таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.


Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Нахлест арматуры при вязке таблица
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды.
И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды.
Грамотный нахлест арматуры
Нормативное основание и типы соединений
Требования снип 52-101-2003 предполагают выполнение условий жесткости для механических и сварных соединений арматурных стержней, а также для соединений прутьев внахлест. Механические соединения арматурных стержней – это резьбовые и прессованные крепления. К строительным операциям, материалам и инструментам применяются не только российские СНИП и ГОСТ – мировая стандартизация ACI 318-05 утверждает нормативное сечение стержня для вязки ≤ 36 мм, в то время как документация внутреннего пользования на российском рынке позволяет увеличить сечение прута до 40 мм. Такое разногласие появилось из-за отсутствия соответствующих задокументированных испытаний арматуры с большим диаметром.
Способы вязания арматурных прутьев
Соединение прутьев арматуры не допускается на локальных участках с превышением допустимых нагрузок и прикладываемых напряжений. Соединение внахлест – это традиционно вязание армостержней мягкой стальной проволокой. Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом. К тому же винтовые и опрессованные соединения экономят материал – нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
- Соединение внахлест без сварного шва;
- Соединение сваркой, резьбой или опрессовкой.

Стык внахлест без сварки
Стык без применения сварки чаще всего применяется в индивидуальном строительстве из-за доступности и дешевизны метода. Доступная и недорогая арматура для вязки каркаса – класса A400 AIII. Согласно ACI и СНиП не разрешается стыковать арматуру нахлестом в местах предельных нагрузок и на участках высокой напряженности для арматуры.
Соединение армостержней свариванием
Для частного строительства сваривание стержней арматуры нахлестом – это дорого, так как класс рекомендуется использовать свариваемый класс А400С или А500С арматуры. При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С – А500С следует сваривать электродами Ø 4-5 мм.
| Класс арматуры | Длина сварного шва в Ø прутьев |
| А 400 С | Ø 8 |
| А 500 С | Ø 10 |
| В 500 С | Ø 10 |
Таким образом, согласно таблице, длина сварного шва при вязании стержней марки В400С должна быть 10 Ø прута. При использовании 12-миллиметровых стержней шов будет длиной 120 мм.
Сварной стык внахлест
Соединение внахлест вязанием
Дешевый и распространенный класс арматуры для соединений без сварки – А400 АIII. Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Анкеровка или нахлест арматуры при вязке таблица значений которого приведена ниже для вязки в бетоне марки BIO с прочностью 560 кг/см2, предполагает использование определенных марок и классов армостержней с определенным типом металлообработки для определенных диаметров:
Работа арматуры при сжатии и растяжении
Механическая стыковка прутьев в каркасе для ж/б изделий проводится один из следующих способов:
- Наложением прямых стержней друг на друга;
- Нахлест прута с прямым концом со сваркой или механическим креплением на всем перепуске поперечных стержней;
- Механическое и сварное крепление стержней с загнутыми в виде крючков, петель и лап законцовками.
Применение гладкой арматуры требует вязать ее внахлест или сваривать с поперечными прутьями каркаса.
Требования к вязке прутьев внахлест:
- Необходимо вязать стержни с соблюдением длины наложения прутьев;
- Соблюдать нахождение мест вязки в бетоне и перепусков арматуры по отношению друг к другу;
Соблюдение требований СНиП позволит эксплуатировать прочные ж/ плиты в фундаментах с большим и гарантированным сроком службы.
Способы ручной вязки арматуры
Местонахождение соединений арматуры внахлест
Нормативные документы не разрешают располагать участки соединения арматуры ввязкой в местах предельных нагрузок и напряжений. Все стыки стержней рекомендуется располагать в железобетонных конструкциях с ненагруженными участками и без приложения напряжений. Для ленточных монолитных фундаментов участки перепуска концов прутьев нужно размещать в локальных участках с без приложения крутящих и изгибающих сил, или с минимальным их вектором. При невозможности выполнения этих требований, длина перепуска армостержней принимается как 90 Ø соединяемой арматуры.
Расположение арматуры при вязке
Общая длина всех вязаных перепусков в каркасе зависит от приложенных усилий к прутьям, уровня сцепления с бетоном и напряжений, возникающих по протяженности соединения, а также сил сопротивления в перехлестах армопрутьев. Главный параметр при расчете длины перепуска соединяемой арматуры – диаметр стержня.
Калькулятор
Таблица ниже позволяет без сложных расчетов определить нахлест армирующих прутьев при монтаже армирующего фундаментного каркаса. Почти все значения в таблице приводятся к Ø 30 связываемых армирующих стержней.
| Перепуск стержней в Ø | ||
| Ø стали класса А 400, мм | Перепуск | |
| в Ø | в мм | |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
Чтобы повысить прочность армокаркаса основания дома, нахлесты в арматуре необходимо правильно располагать по отношению друг к другу. причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
Как располагать нахлесты прутьев
Международные требования ACI 318-05 определяют разнесение стыков на расстояние ≥ 61 см. При превышении этого значения вероятность деформирования бетонного фундамента от напряжений и нагрузок значительно возрастает.
нормы расхода, требования и нюансы
Верно рассчитанный нахлест арматуры при вязке влияет на итоговое качество конструкции. Надежность такого метода оспорить сложно, однако в процессе работы присутствуют определенные нюансы, при несоблюдении которых результат соединения может оказаться хрупким и недолговечным. Это также может повлиять на скорость затвердевания бетона, что сильно размягчит основание.
Зачем необходимо соблюдать нормы нахлеста арматуры при вязке
При заливке фундамента дома или при возведении любого другого бетонного сооружения (колонны или монолитного блока) насущным остается вопрос прочности и долговечности конструкции. При соблюдении всех строительных норм, дополнительный металлический каркас сильно укрепит конструкцию и сделает ее долговечной, а основание неподверженным влиянию природных условий и времени.
В случае несоблюдения правил, фундамент дома может вскоре обвалиться, что приведет не только к потере большого количества материалов, но и к человеческим жертвам. Это связано с тем, что неверно рассчитанный нахлест арматуры ведет к незатвердеванию бетона в некоторых местах, что приводит к ослабеванию всей конструкции в целом. Для постройки крепкого и надежного каркаса используют несколько способов, в том числе вязку, для которой необходимо использовать нахлест.
Величина нахлеста при соединении арматуры по СНИП
Санитарные Нормы и Правила от 2003 года (сокращенно СНиП) описывают все виды соединений арматур, существующих на данный момент. Стыки внахлест создаются без использования сварочных аппаратов, этим они отличаются от механических (для которых используют муфты и специальное оборудование) и сварных (для которых соответственно нужен сварочный аппарат). Стыки внахлест существуют трех типов:
- Стержни с крюками, лапами (загибами) на концах.
- Стержни, у которых прямой конец (с приваркой или монтажом на пересечении арматур).
- Стержни с прямыми концами (профильные).
Санитарные Нормы и Правила от 2003 года рекомендуют соединять внахлест арматуры сечением до 40 мм. В свою очередь, мировой аналог строительных норм, а именно ACI 318-05 утверждает максимальное допустимое значение сечения стержней 36 мм. Обусловлено это отсутствием доказательной базы надежности соединений большего диаметра, так как испытания не проводились. Также во время вязки, стоит оставлять определенное свободное пространство вокруг нахлеста.
Надо учитывать, что минимальное расстояние, которое нужно оставить для запаса, как по горизонтали, так и по вертикали составляет 25 мм. Однако, если само сечение арматуры больше 25 мм, то и запас нужно рассчитывать, согласно шагу диаметра. Наибольшим расстоянием между элементами является 8 сечений стержня. Но при использовании в вязке проволоки расстояние сокращается до 4 сечений.
Не рекомендуется использовать вязку на участках наибольшего давления, так как место соединения не рассчитано на подобные нагрузки, а лишь на крепление арматур и поддержание их в качестве единой конструкции.
Таблица нахлеста арматуры
Величина напуска арматуры в мм
| Диаметр арматурной стали А400 | Величина нахлеста |
| 10мм | 300мм |
| 12мм | 380мм |
| 16мм | 480мм |
| 18мм | 580мм |
| 22мм | 680мм |
| 25мм | 760мм |
| 28мм | 860мм |
| 32мм | 960мм |
| 36мм | 1090мм |
Нахлест арматуры при разных условиях
Места состыковки арматуры и расположение решетки должен определять проектировщик, а не строители. Так как общая картина проекта, а также знание о величине нагрузки в разных местах известны только ему. В противном случае конструкция может быть нарушена.
Так как общая картина проекта, а также знание о величине нагрузки в разных местах известны только ему. В противном случае конструкция может быть нарушена.
Например, во время армирования колонны, следует придерживаться нескольких принципиально важных шагов:
- Выпуск необходимо согнуть на немного большую длину, чем сечение арматуры (для диаметра 16мм — это 20мм).
- Сгибать арматуру необходимо без нагрева, а с помощью специальных средств, которые смогут обеспечить нужный радиус загиба.
- Радиус загиба необходимо указать в проекте и сделать на нем акцент, так как строители вряд ли будут делать это без поручения.
Нормы расхода арматуры на нахлест
Необходимая длина стержней арматуры различается по нескольким критериям:
- Для арматуры работающей на сжатие, необходимая длина будет следующей. Так, для арматур диаметра 6 мм — длина 20-22см; 8мм — длина 20-29см; 10мм — длина 25-36см; 12мм — длина 30-43см; 14мм — длина 35-50см.
- Для арматур работающих на растяжение, требуемая длина нахлеста стержней должна быть больше. Например, для диаметра 6 мм — длина 20-29см; 8мм — длина 27-38см; 10мм — длина 33-48см; 12мм — длина 40-57см; 14мм — длина 46-67см.
Чем выше класс бетона по прочности, тем меньше должна быть длина стержней для нахлеста. Исключениями являются только арматуры 20, 28 и 32 мм. При классе прочности бетона B35 длина стержней должна составлять 655, 920 и 1050 мм соответственно.
Вы соблюдаете нормы нахлеста арматуры при вязке?
Важные нюансы и требования для соединения вязкой
Процесс соединения арматур с помощью проволоки кажется намного более легким, чем вариант со сваркой или же использование спрессованных муфт и специальных аппаратов. Однако он также имеет свои тонкости и нюансы. Надо учитывать, что не стоит соединять арматуры в местах с повышенной нагрузкой (например, углы зданий). Более того, желательно, чтобы в месте вязки нагрузки вообще не было. Если же технически нет возможности соблюсти это требование, то стоит пользоваться простой формулой: Размер соединения=90*Сечение используемых прутьев.
Если же технически нет возможности соблюсти это требование, то стоит пользоваться простой формулой: Размер соединения=90*Сечение используемых прутьев.
Также необходимо обращать внимание на основные параметры:
- длину накладки прута;
- местонахождение соединения и особенности данного места;
- расположение нахлестов по отношению друг к другу.
Между соседними местами соединения стрежней арматуры должно быть расстояние, которое можно рассчитать по формуле: Расстояние=1.5*Длину нахлеста, однако получившаяся величина должна быть не меньше 61см.
Также не стоит забывать, что размеры таких соединений регламентированы техническими нормами и нахлест зависит не столько от сечения арматур, сколько от:
- марки бетона, который используется для заливки;
- цели использования соединений;
- класса эксплуатируемой арматуры;
- нагрузки, оказываемой на основание.
Факты, формулы и цифры, изложенные в СНиПе дают представление о том, как именно делать вязку арматур для построения крепкого и надежного каркаса. Эти знания необходимы владельцам дачных участков, которые хотят что-то построить своими силами.
Популярное
Как грамотно сделать нахлест арматуры при вязке и сварке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
|---|---|
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
|---|---|---|
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
Нахлест арматуры при вязке снип. Вязка арматуры. ArmaturaSila.ru
Архив рассылки Непрошеные советы для начинающих проектировщиков. Выпуск № 7.
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили. теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
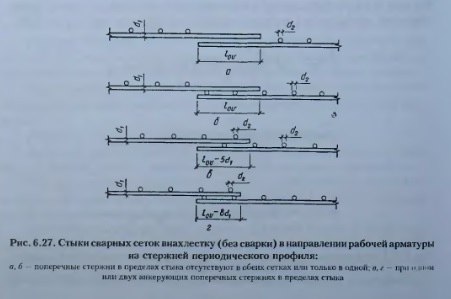
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска ll. должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 ll. или в осях стыков не менее 1,5 ll.
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
Комментарии
В связи с участившимися попытками мошенников завладеть личными данными пользователей, администрация форума предупреждает, что никто из членов команды форума никогда не запрашивает личные/авторизационные данные. Также, при появлении страницы формы входа на сайт, настоятельно рекомендуем проверять домен сайта в адресной строке.
Также, при появлении страницы формы входа на сайт, настоятельно рекомендуем проверять домен сайта в адресной строке.
Cтатьи
Видео
FORUMHOUSE — самый популярный и авторитетный портал в России, посвященный строительству и загородной жизни.
Все о программе «Дальневосточный гектар». Ответы на вопросы, обсуждение преимуществ, решение проблем. «Дальневосточный гектар» — официальный партнер FORUMHOUSE!
Темы: 8 Сообщения: 1.711
Официальные представительства строительных компаний на форуме. Здесь вы можете задать вопрос представителям компаний и посмотреть на примеры их работ.
Темы: 221 Сообщения: 2.259
Выбор проекта для дома, коттеджа — важный шаг. В этом разделе есть возможность не только ознакомиться с готовыми проектами домов, но и обсудить свои индивидуальные проекты. Также вы можете задать вопросы об архитектурном проектировании
Темы: 7.475 Сообщения: 331.003
Устройства и виды фундаментов: ленточный, свайный, столбчатый, винтовой, монолитный, деревянный. Расчет и проектирование фундамента, гидроизоляция. Монтаж и заливка фундамента
Темы: 13.901 Сообщения: 450.014
Вопросы по строительству всех видов дачных домов и бань: деревянных из бруса, щитовых (каркасных), каменных (из пеноблоков и кирпича). Обсуждение смет на строительство. Общие вопросы строительства (как построить дом), используемые технологии
Темы: 24.525 Сообщения: 2.383.617
Расчёт, конструирование, взаимозаменяемость различных видов перекрытий. Экономическая целесообразность того или иного вида перекрытия. Плиты перекрытия
Темы: 3.540 Сообщения: 78.415
Виды кровель, кровельные системы, строительство и монтаж кровли, обзоры, устройство кровли, технологии, расчет кровли и кровельных систем, конструкция
Темы: 4.359 Сообщения: 177.225
Как правильно вязать арматуру
Выполняя устройство бетонных фундаментов , возникает вопрос: как правильно вязать арматуру, и какой нахлёст должен быть у арматурных стержней.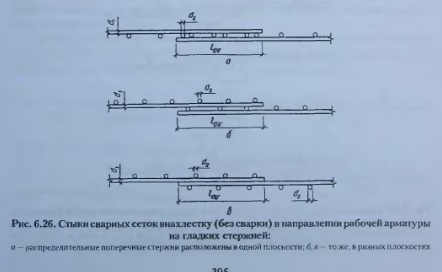
Соединение арматурных стержней осуществляется тремя способами:
1 – Вязка арматурных стержней
2 – Сварка арматурных стержней
3 – Муфтовое соединение арматурных стержней
Каждый способ соединения арматуры имеет свои достоинства и недостатки, в связи с этим, каждый сам для себя выбирает как вязать арматуру при выполнении фундамента или стен.
Вязка арматуры
Вязка арматуры — это один из наиболее дешёвых и в то же время надёжных соединений арматурных стержней. На большинстве серьёзных строительных объектов разрешён только этот метод соединения арматуры. Вязка арматуры в отличие от сварки арматуры не меняет структуру металла. В то время как при сваривании арматуры между собой под огромной температурой происходит опуск металла. Металл теряет свои прочностные свойства. В связи с этим технадзор запрещает производить соединение арматуры методом сваривания арматуры с помощью сварочных аппаратов на стройке. Не нужно путать с контактной сваркой, которая выполняется в заводских условиях. Этот метод сваривания не вредит качеству сварных конструкций, а напротив надёжен и технологичен.
Необходимо знать, что вязка арматуры производится в шахматном порядке. Связывать между собой все перенахлёсты стержней необязательно, так как вязка арматуры выполняется не для создания прочности, а для фиксации арматурных стержней в пространстве (в опалубке), таким образом, чтобы во время приёмки бетона арматурный каркас не разрушился. Это регламентировано в СНиП. Связывают арматуру между собой при помощи вязальной проволоки, которую предварительно обжигают. Под воздействием высоких температур вязальная проволока становится очень гибкой и отлично вяжется. Диаметр вязальной проволоки не превышает одного миллиметра.
