Расчет шнека (развертка витка). Расчет в Excel.
Опубликовано 15 Дек 2018
Рубрика: Механика | 13 комментариев
Поверхность витков шнека изготовленных из листовых заготовок близка к поверхности прямого кольцевого геликоида (или, иначе – винтового коноида). Строго математически поверхность геликоида, не может быть развернута в плоскость. Это означает и обратное — …
…теоретически из плоской заготовки нельзя получить виток геликоида.
Но на практике все сплошь и рядом изготавливают рабочие поверхности шнеков из металлического листа! Листовая заготовка при деформации в виток подвергается не только изгибу, но и вытяжке и сжатию (формовке). При этом локально изменяется начальная толщина листа заготовки! Классическая теория поверхностей, конечно, не предполагает деформационного растяжения или сжатия объектов исследования.
Далее рассмотрен широко применяющийся на практике приближенный расчет развертки витка шнека в виде сектора концентрического кольца с простым выводом всех формул алгоритма. Быстро и удобно выполнить расчет шнека (точнее – развертки витка шнека) призвана помочь небольшая программа, реализованная в Excel.
Быстро и удобно выполнить расчет шнека (точнее – развертки витка шнека) призвана помочь небольшая программа, реализованная в Excel.
Расчет в Excel развертки витка шнека.
Рассмотрим виток шнека.
Длина наружной винтовой линии витка шнека по теореме Пифагора:
L=((π*D)2+t2)0,5 (1)
Аналогично длина внутренней винтовой линии витка шнека:
l=((π*d)2+t2)0,5 (2)
Высота витка шнека:
a=(D— d)/2 (3)
Перейдем к рассмотрению развертки витка шнека.
Три следующих формулы отражают зависимости между пространственным витком и плоской разверткой. (Углы в расчетах – в радианах!)
(Углы в расчетах – в радианах!)
Длина наружной дуги заготовки должна быть равна длине наружной винтовой линии витка:
L=α*D0/2 (4)
Длина внутренней дуги заготовки должна быть равна длине внутренней винтовой линии витка шнека:
l=α*d0/2 (5)
Ширина кольцевого сектора заготовки должна быть равна высоте витка шнека:
a=(D0— d0)/2 (6)
Вычтем уравнение (5) из выражения (4), заменим часть выражения зависимостью (6) и выразим угол кольцевого тела развертки:
L— l=α *(D0— d0)/2=α *a
α=(L— l)/a (7)
Зная угол α из выражений (4) и (5) находим диаметры развертки:
D0=2*L/α (8)
d0=2*l/α (9)
Угол выреза в развертке:
β=2*π— α (10)
Размер вырезов по наружному и внутреннему диаметрам развертки:
B= D0*sin (β/2) (11)
b= d0*sin(β/2) (12)
В заключение для справки вычислим массу заготовки витка шнека:
G=s*(π/4)*(D02— d02)/(2*π)*α*ρ (13)
На размещенном ниже скриншоте показан пример расчета в Excel, реализующего рассмотренный несложный алгоритм.
Замечания.
Напоминаю, что выполненный расчет витка шнека — приближенный! Попытки его улучшить чаще всего не имеют ни теоретического, ни практического смысла, так как точность поверхности витка зависит от способа его формообразования.
При необходимости получения высокой точности размеры развертки заготовки можно попытаться скорректировать для каждого конкретного случая индивидуально по результатам экспериментальных замеров. Иногда рационально ввести дополнительно механическую обработку диаметров на токарном станке после формовки и сварки.
Какова же точность развертки, полученной по представленной программе?
Виток винтового коноида с параметрами, заданными в качестве исходных данных (смотри скриншот выше), имеет массу 191 грамм по данным моделирования в одной из CAD-программ. Масса развертки витка по программе в Excel – почти 197 грамм. Разница — 3%. Развертка больше! Возможно, диаметры стоит уменьшить? Не стоит торопиться делать выводы. Если толщина листа в рассматриваемом примере будет меньше всего лишь на 0,05 мм, массы заготовки и теоретического витка станут равными.
По неподтвержденным данным размеры разверток, полученные по рассмотренным формулам, больше реально требуемых размеров на 1,4…1,8%.
Толщина листа заготовки витка шнека (s) и плотность материала (ρ) участвуют лишь в расчете массы (G), поэтому ввод этих значений в исходные данные при расчете только геометрических размеров развертки не является необходимым.
Прошу уважающих труд автора и желающих получать информацию о новых программах на сайте скачивать файл с программой расчетов после подписки на анонсы статей!
Ссылка на скачивание файла с программой расчета: raschet-razvertki-vitka-shneka-v-excel (xls 171KB).
P.S.
В CAD SolidWorks есть интересное приложение BLANKWORKS (www.intersed.kiev.ua/blankworks):
«BLANKWORKS рассчитывает точную форму заготовки для простых и сложных деталей. В отличие от большинства подобных систем, BLANKWORKS способен работать с деталями, изготавливаемыми частично штамповкой с объемной деформацией, а частично гибкой. Расчет заготовки занимает лишь несколько минут и дает результат, имеющий точность, достаточную для предварительной оценки технологичности, оценки расхода и оптимизации раскроя материала. BLANKWORKS отображает также эпюру степени утонения материала.»
Расчет заготовки занимает лишь несколько минут и дает результат, имеющий точность, достаточную для предварительной оценки технологичности, оценки расхода и оптимизации раскроя материала. BLANKWORKS отображает также эпюру степени утонения материала.»
Интересно было бы услышать отзывы пользователей этой системы и сравнить результаты расчетов и факты практики.
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
Расчет этикетировочного автомата — КиберПедия
Цель работы:
— практическое ознакомление с устройством, и принципом действия этикетировочного автомата модели ВЭМ;
— расчет технико-технологических параметров автомата
Содержание работы
1.Изучить устройство и принцип работы этикетировочного автомата
2. Выполнить расчет параметров автомата.
Общая часть
Этикетировочные автоматы классифицируются по характеру движения рабочих органов (периодического или непрерывного действия), по способу перемещения объектов (линейные или карусельные), по конструкции этикетопереносчика (рычажные или вакуумно-барабанные), по количеству и виду этикеток (с одной или несколькими этикетками).
Процесс нанесения этикеток на стеклянную тару состоит из следующих основных операций :
— вывод этикеток из магазина,
— транспортирование этикеток на этикеткопереносчик,
— нанесение штемпеля на этикетку,
— нанесение клея на этикетку,
— передача этикетки на тару,
— разглаживание этикетки на таре.
Этикетировочный автомат модели ВЭМ предназначен для наклеивания этикеток на цилиндрическую поверхность бутылок и стеклянных банок с одновременной проситановкой штемпеля на этикетках с датой и сменой выпуска продукта
На рис.1 приведен общий вид этикетировочного автомата.
Рис.1 Общий вид этикетировочного автомата модели ВЭМ
1 – пластинчатый транспортер. 2 – вакуум-барабан, 3 – станина, 4 – шнек, 5 – клеевая ванна, 6 – штемпельное устройство. 7 – магазин этикеток
Пластинчатый транспортер перемещает стеклянную тару по автомату и представляет собой устройство, выполненное в виде шнека и накатного транспортера, состоящего из приводного, натяжного и шести опорных роликов, соединенных пятью прорезиненными ремнями.
Шнек распределяет поступающие бутылки и выдает их к этикеткопереносчикам вакуум-барабана. Накатной транспортер приводит бутылку во вращение, чем обеспечивается разглаживание этикетки на бутылке. Для поджатия бутылок к этикеткопереносчику и накатному транспортеру служат подушки из мягкой резины.
Вакуум-барабан является основным рабочим органом и служит для переноса этикетки от магазина к бутылке и накатки ее на бутылку. Он вращается на вертикальной оси и снабжен золотниковым устройством, распределяющим отрицательное давление по этикеткопереносчикам, рабочая поверхность которого оклеена слоем резины и представляет собой часть цилиндра, на которой удерживается взятая из магазина этикетка. На поверхности этикеткопереносчика выполнены отверстия, через которые этикетки присасываются к рабочей поверхности.
Этикеточный механизм служит для помещения в нем запаса этикеток и передачи их на вакуум-барабан. Привод механизма содержит механизмы качания и поступательного движения этикетного магазина.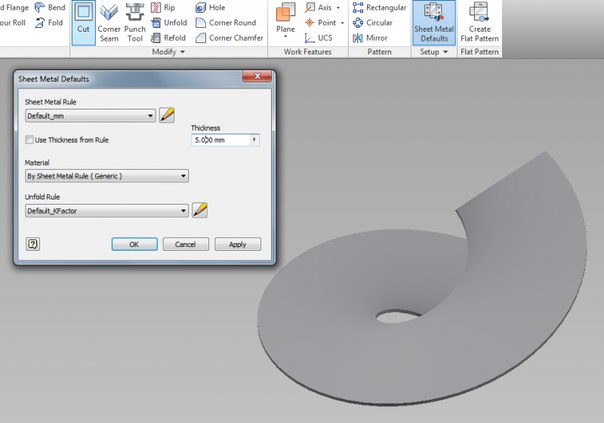 Сложное движение магазина обеспечивает передачу этикеток и блокировку – нет бутылки – нет этикетки.
Сложное движение магазина обеспечивает передачу этикеток и блокировку – нет бутылки – нет этикетки.
Бутылки, находящиеся на транспортере автомата, расставляются шнеком с определенным шагом и поступают по касательной к вакуум-барабану. Одновременно этикетный магазин при движении вперед и по направлению вращения вакуум-барабана нажимает роликом на клапан, соединяя отверстия присосов этикеткопереносчиков с вакуумом. В результате этикетка присасывается к этикеткопереносчику передним краем и при замедлении движения магазина в конце его рабочего хода извлекается.
Клеевая ванна служит для нанесения клея полосами на внутреннюю сторону этикетки при прохождении ее в зоне ванны. Привод ванны обеспечивает вращение клеевого и смазывающего роликов и качательное движение ванны, что обеспечивает блокировку — нет этикетки – нет клея.
Штемпельный механизм совершает качательное движение, позволяющее осуществить блокировку – нет этикеток – нет штемпеля. Последние две блокировки предупреждают намазывание клея и краски на поверхность этикеткопереносчика при отсутствии на нем этикетки.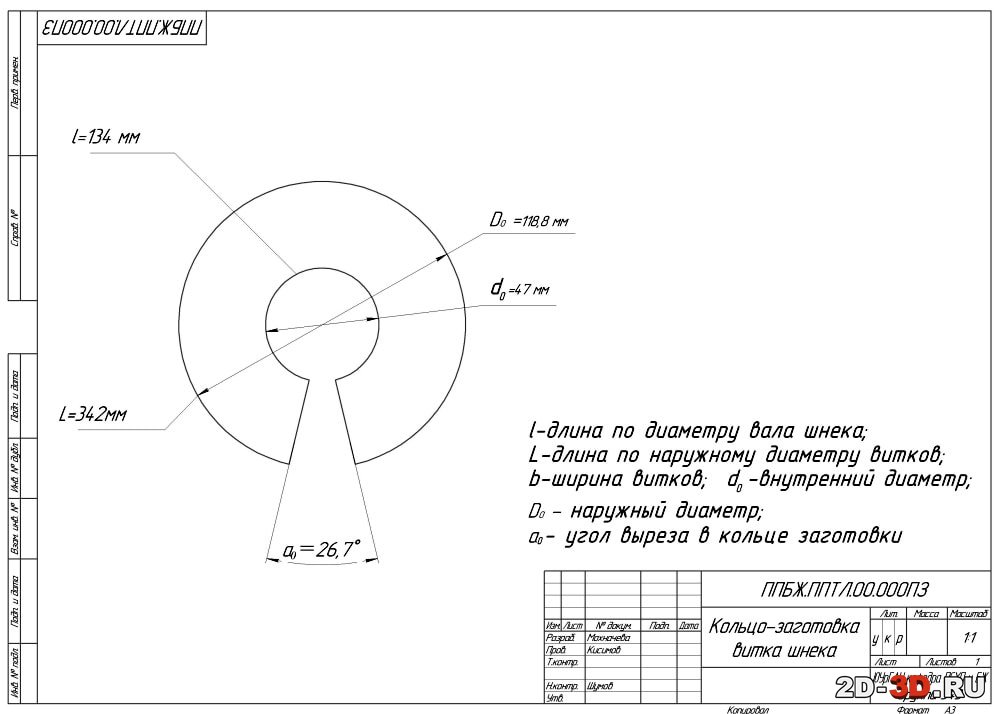
Частота вращения шнека, скорость движения транспортера и частота вращения вакуум-барабана обеспечивают синхронность движения этикетки и бутылки.
Внутри станины размещен привод механизмов автомата и вакуум-насос.
Задание
Изучить классификацию этикировочных автоматов, их конструкцию, и принцип работы, выполнить расчет автомата модели ВЭМ.
Исходные данные для расчета:
Р — производительность, бут,/ч;
ш – угловая скорость шнека, рад/c;
D3 – диаметр ведущего ролика, м;
Dбут – диаметр бутылки, м;
Dб– диаметр вакуумного барабана, м.
Методика расчета
Угловая скорость вращения вакуумного барабана , где — производительность, бут./ч; — количество сегментов этикеткопереносчиков.
Скорость перемещения бутылок шнеком , где — шаг шнека, равный диаметру бутылки, м.
Скорость движения пластинчатого транспортера, м/с, , где =1,2…1,3 – коэффициент, учитывающий проскальзывание бутылок.
