, Изготовление металлоконструкций и алюминиевых конструкций.Технические требования к стальным конструкциям, BSI
- ↑ BS EN ISO 9606-1: 2017 Квалификационные испытания сварщиков. Сварка плавлением. Стали, BSI
- ↑ BS EN ISO 14732: 2013. Сварочный персонал. Квалификационные испытания сварщиков и наладчиков механизированной и автоматической сварки металлических материалов BSI
- ↑ 12,0 12,1 BS EN ISO 17635: 2016, Неразрушающий контроль сварных швов. Общие правила для металлических материалов, BSI
- ↑ BS EN ISO 9712: 2012.Неразрушающий контроль. Квалификация и сертификация персонала по неразрушающему контролю, BSI
- ↑ BS EN ISO 5817: 2014, Сварка. Соединения, сваренные плавлением из стали, никеля, титана и их сплавов (за исключением лучевой сварки). Уровни качества для выявления недостатков, BSI
- ↑ BS EN 1993-1-9: 2005, Еврокод 3. Проектирование стальных конструкций. Усталость, BSI
[вверх] Ресурсы
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация № 62/20), BCSA
- Спецификации типовых процедур сварки металлоконструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по изготовлению и сварке, 2020 г. (Публикация № 62/20), BCSA
- Руководство по контролю сварных швов металлоконструкций, 2012 г. (Публикация № 54/12), BCSA
- Хенди, К.Р.; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[вверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2011 г., глава 26 — Сварные швы и проектирование для сварки, Институт стальных конструкций.
[вверху] См. Также
.