Обвязка арматуры вязальной проволокой
выполняется при помощи вязального крючка. Вязальный крючок бывает двух видов обычный и винтовой. Проволока руками пропускается вокруг арматурных стержней и охватывая их при помощи вязального крючка затягивается, крепко фиксируя арматуру между собой.
Помимо ручных вязальных крючков, на сегодняшний день придумано много электрических инструментов для вязки арматуры. К таким инструментам относится электрический пистолет для вязки арматуры. С его помощью процесс соединения арматуры между собой ускоряется в разы. Но у него есть существенный недостаток. Во-первых, сила затяжки оставляет желать лучшего. Во-вторых, вязальная проволока для пистолета продаётся в специальных барабанах, и она очень дорогая. Во время вязки электрическим пистолетом на одну скрутку расходуется около 90 см проволоки, в то время как в процессе вязки ручным крючком расходуется не более 30 см обычной вязальной проволоки. На маленьких объёмах бетона это не заметно, но на больших стоимость затрат на вязальную проволоку и обслуживание инструмента, будет весьма ощутима.
Нахлёст арматуры
Стыковка арматуры внахлёст производится на основании строительных норм и правил (СНиП). Длинна нахлёста арматуры зависит от класса арматурной стали и диаметров арматурных стержней.
1- Нахлест арматуры в монолитных ж/Б элементах толщиной до 250 мм (плиты перекрытия, Ж/Б балки итд) составляет: 33,8d – в сжатом бетоне и 47,3d в растянутом бетоне. Где d — это диаметр арматуры.
2- Нахлёст арматуры в Ж/Б элементах с вертикальным бетонированием (колонны, стены, пилоны, контрфорсы итд) составляет: 48,3d – в сжатом бетоне и 67,6d – в растянутом бетоне. Где d — это диаметр арматуры.
Статья подготовлена компанией АСК Эгида .
Комментарии
Необходимо знать, что вязка арматуры производится в шахматном порядке. Связывать между собой все перенахлёсты стержней необязательно, так как вязка арматуры выполняется не для создания прочности, а для фиксации арматурных стержней в пространстве (в опалубке), таким образом, чтобы во время приёмки бетона арматурный каркас не разрушился. Это регламентировано в СНиП.
Подскажите номер СНиП.
Кому: ирина, evroline2005@yandex. ru, #166806
ru, #166806
При выполнении арматурных и бетонных работ следует соблюдать требования СНиП 3.03.01-87, СНиП 3.09.01-85
Источники: http://svoydom.net.ua/stykovka-armatury-vnahlestku-osobennosti-i-vazhnye-momenty.html, http://www.forumhouse.ru/threads/64869/, http://ask-egida.ru/news/news_post/kak-vyazat-armaturu
Комментариев пока нет!
Нахлест арматуры при вязке по таблице СНИП 2.03.01-84 и 52-101-2003
Когда мы собираемся строить свой дом, то хотим, чтоб он служил долгое время. Самое главное, чему стоит уделить особое внимание – это фундамент дома. Чтоб основание жилища было крепким, стоит также уделить внимание каркасу арматуры, который составляет прочный «скелет» фундамента. И в этом деле есть множество нюансов, о которых мы сейчас поговорим.
Как вязать?
Нормативная база
Согласно СНиП 52-101-2003, имеются механические и сварные соединения арматуры стыкового типа и сделанные без применения сварки стыки внахлест. Соединение механически происходит с помощью резьбовых либо спрессованных муфт.
Если вы собираетесь применять при соединении арматуры нахлест, то нужно помнить, что сечение не должно быть более сорока миллиметров. Согласно документу, который ACI 318-05 (мировой аналог строительных норм), допустимое значение сечения стержней не должно превышать 36 мм.
Данные рамки объясняются отсутствием проведения испытаний большей по диметру арматуры.
Арматуру не стоит соединять на тех участках, где идет максимальное напряжение и нагрузка. Прочность изделия в противном случае остается под большим вопросом.
Соединять можно как с вязальной проволокой, так и без нее. В первом варианте проволока применяется для связывания арматуры. Со стержнем, имеющим сечение не более 25 мм, лучше всего использовать опрессованные соединения или винтовые муфты. Таким образом повышается величина безопасности строения, а также уменьшаются денежные расходы на армирование (длина нахлеста арматуры при вязке составляет перерасход до 25% материала).
Какой нахлест арматуры при вязке нужно делать?
Когда вы собираетесь соединять арматуру, то нужно помнить, что длина запаса, как по горизонтали, так и по вертикали, должна быть не менее 25 мм. Если вы выполните данное правило, то бетон без препятствий попадет даже в самые недоступные уголки каркаса. Если арматура с сечением больше, чем 25 мм, то следует выбирать шаг стержней относительно их диаметра. Самое большое расстояние между элементами арматуры по ширине должно составлять 8 диаметров прута.
В случае если вы используете проволоку для вязки расстояние между элементами должно быть не более 4 диаметров стержня арматуры
Бессварочное стыковое соединение
Строительные нормы и ACI 318-05 рекомендуют в конструкциях применять свободные соединения прутков без напряжения. При таком соединении сцепление фундамента становится более крепким за счет надежной сцепки всех прутьев. Такого эффекта нельзя достичь с помощью заливки арматурного элемента, который соединяется с соседним стержнем вязальной проволокой. Не стоит забывать, что припуск по длине не должен быть меньше, чем двадцать пять сантиметров.
В случае, когда имеется нагрузка, как на сжатие, так и на растяжени, размер припуска может быть даже больше, чем 30 мм. Согласно международным стандартам, которые применяются строителями в Европе, величина нахлеста скрепляемых деталей для армирования составляет 40 мм. В этом случае мы говорим об арматуре класса А400.
Показатель рекомендованного припуска зависит от марки бетона, применяемого при заливке фундамента, или другого любого сооружения.
Соотношение нахлеста и диаметра прута смотрите в таблице:
В заключение хочется отметить, что при строительстве сооружений, в состав которых входит арматура, нужно четко соблюдать все пункты строительных норм, особенно 52-101-2003 и 2.03.01-84. Тогда ваше строение будет обладать долговечностью и прочностью.
Нахлест арматуры при вязке
При армировании бетона один из наиболее распространенных способов вязки арматуры – нахлест. Величина припусков определяется множеством факторов (места соединений, характер нагрузок, которые будет воспринимать конструкция, марка используемого бетона), но в большинстве случаев основополагающим является тип проволоки.
Величина припусков определяется множеством факторов (места соединений, характер нагрузок, которые будет воспринимать конструкция, марка используемого бетона), но в большинстве случаев основополагающим является тип проволоки.
Длина перехлеста
Как правило, в качестве материала для создания армирующих конструкций выбирается рифленая арматура А3 или других марок сечением до 36 мм (в редких случаях используются прутки 40 мм), что и определяет протяженность нахлеста при ее вязке. Согласно СНиП эти значения не должны быть менее:
- для арматуры ∅ 6 мм –250 мм;
- для ∅ 10 – 300;
- для ∅ 12 – 380;
- для ∅ 16 – 480;
- для ∅ 18 – 580;
- для ∅ 22 – 680;
- для ∅ 25 – 760;
- для ∅ 28 – 860;
- для ∅ 32 – 960;
- для ∅ 36 – 1090;
- для ∅ 40 – 1580.
Нормативно-технической документацией нашей страны регламентируется среднее значение нахлеста в пределах 50 диаметров используемой арматуры. А в зависимости от марки применяемого бетона:
- М300 – 35 диаметров;
- М250 – 40;
- М200 – не менее 50 сечений соединяемых элементов.
Для соединения прутков диаметром более 25 мм специалисты советуют использовать винтовые муфты либо вязальную (отожженную) проволоку.
Рекомендации по вязке арматуры нахлестом
Не допускается вязка арматуры в местах концентрированной нагрузки на стержни и максимального напряжения на них. Свободные соединения стержней допускаются только в предварительно ненапряженных конструкциях.
Стыковка соседних стержней выполняется вразбежку – в одном сечении не должно соединяться свыше 50 % всех прутков. Дистанция между близлежащими стыковками не должна быть менее 610 мм.
Крестообразные перехлесты необходимо соединять хомутами или вязальной проволокой. В местах анкеровки конструкция должна быть обязательно усилена дополнительной поперечной арматурой.
Перехлесты элементов необходимо расположить в местах с минимальными крутящим и изгибающим моментами. Если это технологически невозможно, значение нахлеста устанавливается на уровне 90 диаметров соединяемой арматуры.
Для более точного изучения всех норм и правил по вязке армирующих конструкций следует обратиться за помощью в соответствующую проектную документацию. Важно понимать, что четкое соблюдение предписаний – залог долговечной и безаварийной работы ЖБИ.
Определение и руководство для соединения арматуры внахлест
Арматурные стержни (арматура) бывают длиной до 60 футов. Теоретически это могло бы избавить от необходимости сращивания материала для всех, кроме самых крупных коммерческих проектов. Однако на практике большинство строительных проектов включают в себя обширное сращивание арматуры. Это может быть связано с любым количеством причин, например, с ограничениями по длине при транспортировке и эффективным использованием материалов. Соединение внахлест является наиболее распространенным методом создания единого конструктивного элемента из двух сегментов арматурного стержня.
Соединение внахлестку, как следует из названия, создается путем перекрытия двух отрезков арматуры с последующим их соединением вместе. С точки зрения конструкции наиболее важным аспектом соединения внахлестку является длина внахлестку. Обратите внимание, однако, что требования к перекрытию различаются как в зависимости от размера арматурного стержня, так и от конкретного применения конструкции.
Коды моделей для соединения арматуры внахлест
Практически в любой строительной ситуации длина перекрытия регулируется местными строительными нормами. Несмотря на то, что обязательно проверять местный кодекс на предмет подробных требований соответствия, большинство кодексов основаны на Международном строительном кодексе (IBC).
Требования кодов IBC практически идентичны кодексам Американского института бетона (ACI). Раздел 318-14 кодекса ACI, который регулирует сращивание арматуры, был включен без существенных изменений в соответствующий конкретный раздел IBC 2015 и 2018 годов. Следовательно, либо разделы кодекса IBC, регулирующие бетон, либо ACI 318-14, действующие по состоянию на 2016 год, предоставляют надежную информацию о требованиях кодов соединения внахлест.
Следовательно, либо разделы кодекса IBC, регулирующие бетон, либо ACI 318-14, действующие по состоянию на 2016 год, предоставляют надежную информацию о требованиях кодов соединения внахлест.
Местный кодекс — это закон
Имейте в виду, что основным кодексом вашего проекта является местный строительный кодекс.Инспекторы не передадут проект, соответствующий коду IBC, если он конфликтует с локальной версией кода. Кроме того, почти во всех юрисдикциях США теперь требуется печать утверждения инженера-строителя на любом структурном аспекте плана здания.
Инженер-строитель учтет стандартные требования, а также исключения для критических точек напряжения, различные требования к длине стыка при соединении арматурных стержней разного диаметра и требования к ступенчатым стыкам для предотвращения скопления в точках перекрытия, что может привести к недостаточному потоку бетона в область стыка.Все места стыков должны быть указаны в конструктивных планах перед утверждением.
Характеристики контактного сращивания
Ниже приведены требования к длине соединения IBC / ACI для наиболее распространенного типа соединения внахлест — контактного соединения. Другие типы стыков, соответствующих нормам, включают механические стыки и сварные стыки.
| Требования к проводке арматурного стержня для соединения внахлест | |||
|---|---|---|---|
| Прочность бетона | Марка стали | Тип арматуры | Длина стыка |
| 2500 фунтов на кв. Дюйм | 60 000 | # 4 | 41 дюймов |
| 2500 фунтов на кв. Дюйм | 60 000 | # 5 | 51 дюймов |
| 2500 фунтов на кв. Дюйм | 60 000 | # 6 | 61 дюйм |
2500 фунтов на кв. Дюйм Дюйм | 60 000 | # 7 | 89 дюймов |
| 2500 фунтов на кв. Дюйм | 60 000 | # 8 | 102 дюйма |
| 3000 фунтов на кв. Дюйм | 60 000 | # 4 | 37 дюймов |
| 3000 фунтов на кв. Дюйм | 60 000 | # 5 | 47 дюймов |
| 3000 фунтов на кв. Дюйм | 60 000 | # 6 | 56 дюймов |
| 3000 фунтов на кв. Дюйм | 60 000 | # 7 | 81 дюймов |
| 3000 фунтов на кв. Дюйм | 60 000 | # 8 | 93 дюймов |
Нормы правил для материала проводки и метода крепления краткие и отмечают только, что используемый метод проводки должен «закрепить» арматурный стержень на месте.Отсутствие конкретных требований к материалу проводки или спецификации метода намотки провода может сначала показаться удивительным, но единственная цель провода — временно удерживать арматуру на месте. После того, как заливка завершена и бетон начал затвердевать (в течение нескольких часов после заливки), материал проводки больше не имеет смысла.
Стандартные длины стыков не применяются, когда арматурный стержень необходимо просверлить в бетоне. В этом случае инженер-строитель должен определить глубину заделки арматурного стержня и соответствующий продукт для крепления арматуры к существующему бетону.
Притирочная арматура сетки: как рассчитать перекрытие
Использование арматурной сетки
Арматурная сетка
обычно используется в пластинчатых железобетонных элементах (ЖБИ), как горизонтальных, таких как плиты надстройки и плиты фундамента, так и вертикальных, таких как стены с поперечным срезом и основные стены вокруг лестничных клеток или лифтов. Использование такой арматуры оправдано тем фактом, что она обеспечивает жесткость и прочность более чем в одном направлении в плане элемента, что и является причиной использования элементов пластинчатого типа в строительстве.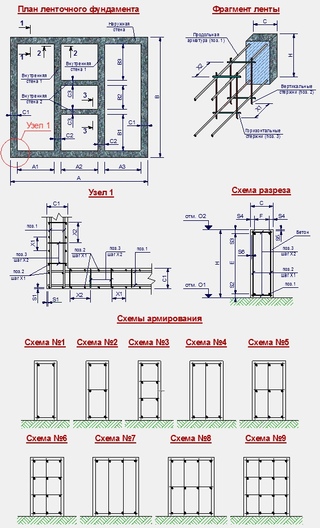
Почему ткань сетки перекрытия?
Плиты и стены обычно покрывают протяженные поверхности, но производители обычно предоставляют арматурную сетку размером от 2,0 м до 5,0 м для облегчения транспортировки и размещения (стандартные сетчатые листы составляют 2,4 м x 4,8 м, а листы сетки Merchant меньше — 3,6 м. м x 2,0 м).
Следовательно, на этапе строительства, перекрытие (или стыковка внахлест ) необходимо, чтобы гарантировать безопасную передачу напряжений арматуры (растягивающих и сжимающих) между соседними модулями сетки (см. Рисунок 1).
Инженер должен убедиться, что концы соединяемых модулей соединяемых модулей жестко скреплены между собой и соединены проводом. Следует отметить, что перекрытие является наиболее распространенным способом передачи усилий от одного арматурного стержня к другому, но не единственным. Установка механических соединителей арматуры или сварка также доступны в качестве методов, особенно в случаях повышенных ограничений рабочего места.
Однако следует указать, что в случае арматурной сетки притирка стержней является единственным жизнеспособным решением, учитывая количество стержней, подлежащих притирке, поскольку два других метода требуют большого объема работы на стержень.
Рисунок 1: Механизм передачи напряжения, активированный по длине нахлеста
Расчет длины нахлеста и зон притирки
Расчетная длина нахлеста согласно BS EN 1992, Еврокод 2 определяется по следующей формуле:
l 0 = α 1 α 2 α 3 α 5 α 6 · l b, rqd ≥ l 0, min
Если коэффициенты a 1 , a 2 , a 3 и 5 вводятся для учета влияния формы стержня, бетонного покрытия, ограничения из-за поперечной несварной арматуры и ограничения поперечным давление соответственно.
Коэффициент a 6 представляет влияние процента перекрывающихся стержней ρ1 в пределах рассматриваемой зоны и равен √ ρ1 / 25, но находится в диапазоне от 1,0 до 1,5.
Параметр l b.req — это требуемая базовая расчетная длина анкерного крепления для передачи усилий от арматурной стали к бетону, которая, согласно EC2, равна ⦰ / 4 ∙ σsd / fbd, где ⦰ — диаметр арматурного стержня, σsd. — расчетное напряжение арматуры, а fbd — расчетное напряжение сцепления.
Минимальная длина нахлеста l 0.мин определяется следующим уравнением:
л 0, мин ≥ макс {0,3 α 6 л b, rqd ; 15Φ; 200 мм}
Еврокод 2 предлагает расположить притирку арматуры в шахматном порядке по , чтобы не создавать большую зону нарушения сплошности, которая потенциально может привести к выходу стержня из строя.