Угловая скорость вращения ведущего ролика накатного транспортера определяется из условия равенства линейных скоростей накатного транспортера и качения бутылки по резиновой подушке.
, где — диаметр барабана и ведущего ролика.
Угловая скорость намазывающего ролика должна соответствовать угловой скорости вакуумного барабана для обеспечения оптимальных условий нанесения клея на этикетку. Угловая скорость вращения ролика , где м – диаметр намазывающего ролика.
Расчет энергии, потребляемой автоматом, сводится к определению затрат мощности, необходимой для привода всех механизмов :
— мощность, необходимая для привода механизмов качания этикеточных магазинов , где первое слагаемое – мощность для привода кулачковых механизмов, , здесь — усилие на ролике, м – расстояние от точки приложения силы до оси рычага, — угловая скорость вращения кулачка. Второе слагаемое – мощность на преодоление сил трения , где — коэффициент трения стали по бронзе, м – радиусы пальца, кулачка и ролика соответственно;
— мощность, расходуемая на перемещение магазинов, принимается равной кВт;
— мощность, необходимая для привода накатного транспортера .
, где — мощность на преодоление сопротивления сил упругости подушки бутылками, — усилие перемещения бутылки вдоль транспортера, Н; — усилие, с которым бутылка вдавливается в подушку; — коэффициент трения стекла по резине, — скорость движения пластинчатого транспортера, м/с; — число бутылок на транспортере; — длина транспортера, м; — шаг поступления бутылок на транспортер.
, где — коэффициент запаса, — скорость накатных ремней.
, где — окружная скорость ведущего ролика, м/с; — диаметр ведущего ролика, м;
— мощность для привода клеевой ванны .
, где — мощность для привода кулачка, кВт; — усилие на ролике, м – плечо силы относительно оси кулачка, — угловая скорость кулачка.
, где — потери мощности на трение в ролике; — коэффициент трения бронзы по стали, м – радиус пальца ролика; м – минимальный радиус кулачка; м – радиус ролика.
, где — сопротивление клея, м – радиус клеевого ролика; — угловая скорость ролика;
— мощность для привода вакуум-барабана , где — к.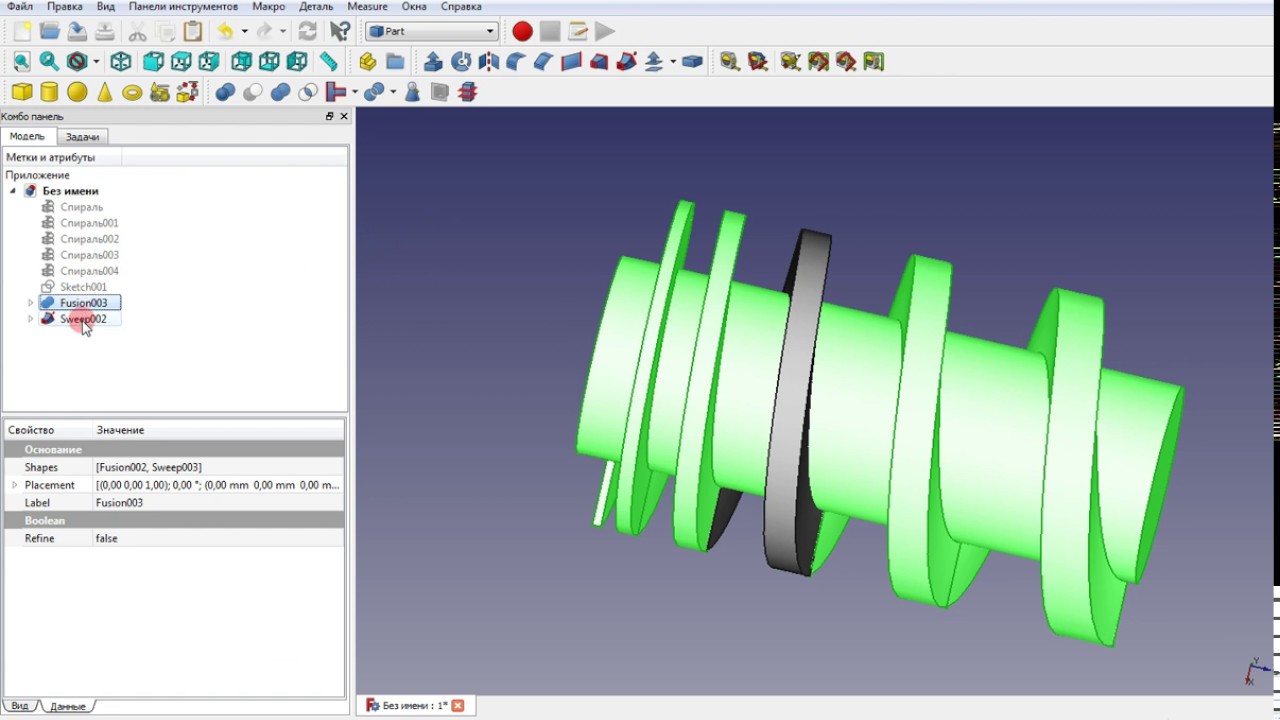 п.д. подшипника скольжения.
п.д. подшипника скольжения.
, где — мощность, расходуемая на преодоление трения в упорном подшипнике; — нагрузка на подшипники, — приведенный коэффициент трения скольжения; м – радиус диска золотникового устройства; — угловая скорость вращения вакуум-барабана.
, где — мощность, затрачиваемая на преодоление трения трубы о диск золотникового устройства; — коэффициент трения скольжения, м – наружный диаметр опорного кольца подшипника, м – внутренний диаметр опорного кольца подшипника.
, где — мощность, расходуемая на преодоление трения подвижного диска о неподвижный; м – наружный диаметр золотника; м – внутренний диаметр золотника;
— мощность для привода пластинчатого транспортера , где — окружное усилие на ведущей звездочке транспортера; — к.п.д. привода транспортера.
Варианты задания
| № варианта | Р, бут/ч | ш, рад/с | D3, м | Dбут, м | Dб, м |
| 0,5 | 0,065 | 0,064 | 0,36 | ||
0. 6 6
| 0,0667 | 0,089 | 0,37 | ||
| 0,7 | 0,068 | 0,093 | 0,38 | ||
| 0,8 | 0,07 | 0,095 | 0,39 | ||
| 0,9 | 0,071 | 0,11 | 0,4 | ||
| 0.7 | 0,068 | 0,11 | 0,41 | ||
| 0,8 | 0,07 | 0,089 | 0,42 |
Практическое занятие № 5
Шнековый транспортер, шнек, винтовой конвейер в трубе, изготовление шнеков
Винтовой конвейер (шнековый транспортер) в трубе
Винтовой конвейер, шнековый транспортёр, шнек — это устройство, относящееся к механизмам непрерывного транспортирования сыпучих, мелкокусковых, смесеобразных и порошкообразных материалов. Перемещение материалов осуществляется за счет вращения удлиненного ротора – шнекового винта – «шнека» в облегающем его корпусе. Исполнение шнекового винта может быть различным. Общее в исполнениях: перемещение материала происходит за счет расположения толкающих элементов по винтовой линии вдоль продольной оси вращающегося ротора. Толкающие элементы могут быть исполнены в виде жестко приваренных к центральной трубе ротора лопаток. Лопатки могут крепиться на осях с возможностью изменения угла атаки. Большое разнообразие исполнения транспортирующего ротора обуславливается разнообразием материалов и задач транспортирования. Наибольшее распространение получили винтовые конвейеры со шнеком, выполненным в виде полосы металла, навитой на центральную трубу по винтовой линии. Исполнение винтовой полосы также может быть различной. Она может быть навита из длинной узкой полосы листового металла, а может быть сварена из отдельных сегментов – растянутых кольцевых заготовок, называемых «перо» шнека. Винтовая полоса характеризуется следующими параметрами: толщина «пера», внутренний диаметр, наружный диаметр, шаг.
Перемещение материалов осуществляется за счет вращения удлиненного ротора – шнекового винта – «шнека» в облегающем его корпусе. Исполнение шнекового винта может быть различным. Общее в исполнениях: перемещение материала происходит за счет расположения толкающих элементов по винтовой линии вдоль продольной оси вращающегося ротора. Толкающие элементы могут быть исполнены в виде жестко приваренных к центральной трубе ротора лопаток. Лопатки могут крепиться на осях с возможностью изменения угла атаки. Большое разнообразие исполнения транспортирующего ротора обуславливается разнообразием материалов и задач транспортирования. Наибольшее распространение получили винтовые конвейеры со шнеком, выполненным в виде полосы металла, навитой на центральную трубу по винтовой линии. Исполнение винтовой полосы также может быть различной. Она может быть навита из длинной узкой полосы листового металла, а может быть сварена из отдельных сегментов – растянутых кольцевых заготовок, называемых «перо» шнека. Винтовая полоса характеризуется следующими параметрами: толщина «пера», внутренний диаметр, наружный диаметр, шаг. Эти параметры необходимы для расчета производительности винтового конвейера (шнекового транспортера) и мощности привода. Для расчета также необходимо знать насыпную плотность транспортируемого материала, угол наклона, коэффициент заполнения, длину и высоту транспортирования. На производственном предприятии ООО «Стаур» активно ведется изготовление шнековых транспортеров (винтовых конвейеров). Изготовление шнеков, винтовых транспортеров ведется на современном оборудовании, с использованием лазерной резки металла, что позволяет обеспечивать высокую точность изготовления. Мы производим: шнековый транспортер для опилок, шнековый конвейер для зерна, гибкий шнековый транспортер, шнековый транспортер для цемента, шнековые транспортеры навозоудаления, наклонный шнековый питатель, конвейер винтовой, шнек для транспортировки гипса, шнековый питатель для золоудаления, винтовой транспортер спиральный, винтовой конвейер для сыпучих продуктов, шнек для сахара, спиральный конвейер и прочие модификации.
Эти параметры необходимы для расчета производительности винтового конвейера (шнекового транспортера) и мощности привода. Для расчета также необходимо знать насыпную плотность транспортируемого материала, угол наклона, коэффициент заполнения, длину и высоту транспортирования. На производственном предприятии ООО «Стаур» активно ведется изготовление шнековых транспортеров (винтовых конвейеров). Изготовление шнеков, винтовых транспортеров ведется на современном оборудовании, с использованием лазерной резки металла, что позволяет обеспечивать высокую точность изготовления. Мы производим: шнековый транспортер для опилок, шнековый конвейер для зерна, гибкий шнековый транспортер, шнековый транспортер для цемента, шнековые транспортеры навозоудаления, наклонный шнековый питатель, конвейер винтовой, шнек для транспортировки гипса, шнековый питатель для золоудаления, винтовой транспортер спиральный, винтовой конвейер для сыпучих продуктов, шнек для сахара, спиральный конвейер и прочие модификации.
Основные преимущества, которыми обладает винтовой конвейер:
- Широкий спектр применения.
- Компактность.
- Герметичность конструкции (пыленепроницаемый корпус).
- Удобство в обслуживании.
- Подача материала под углом до 60 градусов.
Шнековый транспортер классифицируют по следующим параметрам:
- По диаметру.
- По наклону трубы.
- Количеству входных/выходных патрубков.
- По переменности (прогрессивности) шага винта.
- Исполнение из углеродистой или нержавеющей стали.
Для того, чтобы купить шнековый транспортер, необходимо отправить заявку нашим менеджерам (заполнить опросный лист, либо связаться с нами по телефону, эл.почте, форме обратной связи).
*Цена на шнековый конвейер формируется, исходя из нескольких параметров.
| Тип | Внутренний диаметр, мм | Производительность, м3/ч | Мощность, кВт | Длина | Угол наклона, град. | Цена |
| КВ-168 | 140 | до 19 | до 15 | под заказ | от 0 до 45 | Заявка |
| КВ-219 | 190 | до 60 | до 18 | под заказ | от 0 до 45 | Заявка |
| КВ-273 | 240 | до 75 | до 22 | под заказ | от 0 до 45 | Заявка |
| КВ-325 | 290 | до 110 | до 30 | под заказ | от 0 до 45 | Заявка |
Опросный лист
См. также: Винтовой конвейер в желобе / Запасные части для конвейера / Винтовой конвейер (шнековый транспортер)
также: Винтовой конвейер в желобе / Запасные части для конвейера / Винтовой конвейер (шнековый транспортер)
4.1.1. Расчет шнековых смесителей
= 0,12 кВт.
Таким образом |
|
|
|
| ||
Gб |
|
| 0,722 |
| 0,002 7800 9,81 = 373,7 Н. | |
= 3,14 2 |
|
| + 0,72 0,72 | |||
4 | ||||||
Отсюда |
|
|
|
| ||
|
|
|
|
| ||
N1 = (373,7 +848,7) 0,15 0,02 2,094 10−3 = 0,0077 кВт.
Мощность, необходимую для преодоления силы тяжести продукта при его подъеме в барабане до угла естественного откоса N2 (кВт), определяем по формуле (59), зная, что высота подъема продукта от горизонтального положения до угла естественного откоса h = 0,044 м, время подъема продукта на высоту h, t =0,31 с:
= 848,7 0,044 10−3 N2 0,31
Мощность N3 (кВт), необходимую для перемешивания продукта, определяем по формуле (60), зная расстояние от оси вращения до центра тяжести продукта Ro =0,2193 м:
N3 = 848,7 0,2193 2,094 10−3 = 0,39 кВт.
