6Н13П станок консольно-фрезерный вертикальный повышенной точностисхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Н13П
Производитель консольных фрезерных станков 6Н13, 6Н13П Горьковский завод фрезерных станков, основанный в 1931 году.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Станок 6н13п выпускался, также, на предприятии Воткинский машиностроительный завод ВМЗ.
Выпуск вертикальных консольно-фрезерных станков на Воткинском машиностроительном заводе наначался в 1956 году, а в 1959 году стали выпускаться фрезерные станки с ЧПУ.
Продукция Горьковского завода фрезерных станков ГЗФС
6Н13П вертикальный консольно-фрезерный станок повышенной точности универсальный. Назначение, область применения
Серийный консольно-фрезерный станок 6Н13П производился с 1951 года. В 1960 году был заменен на более совершенную модель 6М13П.
Универсальные фрезерные станки серии Н (6Н12, 6Н13, 6Н82, 6Н83) выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1951 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Б.
Консольно-Фрезерный станок 6Н13П предназначен для фрезерования деталей средних размеров и веса из стали, чугуна и цветных металлов имеет размер рабочего стола — 400 х 1600 (типоразмер 3) в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станок может успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станке 6Н13П можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса торцевыми, цилиндрическими, концевыми, радиусными фрезами.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данном станке с применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка 6Н13П достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
Принцип работы универсального вертикально-фрезерного станка 6н13п
Движения в станке:
- Движение резания — вращение шпинделя с фрезой
- Движения подач — прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях
- Вспомогательными движениям и являются все указанные перемещения стола, выполняемые на быстром ходу или вручную
- Ручное перемещение шпиндельной гильзы вдоль оси шпинделя
- Поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Крупные детали закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие детали устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе.
При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную.
В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам. Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой деталью быстро перемещается, пока обрабатываемая деталь не подойдет к фрезе, затем включается рабочая подача.
По окончании обработки стол быстро возвращается в исходное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет заготовку и вновь включает станок. Цикл повторяется.
При маятниковом цикле обрабатываемые детали устанавливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены на значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обрабатываемых поверхностей деталей.
Класс точности станков П.
Пределы использования станков по мощности и силовым нагрузкам
При работе на высоких и средних числах оборотов пределы использования станков ограничиваются, главным образом, допустимыми значениями скоростей для фрез и мощностью электродвигателя главного движения, которая не должна быть больше 10—12,5 кВт по ваттметру. Таким образом, в зоне высоких чисел оборотов может быть допущена кратковременная перегрузка электродвигателя по мощности 25% в течение 1 мин.
Во всех случаях обработки, где возможно применение скоростного фрезерования, рекомендуется использовать станки на скоростных режимах, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станков.
Возможности использования станков при фрезеровании сталей быстрорежущими фрезами ограничиваются не возможностью поломок в механизмах станка, а возникновением вибраций, связанных с неточностью изготовления и заточкой фрез, и невозможностью дать надлежащую подачу на зуб из-за наступающей поломки зубьев фрезы: так как станок в основном предназначен для скоростного фрезерования, использовать его для фрезерования быстрорежущими фрезами нерационально.
При работе станка на тяжелых режимах резания, как правило, лимитирующим фактором являются стойкость и прочность режущего инструмента.