В случае использования арматурной сетки, поскольку это решение нецелесообразно, поскольку модули сетки прибывают на строительную площадку в виде заводских сборок, необходимо увеличить длину нахлеста, присвоив более высокое значение для коэффициента 6 (для ρ1> 50%).
При проверке количества арматуры, нахлестанной в определенном сечении, необходимо учитывать любые нахлесты, расположенные в зоне в пределах 0,65 10 с каждой стороны от сечения. Более того, в случае, когда арматурная сетка подвергается сжатию (например, арматура днища в опорных зонах плиты) , длина внахлестку больше, чем в случае арматурной сетки, подвергающейся растяжению (например, арматура днища в середине пролета плиты зоны). Это связано с тем, что в случае коэффициентов сжатия a 1 , a 2 , a 3 и 5 установлены на единицу, поскольку форма стержня, бетонное покрытие, поперечная арматура и давление не помогают в уменьшении длина нахлеста, как для арматуры под натяжением.Кроме того, в случаях, когда арматурная сетка должна быть соединена в зонах с плохим сцеплением, например, на верхней поверхности железобетонных плит толщиной более 250 мм, длину нахлеста, рассчитанную по приведенным выше формулам, необходимо умножить на 0,7.
Что касается расположения зон притирки в плане (для горизонтальных элементов) и по высоте (для вертикальных элементов), перекрытие не следует выполнять в зонах высоких внутренних сил (например, изгибающих моментов), таких как основание стены со сдвигом, где изгибающий момент из-за боковых (ветровых или сейсмических) воздействий самый высокий, или ж / б плиты в середине пролета или опоры на балки (места пиковых моментов при постоянных нагрузках).
Риски неправильной или непривязки сетчатой ткани
В случаях, когда длина нахлеста недостаточна или отсутствует, напряжения арматуры не могут адекватно передаваться между арматурными стержнями. В этом случае напряжение должно переходить от арматурной стали к окружающему бетону.
Поскольку бетон имеет более низкую нагрузочную способность как при растяжении, так и при сжатии по сравнению с арматурной сталью, материал, который определяет поведение элемента, — это бетон.Поэтому в зонах, подверженных растяжению, ожидается появление больших трещин, тогда как в зонах сжатия обычно наблюдается скалывание бетона.
Такие недостатки могут привести к драматическим последствиям для структурной целостности конструктивных элементов, особенно в случаях, когда может произойти ограниченное перераспределение, например, в стенах или колоннах, работающих на сдвиг (см. Рисунок 2).
Рис. 2. Катастрофическое разрушение колонны в результате землетрясения из-за недостаточного соединения внахлестку.
Фотография сделана Kenneth J.Элвуд [1]
Ссылки
[1] Дж. Элвуд, «Поведение и моделирование существующих железобетонных колонн» EERI Presentation (http://www.1906eqconf.org/tutorials/SeisPerformExistConcrBldg_Elwood.pdf)
Ищете армирование сеткой?
A252 Ткань с армирующей сеткой 3,6 x 2,0 м (Торговый размер) От 28,00 £
A393 3,6 м x 2.Арматурная сетка 0 м (Торговый размер) От 38,00 £
Перекрытие стального прутка | Формула перекрытия стального стержня
Притирка арматуры долгое время считалась полезной и недорогой системой соединения. При укладке стали в железобетонную конструкцию, когда необходимая длина одиночного стержня оказывается недостаточной, необходимо обеспечить притирку двух стержней бок о бок, чтобы сохранить желаемую расчетную длину.
При укладке стали в железобетонную конструкцию, когда необходимая длина одиночного стержня оказывается недостаточной, необходимо обеспечить притирку двух стержней бок о бок, чтобы сохранить желаемую расчетную длину.
Арматура Притирка неизбежна, если длина участка арматуры превышает одну сплошную деталь.В этой ситуации необходимо, чтобы полоса в этой строке перекрывалась. Следует отметить, что перекрытие не должно предусматриваться в стержнях диаметром более 36 мм.
В такой ситуации следует применять сварку. Но если сварка в некоторых случаях невозможна, то притирка должна быть предусмотрена для прутков диаметром более 36 мм. Но вместе с притиркой вокруг притирочных стержней должны быть расположены дополнительные спирали диаметром 6 мм.
Арматурные стержни (арматура) доступны длиной до 60 футов.Но на практике большинство строительных проектов влечет за собой крупномасштабное сращивание арматуры из-за ограничений по длине при транспортировке и правильного применения материалов. Соединение внахлест считается наиболее известной системой для создания единого конструктивного элемента из двух сегментов арматуры.
Притирка образуется путем перекрытия двух отрезков арматуры с последующим соединением их вместе.
Требования к перекрытию различаются как в зависимости от размера арматурного стержня, так и в зависимости от конкретного применения в конструкции. Длина нахлеста для бетона 1: 2: 4 Номинальная смесь:
Длина притирки при растяжении (стержень MS — стержень из низкоуглеродистой стали) вместе со значением анкеровки составляет 58d.Следовательно, после вычета значения анкерного крепления длина нахлеста должна быть = 58d — 2 * 9d = 40d. (Здесь 9d = припуск на крюк до 25 мм и k = 2)
Длина нахлеста для бетона M20:
Также читайте: Важность безупречной притирки стальных стержней при строительных работах RCC
• Колонны — 45d
• Балки — 60d
• Плиты — 60d
Означает, что если требуется нахлест колонн диаметром 20 мм, то минимальный нахлест должен составлять 45 * 20 = 900 мм.
По этому поводу представлен эксклюзивный видеоурок известного инженера С.Л. Хан. Изучите этот эксклюзивный видеоурок, чтобы узнать, как рассчитать перекрытие арматурных стержней / длину обрезки перекрытия.
Чтобы получить более подробную информацию, просмотрите следующий видеоурок.
Источник видео: SL Khan
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время
Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами.Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты Америки
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA),
и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс),
DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за
ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных правил или применимыми законами и постановлениями штата.
на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона ,
пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов.
Вы можете найти более подробную информацию о нашей деятельности на общедоступном ресурсе.
в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — это фундаментальное требование для работы нашей демократии.
Благодарим вас за усилия и приносим извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
СТАЛЬНАЯ ПАЛУБА? СТАЛЬНЫЕ ВОЛОКНА! — Решения для бетонных волокон
[арматура из сварной проволоки, другой термин для проволочной сетки] размером 4,0 или меньше, если это требуется спецификацией, но только с признанием того, что риск, связанный с расположением арматуры, полностью является ответственностью специалиста ». 3
Рисунок 2. Провисание проволочной сетки между опорами. Готов поспорить, на рисунках это не так.
Во-вторых, сетка иногда оказывается слишком высокой.Хотя коврик редко устанавливается слишком высоко, часто угол выступает над поверхностью пола. Если специалисты по отделке бетона поймут это вовремя, они могут отрезать проволоку с помощью болторезных станков, но это бесполезно. Если вовремя не поймают, нужно вырезать провода из затвердевшего бетона, оставив повреждения, которые необходимо залатать.
В-третьих, сетка поставляется в виде листов, которые необходимо соединить внахлест, чтобы обеспечить непрерывное армирование. Спецификации обычно требуют минимального нахлеста в один промежуток (расстояние между поперечными проводами) плюс 2 дюйма.Институт армирования проволоки рекомендует связывать листы вместе на всех нахлёстках, хотя этот совет часто игнорируется. 4 Если сетка смещается до или во время заливки бетона, нахлесты могут легко исчезнуть, оставляя зазоры, в которых трещины могут широко открыться. И даже если сетка не смещается, на кругах могут возникнуть проблемы. С некоторыми макетами вы получаете места, где перекрываются четыре слоя. Это слишком много проволоки, которую нужно втиснуть в то, что может быть ограниченным пространством, и это может привести к проблеме, упомянутой в предыдущем абзаце: сетка выступает из поверхности пола.
Спецификации обычно требуют минимального нахлеста в один промежуток (расстояние между поперечными проводами) плюс 2 дюйма.Институт армирования проволоки рекомендует связывать листы вместе на всех нахлёстках, хотя этот совет часто игнорируется. 4 Если сетка смещается до или во время заливки бетона, нахлесты могут легко исчезнуть, оставляя зазоры, в которых трещины могут широко открыться. И даже если сетка не смещается, на кругах могут возникнуть проблемы. С некоторыми макетами вы получаете места, где перекрываются четыре слоя. Это слишком много проволоки, которую нужно втиснуть в то, что может быть ограниченным пространством, и это может привести к проблеме, упомянутой в предыдущем абзаце: сетка выступает из поверхности пола.
В-четвертых, установка сетки требует больших усилий. Вы должны поднять его до уровня палубы с помощью крана или вилочного погрузчика, установив его на платформу (рис. 3). Затем вы должны перенести каждый лист в его окончательное положение, убедившись, что он находится на нужной высоте и нахлесты правильные. Этот шаг обычно выполняется вручную. Некоторые маты неизбежно придется обрезать по размеру, чтобы они подходили к колоннам и другим препятствиям. Все это приводит к значительной оплате труда.
Рис. 3. Проволочную сетку необходимо поднять до уровня палубы и установить там, прежде чем она будет окончательно установлена на место.Каждый шаг требует времени и денег. Напротив, стальные волокна поступают в автобетононасос и укладываются вместе с бетоном, обычно с помощью насоса.
Наконец, сетка вызывает травмы. Ходить по гофрированной стали сложно, даже когда настил голый, а сетка только усугубляет ситуацию. Риск споткнуться существует всегда, и он возрастает, если сетка управляется, как и должно быть, если вы хотите, чтобы она выполняла свою работу.
ВОЛОКНА СТАЛЬНАЯ — ЗАМЕНА ПРОВОЛОЧНОЙ СЕТКИ
Стальная фибра устраняет все пять из перечисленных выше недостатков. В отличие от проволочной сетки, волокна всегда распределены по бетонной плите. Вы не найдете их сосредоточенными внизу или вверху. В отличие от проволочной сетки, волокна не требуют тщательного ухода за нахлестками. В отличие от проволочной сетки, установка волокон не требует больших затрат труда. Их добавляют в автобетоносмесители, обычно на заводе по производству товарных смесей, но иногда и на месте, и они доставляются на платформу вместе с бетоном. И, в отличие от проволочной сетки, волокна не спотыкаются и не падают.
В отличие от проволочной сетки, волокна всегда распределены по бетонной плите. Вы не найдете их сосредоточенными внизу или вверху. В отличие от проволочной сетки, волокна не требуют тщательного ухода за нахлестками. В отличие от проволочной сетки, установка волокон не требует больших затрат труда. Их добавляют в автобетоносмесители, обычно на заводе по производству товарных смесей, но иногда и на месте, и они доставляются на платформу вместе с бетоном. И, в отличие от проволочной сетки, волокна не спотыкаются и не падают.
Рисунок 4.Этот бетон содержит стальную фибру при 25 pcy. Волокна не оказали заметного влияния на укладку бетона.
С 2006 года институт Steel Deck Institute одобрил использование стальной фибры для контроля трещин в композитных плитах. Рекомендуемая минимальная дозировка составляет не менее 25 фунтов на кубический ярд. 5 Как и в случае с сеткой, некоторые инженеры указывают больше, чем минимум кода, когда им нужен лучший, чем обычно, контроль над трещинами. Некоторые композитные плиты были построены с дозировкой волокна 50 pcy.Дозировка выше 50 pcy редка, но не невозможна.
ВОЗРАЖЕНИЯ ПО СТАЛЬНЫМ ВОЛОКНАМ
Есть ли причины не переходить с проволочной сетки на стальную фибру? Часто высказываются два возражения против стальной фибры: фибра затрудняет перекачивание бетона и фибра будет выступать на поверхности пола. Оба возражения могут быть обоснованными, но правильное волокно имеет большое значение для их преодоления.
Рисунок 5.Стальные волокна не должны мешать перекачиванию.
Бетон, укладываемый на палубу, обычно подается насосом (рис. 5), поэтому подрядчикам, естественно, нужна смесь, которая легко перекачивается и не забивается. Бетон, армированный стальной фиброй, не всегда отвечал этой потребности. Но если вы посмотрите на работы, где волокна мешали перекачиванию, почти все были связаны с длинными волокнами или очень высокими дозами, или и тем, и другим. При использовании волокон CFS при стандартной дозировке 25 pcy возникает несколько проблем. Такие волокна использовались даже при 50 pcy без заметного влияния на прокачиваемость.
При использовании волокон CFS при стандартной дозировке 25 pcy возникает несколько проблем. Такие волокна использовались даже при 50 pcy без заметного влияния на прокачиваемость.
С возражением против открытых волокон справиться немного сложнее. Как я уже говорил ранее, если ваша толерантность к обнаженным волокнам буквально равна нулю, то есть ни одного волокна в поле зрения нет, не используйте волокна. Но это крайняя позиция. С помощью 1-дюймовых волокон и небольшой осторожности при отрыве от бетона вы можете поддерживать низкий уровень воздействия, который удовлетворит почти всех пользователей полов (рис. 6). И давайте не будем забывать, что большинство композитных плит имеют напольные покрытия, поэтому воздействие волокна не имеет значения.
Рис. 6. Этот бетон содержит стальные волокна при 25 pcy. На отделку они не повлияли.
ОЖИДАНИЯ
Используется ли проволочная сетка или стальные волокна для контроля трещин, мы должны понимать, что они могут и чего нельзя делать. Оба продукта могут и будут ограничивать ширину трещин. Но ни один продукт не может полностью предотвратить появление трещин. В композитных плитах предотвращение трещин кажется недостижимой целью. Из-за ограничений, создаваемых стальным настилом, а также из-за отрицательных моментов, которые присутствуют в большинстве полов, композитные плиты неизбежно треснут.Лучшее, на что мы можем надеяться, — это обезопасить трещины, ограничив их ширину.
Это показывает разницу между стальными волокнами в композитных плитах и плитах с опорой на грунт. В полах с опорой на землю волокна предотвращают растрескивание, если их использовать в достаточном количестве. Расположенные близко друг к другу волокна не дают микротрещинам превращаться в видимые. Это ключ к конструкции широких плит из стальных волокон, метод, который позволяет использовать плиты длиной до 125 футов без промежуточных швов или видимых трещин.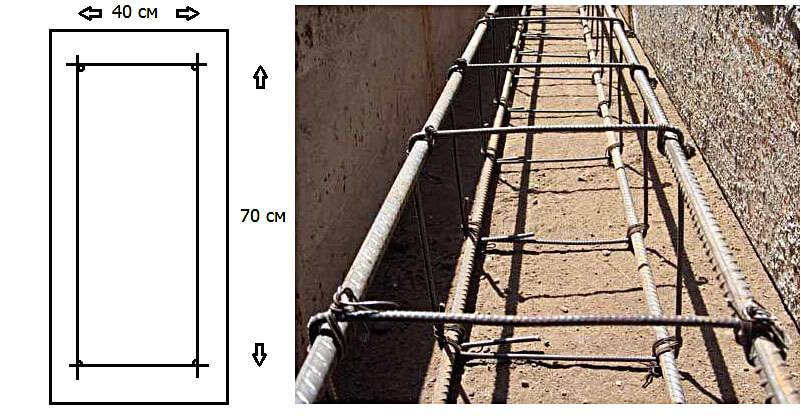 Но такая защита от трещин работает только в тех плитах, которые не подвержены усадке. Композитные плиты никогда не бывают свободными, потому что их сдерживает стальной настил. По этой причине волокна в композитных плитах не могут предотвратить полное растрескивание; они могут только контролировать это.
Но такая защита от трещин работает только в тех плитах, которые не подвержены усадке. Композитные плиты никогда не бывают свободными, потому что их сдерживает стальной настил. По этой причине волокна в композитных плитах не могут предотвратить полное растрескивание; они могут только контролировать это.
ОТРИЦАТЕЛЬНО-МОМЕНТНОЕ ТРЕЩЕНИЕ
Самые широкие трещины в композитной плите обычно появляются над балками и балками, где присутствует отрицательный момент. Стальные волокна не обязательно сохранят такие трещины достаточно плотными, как и проволочная сетка, если на то пошло.Институт стальных настилов заявляет: «Арматура, выбранная для усиления температуры и усадки, скорее всего, не обеспечит достаточную площадь арматуры для отрицательного изгиба над опорами». 6
Что же нам тогда делать с растрескиванием в отрицательный момент? У Steel Deck Institute есть два предложения. Один из вариантов — игнорировать негативные моменты. Спроектируйте пол так, как будто каждый пролет имеет простую опору (хотя на самом деле это не так), и позвольте трещинам широко открываться над балками и балками.По данным института, большинство типовых расчетных таблиц для композитных плит основано на этом понятии. Другой вариант — спроектировать непрерывность, используя принципы железобетона, изложенные в ACI 318. Этот вариант требует, чтобы отрицательная арматура проходила перпендикулярно балкам и балкам и центрировалась на них. Отрицательное армирование обычно имеет форму стержня, хотя также возможны полосы из проволочной сетки.