Мощность, необходимая для привода барабана N (кВт), определяется по формуле (57):
N = 0,0077 + 0,12 + 0,39 = 0,5177 кВт.
Для обеспечения вращения барабана смесителя с частотой n = 20 мин–1 разработаем кинематическую схему привода смесителя. Кинематическая схема представлена на рис.19. Крутящий момент от электродвигателя через ременную передачу передается на быстроходный вал редуктора, с тихоходного вала редуктора крутящий момент через муфту передается на вал барабана смесителя. Расчет кинематики привода проводим по методике, представленной в расчете шнекового смесителя.
Расчет кинематики привода проводим по методике, представленной в расчете шнекового смесителя.
В качестве электродвигателя применяем электродвигатель с частотой вращения nдв =1000 мин–1.
Тогда общее передаточное число привода i определяем по формуле
(79):
i = 100020 = 50 .
Для рассчитанного передаточного отношения необходимо установить редуктор и ременную передачу, которая позволит установить точную частоту вращения барабана смесителя.
Общее передаточное число i в нашем случае состоит из произведения передаточного числа редуктора i ред и передаточного числа ременной передачи i р.п и представлено выражением:
i = iред. iр.п
Верный расчёт: зерносушилки от компании «АгроДрай»
Зерносушилка AgroDry TKM33 Galvanized Series подготовлена для выставки «Золотая Нива-2021», которая пройдет в Усть-Лабинске с 25 по 28 мая
Как показывает статистика, только 4% потерь зерна связано с технологией уборочных работ, 1% – с транспортировкой, и до 74% потерь приходится на послеуборочный период обработки – переработку и хранение. От правильного выбора зерносушилки зависит дальнейшая сохранность не только зерна, но и вложенных в его выращивание средств, а значит, и вся прибыль агрария. Зерно необходимо не просто качественно высушить, но и сохранить все его органолептические свойства. Компания «АгроДрай» представляет на российском рынке зерносушилки крупнейшего турецкого завода уже на протяжении четырнадцати лет. О накопленном опыте, нюансах выбора и преимуществах зерносушилок ТКМ мы побеседовали с генеральным директором компании Владиславом Валерьевичем Ивановым.
Реклама
Мобильные зерносушилки
Основным продуктом компании являются мобильные зерносушилки, имеющие массу преимуществ. Во-первых, предприятие получает, пожалуй, самую важную для агрария независимость – от капризов природы. Сушку зерна можно осуществить в минимальные сроки и без потерь отправить на хранение.
Во-вторых, небольшие габариты и относительная простота настройки позволяют оперативно перемещать зерносушилку с одного места на другое. Это значит, что у фермера появляется возможность не ограничиваться выращиванием одной культуры, а разнообразить севооборот даже позднеспелыми сортами и гибридами, которые имеют высокую урожайность.
Ну и конечно, мобильные зерносушилки позволяют существенно сэкономить на услугах элеватора и транспортировке зерна.
— Исследование рынка мобильных сушилок показало, что наша компания сейчас занимает очень интересную нишу, – рассказывает Владислав Валерьевич. – У клиентов есть выбор: либо покупать дорогостоящее итальянское оборудование, гарантированно хорошего качества и действительно зарекомендовавшее себя отлично, но за очень большие деньги, т. к. оно заметно подорожало и стало для российского фермера почти недоступно и сопоставимо по цене со стационарными сушилками. Либо потратить совсем небольшие деньги на сушилки сомнительного качества, которые часто называются аналогами зарубежных агрегатов. К сожалению, опыт показывает, что они не стоят даже тех денег, которые за них хотят получить производители. И вот тут сушилки «АгроДрай» как раз находятся в полном балансе. С одной стороны, наши сушилки настолько же качественны и не уступают итальянским брендам, а с другой стороны – мы хоть и дороже российских производителей, но гораздо доступнее зарубежных.
Разницу в качестве оборудования определить легко. К примеру, у отечественных компаний зачастую можно встретить важные детали, сделанные из сегментов, например, центральный шнек. Но при таком методе производства сварные швы стираются очень быстро, ведь зерно имеет высокую образивность. За счет этого происходит травмирование зерна на всех участках центрального шнека, и он выполняет функцию дробилки, а в некоторых случаях в сегментном центральном шнеке происходит дисбаланс, и сушилка выходит из строя, требуя замены шнека. Встречаются образцы, шнек в которых изготавливают из цельнотянутой стали, то есть ее толщина почти никогда не превышает 3 мм, а значит деталь износится в первый же сезон ее эксплуатации. К тому же такие сушилки низкого качества травмируют зерно и, судя по отзывам эксплутировавших их аграриев, являются одноразовыми, не оправдывающими даже эти небольшие вложения.
– В качестве наших сушилок можно убедиться, посмотрев образцы, проданные еще в 2007‑2008 годах, – поясняет Владислав Валерьевич. – Каждый год через них проходило около 2‑3 тысяч тонн зерна, и до сих пор они бесперебойно работают со своими родными заводскими деталями. И это сравнение я привел касательно только одного узла сушилки. Таким образом можно разбирать электрику, электромоторы и другие компоненты мобильных сушилок в сравнении с разными производителями. Многие при выборе оборудования забывают важную в данном случае пословицу: скупой платит дважды. Сильная экономия на деталях, методах их производства и несоблюдение технологического процесса не способны дать хороший, качественный продукт. К сожалению, в России пока нет отработанной технологии производства шнеков. Во всем мире вот уже многие годы признанные лидеры по производству качественных шнеков – итальянцы. И наш завод, находящийся в Турции, заказывает шнеки именно в Италии. Потому что даже турецкие производители спиралей уступают по качеству итальянским.
Новинки компании 2021 года
Помимо мобильных сушилок, теперь компания «АгроДрай» предлагает своим клиентам и стационарные сушилки. К заказу доступны модульные сушилки колонкового и шахтного типов производительностью от 5 тонн до 200 тонн в час.
Зерносушилки колонкового типа представляют собой стационарные установки непрерывного действия, созданные для сушки широкого диапазона культур. В таких зерносушилках можно перерабатывать различные зерновые, бобовые, крупяные культуры, подсолнечник, кукурузу, а также все виды фуражного и семенного зерна с любой начальной влажностью.
Стационарные шахтные зерносушилки применяются при сушке злаковых культур, кукурузы, рапса, подсолнечника, а также семенного материала. Шахтная конструкция обеспечивает равномерное и плавное движение зерна. Благодаря этому сырье не застаивается и выходит качественно высушенным.
— По соотношению цена/качество мы также считаем наше предложение оптимальным на рынке, особенно если рассматривать сушилки колонкового типа, называемые еще в народе «американка», – заверяет генеральный директор компании «АгроДрай». – Также хотелось отметить, что с этого года наш завод стал производить сушилки с оцинкованной рамой и основанием бункера. Т. е. те элементы, которые раньше были окрашены, сейчас делаются из оцинковки. При этом оцинковка производится горячим способом гальванизации, когда готовые узлы закладывают в специальную гальваническую ванну. Завод по оцинковке также находится в Турции и работает на немецком оборудовании, по немецкой технологии. К слову, этот же завод произвел все элементы и конструкции для моста через пролив Босфор в Стамбуле. Поэтому качество продукции мы можем смело гарантировать не только на словах.
Новую сушилку с гальванизацией можно будет увидеть и оценить совсем скоро – на XXI Агропромышленной выставке-ярмарке «Золотая Нива» 25‑28 мая.
— Наш завод производит и реализует сушилки на более чем 60 стран мира, – поясняет Владислав Валерьевич. – Продажи оцинкованных сушилок уже начаты в другие страны, а для России это станет новинкой. Изменения обусловлены проведенными исследованиями, которые показали, что даже используемая ранее порошковая краска не позволяет давать гарантию 5 лет на наши сушилки. Окрашенные детали в агрессивной среде сушилки ржавеют быстрее, чем за 5 лет. Несмотря на современное высокотехнологичное оборудование, используемое при покраске, добиться необходимого качества было крайне сложно. Поэтому сейчас завод полностью перешел на метод гальванизации, который обеспечивает надежную защиту металла от стирания и коррозии. Имея многолетний опыт производства и отработанные технологии, основные инновации, производящиеся на заводе, теперь направлены не столько на улучшение качественных характеристик, нареканий по которым уже давно нет, но и на увеличение гарантийного срока. Мы работаем на репутацию, а не для красивого рекламного словца.
О высоком признании качества зерносушилок говорит и тот факт, что завод за прошлый год поставил три сушилки в Италию, которая является признанным мировым эталоном качественных мобильных зерносушилок, и еще пять сушилок во Францию. Такие достижения в непростой конкурентной борьбе позволяют с уверенностью заявлять, что покупка зерносушилки от компании «АгроДрай» – это верный расчет!
[email protected]
agrodry.ru
8 800 550 44 36
Реклама
геометрическими параметрами геометрические параметры — PDF Free Download
Терморегуляция процесса экструзии
Пожалуй, самая важная настройка экструзионного процесса для получения высококачественных пленок это создание оптимальных температурных полей в зонах контроля температуры материального цилиндра, разделенного
Подробнее
Л-1: ; Л-2: с
Лекция 8 Волновое движение Распространение колебаний в однородной упругой среде Продольные и поперечные волны Уравнение плоской гармонической бегущей волны смещение, скорость и относительная деформация
Подробнее
Практическое занятие июня 2017 г.
12 июня 2017 г. Совместный процесс конвекции и теплопроводности называется конвективным теплообменом. Естественная конвекция вызывается разностью удельных весов неравномерно нагретой среды, осуществляется
Подробнее
4. Экструзионное оборудование
. Экструзионное оборудование 5 На рис..7 приведена схема расположения и направления вращения четырехшнекового экструдера. При переработке на подобных экструдерах порошкообразных материалов можно получать
Подробнее
Производство пакетов
Введение CaCO в 3 полиэтиленовые пленки, полученные методом выдувания Производство пакетов Gil MORIERAS — MTP — June 2002 Размещено: www.pride-ug.ru Цель вести CaCO 3 в ПЭ пленку, полученную методом выдувания,
Подробнее
Е.В. Субботин, А.Г. Щербинин, Н.М. Труфанова
ли рассчитать параметры технологического режима формования электрической изоляции для рассматриваемой геометрии кабельной головки. С использованием описанной модели определены оптимальные параметры технологического
Подробнее
УДК МИНКИН В.А.
МИНКИН В.А. УДК 631.312 ПРОЧНОСТНЫЕ СВОЙСТВА ЭКСТРУДИРОВАННОГО КОРМА НА ОСНОВЕ СЫРОГО ЖОМА Аннотация. В статье представлены результаты экспериментальных исследований прочностных свойств экструдированного
Подробнее
Практическое занятие мая 2017 г.
4 мая 2017 г. Теплопроводность это процесс распространения теплоты между соприкасающимися телами или частями одного тела с различной температурой. Для осуществления теплопроводности необходимы два условия:
Подробнее
Практическое занятие 1 (2 часа)
Практическое занятие 1 (2 часа) Изображение, обозначение резьбы Вопросы, выносимые на занятие 1. Образование резьбы 2. Параметры, характеризующие резьбу 3. Стандартные резьбы. 4. Изображение резьбы на
Подробнее
Лекция Аэродинамические сопротивления
Лекция 17 Аэродинамика воздушного и газового потока. План: 17.1 Система газовоздушного тракта 17.2 Аэродинамические сопротивления 17.1 Система газовоздушного тракта Нормальная работа котла возможна при
Подробнее
Теоретические основы 6.0.
Теоретические основы 6.0. Осевое удлинение 6.1. Допустимая длина прямого участка 6.2. Термическое предварительное натяжение 6.3. Осевое удлинение 6.1. Как известно, при изменении температуры все материалы
Подробнее
Планетарная вальцевая технология ENTEX
Планетарная вальцевая технология ENTEX инновационные решения в применении технологии планетарного экструдера Докладчик: Сергей Посадский Моб. +79277815633 Интерпластика Казань 2016 Дата 08.09.2016 1 Профиль
Подробнее
18. Модель турбулентности Прандтля
Лекция 18 18.1 Гипотеза Буссинеска 18. Модель турбулентности Прандтля Гипотеза Буссинеска, основывающаяся на концепции вихревой вязкости, заключается в том, что тензор турбулентных напряжений (6.0) можно
Подробнее
440 Расчет на продавливание
44 Расчет на продавливание Программа предназначена для расчёта на продавливание плиты воспринимающей нагрузки от колонн прямоугольного или круглого сечения согласно следующим нормам: СНиП.3.-84* [] СП
Подробнее
Тема 5. Механические колебания и волны.
Тема 5. Механические колебания и волны. 5.1. Гармонические колебания и их характеристики Колебания процессы, отличающиеся той или иной степенью повторяемости. В зависимости от физической природы повторяющегося
Подробнее
Список чертежей
Настоящее изобретение относится к области полимеризации олефинов в реакторах со сдвоенным петлевым контуром. Полиэтилен высокой плотности (ПЭВП) впервые получили путем полиприсоединения, осуществляемого
Подробнее
RU (11) (51) МПК C03B 5/00 ( )
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (51) МПК C03B 5/00 (2006.01) 167 692 (13) U1 R U 1 6 7 6 9 2 U 1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (21)(22)
Подробнее
Воски БАСФ для переработки ПВХ
Воски БАСФ для переработки ПВХ Поливинилхлорид (ПВХ), как известно, это полимер, который практически невозможно перерабатывать без введения специальных модифицирующих добавок. Однако, уникальная способность
Подробнее
деталей из полимерных материалов.