Иногда предлагается третье решение: выпилить стык непосредственно над балкой или балкой.Пиленные соединения довольно хорошо контролируют трещины в плитах с опорой на грунт, поэтому вряд ли кажется возмутительным думать, что они могут сделать то же самое в плитах из композитных материалов. Однако этот подход не всегда оказывался успешным. Иногда прямо возле стыка появляется трещина.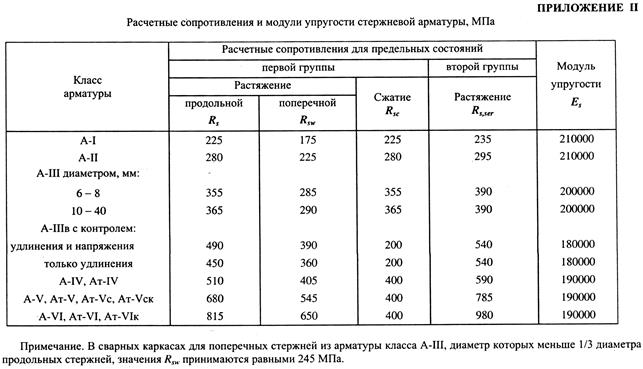
ПЕРЕХОД НА СТАЛЬНЫЕ ВОЛОКНА
Преобразовать конструкцию композитных плит из проволочной сетки в стальную фибру очень просто.
- Убедитесь, что проволочная сетка используется для контроля температуры и усадочных трещин, а не для обеспечения положительного или отрицательного армирования.
- Определите дозировку волокна. Если сетка является минимальной, требуемой институтом Steel Deck Institute — 0,075% площади поперечного сечения плиты или 6 × 6, W1,4xW1,4, в зависимости от того, что больше — замените ее минимальной дозировкой волокна: 25 pcy. Если сетка тяжелее минимальной, увеличьте дозировку волокна пропорционально.
- Укажите тип волокна, длину и соотношение сторон (или эффективный диаметр, если хотите).В Concrete Fiber Solutions мы рекомендуем (1) наше волокно CFS100-2, волокно типа II, длиной 1 дюйм, с соотношением сторон 43 (эффективный диаметр 0,023 дюйма) или (2) наше волокно CFS150-5, тип V волокно длиной 1 1/2 дюйма с соотношением сторон 38.
- Не меняйте стальной настил.
- Если конструкция включает отрицательное армирование или положительное армирование в дополнение к стальному настилу, оставьте его. Не пытайтесь заменить его волокнами.
Теперь вы готовы к заливке настила без проволочной сетки.
- Институт стальных настилов, SDI C-2011, «Стандарт на стальные перекрытия-плиты из композитных материалов», 2011 г., стр. 17.
- Джозеф Нойбер, «Требования к опорам для армирования сварной проволокой в плитах», Concrete International, сентябрь 2006 г., стр. 40.
- Американское общество подрядчиков по бетонным работам, Позиция ASCC 2, «Расположение арматуры сварной проволокой в бетонных плитах», 2012 г.
- Рой Х. Рейтерман, технический консультант Института армирования проволоки, «Образец технических условий для армирования сварной проволоки», март 2006 г.
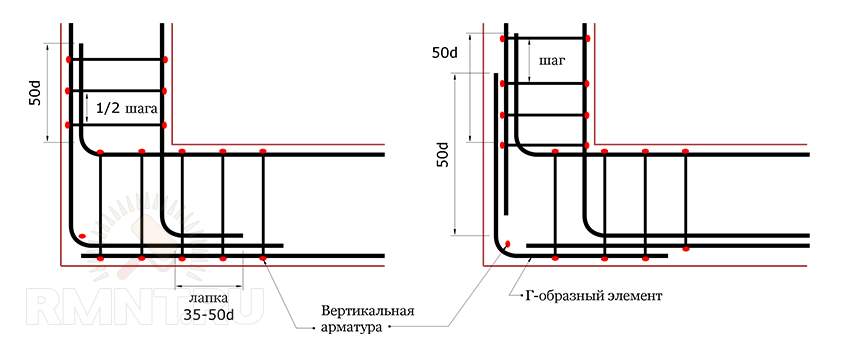 Рейтерман, технический консультант Института армирования проволоки, «Образец технических условий для армирования сварной проволоки», март 2006 г.
Рейтерман, технический консультант Института армирования проволоки, «Образец технических условий для армирования сварной проволоки», март 2006 г.- Институт стальных перекрытий, SDI C-2011, «Стандарт на стальные перекрытия-плиты из композитных материалов», 2011 г., стр. 17.
- Институт стальных настилов, SDI C-2011, «Стандарт для стальных перекрытий перекрытий из композитных материалов», 2011 г., стр. 15.
Что может резать болторез?
Болторезные станки используются во многих различных секторах, включая судоходство, для открывания морских контейнеров; электротехнические и строительные работы, для резки металлических проводов и других конструкционных материалов; и сельское хозяйство, для работы по ограждению.Строитель с помощью болторезных станков прорезает стальную арматурную раму на строительной площадке
Они особенно полезны для строителей, выполняющих сложные и повторяющиеся задачи, такие как резка по размеру толстых стальных «арматурных» сетчатых панелей, которые встраиваются в стены для их усиления.
В таких работах используются фрезы с длинной ручкой, чтобы избежать повторной гибки. Ручки на этих моделях легкие, а ручки мягкие, чтобы уменьшить усилия, необходимые для переноски инструмента и управления им.
Отъезд в Мельбурн Компания по производству листового металла
Болторез
жизненно важен для спасателей, которым нужна крепкая пара, чтобы прорезать замки и другие металлические препятствия и помочь им спасти людей, оказавшихся в ловушке. Они также используют инструменты для резки гипсокартона и доступа к полостям в стенах, если подозревают, что внутри все еще тлеет огонь.
Они также используются по обе стороны закона: например, полицией для освобождения активистов, прикованных цепями к объектам во время протестов…
Строго говоря, болторезные станки не прорезают материалы (точно так же, как ножницы могут разрезать ткань между двумя острыми лезвиями), а скорее раздавливают их за счет концентрации огромных сил в небольшой области, где лезвия соприкасаются с разрезаемым предметом. .
.
Их режущая сила достигается за счет принципа «рычага», с помощью которого небольшое усилие, приложенное на большом расстоянии (в данном случае длина рукояток), преобразуется в огромное усилие на коротком расстоянии (челюсти ).
Усилие, которое вы прикладываете на относительно большом расстоянии рукояток к центральному шарниру (который действует как точка опоры), усиливается второй парой шарниров, в результате чего достигается впечатляющая сила дробления на головке инструмента.
Независимо от того, являетесь ли вы домовладельцем или подрядчиком, будут моменты, когда единственным решением будет вытащить болторез и быстро устранить препятствие на вашем пути.
Чаще всего болторез используется для разрезания замков, болтов, стержней или другого металлического предмета, связанного цепью.
При этом выбор правильного типа болторезного станка во многом зависит от типа, размера и толщины разрезаемого материала.
В этой статье мы рассмотрим некоторые из доступных фрез и то, как вы можете определить, какой из них вам подходит.
Укол, обычно используемый для отрезания болтов, цепей и проволочной сетки, называется болторезом.Две руки и два острых лезвия создают болторез для резки проволоки или болтов. Сначала его использовали для отрезания предохранительных болтов транспортного контейнера. На рынке имеется множество видов болторезных станков.
Некоторые из них используются для обычных работ, например, для разборки ограждений, мебели, машин и прочего. С другой стороны, вы можете использовать их для выполнения сложной работы. Это должно облегчить вашу задачу. Некоторые из них можно использовать для разрезания толстых прутьев, труб, ограждений и цепей. Чтобы отрезать маленький замок и тонкую проволоку, вам понадобится простой резак.Высокопроизводительные резаки могут помочь пользователю получить доступ к заблокированным зданиям на вашей территории, когда ключ потерян.
Мы провели исследование среди этих болторезных станков и разделили их на пять категорий.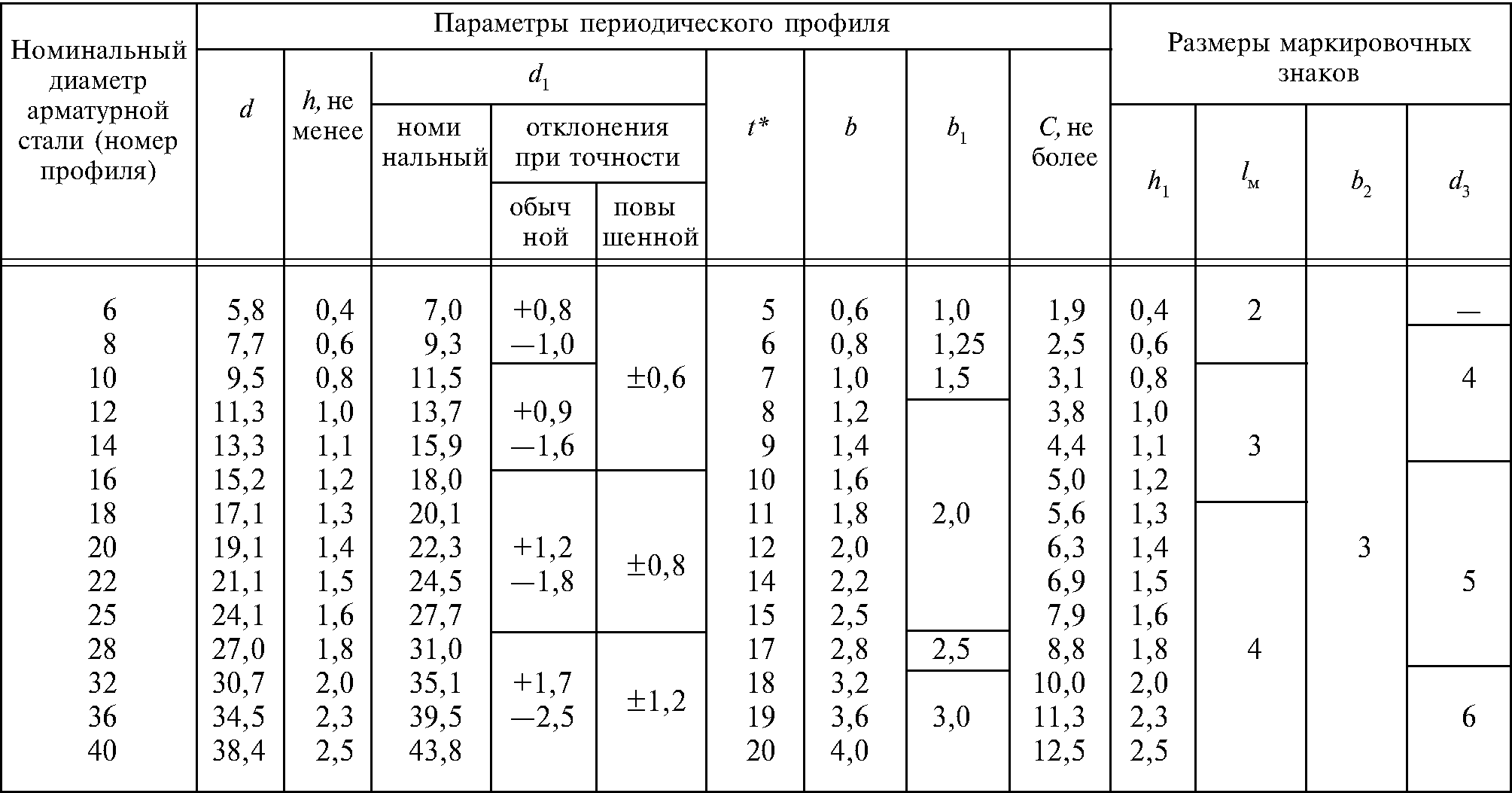 Для их классификации мы использовали эти предметы. Вы можете найти всю подробную информацию об этих лучших фрезах с пятью болтами. Мы также дадим свои отрицательные и положительные отзывы.
Для их классификации мы использовали эти предметы. Вы можете найти всю подробную информацию об этих лучших фрезах с пятью болтами. Мы также дадим свои отрицательные и положительные отзывы.
Как выбрать лучший болторез?
Чтобы помочь вам найти лучший болторез для ваших проектов, обратите внимание на эти очень важные особенности.
Размер
Болторезные станки доступны в широком диапазоне размеров: 8, 10, 12, 14, 18, 24, 30, 36 и 42 дюйма. Размер болторезного станка определяет его способность резать различные материалы и толщину металла.
Малые болторезные станки
Маленькие болторезные станки длиной 8, 10, 12 или 14 дюймов в основном предназначены для прорезания более тонких цепей и отрыва болтов от мягкой до средней твердости. Эти типы болторезных станков, такие как превосходные болторезные станки Knipex Tools, также очень популярны, поскольку они прочные, подходят для работы в тесных, ограниченных местах и обеспечивают мобильность в дороге.
Болторез среднего размера
Болторезы среднего размера имеют размер от 18 до 24 дюймов. Их можно использовать с мягкими и средними и твердыми металлами. Поскольку средний болторез имеет длинную ручку, он обеспечивает больший рычаг для резки крупных предметов, таких как висячие замки, и удаления болтов.
Большие болторезные станки
Большие болторезные станки размером от 30 до 42 дюймов идеально подходят для резки металлических материалов средней твердости, таких как толстые стальные цепи, медный трос, стальные стержни, а также большие болты и висячие замки.Эти сверхпрочные инструменты имеют сверхпрочные стальные губки и более длинные рукоятки, которые обеспечивают превосходное усилие рычага и усилие отвинчивания болтов для выполнения особо сложных задач.
Качество лезвия
Челюсти и лезвие болторезного станка должны быть изготовлены из прочной, долговечной и исключительно твердой стали, чтобы инструмент мог обеспечить необходимую вам мощность резания.
Большинство болторезных станков изготавливаются из кованой термообработанной хромомолибденовой стали или хромованадиевой стали. Считается, что оба этих типа стали обладают лучшей прочностью и долговечностью.Чтобы предотвратить появление ржавчины или коррозии, сталь также может иметь порошковое покрытие.
Шкала твердости по Роквеллу
У любого режущего инструмента, такого как нож или топор, будет лезвие, изготовленное по шкале твердости Роквелла. Шкала Роквелла использует код HRC, который показывает уровень твердости и упругости стали. Основное правило для RHC — чем выше число, тем тверже сталь.
Дизайн ручек
Независимо от того, короткие или длинные ручки, ручки должны обеспечивать вам необходимый рычаг, чтобы открывать челюсти, чтобы они захватывали и прорезали металл с меньшими усилиями.
Ознакомьтесь с Austgens METAL SPINNING
Эргономичный дизайн устранит усталость рук. Болторез может иметь ручки с толстым формованным пластиковым покрытием, как у Capri Tools Bolt Cutter, или ручки из катаной стали с мягкими нескользящими резиновыми накладками, как у Tekton Bolt Cutter, что делает инструмент более удобным в использовании.
Масса
В то время как более тяжелый болторез обладает большой способностью к хрусту металла, он может вызывать сильную усталость в течение длительного времени. Легкий болторез идеален для быстрых задач и повседневной носки, но он может быть недостаточно прочным для тяжелых задач.Хорошая идея — подумать о том, какие задачи вам нужно выполнить. Держите тяжелый болторез для сложных задач и легкий болторез в своем ящике для инструментов на случай чрезвычайных ситуаций.
Какие самые лучшие отзывы о болторезных станках?
Neiko 00563A- Болторез для тяжелых условий эксплуатации
Неважно, кто вы, профессионал или домашний мастер, вы оба можете использовать болторез. И вы оба можете использовать болторез фирмы Neiko модели 00563A для резки проводов, болтов, цепей, замков и другого оборудования. Прочный резак может производить давление в 4000 фунтов, просто используя силу в 50 фунтов с помощью рычага-опоры.
Прочный резак может производить давление в 4000 фунтов, просто используя силу в 50 фунтов с помощью рычага-опоры.
Губки болторезного станка Neiko модели 00563A более чем способны справиться с любой тяжелой задачей, не теряя своей формы. Одним словом, с этим монстром можно делать любые работы по нарезке.
Болторез Knipex, 8 дюймов, модель 7101200
миллиметра Заклепки 5,2 миллиметра или это может быть болт, гвоздь или что-то в этом роде; Для болторезного станка Knipex модели 7101200 не счетчик их отрезать.Корпус этого мини-болторезного станка изготовлен из ванадиевой электротехнической стали, закаленной маслом и закалкой. Материал обеспечивает долговечность резака. С этим резаком вы легко справитесь с домашними делами.