Сварка деталей из полимерных материалов 18 1. Понятие, механизм и классификация сварки 2. Сварка нагретым газом 3. Сварка нагретым инструментом 4. Сварка закладным нагревательным инструментом 5. Ультрозвуковая
Подробнее
УДК 544.03 ВЛИЯНИЕ ФАЗОВЫХ СОСТОЯНИЙ МАРГАРИНОВ БРУСКОВОГО ТИПА НА ИХ РЕОЛОГИЧЕСКИЕ СВОЙСТВА Арет В.А., д.т.н., профессор; Николаев Б.Л., к.т.н., доцент; Николаев Л.К., д.т.н. профессор. Санкт-Петербургский
Подробнее
Явления переноса в газах.
Лекция 6 Лукьянов И.В. Явления переноса в газах. Содержание: 1. Длина свободного пробега молекул. 2. Распределение молекул по длинам свободного пробега. 3. Диффузия. 4. Вязкость газа (внутреннее трение).
Подробнее
(латинской буквой С с индексом внизу х). 24
ГЛАВА II АЭРОДИНАМИКА I. Аэродинамика аэростата Каждое тело, движущееся в воздухе, или неподвижное тело, на которое набегает воздушный поток, испы-. тывает со стороны воздуха или воздушного потока давление
Подробнее
Расчет конструктивных параметров измерительных средств определения потерь зерна за зерноуборочным комбайном Текст научной статьи по специальности «Механика и машиностроение»
DOI: https://doi.org/10.23670/IRJ.2017.57.076 Тронев С.В.
Кандидат технических наук, Волгоградский государственный аграрный университет РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ ОПРЕДЕЛЕНИЯ ПОТЕРЬ ЗЕРНА ЗА ЗЕРНОУБОРОЧНЫМ КОМБАЙНОМ
Аннотация
Разработан порядок расчета параметров контрольного участка при определении потерь зерна за жаткой и молотилкой, который учитывает конструктивные и кинематические параметры зерноуборочного комбайна. По результатам расчета были изготовлены измерительные средства в виде резиновых ковриков (форма № 1 с размерами 750x750x20 мм и форма № 2 — 750x100x20 мм). Применение резиновых ковриков формы № 1 и № 2 позволяет исключить систематическую ошибку измерения, вызванную субъективными факторами ручного сбора потерянного зерна с учетной рамки.
Ключевые слова: измерительные средства, потери зерна, зерноуборочный комбайн.
Tronev S.V.
PhD in Engineering, Volgograd state agrarian university CALCULATION OF CONSTRUCTIVE PARAMETERS OF MEASURING FACILITIES FOR DETERMINATION OF GRAIN LOSSES OF GRAIN HARVESTER
Abstract
The procedure for calculation of the control section parameters for determination of the grain losses behind the header and thresher has been developed; it takes into account the design and kinematic parameters of the harvester. According to the results of calculation, measuring means are made in the shape of rubber mats (shape No. 1 with dimensions of 750x750x20 mm and shape No. 2 — 750x100x20 mm). The use of rubber mats of shapes No. 1 and No. 2 makes it possible to exclude a systematic measurement error caused by subjective factors of manual collection of lost grain from the accounting frame.
Keywords: measuring means, grain losses, grain harvester.
Определение потерь зерна является сложно определяемым показателем качества функционирования зерноуборочного комбайна. В соответствии ГОСТом 28301-2015 [3] при полевых испытаниях рекомендовано использовать пробоотборники (одноленточный, многоленточный, прицепной рамочный, эластичный резиновый). В условиях эксплуатации при оперативном контроле применяют измерительные средства: комбайн-контролер [2], [4], щит с резино-тканевой лентой [1], кассета со сборниками [5], емкость с внутренней подвижной перегородкой [6], мерный стаканчик [16], [17], а также используют ручной сбор [15].
Измерительные средства определения потерь зерна за зерноуборочным комбайном можно разделить на две группы: первая используется для сплошного сбора и вторая — дискретного отбора.
В основном дискретный отбор используется для оперативного контроля, т.к. является менее трудоемким и не требует обработки большого объема выходного материала [12], [13]. Однако для получения истинного значения измеряемой величины необходимо устранить систематические ошибки, вызванные несовершенством измерительных устройств [11].
При многообразии измерительных средств дискретного отбора отсутствуют методики расчетов параметров пробоотборников. Поэтому необходимо разработать порядок расчета параметров контрольного участка для обоснования геометрических размеров измерительных средств оперативного контроля.
В соответствии ГОСТом 28301-2015 [3] ширина контрольного участка при определении потерь зерна за жаткой равна ширине захвата жатки, а за молотилкой — ширине укладки валка соломы или разбрасывания незерновой части урожая.
Для снижения трудоемкости и объема обрабатываемого выходного материала необходимо минимизировать площади контрольных участков при определении потерь зерна за жаткой S* и молотилкой S™ зерноуборочного комбайна. Поэтому S* и S™ рассчитываются по формуле:
8ж(мл) _т ж (мл) ож (мл)
— Lmin ‘ B , (1)
Ьж т мл
min и L min — соответственно минимальная длина контрольного участка при определении потерь зерна за
Т»> ж Т-) мл
молотилкой, м; B и B — соответственно ширина контрольного участка при определении потерь зерна за жаткой и молотилкой, м.
Минимальная длина контрольного участка при определении потерь зерна за жаткой L^ и молотилкой L™n равна
т ж(мл) __.
ПР , (5)
где кр — целое число периодов, выполненных режущим аппаратом; пр — частота колебаний сегментов режущего
-1
аппарата, мин ;
— периоду работы шнека
60-и
ж \ т.— к
Ьж. > к
min ш
Пш , (6) где кш — целое число периодов, выполненных шнеком жатки; пш — частота вращения шнека жатки, мин-1. С учетом наложения друг на друга контрольных участков при определении потерь зерна за рабочими органами жатки получим
ж 60-и„
Ьж
™ > к.
м
П м • 7 м
L- > к
min р
пр
т* ъ 60-и L • > к
_к_
min — А
ж
min
ш (7)
Для расчета минимальной длины контрольного участка при определении потерь зерна за жаткой Ь необходимо в выражение (7) подставить конструктивные и кинематические параметры жатки РСМ-081.27 c приводом «Шумахер» [5], которая используется зерноуборочными комбайнами РСМ-101 «Вектор — 410» и РСМ-142 «ACROS-530».in в зависимости от конструктивных и кинематических параметров мотовила (♦), шнека жатки (▲), режущего аппарата (•), а
также скорости движения зерноуборочного комбайна ик
Расчеты по выражению (7), представленные на рисунке 1, показали, что при скорости движения зерноуборочных комбайнов ик до 5 км/ч минимальная длина контрольного участка при определении потерь зерна должна быть не
меньше 0,5 м, а при ик = 5.. .8 км/ч > 0,75 м.
Потери зерна за молотилкой обусловлены некачественной работой молотильного аппарата, соломотряса, верхнего решета, удлинителя, нижнего решета и устройства домолачивающего при работе зерноуборочного комбайна на прямом комбайнировании [10].
Так как данные рабочие органы расположены внутри молотилки, то минимальная длина контрольного участка
Щ зависит от суммарных колебаний подачи хлебной массы, вызванных периодическими воздействиями рабочих органов молотилки.
min — с
2с ■ Пс , (8)
где кс — целое число циклов, выполненных соломотрясом; zG — число клавиш соломотряса, шт.; n<. — частота вращения приводного вала соломотряса, мин-1.
— периоду работы очистки
тмл . 60 ■и,,
L ■ > к
оч
П оч , (9)
где коч — целое число циклов, выполненных очисткой; ПдЧ — частота вращения вала привода очистки, мин-1. С учетом наложения друг на друга контрольных участков при определении потерь зерна за рабочими органами молотилки получим
Ь™ > к ^
Ь™ > к
Ш1П ~
Ъ • П
с с
60-и„
П
(10)
тг „ т мл
Для расчета минимальнои длины контрольного участка при определении потерь зерна за молотилкои Ьт;п необходимо в выражение (10) подставить конструктивные и кинематические параметры молотилок зерноуборочных комбайнов РСМ-101 «Вектор — 410» [6] и РСМ-142 «АСК08-530» [7]. При этом скорость движения зерноуборочного
комбайна необходимо перевести из м/с в км/ч. Результаты расчета представим в форме графика (рисунок 2 и 3).
Рис. 2 — Расчет минимальной длина контрольного участка при определении потерь зерна за молотилкой Ь зерноуборочного комбайна РСМ-101 «Вектор — 410 в зависимости от конструктивных и кинематических параметров соломотряса (▲), очистки (•), а также рабочей скорости движения ик
<
1,0 0,9 0,8 0,7
Рис. 3 — Расчет минимальной длина контрольного участка при определении потерь зерна за молотилкой Ь™.
зерноуборочного комбайна РСМ-142 «АСК08-530» в зависимости от конструктивных и кинематических параметров соломотряса (—), очистки (х), а также рабочей скорости движения ик
Расчеты по выражению (10), представленные на рисунках 2 и 3, показали, что при скорости движения зерноуборочных комбайнов РСМ-101 «Вектор — 410» и РСМ-142 «АСЯ08-530» ик до 5 км/ч минимальная длина
контрольного участка при определении потерь зерна за молотилкой Ь™п должна быть не меньше 0,35 м, а при ик = 5…8 км/ч Ьж;п > 0,55 м.
В соответствии с расчетом минимальной длина контрольного участка при определении потерь зерна за жаткой и молотилкой зерноуборочного комбайна были изготовлены резиновые коврики формы № 1 с размерами 750x750x20 мм (рисунок 4) и формы № 2 с размерами 750x100x20 мм (рисунок 5).
Рис. 4 — Резиновый коврик формы № 1 с размерами 750x750x20 мм
Рис. 5 — Резиновый коврик формы № 2 с размерами 750x100x20 мм
При одинаковой продолжительности операций расчетное значение математического ожидания суммарных потерь зерна за зерноуборочным комбайном, полученное с использованием резиновых ковриков формы №1 и №2, выше 0,2.. .0,3 % по сравнению с математическим ожиданием ручного сбора с учетной рамки.
Применение резиновых ковриков формы №1 и №2 исключает систематическую ошибку измерения, вызванную субъективными факторами ручного сбора потерянного зерна с учетной рамки. Так как зерно и колос в процессе движения работающей машины просыпается на поверхность поля, проникает в расщелины почвы, а также оставшаяся стерня затрудняет подсчет потерь.
Список литературы / References
1. А. с. 843839 СССР, МКИ A01D 75/00. Устройство для определения потерь за зерноуборочным комбайном/ Ф.М. Скачков. — № 2857504/30-15; заявл. 25.12.79; опубл. 07.07.81, Бюл. № 25.
2. Васильев, Д.И. Оперативный контроль потерь зерна за комбайнами/ Д.И. Васильев// Технологии и комплексы машин для уборки зерновых культур и семенников трав в Сибири. — Новосибирск, 1989. — С. 34-38.
3. ГОСТ 28301-2015 Комбайны зерноуборочные. Методы испытаний/ Новокубанский филиал ФГБНУ «Росинфорагротех» (КубНИИТиМ). — М.: Стандартинформ, 2016. — 33 с.
4. Ерохин, Г.Н. Оценка методов определения потерь зерна за молотилкой зерноуборочных комбайнов в условиях реальной эксплуатации/ Г.Н. Ерохин, В.А. Саяпин, В.Н. Жданов// Механизация и автоматизация технологических процессов в агропромышленном комплексе. Ч. 4. — М, 1989. — С. 58.
5. Жатка РСМ-081.27. Руководство по эксплуатации. Версия 5 / ООО «КЗ «Ростсельмаш» — г. Ростов-на-Дону: ООО «КЗ «Ростсельмаш». — 75 с.
6. Комбайн зерноуборочный самоходный РСМ-101 «Вектор». Инструкция по эксплуатации и техническому обслуживанию. Версия 8 / ООО «КЗ «Ростсельмаш» — г. Ростов-на-Дону: ООО «КЗ «Ростсельмаш». — 450 с.
7. Комбайн зерноуборочный самоходный РСМ-142 «ACROS». Инструкция по эксплуатации и техническому обслуживанию. Версия 10/ ООО «КЗ «Ростсельмаш» — г. Ростов-на-Дону: ООО «КЗ «Ростсельмаш». — 528 с.
8. Пат. 2125786 РФ, МПК A01D 75/00. Устройство для отбора проб соломы и половы зерноуборочных комбайнов/ В.Ф. Шолохов, Ф.В. Ковлягин, Н.Д. Антипец, Н.А. Записоцкий; опубл. 10.02.1999. Бюл. № 4. — 6 с.
9. Пат. 2137346 РФ, МПК A01D 75/00. Устройство для определения потерь зерноуборочного комбайна/ Ю.Д. Ахламов, Г.А. Гоголев, С.А. Отрошко, Н.И. Переправо, А.В. Шевцов; опубл. 20.09.1999. Бюл. № 26. — 5 с.
10. Руденко, Н.Е. Технологические возможности комбайнов «Дон-1500»: учебное пособие / Н.Е. Руденко, В.Г. Захарченко, С.А. Овсянников; под ред. Н.Е. Руденко. — Ставрополь: АГРУС, 2006. — 72 с.