Более того, он не разочарует вас, если вы разрежете болт или заклепку диаметром 1/4 дюйма. Инженеры Knipex тщательно контролируют все свои резаки, чтобы они были надежными и достаточно прочными для выполнения всех видов работ по резке.
TEKTON 8-дюймовый мини-инструмент для резки болтов и проволоки
Обрезка проводов до болтов, цепей к кабелю, вы можете использовать кусачки TEKTON, чтобы отрезать их.Этот 8-дюймовый мини-болторез может прорезать всю проволоку из твердого металла. Конструкторы ТЕКТОНА поставили фрезу комплексное режущее действие для выполнения экстремальных работ. Вы не можете разрезать навесной замок этим мини-болторезом, но вы можете разрезать проволоку толщиной до 3/16 дюйма. Вы будете удивлены, что этот резак выдерживает высокое рабочее давление.
Knipex 71 32200 Нож для резки CoBolt с высоким рычагом Comfort Grip
Если вам нужен драгоценный болторез, вы можете приобрести Knipex 7132200.Этот болторезный станок с высоким рычагом подходит для резки различных типов металла, головок болтов, цепей и многого другого. Вы можете использовать этот болторез для сборочного конвейера вашей отрасли или перерезать проволоку контейнера.
Этот многоцелевой режущий инструмент может стать вашим повседневным помощником в работе. Этот высокотехнологичный болторез может оказывать в 20 раз большее давление, чтобы резать твердый металл с минимальными усилиями. Эта легенда может быть вашей повседневной работой с инструментом для резки заборной проволоки, рыболовного крючка, сельскохозяйственного сектора и многого другого.
Capri Tools 40209 Мини-болторез, Klinge 8 дюймов
8-дюймовый мини-болторез
Capri идеально подходит для переноски и резки проволоки при необходимости. Инструмент Capri модели 40209 имеет мягкую рукоятку для удобного резания. Резак типовой конструкции может обеспечить максимальное усилие с минимальными усилиями. Термически обработанная губка Capri 40209 может легко разрезать болты, проволоку, трос, цепи и многое другое. Вы можете легко носить этот портативный резак из хромомолибденового металла в кармане в любое время.
WORKPRO W017004A 14-дюймовый болторез
Эффективный, долговечный и эргономичный, 14-дюймовый болторез WORKPRO W017004A позволяет быстро и легко выполнить любую работу по резке металла.
Модель W017004A с коваными штампованными губками из хромомолибденовой стали с порошковым напылением и точными режущими лезвиями обеспечивает мощное сложное резание с меньшими усилиями. Поэтому, когда вам нужно работать с мягкими и средними металлами, такими как болты, стержни, заклепки и ограждения из цепных звеньев, этот мощный инструмент идеально режет сталь HRC <42 на толщину до 5 мм и сталь HRC <25 на толщину до 6 мм, как масло.
Прочные трубчатые эргономичные ручки из двух материалов имеют красно-синие противоскользящие накладки, которые обеспечивают больший контроль при выполнении сложных задач. Поскольку этот болторез имеет компактную конструкцию, он хорошо работает в ограниченном пространстве и идеально подходит для повседневной носки.
Knipex Tools 7101250 Компактный болторез 10 дюймов CoBolt
Knipex Tools 7101250 10-дюймовый компактный болторез ComBolt — это универсальный инструмент для тяжелых работ в строительстве, автомобилестроении, сельском хозяйстве, ограждении и домашнем использовании.
Сделано в Германии, CoBolt обеспечивает исключительную производительность резки с минимальными усилиями благодаря своей прочной стальной конструкции и усовершенствованной конструкции рычажного механизма.
Прецизионные лезвия из высокопрочной закаленной хромованадиевой стали 64 HRC имеют новую микроструктурную кромку, вырезанную лазером, которая гарантирует долгий срок службы, обеспечивает более простую резку больших поперечных сечений и мощную резку мягкой и твердой проволоки, рояльной проволоки, болтов и т. Д. гвозди и заклепки диаметром до 5,6 мм. Вы будете работать умнее, поскольку новая конструкция кромки болторезного станка также предотвращает выскальзывание толстых, круглых и плоских предметов во время резки.
Имея улучшенную зону захвата, губки позволяют легко захватывать, раздвигать звенья цепи и вытаскивать гвозди и проволоку диаметром более 0,04 дюйма.
Более длинные 10-дюймовые ручки обеспечивают простоту управления и максимальную силу резания. Для дополнительного комфорта ручки имеют нескользящее пластиковое покрытие. Ярко-красные ручки легко заметны на рабочем месте. Поскольку CoBolt имеет компактный дизайн, вы можете положить его в карман и носить с собой куда угодно.
Neiko 00558A Болторез 12 дюймов
Если вам нужно выполнить особо сложные задачи, справьтесь с ними с помощью 12-дюймового болторезного станка Neiko 00558A.
Разработанный для множества приложений, 00558A специально разработан для домашнего использования в средних и тяжелых условиях, а также в промышленных условиях. Прочные губки из термообработанной хромомолибденовой стали остаются острыми и устойчивыми к любым повреждениям и вмятинам. Таким образом, у этого болторезного станка не возникнет проблем с прорезанием самых твердых болтов, цепей, замков, стержней с резьбой, толстой проволоки, ограждений из проволочной сетки и других типов металлов.
Ознакомьтесь с методами и технологиями изготовления металла, используемыми в Мельбурне
Вы можете рассчитывать на улучшенную режущую способность и сбалансированное действие с меньшими усилиями благодаря классической конструкции рычага и шарнира и точно выровненным лезвиям.
Благодаря эргономичному дизайну удобные угловые ручки из нескользящего текстурированного пластика обеспечивают максимальное усилие и снижают утомляемость рук.
Neiko предлагает болторез 7 размеров: 12 дюймов, 14 дюймов, 18 дюймов, 24 дюймов, 30 дюймов, 36 дюймов и 42 дюймов.
RIDGID 14223 Болторез, модель S24
Если вам нужно прорезать мягкий, средний или твердый металл, болторез Ridgid 14223 S24 станет практичным дополнением к инструментарию профессионального мастера или мастера по ремонту дома.
Этот 24-дюймовый болторез, созданный с непревзойденным качеством RIDGID, создан для сложных работ по резке.
Прочные и прочные губки из закаленной легированной стали обеспечивают максимальный срок службы, прочность и долговечность. Вы можете рассчитывать на впечатляюще точную производительность резки, поскольку одноступенчатый внутренний кулачковый механизм обеспечивает быстрый и простой способ поддержания точной центровки лезвия.
Поскольку этот болторез имеет центральную прорезь, он может легко прорезать самые разные металлы.Он без проблем работает с мягкими (15RC), средними (31RC) и твердыми (42RC) металлами. Кроме того, он питается от нержавеющей стали, пружинной проволоки, термообработанного стержня, арматурного стержня, стального троса и болтов.
Красные металлические ручки созданы для вашего комфорта и оснащены черными резиновыми вставками. Вы получите больше возможностей для четкой контролируемой резки металлических материалов.
HK Porter 0190MCD Резак для болтов Power Link, 24 дюйма
24-дюймовый болторез HK Porter 0190MCD, обладающий превосходной мощностью резания, передовыми технологиями и ведущей в отрасли прочностью, является идеальным решением для резки металла в промышленных условиях.
Обладая революционной конструкцией сложного действия, вдохновленной компьютером Power Link, этот произведенный в США болторез не уклоняется от сложных задач. В частности, это дает вам возможность резать более толстые и твердые материалы с меньшим утомлением. По сравнению со стандартными фрезами легендарный болторез Powerlink снижает трудозатраты оператора на 30%.
Болторез HK Porter идеально подходит для тяжелых рабочих условий и предназначен для производственных предприятий, операций по техническому обслуживанию и ремонту, коммунальных услуг, строительных площадок, нефтегазовых операций и т. Д.
Прочные металлические губки для измельчения и специально разработанные лезвия с индукционной закалкой по центру обеспечивают исключительную долговечность лезвия. Таким образом, этот 24-дюймовый болторез отлично подготовлен для резки болтов, шурупов, электрического провода, замков, ограждений из звеньев цепи, тяжелых стальных стержней, прутков и кованого железа.
Будет так легко получить необходимый рычаг, поскольку трубчатые стальные ручки открываются перпендикулярно. Ручки также имеют удобные противоскользящие накладки из черной резины в классическом стиле, которые снижают утомляемость рук.
Болторез
поставляется с различными головками, с лезвиями с разным скосом, которые предназначены для выполнения немного разных задач. В большинстве случаев именно форма лезвий определяет тип болторезного станка, хотя есть и другие определяющие особенности, которые перечислены ниже.
Петли
В большинстве случаев, чтобы болторез можно было определить как болторез, он должен иметь составной шарнир. Большинство болторезных станков следуют этой схеме, с одним шарниром на каждом рычаге, который присоединяется к третьему центральному шарниру.
Ножницы бытовые для иллюстрации типа петель, используемых на ножницах и компактных болторезных станках. Однако болторезные станки (см. Ниже) и болторезные станки с ручкой 200 м (8 дюймов), известные как компактные болторезные станки, имеют один шарнир, аналогичный ножницам. Однако это не влияет на способ использования болторезных станков, и они по-прежнему относятся к перечисленным ниже типам.
Проверьте производство оцинкованного листового металла в Мельбурне
Болторез с центральным шлицем
Болторез с лезвиями с центральной режущей кромкой — популярный и универсальный вариант.Они эффективны, потому что четыре наклонные поверхности кромок лезвия (двойной скос на каждом лезвии) одинаково прижимаются к разрезаемому материалу, в конечном итоге пробиваясь через две стороны предмета. Они идеально подходят для большинства задач, таких как разрезание таких предметов, как стержни, трубы и толстые кабели.
Болторезные станки Clipper и угловые
Запасная головка губок для болторезных станков — обрезной нож
На губках для стрижки машинки верхние поверхности обеих кромок лезвия наклонены вниз почти полностью до плоских сторон губок.Нижние края лезвий слегка скошены для создания достаточно тонкой кромки, чтобы инструмент мог оказывать такое же высокое давление, как и его центральная часть. Это означает, что точка резания ниже, когда инструмент лежит плоско на поверхности, что делает лезвия для обрезки кромок идеальными для прорезания выступающих гвоздей, болтов или шурупов вблизи поверхности заготовки.
Красные и синие компактные болторезные станки с угловой головкой
Если, однако, головка болторезного станка расположена под углом и спроектирована без поверхностной пластины под ней, то лезвия могут выполнять еще более низкий разрез.С помощью такого инструмента можно отрезать болты или гвозди почти на одном уровне с поверхностью, на которой они находятся.
Для резки таких предметов, как гвозди, торчащие из досок, очень пригодится пара болторезных станков с наклонной головкой. При этом ручки поднимаются над обрабатываемой поверхностью под углом 20 или 30 градусов к голове, оставляя под ними достаточно места, чтобы рука могла схватить инструмент.
Режущий нож
Болторез
— идеальный инструмент для резки проволочного кабеля. Вместо того, чтобы иметь лезвия, которые предназначены для сжимания друг с другом во время режущего движения, они предназначены для перекрытия и скольжения друг за другом, что немного больше похоже на лезвия ножниц.
Эти инструменты часто используются для прорезания кабелей, что они могут делать чисто благодаря тому, что они режут, а не режут, а крючковатая форма их губок удерживает кабель на месте во время процесса резки.
Концевой вырез
Запасные губки для болторезного станка сбоку — концевой вырез
У губок с торцевым вырезом концы лезвий сплющены и загнуты внутрь, чтобы получилась головка в виде клещей. Они используются для захвата и отсечения таких материалов, как головки болтов, которые находятся в труднодоступных узких местах и к которым нельзя подойти боком с помощью головок для резки по центру или машинки для стрижки.
Ножницы для болтов с трещоткой
Некоторые болторезные станки производятся с храповыми петлями, которые позволяют пользователю прикладывать давление короткими толчками, а не прикладывать длительное усилие. Как правило, они дороже, чем болторезные станки без этой функции.
Компактные болторезные станки
Если болторезные станки имеют ручку 200 м (8 дюймов) (или меньше, хотя это минимальный размер, который вы обычно найдете), они называются компактными болторезными станками. Эти инструменты предназначены для более легких работ, чем их полноразмерные аналоги, таких как прорезание проволоки заборов или тонких замков.Они легче стандартных болторезных станков и идеально подходят для использования дома и в саду.
Магазин компактных болторезных станков
Ручной и механический инструмент
Мастер-мастер демонстрирует, как используются ручные болторезные станки
Существуют болторезные станки разных типов и размеров, которые подходят для большинства домашних работ по дому, и строители также используют их, поэтому их область применения очень широка.
Гидравлические болторезные станки
Однако, когда задача резки является сложной, строители, а также аварийные службы переключаются на электроинструмент.Гидравлические болторезные станки оснащены мощными моторизованными двигателями и, благодаря перезаряжаемой батарее, часто бывают беспроводными и с ними так удобно работать.
Человек, режущий толстый стальной пруток с помощью гидравлического болторезного станка с гильотинным затвором
Челюсти гидравлических болторезных станков часто работают гильотинно, с плоским лезвием или лезвиями, которые мощно прорезают разрезаемый материал. Гидравлические болторезные станки с обычными губками В качестве альтернативы они могут иметь более обычные болторезные головки.
Мы подошли к концу нашего обсуждения. И на этом этапе я хочу сказать несколько основных вещей об этих болторезных станках, которые помогут вам выбрать его без каких-либо инструкций по покупке. Если вы хотите отрезать толстый кусок металлической проволоки или навесного замка, вам следует искать лучший болторез для замка, такой как Neiko 00563A Heavy Duty Bolt Cutter. И не тратьте столько денег на высококачественный инструмент, если у вас нет такой сложной задачи. В это время вам следует купить мини-болторез.
Микшерный бас
Избегайте всех низкочастотных ловушек и научитесь создавать идеальную основу для любого микса с помощью нашего мастер-класса по микшированию басов…
Как смешивать басы? Это простой вопрос, но сравните с десяток случайно выбранных записей, и вы увидите, что простого ответа нет. Когда дело доходит до инструментов, «бас» может означать (как минимум) гитару, стойку, барабан или синтезатор. Каждый может исполнять множество музыкальных ролей, и у каждого жанра есть свои правила звучания низких частот. В этой статье я помогу вам разобраться во всем этом, с какими бы инструментами или жанрами вы ни работали.
Басовый «звук» часто представляет собой комбинацию нескольких схожих сигналов: например, электрический бас можно использовать с несколькими микрофонами; сигнал DI может быть захвачен; и вы можете ввести слои, запускаемые по MIDI, для дальнейшего заполнения.Такие махинации дают вам огромную силу для улучшения вашего звука, но также и достаточно веревки, чтобы повеситься, потому что слои не всегда усиливают друг друга при смешивании. Фактически, они могут ужасно подавляться на определенных частотах, если есть полярность или рассогласование фазы, поэтому вам нужно четкое понимание фазы и полярности! На веб-сайте SOS есть подробная статья (/sos/apr08/articles/phasedemystified.htm), но я расскажу об основах.
Разность фаз вызвана задержкой одного сигнала относительно другого; а разница полярностей вызвана тем, что одна форма сигнала инвертирована относительно другой.Если вам не повезло, соотношение фаза / полярность между парой похожих сигналов может привести к тональной резне, когда они объединены, и вы должны решать такие проблемы как можно раньше.
При записи с несколькими микрофонами / цифровым входом хороший способ начать — это увеличить их формы волны и попытаться сопоставить их как можно точнее, чтобы минимизировать различия фазы и полярности и получить максимальное усиление. Сначала отсортируйте любой сигнал с явно инвертированной полярностью — либо обработав звуковую область, либо нажав переключатель инверсии полярности этого канала — и перетащите звуковые области, чтобы выровнять их лучше.Если судить о вещах визуально сложно, поищите переходные процессы, которые, как правило, легче идентифицировать.
Теперь приступим к доработке на слух. Поместите первые два трека в полярность друг с другом, увеличьте их до равного уровня и отрегулируйте временное смещение между ними, чтобы добиться наиболее сильного подавления. Возвращение к подобранной полярности даст вам наиболее полный композитный звук. Повторите этот процесс, регулируя синхронизацию каждого нового слоя по отношению к тем, которые вы согласовали по фазе.
Это ни в коем случае не «неправильно» сознательно не согласовывать полярность и настройки фазы, чтобы радикально преобразовать то, что было снято (в конце концов, это искусство), но творческая отмена фазы — это что-то вроде лотереи, и есть тенденция к тому, чтобы вмешиваться относительный баланс различных высот нот, вносящий музыкальные неровности.
Часто бывает трудно судить об относительной полярности и временном сдвиге микрофона и басовых сигналов DI, глядя на их формы волны (верхняя пара).Это проще, если вы сосредоточитесь на переходных процессах, таких как начало ноты (нижняя пара). Но даже в этом случае вам нужно использовать уши.
Специализированное устройство «чередования фаз» позволяет задерживать разные частоты на разную величину (ссылки на доступные плагины чередования фаз см. На сайте www.cambridge-mt.com/ms-ch8.htm#links-phase.) вращение не изменит частотную характеристику канала изолированно, но изменит способ взаимодействия одного слоя многоканального звука с другими.
Я считаю более эффективным по времени заняться настройками полярности и синхронизации, прежде чем отказываться от чередования фаз, и нет смысла пытаться уточнить точные фазовые отношения, если они не остаются согласованными (как в случае с большинством микрофонов с несколькими микрофонами). акустические басовые партии, в которых движения инструмента изменяют относительную длину пути к микрофонам и, следовательно, смещение по времени).Но я часто использую поворот фазы при микшировании обработанных и необработанных версий одного и того же басового звука — это называется «параллельной обработкой».
Большинство систем DAW автоматически компенсируют задержку обработки плагина, но некоторые плагины (в частности, эквалайзеры и эмуляторы усилителей) генерируют дополнительные временные / фазовые сдвиги, и фазовращатель или простая линия задержки могут помочь это компенсировать.
Также могут быть скрытые фазовые гремлины между левым и правым каналами стереофонических бас-синтезаторных патчей, которые вы услышите только при микшировании каналов в моно.В худшем случае низкие частоты будут плохо подавляться и не выйдут из клубных и звуковых систем или домашних / автомобильных систем с одним сабвуфером. Если фазовое рассогласование статическое, может помочь регулировка полярности, синхронизации или фазовой характеристики одного канала, но если басы сильно нестабильны в моно, вы можете также отфильтровать их и наложить в синтезаторе моно суббаса.
Частотный диапазон 20–100 Гц представляет собой, вероятно, наиболее сложную задачу, поскольку он включает в себя основную частоту большинства акустических / электрических басовых нот и, возможно, одну или две гармоники, помимо самых сейсмических синтезаторов.Здесь есть за что ответить на студийный мониторинг (см. Блок «Басы под давлением»), но это также вопрос техники эквалайзера.
Будьте осторожны с низкими полками усиления, если ваша система мониторинга (включая вашу комнату, а также ваши динамики) изо всех сил пытается передать информацию ниже 40-50 Гц. Множество мусора, такого как грохот транспорта и механические удары, могут скрываться на низких частотах спектра, и вы не хотите увеличивать это. Если вам необходимо применить полочное усиление, также для безопасности используйте фильтр верхних частот 20–30 Гц.Полочные фильтры НЧ также продолжают действовать, до некоторой степени значительно превышая их заданную частоту, поэтому, если вы обнаружите, что собрали лишний багаж низких частот при попытке усилить истинные низкие частоты, компенсирующее срезание пиковых значений на 200-400 Гц может оказаться недостаточным. заказывать.
Помимо общих решений, наиболее распространенной задачей является компенсация бесполезных резонансов. Акустические басовые дорожки, кажется, всегда содержат одну или даже слишком фундаментальную основу, которая неуклюже звучит, но резонансы помещения также могут повлиять на записи микрофонных усилителей, чему способствует и способствует резонансная структура кабины.Даже записывающий микрофон может сыграть свою роль, особенно если он имеет частотную характеристику, сильно адаптированную для звуков рок-барабана.
Самое простое решение — использовать целенаправленные узкополосные срезания пиков. Найдите высоту тона, которая постоянно нежелательно гудит, и зациклите репрезентативную ноту. Затем выполните развертку с помощью узкого пикового фильтра в области ниже 100 Гц, чтобы увидеть, можете ли вы вернуть ошибочную частоту обратно в лучший баланс. Повышение частоты с помощью фильтра может помочь найти правильную частоту, как и анализатор спектра с высоким разрешением.Значение Q, равное восьми, является разумной отправной точкой, но будьте готовы отрегулировать это на слух: некоторые резонансы могут повлиять на несколько соседних шагов, требуя более широкой полосы пропускания, но в противном случае попробуйте увеличить значение Q настолько, насколько сможете (без сокращение неэффективно!), чтобы не нарушать спектральный баланс других нот.
Плагины симулятора усилителя
(показаны от Aradaz, Acme Bar Gig и IK Multimedia) часто полезны для обработки басовых партий при сведении, но будьте осторожны, чтобы сдвиги фазы, вызванные обработкой, не приводили к нежелательной стороне подавления фазы. -эффекты, особенно при их использовании для параллельной обработки.
Неважно, насколько прочны ваши сабвуферы в отдельности, они не принесут вам много пользы, если остальная часть вашей аранжировки затуманивает их или если они мешают низкому уровню других важных треков. Для начала, если есть более одной партии баса (возможно, бас-гитара, наложенная на синтезаторный бас), я обычно выбираю только одну в качестве основного источника низких частот, а остальные — фильтр высоких частот около 100 Гц, чтобы коварные неприятности с фазовой отменой между их низкочастотными компонентами с длинной волной, которые практически невозможно исправить при обработке микширования.
Модуляция нижнего уровня, присущая некоторым патчам синтезатора с расстроенным множеством осцилляторов, также нежелательна, если вы хотите получить абсолютно твердые низкие частоты, поэтому, если вы не можете отключить расстройку патча напрямую, я бы предложил отфильтровать нижние частоты синтезатора. октав и заменяя их более надежным статическим синтезатором суб-баса.
При записи с несколькими микрофонами или «микрофон + DI» вы часто обнаруживаете, что один сигнал обеспечивает более четкие низкие частоты, чем другие, а фильтрация верхних частот снова может помочь добавить фокус и четкость конечному продукту. .Субъективный тембр комбинированного звука сильно зависит от среднего диапазона, поэтому, если вы не переместите фильтрацию слишком далеко выше 100 Гц, вам не о чем беспокоиться.
Фильтрация верхних частот также удобна для удаления низкочастотного мусора из других инструментов в вашей аранжировке, чтобы помочь более чистому звучанию низких частот вашей басовой партии. Особого внимания заслуживают полнодиапазонные клавишные инструменты, такие как синтезаторы, пианино и органы, а также оркестровые наложения, фрагменты найденных звуков или сэмплированные петли микширования, любой из которых может скрыть много нежелательного грохота.Это имеет дополнительное преимущество, если вы работаете в неидеальных условиях мониторинга: если вы резко недогреваете общие уровни LF вашего микса, тогда легче исправить с помощью процессов мастеринга без одновременного выемки кучи нижележащего ила. .
Наиболее серьезный конфликт ниже 100 Гц в современных миксах — это конфликт между бас-гитарой и бас-барабаном: их низкие частоты обычно отвечают за львиную долю выходного уровня шины микширования и поэтому представляют собой основное узкое место по запасу мощности при сведении и мастеринге.Задача инженера — правильно разделить доступный запас мощности между этими двумя основными низкочастотными источниками.
Если ваша басовая партия должна избавить людей от их наполнения (вспомните «Вину» Неро или «Акварель» Маятника), у вас вряд ли хватит места для того, чтобы добавить реальный низкочастотный звук в канал бас-барабана. должны перейти в зону 100-200 Гц, чтобы спасти любую говядину. В качестве альтернативы, если ваш удар грозит разбудить Годзиллу (как в «Umbrella» Рианны или «Когда я вырасту» Pussy Cat Dolls), вам придется сэкономить на сверхнизких частотах вашего басового канала.
Просто фаза? Если ваша основная партия синтезаторного баса имеет несоответствие фазы / полярности между левым и правым каналами, уровни низких частот этой партии будут страдать от уровня и / или согласованности, когда эти каналы смешиваются вместе. Например, вы можете быть неприятно удивлены, если играете по клубной системе, потому что многие PA суммируют низкие частоты в моно. Это не значит, что продюсеры не разрушили кровеносные сосуды, пытаясь возвести этот круг в квадрат! Например, освященная веками техника танцевального братства состоит в том, чтобы разделить партии бочки и баса во времени, что воплощено в простом неторопливом клише Кайли «Can’t Get You Out Of My Head» и, совсем недавно, в синкопированных клубных хитах на основе 3/16, таких как «Déjà Vu» Инны или «Yeah 3x» Криса Брауна.Еще одна идея, которую вы можете услышать в городских и клубных постановках, — это отдать басу большую часть энергии суб-баса, при этом гарантируя, что он всегда играет вместе с менее полутяжелым ударом, создавая убедительную иллюзию, что бочка лучше LF -наделен, чем есть на самом деле. Некоторые продюсеры также позволяют своим партиям бочки перегрузить шину микса и / или финальную цепочку мастеринга, учитывая неизбежные побочные эффекты дисторшна во время микширования, чтобы обойти очевидные ограничения энергии низких частот бочки и баса — пружины ‘In Da Club’ от Fifty Cent. на ум.Если вы решите использовать этот спорный подход, сделайте звук бас-барабана достаточно коротким и плотным, не только как способ минимизировать слышимость искажений, но и чтобы держать под контролем энергию ниже 40 Гц; клипирование сверхнизких частот может легко сделать так, чтобы ударный барабан звучал так, как будто он «сворачивается» или загорается.
Большинство полочных фильтров НЧ влияют на частотный баланс выше точки, указанной регулятором частоты, и поэтому могут добавлять грязь в нижних средних частотах, а также басы. Небольшое срезание пикового фильтра в районе 200-400 Гц может компенсировать это, как вы можете видеть на этом снимке экрана TB_Equalizer ToneBoosters.Желтая кривая показывает комбинированные эффекты усиления полочного фильтра полосы 1 и среза пикового фильтра полосы 2. В постановках, менее зацикленных на раздувании низких частот, четкость и разделение баса и бочки становится более важной целью, так что они заполняют область суб-100 Гц удовлетворительным образом, по отдельности или в комбинации. Эквалайзер может помочь, фокусируя каждый инструмент в разных областях нижнего спектра, а также отсекая любые очевидные частотные «горячие точки», которые могут исказить общую тональность микса, когда инструменты играют вместе.Фундамент 41 Гц низкой ми бас-гитары играет в этом отношении вам на руку, поскольку он освобождает нижнюю октаву для бочки. Если для вас важна глубина басового тона (для чего-то ласкового, вроде песни Джеймса Моррисона I Won’t Let You Go), вы захотите дать басам как можно больше места в диапазоне 40-80 Гц, не теряя полностью. вес удара. С другой стороны, для треков, где грув должен действительно стремительно двигаться (как, например, в «Rope» Foo Fighter). барабаны не могут позволить себе слишком большую медлительность, которую придает самая низкая октава, и усиление диапазона 60-70 Гц бочки за счет баса становится допустимым компромиссом.
Те же основные принципы переносятся и в электронные стили, но с большей вероятностью конфликтов ниже 40 Гц. Возможность подтолкнуть высоту тона бас-семпла может значительно сэкономить работу эквалайзера, смещая его частотные пики в естественные спектральные впадины басовой партии. Регулировка высоты звука бас-барабана также может помочь избежать звучания низких резонансов барабана в унисон с гармониками басовой линии, что опять-таки несет в себе риск того, что погашение фазы приведет к выхолащиванию некоторых ударов.
Патчи для басового синтезатора с расстройкой нескольких осцилляторов могут вызвать проблемы совместимости с моно.
Если ваш басовый инструмент не производит реальной энергии ниже 40 Гц, нет смысла повышать его с помощью эквалайзера. Итак, что вы можете сделать вместо этого, чтобы подкрепить свой бас такими частотами, или, действительно, заменить неизлечимый низкооктавный шлак, который вы отфильтровали?
Многие производители предоставляют процессоры, которые обещают генерировать новые низкие частоты. Они варьируются от простых октаверных педалей до довольно сложных субгармонических софт-синтезаторов, таких как SubBass от Logic, но я всегда находил их разочаровывающими в реальных басовых партиях, давая расплывчатую, трогательную подачу и довольно непредсказуемо реагируя на такие вещи, как гитара. искажения, механические шумы и наслоение синтезатора.Вместо этого я теперь почти всегда просто программирую для этой цели простую линию MIDI-синтезатора. Кажется, что нажатие на ноты MIDI для большинства ориентированных на диаграммы произведений никогда не занимает больше 15 минут, и после того, как вы включите новый синтезатор в микс, он облегчит работу по достижению надежной мощности низких частот.
Но какой синтезаторный звук вы должны использовать? Не ищите ярких предустановок: хорошо подходят тускло звучащие сигналы, такие как синусы и треугольники, и используйте один генератор, чтобы избежать нежелательной модуляции уровня.Простая огибающая амплитуды включения / выключения хороша в большинстве случаев, но будьте готовы снизить уровень сустейна и ввести некоторое время затухания, если ваша продукция включает только слегка сжатые акустические или электрические басы. Тем не менее, быстрое время атаки и спуска может вызвать нежелательные щелчки и удары, поэтому внимательно слушайте в одиночном режиме, чтобы защититься от них.
Простая субоктава синусоидальной волны может быть смешана под существующей линией баса, но если есть какое-либо перекрытие частот между синтезатором и существующей партией, все усложняется.Во-первых, вы должны решить, какая часть верхнего спектра суб-басового синтезатора достигает микса, а какая часть нижнего спектра исходной партии останется. Для приложений «black ops» я довольно жестко фильтрую любые несинусоидальные суббасовые волны, чтобы не допустить, чтобы более характерные верхние частоты взорвали покрытие «суб-синтезатора». Тем не менее, во многих случаях некоторые низкие средние частоты из вспомогательного синтезатора действительно помогают добавить тепла комбинированному басу, поэтому я чаще использую треугольные волны, а не синусы для исправления.
Другая проблема заключается в том, что существует вероятность фазового подавления на низких частотах, если какая-либо из частот добавленного синтезатора окажется в унисон с частотами на основной басовой дорожке. Сложность в том, что это обычно спорадически — вы можете получить неприятный провал низких частот только для одной ноты из дюжины, и это может меняться с каждым проходом воспроизведения, если вы запускаете MIDI-синтезатор вживую в миксе. Моя первая реакция — преобразовать выход моего суб-басового синтезатора в звук, как только он у меня в основном работает так, как я хочу, чтобы у меня не возникало капризов, запускающих живые триггеры.Затем я соло объединяю басовый звук (с добавлением суб-баса), проверяю дорожку на предмет каких-либо дыр в нижних частотах от фазовой компенсации и сдвигаю синхронизацию любых неприятных суббасовых нот, чтобы исправить ситуацию.
Левая спектрограмма показывает фрагмент фортепианной записи с основной нижней нотой около 130 Гц. Энергия под ним — это в основном атмосфера и дозвуковой гул, типичные для концертных записей, особенно для тех, которые сделаны с ограниченным бюджетом
В большинстве басов есть нечто большее, чем просто частота ниже 100 Гц: средний диапазон определяет тембральную привлекательность инструмента, а также его слышимость в условиях воспроизведения с узкой полосой пропускания, которые типичны для массового рынка.Трудность со средним диапазоном состоит в том, что большинство вещей в миксе борются за него! Для басовых инструментов основным полем битвы является «теплая» область ниже 300 Гц. Всем нравится идея, что все звучит тепло, но если все мускулы на этих частотах, вы получите «пуловер Гластонбери» (грязный, пушистый беспорядок!).
Если вы можете более агрессивно фильтровать верхние частоты некоторых небасовых партий, сделайте это. Убедитесь, что воспроизводится весь трек по мере того, как вы постепенно повышаете точку среза каждого фильтра, и как только вы начнете слышать нежелательную потерю тепла, немного уменьшите частоту, и вы должны быть настроены.Для массовых постановок чартов предоставление басу полной свободы в низком и среднем диапазоне помогает подчеркнуть мелодические особенности партии, проясняет музыкальные гармонии и обеспечивает резкий и лаконичный низкочастотный ритм. Например, посмотрите, как бас доминирует в диапазоне 100-200 Гц в песнях Pink «Feel Good Time» и «Little Boots» «New In Town», а также в более роковых материалах, таких как «Harder To Breathe» из Maroon 5 и «Keane». В том месте, о котором знаем только мы’.
Поскольку такое четкое разграничение спектра облегчает жизнь при сведении, соблазнительно полагаться на него повсеместно, но более естественные стили выигрывают от более равномерно распределенного тепла.Поочередное прохождение узкого пика эквалайзера через низкие и средние частоты каждой дорожки может помочь найти основные компоненты теплоты для каждого основного инструмента, и, как только вы их узнаете, вы хорошо подготовлены, чтобы убрать менее важные частоты на одной дорожке, которые затемняют. характерные частотные характеристики другого — и это обычно более эффективно, чем просто усиление битов, которые вам нравятся!