11. Румшинский, Л.З. Математическая обработка результатов эксперимента. — М.: «Наука», 1971. — 192 с.
12. Ряднов, А. И. Метод оценки качества работы зерноуборочных комбайнов / А. И. Ряднов, С. В. Тронев, И. П. Скворцов // Аграрная наука — основа успешного развития АПК и сохранения экосистем. Материалы Международной научно-практической конференции 31января-2 февраля 2012 г., г. Волгоград. — 2012. — Т. 3. — С. 205-208.
13. Ряднов, А. И. Теоретическое обоснование нового способа оценки качества работы зерноуборочного комбайна / А. И. Ряднов, С. В. Тронев, И. П. Скворцов // Стратегическое развитие АПК и сельских территорий РФ в современных международных условиях: материалы Международной научно-практической конференции, посвященной 70-летию Победы в Великой Отечественной войне 1941-1945 гг., 03-05 февраля 2015 года. — Волгоград. — Том 2. — С. 41-44.
14. Серый, Г.Ф. Зерноуборочные комбайны/ Г.Ф. Серый, Н.И. Косилов, Ю.Н. Ярмашев, А.И. Русанов. — М.: Агропромиздат, 1986. — 248 с.
15. Табашников, А.Т. Оптимизация уборки зерновых и кормовых культур. — М.: Агропромиздат, 1985. — 159 с.
16. Fechner, W. Ökonomische Bewertung von Kornverlusten/ W. Fechner, Z. Al-Ibrahim// Neue Landwirtsch., 1999; no. 6. — P. 74-77.
17. Fechner, W. Kornverluste einfacher bestimmen/ W. Fechner, Z. Al-Ibrahim// Neue Landwirtsch., 1998; no. 12. — P. 79-81.
Список литературы на английском языке / References in English
1. Skachkov F.M. Ustrojstvo dlja opredelenija poter’ za zernouborochnym kombajnom [The device for determining the loss of the combine harvester] A. s. 843839 SSSR, IPC A01D 75/00. Publ. 07.07.81, Bul. №25. — 3 р. [in Russian]
2. Vasil’ev D.I. Operativnyj kontrol’ poter’ zerna za kombajnami [Operational control of losses for grain harvesters]/ D.I. Vasil’ev// Tehnologii i kompleksy mashin dlja uborki zernovyh kul’tur i semennikov trav v Sibiri. Novosibirsk, 1989 [Technologies and machines complexes for harvesting crops and grass seeds in Siberia]. — Р. 34-38. [in Russian]
3. GOST 28301-2015 Kombajny zernouborochnye. Metody ispytanij [Grain-harvesting combines. Test methods]/ Novokubanskij filial FGBNU «Rosinforagroteh» (KubNIITiM). — M.: Standartinform, 2016. — 33 р. [in Russian]
4. Erohin, G.N. Ocenka metodov opredelenija poter’ zerna za molotilkoj zernouborochnyh kombajnov v uslovijah real’noj jekspluatacii [Evaluation of methods for determining grain loss of the thresher combine harvester in a real operation]/ G.N. Erohin, V.A. Sajapin, V.N. Zhdanov// Mehanizacija i avtomatizacija tehnologicheskih processov v agropromyshlennom
komplekse. Ch. 4. M, 1989 [Mechanization and automation of technological processes in the agricultural sector. Vol. 4]. — P. 58. [in Russian]
5. Zhatka RSM-081.27. Rukovodstvo po jekspluatacii. Versija 5 [Maize PCM 081.27. Manual. Version 5]/ OOO «KZ «Rostsel’mash» — g. Rostov-na-Donu: OOO «KZ «Rostsel’mash». — 75 p. [in Russian]
6. Kombajn zernouborochnyj samohodnyj RSM-101 «Vektor». Instrukcija po jekspluatacii i tehnicheskomu obsluzhivaniju. Versija 8 [Self-propelled harvester RSM-101 «Vector». Instructions for use and maintenance. Version 8]/ OOO «KZ «Rostsel’mash» — g. Rostov-na-Donu: OOO «KZ «Rostsel’mash». — 450 p. [in Russian]
7. Kombajn zernouborochnyj samohodnyj RSM-142 «ACROS». Instrukcija po jekspluatacii i tehnicheskomu obsluzhivaniju. Versija 10 [Self-propelled harvester RSM-142 «ACROS». Instructions for use and maintenance. Version 10]/ OOO «KZ «Rostsel’mash» — g. Rostov-na-Donu: OOO «KZ «Rostsel’mash». — 528 p. [in Russian]
8. Sholohov V.F., Kovljagin F.V., Antipec N.D., Zapisockij N.A. Ustrojstvo dlja otbora prob solomy i polovy zernouborochnyh kombajnov [Device for the selection of samples of straw and chaff combine harvesters]. Pat. Rus. Fed. № 2125786. IPC A01D 75/00. Publ. 10.02.1999, Bul. № 4. — 6 p. [in Russian]
9. Ahlamov Ju.D., Gogolev G.A., Otroshko S.A., Perepravo N.I., Shevcov A.V. Ustrojstvo dlja opredelenija poter’ zernouborochnogo kombajna [Apparatus for determining the loss Harvester]. Pat. Rus. Fed. № 2137346 RF, IPC A01D 75/00. Publ. 20.09.1999, Bul. № 26. — 5 p. [in Russian]
10. Rudenko N.E. Tehnologicheskie vozmozhnosti kombajnov «Don-1500»: uchebnoe posobie [Technological capabilities combine harvesters «Don-1500»: a training manual]/ N.E. Rudenko, V.G. Zaharchenko, S.A. Ovsjannikov; pod red. N.E. Rudenko. — Stavropol’: AGRUS, 2006. — 72 p. [in Russian]
11. Rumshinskij L.Z. Matematicheskaja obrabotka rezul’tatov jeksperimenta [The mathematical processing of the experimental results]. — M.: «Nauka», 1971. — 192 p. [in Russian]
12. Rjadnov, A. I. Metod ocenki kachestva raboty zernouborochnyh kombajnov [Quality Assessment Method of work of combine harvesters] / A. I. Rjadnov, S. V. Tronev, I. P. Skvorcov // Agrarnaja nauka — osnova uspeshnogo razvitija APK i sohranenija jekosistem. Materialy Mezhdunarodnoj nauchno-prakticheskoj konferencii 31janvarja-2 fevralja 2012 g., T. 3. g. Volgograd., 2012 [Agricultural science — the basis for successful development of agriculture and the preservation of ecosystems. International scientific-practical conference on February 31 January-February 2012, Vol. 3]. — P. 205-208. [in Russian]
13. Rjadnov A. I. Teoreticheskoe obosnovanie novogo sposoba ocenki kachestva raboty zernouborochnogo kombajna [The theoretical justification for a new method of evaluating the performance of the combine harvester]/ A. I. Rjadnov, S. V. Tronev, I. P. Skvorcov // Strategicheskoe razvitie APK i sel’skih territory RF v sovremennyh mezhdunarodnyh uslovijah: materialy Mezhdunarodnoj nauchno-prakticheskoj konferencii, posvjashhennoj 70-letiju Pobedy v Velikoj Otechestvennoj vojne 1941-1945 gg., 03-05 fevralja 2015 goda. Tom 2. 2015 [Strategic development of agro-industrial complex and rural territories of the Russian Federation in the current international context: materials of the International scientific-practical conference dedicated to the 70th anniversary of Victory in the Great Patriotic War of 1941-1945, 03-05 February 2015. Vol. 2]. — P. 41-44. [in Russian]
14. Seryj G.F. Zernouborochnye kombajny [Combine harvesters]/ G.F. Seryj, N.I. Kosilov, Ju.N. Jarmashev, A.I. Rusanov. — M.: Agropromizdat, 1986. — 248 p. [in Russian]
15. Tabashnikov A.T. Optimizacija uborki zernovyh i kormovyh kul’tur [Optimization of harvesting grain and forage crops]. — M.: Agropromizdat, 1985. — 159 p. [in Russian]
16. Fechner W. Okonomische Bewertung von Kornverlusten/ W. Fechner, Z. Al-Ibrahim// Neue Landwirtsch., 1999; no. 6. -P. 74-77.
17. Fechner W. Kornverluste einfacher bestimmen/ W. Fechner, Z. Al-Ibrahim// Neue Landwirtsch., 1998; no. 12. — P. 79-81.
Расчет полетной заготовки для шнеков
Расчет полетной заготовки для шнеков
Запрос онлайн
Новости
Дом
- Расчет холостого хода для шнеков
Libo Machinery — это предприятие, специализирующееся на производстве различных продуктов дробления, песка, измельчения, обогащения полезных ископаемых и строительных материалов.После 40 лет развития он стал производственной и экспортной базой китайской горнодобывающей промышленности.
Запрос онлайн
Плоский диаметр шнека для вычислений движения и
Калькулятор плоского диаметра винта шнека
Отличные бесплатные онлайн-калькуляторы для личного и делового использования. Вход для поиска iCalculator Кнопка отправки поиска iCalculator
Разработка винтовой лопасти как разработать винтовую лопасть
Введите окончательный размер вашей секционной винтовой витки и нажмите кнопку «Рассчитать». На вашем экране будет сгенерирован чертеж вашей секционной резьбовой заготовки вместе с развернутым размером. Нажмите кнопку «Сохранить», и вы можете сохранить проявку заготовки как обмен чертежами AutoCad. Отформатируйте файл с расширением файла.dxf на вашем компьютере
Расчет холостого хода шнеков
Расчет полетной заготовки для конструкции машины шнека 16 сентября 2018 г. Мне нужно вставить формулу в рабочий лист или векторный скрипт для расчета размера металлической заготовки для сегмента шнека. Готовое изделие будет иметь внешний диаметр 100 мм, центральный вал —
мм.
Расчет заготовки для шнеков
Расчет вылета шнеков.14 июня 2016 г. Изготовление геликоидального винта на фабрике trichy. Eci стр. 5 h представляет высоту или ширину фрезерно-фрезерной заготовки. показано.
Плоская форма шнекового конвейера Formula
Согласно формуле, внешний диаметр можно найти, уменьшив внутренний диаметр витка от внешнего диаметра витка и разделив полученное значение на 2.А чтобы найти цилиндрические лопасти винта, разделите произведения развернутого внутреннего диаметра и общего радиуса на приведенные значения развернутого внешнего диаметра и внутреннего диаметра.
Вычислитель плоской формы шага винтового конвейера
с помощью онлайн-калькулятора плоского диаметра шнека.Шнековый конвейер. Шнековый конвейер — это механизм, в котором используется винтовая лопасть винта, называемая лопастью, которая движется по кругу вокруг оси внутри трубы для перемещения жидкости или гранулированных материалов. Этот шнековый конвейер используется в большинстве предприятий по перевалке сыпучих материалов.
Расчет плоского диаметра шнека
Формула DA — B 2 E x A 2 C 2 F x B 2 C 2 GF x DE — F Где, D Общий радиус A Внешний диаметр полета B Внутренний диаметр полета C Угол наклона E Внешний диаметр F Рабочий внутренний диаметр G Цилиндрический Винтовые полеты.Вышеупомянутый калькулятор плоского диаметра винта шнека является полезным инструментом для расчета плоской формы лопасти
.
Расчет полетной заготовки для конструкции шнеков
16.09.2018 Расчет холостого хода для шнеков. Мне нужно вставить формулу в рабочий лист или векторный скрипт, чтобы рассчитать размер металлической заготовки для сегмента шнека.Готовое изделие будет иметь внешний диаметр 100 мм, центральный вал 40 мм и шаг 150 мм.
Университет Небраски Линкольн
Шнеки также используются для контроля выхода материала из урожая. сушилки и другое технологическое оборудование. Соображения по конструкции и номенклатуре шнека.представлены в EP389.1 ASAE, 1993. Эта разработка. практика гласит, что шаг полета должен быть. от 0,9 до 1,5 наружного диаметра. полет.
Разработка развертки ленточного конвейера Autodesk
Если вам нужно сделать надрезы во время полета, просто сделайте это как поверхность, прежде чем утолщать ее.Затем определите сторону A, и она должна развернуться. Похоже, что Inventor не знает, как развернуть полет, в котором есть другие функции, если не определена сторона A. Надеюсь, это будет полезно. Фаан. Теги 3 Теги Подающий винт. Развертка. Винт.
Конфигуратор продукта
Какая скорость полета идеальна для вашего шнека. Какая длина грунта необходима для того, чтобы ваш шнек достиг желаемой высоты бункера. Калькулятор Westfield прост в использовании и разработан, чтобы быть практичным.Используйте калькулятор Westfield как инструмент, который поможет вам при следующей покупке шнека.
FPV Время полета дрона Как рассчитать Grepow Blog
21 июля 2020 г. Время полета FPV дрона 33001000 мАч 80 20 ампер 60 минут 7,92 минуты. Очевидно, этот калькулятор батареи дрона для FPV представляет собой очень упрощенный калькулятор, основанный на постоянном наведении курсора.Для аэрофотосъемки или полетов в режиме FPV моторы должны иметь до
ТАБЛИЦА СКОРОСТИ ШНЕКА РЕКОМЕНДАЦИИ ДЛЯ ДВИГАТЕЛЯ HP
12 Вт 11 р. полет 1300 бут / час 1800 бут / час вертикальный шнек приводной шкив ведомый шкив ведущий шкив ведомый шкив 3 Шкив шнека 9 наруж. шестеренчатые редукторы с передаточным числом 51 ампер 1750 об / мин мотор редукторы с передаточным числом 41 ампер 1750 об / мин двигатель шнек об / мин горизонтальный шнек характеристики шнека.4 нед 3 р. рейс 6 w 5 o.d. рейс 8 w 7 o.d. рейс 10 12 14 4 …
Расчет конструкции винта со спиральной головкой1 SlideShare
14 июня, 2016 ИЗГОТОВЛЕНИЕ ГЕЛИКОИДНОГО ВИНТА НА ЗАВОДЕ TRICHY FACTORY ECI Страница 5 H представляет собой высоту или ширину заготовки R Внешний радиус заготовки r Внутренний радиус заготовки и угол разреза L Внешняя длина дуги l Длина внутренней дуги Шаг-1 Внутренняя и внешняя дуга Расчет длины Схема внутреннего и внешнего профиля полета, как показано…
Калькулятор времени полета и расстояния Диспетчер самолетов
Airplanemanager.com предоставляет бесплатные калькуляторы времени полета и расстояния для индустрии чартерных авиаперевозок.
Дальность полета Дальность полета Калькулятор расстояний
Чтобы найти расстояние полета между двумя пунктами, введите эти местоположения в калькуляторах управления дистанцией полета и в разделе «Расчет расстояния полета», чтобы получить требуемые результаты при путешествии по воздуху.Этот измеритель расстояния полета рассчитает расстояние по воздуху для всех типов маршрутов.
GitHub sceltsgees Расчет посадочной ставки для
Расчет скорости посадки для Microsoft Flight Simulator 2020 — sceltsgees
Практический машинист по формуле винтового шнека
15 мая 2007 г. Например, 4-дюймовый шнек с шагом 4 дюйма с внешней стороны составляет 4 дюйма по окружности 12.Не плохо. Но внутри, если вы используете трубу 34 в качестве вала, это те же 4 продвижения только по 3 окружности. Это очень крутая спираль. Здесь в
много поставщиков шнекового флита.
Вычислитель шнека Брандта
Используйте калькулятор Брандта, чтобы определить модель шнека, соответствующую вашим требованиям к хранению.Выберите структуру хранения и введите размеры, затем нажмите «Создать чертеж», чтобы просмотреть список моделей Brandt Auger, соответствующих вашим требованиям. Используйте этот инструмент как руководство, которое поможет вам со своим следующим Brandt Auger
Расчет лёта винтового конвейера
Blank Cut Design manager — это специально разработанное программное обеспечение, которое позволяет конструировать заготовки идеального витка спирали, а затем каждый раз создавать идеальные витки спирали.После разработки дизайн заготовки для спиральной резки может быть доставлен в ваш отдел резки или вашему поставщику заготовок через файл DXL. Его также можно сохранить для дальнейшего использования.
Программа расчета полета винта AST Advanced Spiral
Программа расчета витков винта
Наша программа конструктора заготовок для полета точно рассчитает размер пропила и точно сгенерирует рисунок для любого типа или комбинации витков винта, независимо от того, насколько они сложны.
Изготовление винтовой лопасти шнека из стального листа
29 сентября 2009 г. В простейшей форме вырежьте круг диаметром 700 мм. Теперь вырежьте из центра круг диаметром 90 мм. Теперь у вас есть кольцо. Сделайте прямую линию через кольцевую пластину от внутреннего диаметра к внешнему диаметру. Поднимите одну сторону выреза на 125 мм относительно другой и приварите по внутреннему диаметру к 90-миллиметровому штоку.Теперь у вас есть один виток вашего шнека.
Как рассчитать количество топлива, необходимое для полета
7 сентября 2018 г. Пакет расширения Reality Expansion Pack очень точен и имитирует реалистичный расход топлива на протяжении всего полета, что позволяет симулятору правильно рассчитать необходимое количество топлива без каких-либо сюрпризов.Быть профессиональным пилотом означает два слова: безопасность прежде всего. Эта статья посвящена тому, чтобы быть осторожным при расчетах топлива.
Весовой балансир переднего пассажира для планирования полета
ForeFlight Mobile включает встроенное в приложение решение для балансировки усилителя веса, которое поставляется с предустановленными более чем 100 моделями самолетов для упрощения настройки.
Калькулятор полета Planemasters Private Jet Charter
Воспользуйтесь нашим калькулятором полетов на Planemasters.com, чтобы рассчитать время полета вашего самолета. Найдите расстояние, высоту, направление, скорость ветра и многое другое.
Примеры применения аналитических инструментов для авиакомпании
ШТАБ ФОНДА БЕЗОПАСНОСТИ ПОЛЕТОВ.701 N. Fairfax Street, Suite 250, Alexandria, Virginia 22314. Телефон 1 703 739 6700 Факс 1 703 739 6708
Copyright © 2020 Libo Machinery Company Все права защищены
плоская форма шнека
Шнек — оборудование HEMCO
Шнеки HEMCO спроектированы и изготовлены для крутящего момента бурения 400 кН-м. Конструкция шнеков такова, что высокая производительность достигается при минимальном износе долот с круглым хвостовиком и лопастей шнека даже при бурении в твердых породах.Кроме того, очистка шнека выполняется за минимальное время, когда шнек вращается против часовой стрелки. Калькулятор плоской формы пролета шнекового конвейера
— Простой калькулятор плоской формы пролета винтового конвейера
Полезный онлайн-калькулятор плоской формы шага винтового конвейера, который поможет вам рассчитать плоский диаметр винта шнека с учетом внешних и внутренние диаметры полета и шаг полета.
Шнековая формовочная машина
Шнековый пресс Spirotech не использует формовочные штампы, зависящие от шага. .Услуги по формированию спирали сверла в Дубае и могут поставлять во все страны Персидского залива. Полеты на шнека выполняются в эмиратах Дубай. Формование и изгибание винтовой спирали в Дубае. современная формовочная машина, созданная после десятилетних исследований.
Шнеки для экскаваторов 8-50T Навесное оборудование для шнеков Piletec
О шнеках для экскаваторов 8-50T Что такое шнек экскаватора 8-50 тонн? Шнек Piletec для экскаватора предназначен для бурения скважин с использованием диапазона тяжелых лопастей диаметром от 150 до 2400 мм. Если требуются более глубокие отверстия или выемки, доступны дополнительные удлинители приводных валов.
Расчет полетной заготовки для шнеков — конструкция машины
Мне нужно вставить формулу в рабочий лист или векторный сценарий, чтобы рассчитать размер металлической заготовки для сегмента шнека. Готовое изделие будет иметь внешний диаметр 100 мм, центральный вал 40 мм и шаг 150 мм. Материал — пластина 7 мм. Какая формула для вычисления
Как определить полет правой или левой руки
Картинка стоит тысячи слов. Ниже показано, как определить, имеет ли ваш шнек правостороннее или левостороннее движение.Винтовой конвейер бывает правым или левым, в зависимости от формы спирали. Положение винта легко определить, посмотрев на конец винта.
Как рассчитать плоскую форму лестницы винтового конвейера
Привет, я пытаюсь рассчитать плоскую форму лестницы для винтового конвейера, и формула, которую я использую, неточна, и это сводит меня с ума, так что есть ли кто-нибудь кто знает об этом.
Формовочный секционный шнек — Practical Machinist
Выберите направляющую и отрегулируйте ее по высоте и углу.Очень важно было наклонять направляющую влево и вправо, чтобы лётка «стояла» на беседке. Пропустите полосу через направляющую и приварите ее к оправке прихваточным швом. Машина работала от 20 до 60 об / мин в зависимости от размера шнека. Шаги были от 2 до 6 дюймов. Для некоторых шнеков требовался сварной шов.
Калькулятор плоского диаметра шнекового шнека — Перемещение и сила
Расчет плоского диаметра шнекового шнека — Калькулятор движения и силы Плоский диаметр шнека Калькулятор Плоская форма пролета шнекового конвейера Калькулятор
Скачать HELIX — softpedia
Если диаметр готового шнека должен быть & 39; D & 39; наружный диаметр кольцевого пространства должен быть больше, чем & 39; D & 39; потому что акт растяжения детали с образованием одного поворота «винта» 39; приведет к диаметру плоского винтового конвейера
? — Домашний машинист
Привет всем, мне нужно построить шнек с шнековым транспортером.Есть ли у кого-нибудь формула или ссылка на образец одного полета. Я выполнил поиск в Google и нашел несколько ссылок на создание круглого выреза для «шайбы» с использованием внутреннего диаметра трубы, в которую будет заключен шнек для внешнего диаметра шайбы, и использования внешнего диаметра центрального вала в качестве идентификатора. шайбы, а затем разделить шайбу.
Змеевик по плоскому шаблону — Autodesk Community
Шнек в Inventor затруднен, потому что он не является «геометрически правильным». Чтобы они сформировались, необходимо «растянуть» одну сторону в форму.Inventor не может с этим справиться. Ближе всего к решению этой проблемы в Inventor я подошел с помощью функции катушки. но как только ширина пролета превысит толщину, он не сможет увидеть «HelicalFlat 2015 Flattens .ipt».
Секционные витки Falcon Industries
Секционные витки — это отдельные витки витков или сегменты витков, сформированные в виде спирали. Поперечное сечение лопасти секционного шнека от НД к ВД одинаковое. Секционный пролет часто используется, когда высота или перемычка больше, чем то, что может быть получено с помощью плоского стержня при геликоидальном полете.Секционные ленточные конвейеры можно производить по
как рассчитать развитие ленточных конвейеров
Peart et al. 1967 разработаны летно-испытательные эффекты летного типа, угол наклона впуска, длина и. Автоматизация развертки конструкции непрерывной спирали с помощью iLogic 28 декабря 2013 г. Непрерывная спиральная спираль является составной частью винтового конвейера. проблема, когда нужно определить развертку непрерывного спирального полета.
Как рассчитать плоскую форму марша винтового конвейера
Присоединяйтесь к разговору.Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть учетная запись, войдите сейчас, чтобы публиковать сообщения со своей учетной записью. Примечание. Прежде чем ваше сообщение станет видимым, вам потребуется одобрение модератора.
Helix Flight Производитель Профилегибочная машина для производства спиралей
Helix Flight Manufacturing Machines Ltd HFMML специализируется на производстве машин для производства секционных вертолетов, используемых в производстве шнеков, винтовых конвейеров, мешалок, морских якорей, винтовых свай, винтовых прессов, турбин и многих других винтовых прессов.
Шнековый конвейер — Машиностроение.
У плоского конвейера один конец был зажат в тисках, а к другому концу был прикреплен стержень. Винтовую лопасть нагревали вишнево-красным светом с помощью большого фонаря из бутонов розы, причем внутренняя часть лопасти была горячее, чем внешняя. Затем два человека ловко тянули за штангу, доводя полет до нужной высоты. Область, где расположены тиски и стержень.
Автоматизация развертки дизайна непрерывной спирали.
Создание взаимосвязи между сложенным и развернутым узором.Теперь у нас есть сложенная и развернутая модель. Я хочу, чтобы моя модель могла переключаться со сложенной модели на модель с разверткой или наоборот. Я также хочу, чтобы, когда мне нужно изменить размер моего непрерывного спирального полета, я мог легко контролировать размеры модели. Поэтому мне нужен логический код и форма для сборки моего
Как измерить ваш полет — Принадлежности для шнека WA
— это длина полета, выставленная на приемном конце шнека. Длина штуцера, равная одному шагу, подходит для шнеков, вращающихся с низкой частотой вращения. По мере увеличения скорости вращения зерну требуется больше времени для подачи в спиральный зазор лопасти.Как правило, большинство шнеков имеют два открытых шага. Сдвижная крышка, обычно называемая «штуцером», может быть установлена, чтобы позволить штуцеру
изготавливать спиральную лопасть шнека из стальной пластины
В простейшей форме вырезать круг диаметром 700 мм. Теперь вырежьте из центра круг диаметром 90 мм. Теперь у вас есть кольцо. Сделайте прямую линию через кольцевую пластину от внутреннего диаметра к внешнему диаметру. Поднимите одну сторону выреза на 125 мм относительно другой и приварите по внутреннему диаметру к 90-миллиметровому штоку. Теперь у вас есть один виток вашего шнека.
Калькулятор плоского диаметра шнекового шнека
Вышеупомянутый калькулятор плоского диаметра шнекового шнека — полезный инструмент для расчета плоской формы пролета шнекового конвейера за доли секунды. Не стесняйтесь попробовать этот онлайн-инструмент для получения надежных результатов. Разработка спирального витка
— LinkedIn SlideShare
Винтовой виток Опубликовано в: Дизайн. 0 Комментариев 3 Нравится Статистика Примечания, как рассчитать развитие лестницы винтового конвейера SOMAC. КОНСТРУКЦИЯ И АНАЛИЗ ВИНТОВОГО КОНВЕЙЕРА Venkatesh Kokala.Конструкция винтового конвейера Thomas Musa Sabri. Винтовой винт
Helix Flight Производитель Профилегибочная машина для производства спиралей
Helix Flight Manufacturing Machines Ltd HFMML специализируется на производстве машин для производства секционных вертолетов, используемых в производстве шнеков, винтовых конвейеров, мешалок, морских якорей, винтовых свай, винтовых прессов, турбин и многих других винтовых прессов .