Этот вид эквалайзера может оказаться сложной задачей, и нередко приходится делать корректировки на полдБ в этом диапазоне вплоть до времени термоусадочной упаковки.Сравнение с релевантными коммерческими проектами может оказаться большим подспорьем при принятии окончательного решения, равно как и кнопки отключения звука. Отключение на время басовой партии действительно подчеркивает другие треки, которые чрезмерно сгущают среднечастотный тон микса, а приглушение нескольких подозреваемых быстро идентифицирует основных виновников.
Низкие и средние частоты эквалайзера часто настолько хорошо сбалансированы, что они в первую очередь выходят из-под контроля при изменении аранжировки. В этой ситуации вам определенно подойдет мультинг (переключение отдельных треков между более чем одним каналом микширования), поскольку он позволяет использовать разные эквалайзеры для каждой секции.В то время как вы можете уйти с большим количеством низких-средних на вашей басовой партии во время разреженной текстуры куплета, поток тяжелых гитар, прибывающих в припев, даст вам приглушенное нарастание частоты, если вы не вычерпываете бас канал для этого раздела.
Действительно, в жанрах хэви-рока и металла, где гитары с широким панорамированием требуют большого количества низких частот, вы, вероятно, обнаружите, что вытаскиваете большую часть низких средних частот басовой партии. Это может оставить только шум и шипение на басовом канале, но вы никогда не получите должного стерео «пыхтения» из полного микса, если вместо этого вы обрежете гитары низкими частотами.Точно так же не бойтесь вырезать ту часть басовой партии, где акустическое пианино или акустическая гитара занимают центральное место в более интимной фолк-среде или среде авторов-исполнителей.
Одно секретное оружие в вашем распоряжении при микшировании любой басовой партии — это ее более высокие частоты (почти все, что выше 300 Гц), которые выдвигают на первый план уникальный тембральный характер баса, выходя за рамки его функциональной роли в поддержке грува и гармоний, чтобы требовать более прямого внимание слушателя — особенно на небольших устройствах воспроизведения.
Зона 1 кГц — хорошее значение в этом отношении, потому что усиление в ней не нарушает компромисса между теплотой и грязью микса и не посылает слишком много шипения, фузза усиления, шума пика или свиста фильтра в полосе присутствия / жесткости 3-6 кГц. Учитывая, что бочка доминирует на частотах 60–100 Гц и тяжелые гитары выше, неудивительно, что звуки рока и металла часто выходят за пределы области 1 кГц. «Иногда довольно шокирующе осознавать, сколько высоких частот нужно добавить к басу, чтобы убедиться, что он проходит сквозь трек», — заметил, например, знаменитый инженер рок-микширования Рич Кости в SOS в марте 2008 года.«Изолированный басовый звук может показаться довольно неудобным, но среди закрученного шума плотного трека такое количество верхних частот обычно работает нормально».
С этим типом эквалайзера обязательно регулярно проверяйте свои результаты на небольших динамиках. Низкие частоты всегда будут слышны на более крупной системе, если она имеет низкочастотный контент, но если вы слышите сильное падение слышимости на малых частотах, вам, вероятно, нужно подтолкнуть к среднему диапазону. Если вы набираете большое усиление, добавление фильтра нижних частот на частоте около 2-3 кГц может быть разумным, чтобы широкополосный ВЧ шум не закрывал тонкие «воздушные» частоты ведущих инструментов и вокала.
Если эквалайзер просто не дает той четкости среднего диапазона, которая вам нужна, записанный басовый тон, вероятно, имеет мало энергии в спектральном кармане, который вы хотите заполнить. Одна из тактик — удвоить басовую линию с помощью MIDI-инструмента или дополнительного живого наложения, возможно, с октавой. Я сделал это для нескольких ремиксов Mix Rescue (см. SOS, март и октябрь 2011 г.), и пока вы довольно строго ограничиваете спектр дополнения фильтрацией, вы обычно можете обмануть ухо, думая, что добавленный инструмент на самом деле является неотъемлемой частью бас.
Distortion также может генерировать гармоники, но попробуйте разные процессоры, так как они могут иметь сильно контрастирующие символы, а достойные бесплатные плагины искажения в наши дни стоят десять копеек: вы можете найти ссылки на некоторые избранные на www.cambridge-mt .com / ms-ch22.htm # ссылки-искажения. Я ожидаю, что при эквалайзере искажения будут извлечены только наиболее подходящие частоты, особенно в рамках якобы чистого звучания стиля, поэтому я обычно использую параллельную обработку, а не вставляю искажения в басовый канал или групповую шину.
Альтернативным инструментом здесь является специальный процессор улучшения низких частот, такой как Waves Renaissance Bass или Precision Hz от Univeral Audio. Они также генерируют среднечастотные гармоники на основе низких басов, но более тонким и психоакустически настроенным образом, чем простая обработка искажений, и часто с преднамеренной целью сделать басовый инструмент субъективно более « басовым » без добавления дополнительной энергии суббаса. Однако опасность здесь заключается в том, что очень легко переборщить с шероховатыми частотами вашего микса, поэтому часто требуется некоторая компенсационная эквализация сигнала с усилением низких частот.
И последнее, что нужно сказать об эквалайзере: эквалайзер одного канала конфигурации с несколькими микрофонами / цифровым входом или возврат от эффекта параллельного искажения внесет дополнительный фазовый сдвиг и может вызвать неожиданное изменение тона. Это не полное «нет-нет», но я считаю, что лучше свести такой эквалайзер к минимуму, если вы уже уточнили соответствие фазы и полярности, или еще раз пересмотреть настройки фазы и полярности после выравнивания. Ограничение себя сокращениями эквалайзера в этом сценарии является разумным, поскольку это имеет тенденцию ограничивать основные фазовые сдвиги (которые часто, кажется, имеют субъективный эффект, делая тембр менее « твердым ») областями частотного спектра, которые вы хотите в любом случае менее заметными. .
Записи акустических басов и чистых электрических басов по своей сути имеют динамический диапазон, который неприемлемо широк для большинства контекстов чарта, поэтому сжатие является нормальным явлением. Даже искусно запрограммированные партии синтезаторного баса часто выигрывают от некоторого сглаживания нежелательных вариаций уровня. Обычно цель состоит в том, чтобы надежно разместить инструмент в фиксированном положении микширования, поэтому соотношение 4: 1 или выше является обычным явлением, как и жесткие кривые сжатия с жестким изгибом. Однако в менее продаваемых и / или акустических жанрах некоторые побочные эффекты компрессии с высокой степенью сжатия (накачка усиления, потеря нотной атаки, искажения) могут быть гораздо менее приветствуемыми, чем небольшие колебания уровня, и в этом случае более низкие отношения с мягкими переходами колена имеет смысл — хотя более мягкое действие параллельного сжатия также находит одобрение у многих инженеров.
Удержание позиции баса в балансе в основном требует манипулирования регуляторами Threshold, Ratio и Make-up Gain (или их эквивалентами), но параметр времени атаки также может быть очень важен, особенно если вы используете уменьшение усиления; слишком быстро, и компрессор начнет округлять отдельные пики формы волны НЧ, что приведет к искажению; слишком медленно, и уменьшение усиления не улавливает краткосрочные «горячие точки», может чрезмерно подчеркивать начало нот или шум выбора. Честно говоря, оба результата могут быть полезны в некоторых случаях, но наиболее полезные настройки для современного производства, как правило, находятся в диапазоне от 1 до 30 мс.
Ваша установка времени затухания, напротив, в значительной степени зависит от того, насколько отчетливо вы хотите, чтобы нота затухала, а также от того, насколько сильно вы применяете снижение усиления. Если установить медленнее, компрессор сохранит больше естественной огибающей каждой ноты, тогда как более быстрые настройки будут более эффективно сбрасывать снижение усиления и увеличивать сустейн. Как правило, после определения атакующего персонажа найти подходящее время довольно просто, но если вы применяете обработку шпателем в более интимных инструментальных текстурах, может потребоваться осторожность, чтобы держаться подальше от немузыкального кратковременного накачки усиления, особенно если на записи есть утечки или короткие промежутки между нотами.
Настройка параметров атаки и восстановления компрессора обычно влияет на величину уменьшения усиления, поэтому следите за любыми доступными измерениями и планируйте регулировку порога компрессора, отношения и усиления выхода в ответ на то, что вы видите и слышите. Также стоит попробовать любой специальный режим определения уровня RMS (если он есть в вашем компрессоре), поскольку он усредняет самые быстрые колебания уровня и обычно более музыкально управляет басовыми партиями. Не беспокойтесь, если обнаружение среднеквадратичного значения недоступно, потому что оно является стандартным для многих конструкций компрессоров и, конечно же, не отказываться от более простого на вид компрессора из-за этого.(Действительно, некоторые классические компрессоры, тесно связанные с басом, такие как Gates Sta-Level или Teletronix LA2A, не перегружают пользователя элементами управления.)
Независимо от того, сколько вы потеете над регуляторами компрессора, некоторые басовые записи откажутся подчиняться вашим требованиям баланса без бессовестных компромиссов в тоне или музыкальности линии. Если сжатие не работает только в определенные моменты, некоторое редактирование звука может решить вашу проблему, либо исправив идиосинкразии с помощью некоторых хорошо настроенных фрагментов, скопированных из другого места, либо путем создания проблемных разделов для индивидуальных корректирующих мер.
Другая распространенная проблема заключается в том, что несколько нот значительно горячее остальных, но любое сжатие, достаточно жесткое, чтобы сбалансировать их, вызывает поцелуй смерти в общую динамику баса! Хорошим обходным решением является автоматизация понижения уровня для этих нот перед компрессором (возможно, с отдельным плагином), чтобы можно было использовать более мягкое сжатие.
Также довольно типичным для бюджетных произведений является относительный уровень информации ниже 100 Гц, изменяющийся для каждой ноты, часто из-за производительности — например, медиатор / палец басиста иногда не совсем правильно соединяется со струной.Поскольку эта проблема зависит как от времени, так и от частоты, она сводится к прямому сжатию или эквалайзеру, и хотя редактирование исправлений, выравнивание или автоматическое низкоуровневое размещение могут принести пользу, эти подходы удручающе трудоемки, если недомогание носит хронический характер. Вот когда я возвращаюсь к многополосной компрессии, используя только самую низкую полосу с высоким соотношением (возможно, 8: 1), чтобы сохранить некоторую равномерность.
Если вы хотите попробовать это, начните с времени атаки и восстановления примерно от 5 до 80 мс, затем уменьшите порог, чтобы просто пощекотать самые легкие басовые ноты.Нормальные ноты затем могут быть стучены с уменьшением усиления на 8-12 дБ каждая, но если вы теперь отрегулируете усиление LF диапазона для возврата к предыдущим нижним уровням, результатом должно быть значительное увеличение мощности низких частот недооцененных нот. . Остальная часть работы — это изменение порога, соотношения, усиления и параметров атаки / восстановления для достижения наилучшего компромисса между перебалансировкой нижнего уровня (которая, вероятно, потребует высоких коэффициентов и более быстрых постоянных времени) и музыкальностью весь трек (обычно лучше обслуживается более низкими передаточными числами и более медленными постоянными времени).
Вопрос о том, куда вы добавляете многополосный компрессор в цепочку плагинов, нетривиально. Помещение его перед основным полнополосным басовым компрессором имеет тот недостаток, что общие колебания уровня басовой части будут влиять на то, насколько сильно будет реагировать ваша спасательная обработка, тогда как установка его после этого может привести к тому, что ваш основной басовый компрессор будет довольно не музыкально реагировать на случайный низкий В конце концов, потому что низкие частоты имеют тенденцию оказывать сильное влияние на механизм определения уровня любого полнополосного компрессора.
Существует множество обходных путей, но я предпочитаю поставить многополосную обработку перед компрессором основного баса, чтобы обеспечить плавный отклик. Затем я использую плагин автоматического усиления (или автономное редактирование усиления в зависимости от региона на аудиодорожке), чтобы обработать любые ноты, которые выходят за пределы зоны комфорта настроек моего многополосного плагина.
Еще одна сложность с басом заключается в том, что вы должны учитывать не только его собственную обработку, но и любые дополнительные настройки динамического диапазона, отделяющие его от шины основного микса.Например, хорошо известный прием в рок-музыке — это направить каналы бас-гитары и бас-барабана на сжатую групповую шину, так что басы слегка приглушаются каждой бочкой. Это позволяет вам подавать в микс больше мощности ниже 100 Гц от обоих инструментов, так что каждый звук будет весомым, когда вы его услышите сам по себе; но когда два инструмента играют вместе, компрессор срабатывает, чтобы остановить их комбинированный уровень, перебивая весь запас микса. Вы редко можете подтолкнуть дакинг дальше, чем примерно 2-3 дБ за удар, без того, чтобы басовая линия не начала звучать странно, но этот небольшой кусочек «дыма и зеркал», тем не менее, весьма эффективен.
Этот трюк настолько популярен, что было придумано множество способов его выполнения. Например, если вы вставляете компрессор в басовый канал, а затем запускаете его понижение усиления с бас-барабана (в силу входа боковой цепи процессора), вы получаете аналогичное действие — схему, которую я предпочитаю, потому что вы сохраняете независимость управление пост-дакингом басового сигнала. Некоторые люди также используют сжатие шины микширования с быстрым откликом для схожих концов, приглушая весь микс (включая басовую линию) в ответ на басовый барабан, но я менее восхищен этим подходом из-за повышенной вероятности скачков других уровней. (от малых барабанов, томов или ведущего вокала, скажем) вызовет непродуктивное снижение баса.
Даже если вы используете компрессию шины микширования в более тонком (и обычно более медленном) «клеевом» приложении, есть особая басовая ловушка, на которую следует обратить внимание. Рассмотрим типичный переход от рока к припеву, где куплет более разреженный и более плотный в инструментальном плане, в то время как припев обычно вводит больше сустейна, а также некоторые гитарные наложения с дополнительным усилением. В этой ситуации компрессор шины микширования обнаруживает, что средний уровень значительно увеличивается для хоруса, даже несмотря на то, что пиковые уровни на выходных индикаторах вашей DAW могут не сильно измениться.Большинство известных шинных компрессоров используют определение уровня RMS, которое, как вы помните, лучше реагирует на средние уровни, чем на пики, поэтому наш компрессор шины микширования здесь понижает весь микс для припевов — по сути, дополнительные гитары заглушают остальная часть группы.
На первый взгляд, это неплохо, если цель этого раздела — развязать гитарный апокалипсис, потому что уменьшение звука других инструментов подразумевает, что гитары должны быть огромными. Однако, если бас-гитара потеряет 2-3 дБ уровня таким образом, припев потеряет большую часть своей низкочастотной основы, понизив ваш музыкальный End Of Days до чего-то более похожего на Plague Of Flies! Как только вы поймете, что происходит за кулисами, обычно довольно просто противодействовать эффекту приглушения, автоматизируя уровень фейдера низких частот или перенося эту секцию в отдельный канал для новых настроек эквалайзера.
Часто в стилях диаграмм к басу применяется настолько сильная компрессия, что автоматизация дает мало пользы от простого баланса. Однако, честно говоря, есть некоторые случаи, когда капризы частотной маскировки и / или сжатия мастер-шины могут вызывать нежелательные колебания субъективных уровней басов, даже если сжатие прибивает уровни низких частот к земле, поэтому вы Не могу принять как прочитанное, что настройки сжатия XXL решат проблемы с балансом.Кажется, что всегда есть несколько интересных мелодических сбивок или контр-мелодий, которые требуют немного большего толчка, и в этом случае может быть уместным толкание фейдера групповой шины. Тем не менее, это может не сработать для больших поездок, если важен перевод маленького динамика и / или есть сильная маскировка средних частот от других инструментов — к тому времени, когда вы услышите линию на iPad, сабвуферы снесут обода. модернизированный 4х4.
Если у вас уже есть более одного канала микшера, назначенного для вашей баса, увеличение уровня только одного может предоставить более удобную для Hummer альтернативу.Возможно, вы уже настроили микрофонный сигнал усилителя вашей бас-гитары или обратный канал эффекта параллельного искажения, так что вы можете использовать любой из них, не раздувая нижние октавы. При отсутствии таких опций вы можете автоматизировать широкое усиление среднечастотного эквалайзера.