справка по развертке шнека Форумы по SOLIDWORKS
Я не могу понять, как создать шнек, а затем создать развертку для листового металла.Технические характеристики: 3,5 «ID 12» OD с шагом 12 «. Благодарим всех, кто использует мобильное приложение
Screw Flight Layout или Flat Pattern Development
Расчет винтового винтового конвейера в плоской форме с использованием Solidworks Sheet metal — Продолжительность: 8:10. РУКОВОДСТВО ПО CAD CAM 103377 просмотров. Шнек непрерывного действия — Шнек непрерывного действия Секционные шнеки Шнек
Полоса шнека
Если вы ищете ответ на свой вопрос «Как рассчитать плоскую форму лопасти шнека?», То приведенный ниже плоский диаметр Калькулятор шнекового шнека поможет вам с легкостью найти ответ через плоскую форму расчета пролета шнекового конвейера.Наши ленточные конвейеры производятся на собственном оборудовании и строго контролируются по качеству и размерам.
Лепестки шнекового конвейера — Шнек шнекового конвейера
Помимо традиционных непрерывных спиралей, мы поставляем спиральные сегменты холодного прессования из закаленной стали, нержавеющей стали, мягкой стали, противоизносные материалы, такие как как гибкие спирали Hardox и Creusabro в закаленной стали спирали из плоских стержней и конические шнеки для смесительных вагонеток.
как сделать развертку лестницы шнекового конвейера
Но если вы думаете, что можете вырезать развертку с шагом более одного цикла винта из плоского листа.«Это не случится». Существуют профилегибочные машины, которые берут полосу или рулон листового металла, сжимают одну сторону сильнее, чем другую, и вытаскивают винт конвейера для листового металла, сколько бы вы ни подавали полосу на
Китайская фабрика винтовой и шнековой формовочной машины
Профессиональный производитель и экспортер специализируется на винтовой конвейерной лопаточной спиральной лопастной лопаточной лопаточной лопаточной машине из нержавеющей стали и различных технологических процессах.деталь предоставлена
Разработка развертки ленточных конвейеров — Autodesk
Привет всем, я работал над шнековым конвейером и, конечно же, с ленточными конвейерами. Мне сказали, что использование инструмента Coil в Inventor не позволит развернуть полет как деталь из листового металла. После небольшого исследования в Интернете, это кажется распространенной проблемой, и многие люди рисуют развертку
Плоская форма ступени винтового конвейера Формула
Приведенная ниже формула плоской формы ступени винтового конвейера дает вам шаги для » Как рассчитать плоскую форму лопасти винта? ».По формуле внешний диаметр можно определить, уменьшив внутренний диаметр витка от внешнего диаметра витка и разделив полученное значение на 2.
|
(PDF) Конструкция и размер шнековых питателей
Нюрнберг, Германия, 27-29 марта 2001 г.
Международный конгресс по технологии частиц
из постоянного в конвейерном участке
— очень дешевое и распространенное решение.
Обычно: P = 2/3 * D в секции подачи, P = D
в секции транспортировки.
Комбинация b) — c) –d)
Движущая сила и пусковой момент
Формулы, выражающие мощность
, необходимую как для шнековых конвейеров, так и для питателей
, можно разделить на две категории.
Аналитические формулы
Первая категория включает формулы, которые
выражают мощность, например, теория единичного зерна
[3], процедура расчета, предложенная
F.J.C. Радемахер [6] и Робертс [3] [8].
Они начинаются с физической схематизации
явления; на самом деле ни один из них
не нашел практического применения в промышленности или дизайне.
Полуэмпирический
Наиболее известные полуэмпирические формулы для
расчета мощности винта — это
C.E.M.A. формулы [12], которые также составляют основу расчета большинства европейских национальных стандартов
[7].
Это полуэмпирические формулы, поскольку они
не являются производными от физической модели явления
и используют эмпирические коэффициенты
, которые различаются от продукта к продукту (fm)
, полученного из промышленного опыта.
В отличие от этой простоты использования, существует ряд ограничений
:
Формулы для шнековых питателей не очень надежны,
, с отличиями до 30-40%
, полученными в результате экспериментальных испытаний.
Все формулы не указывают начальный крутящий момент
— решающий факт для правильного определения размеров двигателя и органа привода
.
Также ничего не стоит, что лабораторные испытания
ясно показывают уменьшение крутящего момента
с увеличением числа оборотов до достижения оптимальной скорости
.
Исследования по потребляемой мощности
Очень хорошие знания о процессе на шнековом конвейере
. Можно предсказать
почти в любых геометрических или рабочих условиях
с очень хорошими результатами. Другой проблемой
является подающая часть шнека, где
объемная эффективность или степень заполнения
очень высока. Материал выливается из силоса или
вынимается самим шнеком бункера.Обе ситуации
означают объемный КПД около
100%. Ни одна из существующих вычислительных моделей
,
не позволяет предсказать эти условия.
Та же проблема возникает с более высокой скоростью
винта.
Новые исследования и исследования на современной экспериментальной установке типа
с высокопроизводительными шнековыми конвейерами
дают возможность
оценить результаты новых методов прогнозирования
для различных видов сыпучих материалов с данными
выполнен очень реалистичным эмпирическим способом.Таким образом, один результат
состоит в том, что существует оптимальная скорость, а
— оптимальное объемное значение или степень наполнения
, когда потребность в мощности достигает минимума
. При более высокой скорости или более высоком значении степени наполнения
увеличивается требуемая мощность
. Оптимальная точка для работы
сильно зависит от транспортируемого материала, рабочего параметра
, такого как скорость и т. Д., И степени заполнения системы
.Но на ход
также влияют параметры проектирования
и геометрические данные конвейерной системы
. Очень важным, особенно
для прогнозирования требований к мощности шнеков подачи
, является влияние очень высоких степеней наполнения
. Это означает значительно более высокую потребляемую мощность
, в зависимости от
конструкции впускной части, диаметра
вала и т. Д.как указано выше.
(Приложение №1 к №6).
Пусковой крутящий момент
В отличие от подхода всех формул
, представленных в литературе, которые дают мощность при рабочей скорости
, промышленный опыт, однако,
ясно показывает, что наиболее важным явлением
в отношении определения мощности является что
пускового момента.
Фактически рабочий крутящий момент обычно составляет 60-65%
номинального крутящего момента двигателя в шнековых конвейерах
, а в шнековых питателях даже ниже.
Однако уменьшить размер двигателя
невозможно, так как он не запустится.
Вот почему размеры выполнены в соответствии с
C.E.M.A. норм достаточно надежен в винтовых конвейерах
; однако
не совсем точны в шнековых питателях; так что всегда рекомендуется доверять
прямому опыту.
Пусковой крутящий момент также имеет прямое влияние на правильный выбор управляющих устройств
[9]
Плоская полоса шнека
进一步 探索 Интерактивные калькуляторы винтового конвейера Руководство по проектированиюkwsmfg 根据 热度 为 您 推荐 • 反馈
Плоская форма полета Калькулятор шнекового конвейера
с этим онлайн-калькулятором плоского диаметра шнекового шнека Шнековый конвейер: он иначе называемый шнековым конвейером — это механизм, в котором используется винтовая лопасть, называемая «летающей», которая движется по кругу вокруг оси внутри трубы. для перемещения жидких или гранулированных материалов Большинство предприятий по перевалке сыпучих материалов полагаются на этот шнековый конвейер.
Получить ценуEmail contact
Плоская форма шнекового конвейера Формула
Калькулятор плоского диаметра шнекового шнека Используйте различные плоские формы шнекового конвейера формула шнекового конвейера для удобного выполнения расчетов Просто замените входные значения в формуле и выполняйте операции в соответствии с формулой для ge t результат
Получить ценуEmail contact
Определение плоского рисунка из листового металла для спирального полета
27 июля 2018 г. Привет, я сделал полный оборот спирального участка витка для шнека. Спроектировал его с помощью 3D-эскиза с поверхностным лофтом, затем сделал необходимые надрезы на поверхности и утолщение конечного продукта. Работает очень хорошо в 3D и в некоторой степени с разверткой. Развертка в настоящее время работает
Получить ценуEmail contact Развертка шнекаДекабрь 17, 2019Решено: развертка шнека Разработка лопасти винтового конвейера (развертка ) Катушка к плоскому шаблону
Плоский диаметр шнека для калькулятора движения и
20 февраля 2021 г. Плоский диаметр шнека Калькулятор Калькулятор ™ «Отличные бесплатные онлайн-калькуляторы для личного и делового использования» iCalculator Search Input iCalculator Search Submit Button
Get PriceEmail contact
Винтовой конвейер с разверткой? Машинист по дому!
25 ноября 2009 г. Привет всем, мне нужно построить шнековый конвейер (шнек). Есть ли у кого-нибудь формула или ссылка для построения схемы одного полета. Я выполнил поиск в Google и нашел несколько ссылок на создание циркуляра » шайба »с использованием внутреннего диаметра трубы, в которую будет заключен шнек для внешнего диаметра шайбы, и использования внешнего диаметра центрального вала в качестве внутреннего диаметра шайбы, а затем разделить шайбу.
Получить цену Отправить по электронной почте
Automate Flat Шаблон проектирования непрерывного спирального полета
28 декабря 2013 г. Здесь я хочу создать развернутый узор, используя общее уравнение, и внести небольшие изменения, чтобы автоматизировать нашу конструкцию непрерывного спирального полета. В отличие от предыдущей статьи, мне нужны два файла, которые содержат модель развернутого и плоского узоров, но в этой статье я создам сложенную и развернутую модель в одном файле. Я также могу активировать одну из них с помощью iLogic
Получить PriceEmail contact
Как рассчитать плоскую форму винта
Привет, я пытаюсь рассчитать плоскую форму лопасти для шнекового конвейера, и формула, которую я использую, неточна, и это сводит меня с ума, так что есть кто-нибудь, кто имеет представление об этом
Получить цену Электронная почта контакт
Схема полета шнека Дискуссионные форумы Miller Welding
Разметка витка шнека 07012010, 23:49 Я видел, как они устанавливаются на валу, когда строили Zambonie на «Как это сделано». Я также знаю, что мне придется делать отдельные пролеты и соединять их вместе. также видел распечатку отдельного рейса в другом месте в Интернете. Это выглядело как
Get PriceEmail contact
как сделать развертку витка винтового конвейера
26 июня 2007 г. как сделать развертку витка винта конвейер: это профессиональный способ создания лопастей питающего шнека. Худшее предложение в вашей жизни может стать катализатором величайшей идеи века, никогда не позволяйте недосказанным предложениям и не игнорируйте их.
Get PriceEmail cont act
Развертка шнека Autodesk Community
18 декабря 2019 г. Развертка шнека Привет, ребята! Первый пост здесь Пожалуйста, будьте осторожны Я пытаюсь перейти с Inventor на Fusion, и теперь я застрял на создании развертки для винтового конвейера шнек, я могу нарисовать его аналогично тому, как я сделал это в Inventor, создав верхний слой поверхности между двумя витками (вместо спиралей) и утолщив его, но когда я пытаюсь
Get PriceEmail contact
Automate Flat Pattern of Continuous Spiral Flight Design
Dec 28, 2013 Здесь я хочу создать развертку, используя общее уравнение, и внести небольшие изменения, чтобы автоматизировать нашу конструкцию непрерывного спирального полета. В отличие от предыдущей статьи, мне нужны два файла, которые содержат сложенную и плоскую модель, но в этой статье я создам сложенную и плоскую модель. модель выкройки в одном файле Я также могу активировать одну из них с помощью iLogic
Получить цену Написать письмо
как сделать развертку пролета винтового конвейера
как сделать Плоский рисунок лестницы шнекового конвейера: это профессиональный способ создания лопасти питающего шнека. Худшее предложение в вашей жизни может стать катализатором самой грандиозной идеи века, никогда не позволяйте недосказанным предложениям и прислушиваться к ним.
Получить ценуКонтакт по электронной почте
Шнековые шнеки на заказ Falcon Industries, Inc
Falcon — ведущий поставщик шнеков на заказ и шнеков. Мы формируем шнек из самых разных материалов для промышленности по всему миру, производя конвейерные и смесительные шнеки, ленту пролетные и различные другие геликоидные и секционные полеты
Получить ценуEmail contact
Секционные полеты Falcon Industries
Секционные лопасти представляют собой отдельные витки, витки или сегменты витков, сформированных в спираль. Поперечное сечение секционного витка шнека одинаково от наружного диаметра до наружного диаметра. ID Секционный полет часто используется, когда высота, или перемычка, больше, чем та, которая может быть получена с помощью плоского стержня в вертолете. coid flight
Получить цену Свяжитесь с нами по электронной почте
как рассчитать продвижение лопасти винтового конвейера
12 апреля 2015 г. Peart et al (1967) разработали эффекты для проверки характеристик типа полета, угла наклона, длины всасывания и автоматизации плоской формы непрерывного спирального полета Проектирование с использованием iLogic 28 декабря 2013 г. Непрерывный спиральный конвейер — это компонент винтового конвейера. Проблема, когда вам нужно определить развертку непрерывного спирального конвейера.
Получить ценуEmail contact
Винтовой конвейер. Плоский узор Механический
15 июля 2007 г. Развернутый узор один конец был зажат в тисках, штанга была прикреплена к другому концу Винтовая лопасть была нагрета вишнево-красным с помощью большого факела в виде бутона розы, при этом внутренняя часть лопасти была горячее, чем внешняя, тогда два человека ловко тянули за штангу, растягивая рейс
Получить ценуEmail contact
Изготовить спиральную лопасть шнека из стального листа
29 сентября 2009 г. В простейшей форме вырежьте 70 Круг 0 мм. Теперь вырежьте круг диаметром 90 мм из центра. Теперь у вас есть кольцевое пространство. Вырежьте прямую линию через кольцевую пластину от внутреннего диаметра к внешнему диаметру. Поднимите одну сторону выреза на 125 мм относительно другой и приварите по внутреннему диаметру к 90 мм. стержень Теперь у вас есть одна ступень вашего шнека
Получить ценуОтправить по электронной почте
Разметка прокладки шнека Дискуссионные форумы Miller Welding
Разметка витка шнека 07012010, 23:49 Я видел, как они устанавливались на валу, когда они строили Zambonie на «Как это сделано» Я также знаю, что мне придется выполнять отдельные полеты и соединять их вместе. Я также видел распечатку отдельного полета в другом месте в Интернете. Это выглядело как
Получить цену. Свяжитесь с нами по электронной почте
На главную MOTRIDAL America Inc
Изготовлены в соответствии со стандартами CEMA, а также спирали, разработанные по индивидуальному заказу, в большом диапазоне толщин и диаметров. Геликоид большей толщины изготавливается из одного или нескольких плоских стержней, соосно сваренных вместе в различные конфигурации из самых разных металлов, включая углерод, высокопрочные низколегированные, стойкие к истиранию и нержавеющие стали
Получить цену Электронная почта свяжитесь с
справка с разверткой шнека Форумы SOLIDWORKS
9 февраля 2018 г. Я не могу понять, как чтобы создать шнек, а затем создать развертку для листового металла. Характеристики: ВД 35 дюймов, внешний диаметр 12 дюймов с шагом 12 дюймов Спасибо всем, кто
Получить PriceEmail связаться с
Создание развертки с помощью инструмента Inventor Derive Tool CADnotes
17 декабря 2013 г. результат — угол при вершине нашего плоского узора. Затем удалите дугу между линиями, которые нам не нужны, с помощью инструмента «Обрезка». Закончим эскиз и переименуем Sketch2, который находится в браузере, в Flat Pattern. Сохраните файл в своем каталоге, и давайте создадим плоский модель с помощью инструмента извлечения, расположенного на вкладке 3D-модель, панель создания
Получить цену Отправить по электронной почте
ИНСТРУМЕНТЫ AUERS / DRLL ШНЕК ДЛЯ ПЛОСКОГО ДНА
ШНЕК ДЛЯ ПЛОСКОГО ДНА Шнек для грязи с плоским дном идеально подходит для сверления отверстий для бетонных оснований. С одинарным / одинарным переноской, двойным / одинарным переноской и двойным / двойным перетаскиванием. Мы можем приспособить любые условия сверления. Для повышения производительности и долговечности мы обернули лебедку.
Узнать цену Свяжитесь с нами по электронной почте
Винтовая планка Приложения в Google Play
Это приложение спроектировано так, чтобы упростить расчет развития винта. Это приложение дает размер плоского шаблона для резки. Пустая пластина для разработки или изготовления винта. Это приложение очень полезно для тех, кто работает в области винта. Изготовление конвейера или ленточного смесителя. В этом приложении требуются данные: Внешний внутренний диаметр шнека, шаг шага, толщина материала
Получить ценуОтправить по электронной почте
Шнековый шнек на заказ Falcon Industries, Inc
Falcon — ведущий поставщик шнеков и шнеков на заказ Мы формовка из самых разных материалов для промышленности по всему миру, изготовление конвейеров и смешивание винты, ленточные витки и различные другие спиральные и секционные витки
Получить ценуEmail contact
Секционные витки Falcon Industries
Секционные витки представляют собой отдельные витки, витки или сегменты витков, сформированных в спираль. Поперечное сечение секционного витка шнека такое же, как у OD в ID Секционный виток часто используется, когда высота, или перемычка, больше, чем может быть получена с помощью плоского стержня в спиралевидном витке
Получить ценуEmail contact
AUERS / DRLL TOOLS FLAT BOTTOM DIRT AUGER
FLAT BOTTOM DIRT Шнек для грязи с плоским дном AUGER идеально подходит для сверления отверстий для бетонных оснований. Варианты полета с одинарным / одинарным переносом, двойным срезом / одинарным переносом и двойным срезом / двойным переносом мы можем приспособить к любым условиям бурения. Получить ценуОбратитесь по электронной почте
, как рассчитать продвижение лопасти винтового конвейера
12 апреля 2015 г. Peart et al (1967) d разработали результаты испытаний на производительность типа лопасти, угла наклона, длины всасывания и автоматизации плоского рисунка непрерывного спирального полета с помощью iLogic 28 декабря 2013 г. Непрерывный спиральный полет — это компонент винтового конвейера, проблема, когда вам нужно определить развертку непрерывного спирального полета. спиральный виток
Получить ценуEmail contact
augerflighting Home
Helicoid Flighting Helicoid Flighting Размеры чулок вырезаются по стандартной длине 10 футов и продаются с шагом 5 футов. При постоянном запасе полетных диаметров от 2 «до 24» GH поддерживает обширный выбор для большинство приложений для шнеков и предлагает оптовые скидки на комбинации размеров 50 футов и более
Получить PriceEmail связаться с
Справка по развертке шнека Форумы SOLIDWORKS
9 февраля 2018 г. Я не могу понять, как создать шнек, а затем создать развертку для Характеристики листового металла: 35 дюймов, внутренний диаметр 12 дюймов с шагом 12 дюймов Спасибо всем, кто
Получить ценуОтправить по электронной почте
Forming s Стреловидный шнек Practical Machinist
21 ноября 2010 г. Выберите направляющую и отрегулируйте ее по высоте и углу. Наклон направляющей влево и вправо был очень важен для того, чтобы марш «встал» на оправку. Протяните плоскую штангу через направляющую и Приварите его прихваточным швом к оправке Машина работала 20 60 об / мин в зависимости от размера шнека Шаги составляли 2
Получить цену Электронная почта контакт
Изготовление шнека Шнек из нержавеющей стали Полет
Изготовление шнека Шнеки Un разрабатывает и производит шнеки практически любого размера Наш стандарт шнеки вне полки удовлетворяют или превосходят потребности пищевой, фармацевтической, косметической, химической, промышленной и табачной промышленности. Материалы пищевой промышленности, такие как; Бисквит, смеси для форм для выпечки, специи, смеси какао / шоколада, смеси для растворимых напитков, сухое молоко
Получить цену Контактная информация по эл. Почте
На главную MOTRIDAL America Inc
Изготовлено в соответствии со стандартами CEMA, а также изготовлены по индивидуальному заказу спирали различной толщины и диаметра Эта спиралевидная лопасть более тяжелого калибра изготавливается из одного или нескольких плоских стержней, соосно сваренных вместе в различных конфигурациях из самых разных металлов, включая, но не углерод, высокопрочные, низколегированные, стойкие к истиранию и нержавеющие стали
Получить цену Контактная информация по электронной почте
Винт расчет конструкции1 SlideShare
14 июня 2016 года расчет конструкции винтового винта1 1 изготовление в тричи 2016 дюрайпандир, маниканданс ганесанс эверсендай строительство частный; Индия 12062016 изготовление геликоидальных винтов на фабрике тричи 2016 дурайпандир, маниканданы, производственная бригада ганесанов в зоне 3, строительство частных домов; Индия 2016 Производство геликоидального винта на заводе по производству шнеков
Получить цену Свяжитесь с нами по электронной почте
Расчет холостого хода для конструкции шнеков
16 сентября 2018 Расчет холостого хода для шнеков Войдите в систему, чтобы подписаться на это Подписчики 3 Расчет холостого хода для шнеков Автор BillV, сентябрь 2, 2012 в Machine для расчета размера металлической заготовки для сегмента шнека. Готовый продукт будет иметь внешний диаметр 100 мм, центральный вал 40 мм и шаг 150 мм.
Получить ценуEmail contact
Линии изгиба на листовом металле спираль (шнек) Форумы SOLIDWORKS
27 августа 2012 г. Используя лофт из листового металла, я смог создать развертку для секции лопасти шнека, но я не могу получить никаких линий изгиба для плоского шаблона листогибочного пресса Содержимое, помеченное плоским шаблоном Категории: Листовой металл SolidWorks 1 Ответ Кеннет Баррентайн 29 августа 2012 г. 13:21, что в специализированном оборудовании не используются линии сгиба, все готово
Получить ценуEmail contact 9001 7 Формулы для изготовления SheetMetalMe
Формулы: Допуск на изгиб (BA) Сумма, добавленная к сумме двух длин плеч для получения длины развертки Вычитание изгиба (BD) Сумма, вычтенная из суммы двух длин фланца для получения развертка Толщина материала (MT) Размер материала в десятичной форме Угол изгиба (BGet PriceEmail contact
Helix Flight Manufacturing Machines Auckland
+64 9 232 7805 +64 9 232 7806; [электронная почта защищена]; Главный офис 2 Crummer Road, Ponsonby, Auckland, 1021, Почтовый адрес Новой Зеландии PO Box 109 043, Newmarket,
Получить цену
% PDF-1.7
%
167 0 объект
>
эндобдж
xref
167 74
0000000016 00000 н.
0000002527 00000 н.
0000002717 00000 н.
0000002753 00000 н.
0000003304 00000 н.
0000003387 00000 н.
0000003526 00000 н.
0000003665 00000 н.
0000003804 00000 н.
0000003943 00000 н.
0000004082 00000 н.
0000004221 00000 н.
0000004350 00000 н.
0000004489 00000 н.
0000005179 00000 н.
0000005216 00000 п.
0000005263 00000 п.
0000005310 00000 п.
0000005424 00000 н.
0000005689 00000 н.
0000006292 00000 н.
0000007411 00000 п.
0000007554 00000 н.
0000007581 00000 н.
0000008174 00000 п.
0000008532 00000 н.
0000008621 00000 н.
0000008909 00000 н.
0000009223 00000 п.
0000010106 00000 п.
0000012756 00000 п.
0000012888 00000 п.
0000012958 00000 п.
0000013055 00000 п.
0000019246 00000 п.
0000019525 00000 п.
0000019989 00000 п.
0000020618 00000 п.
0000027772 00000 п.
0000030241 00000 п.
0000032710 00000 п.
0000034628 00000 п.
0000034730 00000 п.
0000034846 00000 п.
0000034960 00000 п.
0000035035 00000 п.
0000035346 00000 п.
0000035421 00000 п.
0000037068 00000 п.
0000343954 00000 н.
0000344340 00000 н.
0000344415 00000 н.
0000344446 00000 н.
0000344521 00000 н.
0000353533 00000 н.
0000353861 00000 н.
0000353927 00000 н.
0000354043 00000 н.
0000354118 00000 п.
0000354229 00000 н.
0000354525 00000 н.
0000354804 00000 н.
0000360316 00000 н.
0000365828 00000 н.
0000373302 00000 н.
0000374672 00000 н.
0000374748 00000 н.
0000374824 00000 н.
0000374900 00000 н.
0000374976 00000 н.
0000375052 00000 н.
0000375128 00000 н.
0000375205 00000 н.
0000001776 00000 н.
трейлер
] / Назад 976273 >>
startxref
0
%% EOF
240 0 объект
> поток
hlR] Ha ~ Ϲ? mmn, ˱9tCcOb% ¹YbɈXi «h2% # ‘u1ei.п
ρy9
Моделирование распределения времени пребывания в горизонтальных винтовых реакторах гидролиза (Журнальная статья)
Сиверс, Дэвид А., Стикель, Джонатан Дж. Моделирование распределения времени пребывания в горизонтальных винтовых реакторах гидролиза. США: Н. П., 2017.
Интернет. DOI: 10.1016 / j.ces.2017.10.012.
Сиверс, Дэвид А., & Стикель, Джонатан Дж. Моделирование распределения времени пребывания в горизонтальных винтовых реакторах гидролиза. Соединенные Штаты. DOI: https: //doi.org/10.1016/j.ces.2017.10.012
Сиверс, Дэвид А., и Стикель, Джонатан Дж. Ту.
«Моделирование распределения времени пребывания в горизонтальных винтовых реакторах гидролиза». Соединенные Штаты. DOI: https: //doi.org/10.1016/j.ces.2017.10.012.https://www.osti.gov/servlets/purl/1407460.
@article {osti_1407460,
title = {Моделирование распределения времени пребывания в горизонтальных винтовых реакторах гидролиза},
author = {Сиверс, Дэвид А. и Стикель, Джонатан Дж.},
abstractNote = {Стадия термохимического гидролиза разбавленной кислотой, используемая при производстве жидкого топлива из лигноцеллюлозной биомассы, требует точного контроля времени пребывания для достижения высоких выходов мономерного сахара.Возникли трудности с воспроизведением времени пребывания и выхода продукта, когда условия реакции с небольшими партиями масштабируются до более крупных экспериментальных реакторов непрерывного действия горизонтального типа с шнековыми трубами. Обычно используемая наивная модель оценивает время пребывания в 6,2–16,7 мин, но измеренное среднее время фактически составляет 1,4–2,2 мин. В данном исследовании изучалось, как на распределение времени пребывания в реакторе (RTD) влияют характеристики реактора и рабочие условия, и был разработан метод точного прогнозирования RTD на основе ключевых параметров.Скорость вращения шнека, физические размеры реактора, производительность и плотность технологического материала были определены как основные факторы, влияющие как на среднее значение, так и на стандартное отклонение RTD.