В более легко обработанных стилях автоматизация приобретает большее значение как универсальный инструмент баланса, потому что (при условии, что вы не входите в отборочную комиссию Евровидения) ваш мозг всегда более музыкально чувствителен, чем связка схем или кода DSP.Независимо от того, создаете ли вы данные автоматизации с помощью физической панели управления или мыши, это не имеет значения, потому что основная работа автоматизации — это прослушивание. Таким образом, мой главный совет — контролировать реальное изображение (исходящее непосредственно от физического динамика динамика, а не фантомное изображение, которое висит в воздухе между парой стереодинамиков) во время таких поездок. Преобразуйте микс в моно, выключите один из динамиков, и вы почти наверняка справитесь с задачей быстрее и увереннее.Кроме того, если широкое общественное мнение имеет жизненно важное значение, убедитесь, что вы проверяете свои действия по автоматизации на небольшой потребительской системе.
Даже если вас не беспокоят обычаи масс, прослушивание через небольшой динамик на стадии автоматизации может быть полезным. Например, если вы автоматизируете, чтобы ваши басы зависели от ваших основных мониторов, но затем обнаруживаете, что уровни ненадежны для небольшого динамика, это может быть признаком того, что резонансные режимы вашей комнаты для мониторинга мешают вашим оценкам баланса или что могут быть Не устраняйте несоответствия в важной области басовой партии ниже 100 Гц.
Бас редко подвергается сильным посыл-эффектам при сведении, в основном потому, что это может отрицательно повлиять на прочность, чистоту и мощность его гармонической поддержки. Эффекты модуляции могут размывать настройку или вводить тембральную «пустоту», связанную с фазой, например, в то время как задержки и реверберации могут заглушить грув и замутить общую тональность микса.
Если вы решили наложить басовую партию эффектами из творческих соображений, я предлагаю применить фильтр верхних частот, возвращаемый эффектом, чтобы избежать технических проблем.Это сохранит чистоту и твердость области ниже 100 Гц и предотвратит нарушение стереомодуляцией моно-совместимости баса. Если вы хотите, чтобы низкие частоты реверберации или задержки были реальной особенностью в определенные ключевые моменты (где есть место в аранжировке, чтобы низкие частоты вращались без отметки), тогда уменьшите срез фильтра с автоматизацией в этих точках.
Покупатели пластинок настолько привыкли слышать сухие басы, что обычно очень мало нуждаются в реверберации или задержках. Если басы недостаточно сливаются с аккомпанементом, попробуйте короткий, естественно звучащий стереореверберационный патч с тщательно ограниченными низкими частотами — не просто расширяя зону ниже 100 Гц, но, как правило, также уменьшая область примерно до 500 Гц для борьбы. мутность.Я также мог бы каким-то образом обработать высокие частоты баса, чтобы предотвратить разбрызгивание шумов звукоснимателей / ладов вокруг стереоизображения, особенно если они уже были усилены усилением эквалайзера среднего диапазона. Такая реверберация также может расширить басовые партии, которые кажутся неуместными среди широкой панорамы тяжелых гитар или синтезаторов, но я обычно сам обращаюсь к простому плагину стерео-хоруса (часто это старая бесплатная программа Kjaerhus Classic Chorus), опять же с фильтром высоких частот. обратный канал.
Для более акустических стилей музыки или когда вы микшируете оркестровые контрабасы, традиционные ревербераторы комнаты или холла могут начать входить в кадр, а басовые инструменты могут начать обрабатываться гораздо более эгалитарно в отношении уровней эффектов .Полный обзор общего использования реверберации выходит за рамки этой статьи, поэтому я бы рекомендовал прочитать нашу серию из двух частей «Использование реверберации как профессионал» из Sound On Sound за июль и август 2008 г., если вам нужно больше указателей.
Кажется, каждое поколение инженеров хочет улучшить басы в своих произведениях, так что кто знает, какие новые открытия могут быть не за горами? На данный момент, однако, эти проверенные временем методы смешивания должны помочь вам составить конкуренцию нынешнему уровню техники.
Если вы серьезно относитесь к звучанию басов, вам нужны динамики, которые сообщают вам, что происходит ниже 100 Гц, а также акустическая обработка, чтобы предотвратить искажение этой информации в помещении. Но даже без этого вы можете улучшить принятие решений по LF. Возьмите за привычку оценивать баланс низких частот в нескольких разных точках комнаты. Режимы резонанса в комнате будут влиять на каждую локацию по-разному, поэтому их легче мысленно исключить. Спектральный анализ с высоким разрешением также может помочь вам оценить область ниже 100 Гц.Некоторые люди предлагают положить палец на диффузор низкочастотного динамика, чтобы измерить уровни суб-баса на основе экскурсий привода (как на фото), но я не рекомендую это делать, поскольку отклонения низкочастотного динамика басовой ноты в значительной степени зависят от его высоты и часто могут показаться противодействующими. -интуитивно.
Самое главное, сравнивайте свои миксы с коммерческими работами, которыми вы восхищаетесь. Вопросы баланса низких частот, динамического диапазона, уровня микширования и использования эффектов сильно зависят от эпохи и жанра, и коммерческие треки — ваш лучший путеводитель по ожиданиям вашей аудитории, будь то миллионы слушателей Radio 1 или другой член Криса. Фан-клуб Де Бурга!
Где следует панорамировать бас? Не надо! Оставив его в центре, вы получите лучшую проекцию низких частот от стереодинамиков и сохраните хорошую совместимость с моно.Тем не менее, я заметил несколько релизов с очень тонким сдвигом басов в одну сторону (например, «Paradise» от Coldplay, обсуждаемый в SOS в феврале 2012 года The Mix Review), по-видимому, для улучшения ощущения разделения в стерео. Экспериментируя с этим, терять нечего, поскольку здесь нет никаких существенных компромиссов.
Широкополосное шипение в басовых записях обычно легко обрабатывать, если только аранжировка не очень редкая, потому что то, что не маскируется другими инструментами, обычно может быть отфильтровано нижними частотами без потери тона.Там, где длинные затухания нот чрезмерно выявляют шум, попробуйте использовать автоматизацию, чтобы дополнительно закрыть фильтр нижних частот по мере снижения общего уровня. Хотя специальные плагины, такие как ToneBoosters TB_HumRemover, могут мгновенно отключить гудение сети, вы не можете просто «установить и забыть» о низких частотах, иначе вы также удалите любые низкие частоты, соответствующие вашей местной частоте переменного тока! Опять же, автоматизация обработки надстройки предлагает обходной путь.
Низкочастотные стуки (возможно, из-за того, что музыкант постукивает ногой, толкает микрофонную стойку или ударяют / хлопают по корпусу / струнам инструмента) не могут быть легко удалены с помощью фильтров высоких частот, и я предпочитаю исправлять каждую ноту, используя копируйте / вставляйте аудио-правки, где это возможноТам, где это невероятно утомительно, многополосный динамический процессор, быстро ограничивающий область ниже 200 Гц, может принести некоторые улучшения. Выбирающий шум и жужжание / скрип также могут быть проблемой, и если фильтрация нижних частот не дает решения, я обычно снова возвращаюсь к многополосному ограничению, на этот раз в верхней половине спектра, отбивая нежелательные ВЧ скачки и пики. Детальная автоматизация фейдера может устранить отдельные скрипы лада, но также может пробить дыры в нижних частотах, если используется во время длительных пассажей.
Там, где верхний спектр синтезаторного баса украшен высоко резонансным свипированием фильтра, может быть трудно максимизировать ощущение мощности, теплоты и текстурной толщины баса без того, чтобы пики фильтра разрезали ваши уши на ленточки. Обычная компрессия и эквалайзер не помогают, потому что пики фильтра всегда присутствуют и все время меняют свою частоту. Насыщение звука может помочь, увеличивая общий «фоновый» уровень гармоник синтезатора по отношению к пикам фильтра, но иногда этого недостаточно.В крайнем случае, я разделю верхнюю частотную характеристику синтезатора на полдюжины полос, используя многополосный динамический движок, и настрою каждую полосу так, чтобы снимать верх с блуждающего пика фильтра всякий раз, когда он находится в диапазоне. Таким образом, у меня всегда есть одна из полос компрессии, заглушающая небольшой участок частотной характеристики, но все полосы довольно узкие, поэтому лекарство обычно звучит лучше, чем болезнь.
- Проверьте полярность / фазовое соотношение микрофонных и DI-треков.
- Уменьшите чрезмерно нетерпеливые гармоники ниже 100 Гц с помощью эквалайзера, используя как можно более высокие значения Q.
- Обработайте дальнейшие несоответствия ниже 100 Гц с помощью многополосной динамической обработки или замените эти частоты линией синтезатора суб-баса.
- Сильная компрессия не является чем-то необычным, но будьте осторожны с временем атаки и восстановления, чтобы избежать нежелательных искажений или безжизненной динамики.
- Сравните смесь с соответствующими коммерческими записями. Используйте свои основные мониторы, чтобы сосредоточиться на низких частотах и частотах теплоты / грязи, но переключитесь на динамики меньшего размера, чтобы оценить слышимость среднего диапазона.
- Отключите бас, настраивая баланс низких и средних частот других инструментов.
- Чтобы сохранить запас микса, попробуйте на короткое время приглушить низкие частоты на 2–3 дБ в ответ на каждый удар бочки.
- Усиление на 1 кГц для лучшего прохождения средних частот, но добавление фильтра нижних частот, если высокочастотные шумы становятся навязчивыми. Параллельное искажение может быть даже более эффективным, но будьте осторожны с фазовой компенсацией.
- Ограничение выше 1 кГц с помощью многополосной динамики может уменьшить отвлекающие звуки при игре на инструменте или раздражающие шумы.
- Multing позволяет звуку низких частот адаптироваться к резким изменениям аранжировки, а также может бороться с любыми нежелательными побочными эффектами приглушения басов при сжатии шины микширования.
- Прикосновение к стереохорусу может соединить бас с гитарой с широким панорамированием, но будьте осторожны с энергией ниже 100 Гц от возвращаемых эффектов.
- Используйте автоматизацию фейдеров, чтобы привлечь внимание к красивым вставкам или сликам, чтобы слушатель их не пропустил. Это проще при прослушивании монофонического воспроизведения с одним динамиком. Если скачки уровней перегружают микс низкими частотами, вместо этого автоматизируйте широкое усиление эквалайзера 1 кГц.
- Проверьте соотношение полярности / фазы между отдельными микрофонными и DI треками.
- Уменьшите чрезмерные гармоники ниже 100 Гц с помощью эквалайзера, но сохраняйте значения Q как можно более высокими.
- Устраните остающиеся несоответствия ниже 100 Гц с помощью многополосной динамической обработки или исправьте отдельные ноты с помощью редактирования копированием / вставкой.
- Старайтесь не выходить за пределы 9 дБ сжатия, потому что автоматизация фейдеров будет звучать более естественно. Установите достаточно низкое время атаки, чтобы эффективно управлять динамическим диапазоном, но достаточно высокое, чтобы оставить некоторую жизнь в начале нот. При необходимости параллельная компрессия может сделать сустейн нот более естественным.
- Сравните микс с некоторыми соответствующими коммерческими записями. Используйте свои основные мониторы, чтобы сосредоточиться на низких частотах и частотах теплоты / грязи, но переключитесь на динамики меньшего размера, чтобы оценить слышимость среднего диапазона.
- Бочка, естественно, будет иметь тенденцию преобладать над акустическим басом в нижней октаве, поэтому попробуйте фильтровать верхние частоты с 35 Гц.
- Отключите бас, настраивая баланс низких и средних частот других инструментов.
- Повышение частоты до 1 кГц для лучшего прохождения средних частот, но не забывайте о ВЧ-шумах или утечках.Незначительные параллельные искажения также могут быть эффективными, если они хорошо согласованы по фазе.
- Ограничение выше 1 кГц с многополосной динамикой может уменьшить переходные процессы при шлепке струны.
- Глобальные эффекты send, которые вы используете для смешивания ударных и других инструментов, также должны хорошо работать для баса.
- Используйте автоматизацию фейдера, чтобы привлечь внимание к красивым вставкам или сликам, чтобы слушатель их не пропустил. Это проще сделать при прослушивании моно с одним динамиком. Если скачки уровня перегружают микс низкими частотами, попробуйте вместо этого автоматизировать усиление широкого эквалайзера на 1 кГц.
- Если имеется несколько уровней синтезатора, избегайте трудностей с подавлением фазы НЧ, выбирая только один слой для передачи энергии ниже 100 Гц. Остальное — фильтр верхних частот.
- Проверьте патчи стереофонического синтезатора на совместимость с моно на нижнем уровне.
- Настройте программирование MIDI / синтезатора для решения проблем динамики. Если несоответствия ниже 100 Гц остаются, устраните их с помощью многополосной динамической обработки или замените частоты синтезатором суб-баса.
- Для многослойных синтезаторных партий используйте соло все слои вместе и внимательно слушайте всю дорожку.Если вы обнаружите какие-либо потери низких частот из-за подавления фазы, отразите партии MIDI как аудио и отрегулируйте межуровневую синхронизацию для оскорбительных нот.
- Сравните смесь с соответствующими коммерческими записями. Используйте свои основные мониторы, чтобы сосредоточиться на низких частотах и частотах теплоты / грязи, но переключитесь на динамики меньшего размера, чтобы оценить слышимость среднего диапазона.
- Если ваш бас перегружает низкие частоты, вашей бочке может потребоваться больше энергии, чем вы ожидаете при частоте 100-200 Гц.
- Чтобы сохранить запас микса, попробуйте на короткое время приглушить низкие частоты на 2–3 дБ в ответ на каждый удар бочки.
- Там, где развертки фильтра верхнего спектра слишком абразивны, насыщенность может сделать их менее заметными. Многополосное ограничение может пойти дальше, но лучше всего работает с большим количеством узких диапазонов.
- Используйте автоматизацию фейдеров, чтобы привлечь внимание к красивым сбивкам или сликам, чтобы слушатель их не пропустил. Если возможно, делайте это во время прослушивания монофонического воспроизведения с одним динамиком.
Я создал специальную страницу на веб-сайте SOS с аннотированными аудио примерами, демонстрирующими многие из техник, обсуждаемых в тексте.Для тех, кто хотел бы применить некоторые из этих идей на практике, есть также ссылки на подборку свободно загружаемых мультитреков, содержащих акустические, электрические и синтезаторные басовые партии, с некоторыми примечаниями по основным задачам микширования басов для каждой из них.
/sos/sep12/articles/mixingbassmedia.htm
Если вы убедитесь, что басовые инструменты настроены перед записью, проблемы с питчем низких частот обычно не являются большой проблемой при сведении. Отчасти это связано с тем, что синтезаторы и (в определенной степени) ладовые басы имеют заранее квантованную высоту тона, но также и потому, что настройка — это относительное суждение: даже расстроенный бас может звучать нормально, если другие партии были записаны так, чтобы соответствовать ему. !
Если на этапе микширования вы обнаруживаете какие-то кислые ноты, то монофонический характер большинства басовых партий обычно позволяет легко их адекватно исправить, даже с помощью встроенной обработки высоты тона DAW.Единственный раз, когда я потрудился задействовать что-то специализированное, например Auto-Tune или Melodyne, — это когда исполнитель безладовой электрической или акустической стойки, кажется, был на пике популярности!
Имейте в виду, что ваши суждения по обработке звука могут быть искажены в зависимости от того, как вы слушаете. Например, если гармоники басовой ноты немного расстроены с ее основной гармоникой, и вы регулируете настройку во время работы в наушниках, вы можете получить что-то, что звучит более расстроенно на полнодиапазонной системе.Уровень прослушивания также влияет на восприятие высоты звука, так что вы можете почувствовать, что басовые инструменты слегка смещаются, чем громче вы слушаете.
Тайминг обычно более важен для домашних басовых треков. Бас содержит так много звуковой мощности в треке и часто так громко смешивается в современных стилях, что составляет мощный драйвер грува песни. Таким образом, редко бывает хорошей идеей, если его время не согласуется с другими важными ритмическими элементами в треке.Удивительно, насколько плотнее это может сделать микс, если, например, вы просто убедитесь, что бас и бочка довольно близко выровнены. Это не означает, что вы просто выстраиваете формы волны на глаз (что может привести вас к хорошей «начальной» позиции для каждой ноты), поскольку вещи, которые «смотрят» во времени, могут звучать вне времени. Также есть большая вероятность, что грув может звучать лучше, если басовые ноты слегка отстают или опережают удары ударных — так что, как и во всем, что связано с микшированием, ваши уши всегда должны быть окончательными арбитрами.Не сосредотачивайтесь только на начале ноты, так как конечная точка басовой ноты также может иметь большое значение для грува.
Я никогда не чувствовал необходимости в специальном программном обеспечении для редактирования басов, потому что редактирование звука с перекрестным затуханием всегда кажется прекрасным для работы.