С этой точки зрения можно рекомендовать в качестве предельных режимов фрезерования следующие:
Работа торцевыми фрезами по стали:
- диаметр фрезы — 200 мм
- число зубьев фрезы — 14
- глубина фрезерования — 6 мм
- подача — 190 мм/мин
- мощность по ваттметру — 6 кВт
- ширина фрезерования — 100 мм
- число оборотов шпинделя — 60 об/мин
- подача на зуб — 0,2 мм/зуб
Работа торцевыми фрезами по чугуну:
- диаметр фрезы — 200 мм
- число зубьев фрезы — 16
- глубина фрезерования — 9 мм
- подача — 375 мм/мин
- мощность по ваттметру — 7 кВт
- ширина фрезерования — 120 мм
- число оборотов — 60 об/мин
- подачи на зуб — 0,39 мм/зуб
С точки зрения правильного использования станков, наиболее рациональным будет выбор полной мощности электродвигателя на средних скоростях, кратковременная перегрузка по мощности (в течение не более 1 мин) до 25—50% на высоких числах оборотов и снижение мощности на нижних 4—5 ступенях чисел оборотов на 25—30% от номинальной.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
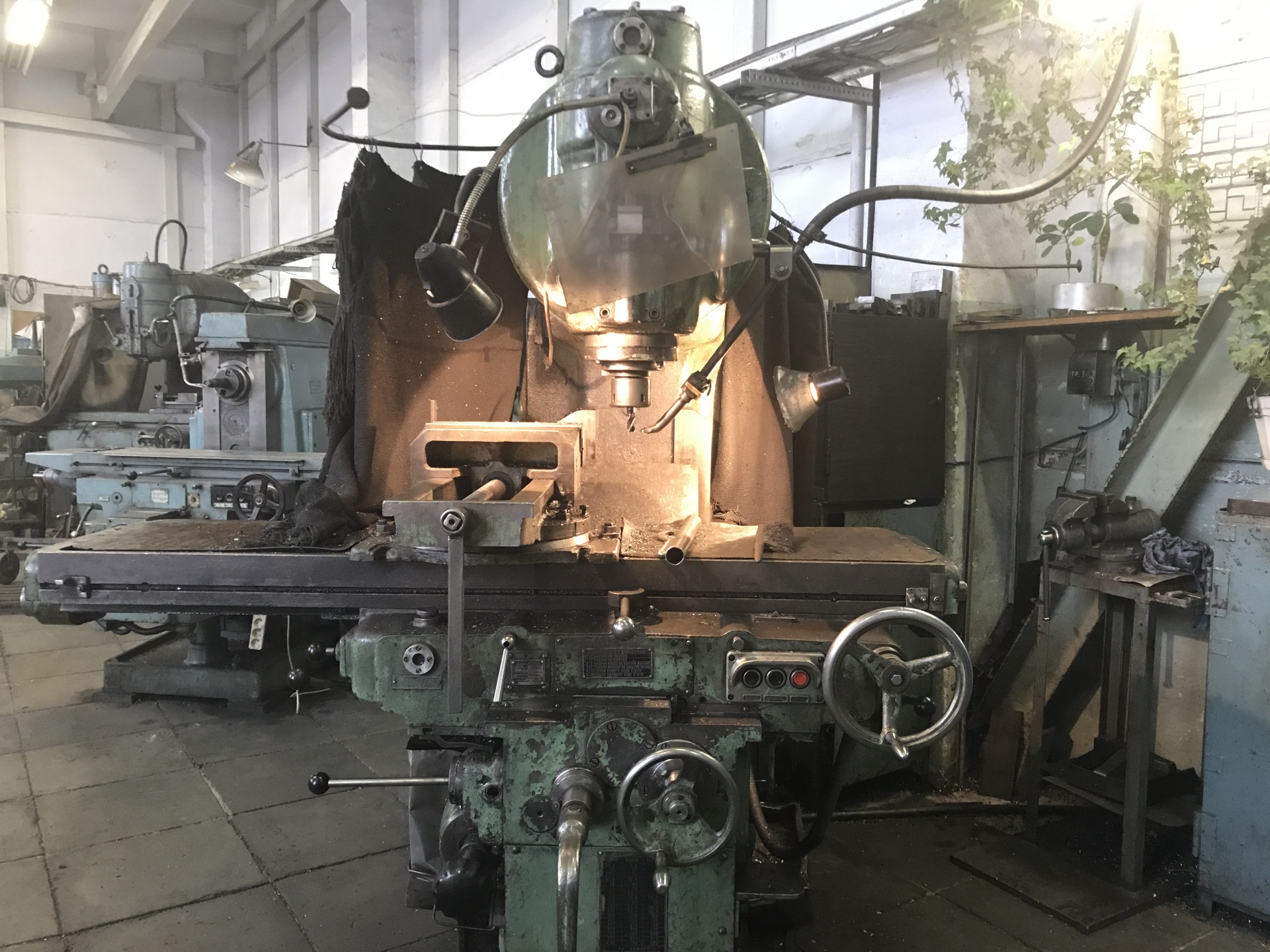
Общий вид вертикального консольно-фрезерного станка 6Н13П
Фото вертикального консольно-фрезерного станка 6н13п
Фото вертикального консольно-фрезерного станка 6н13п
Расположение составных частей и органов управления консольно-фрезерным станком 6Н13П
Расположение составных частей и органов управления фрезерным станком 6н13п
Расположение составных частей и органов управления фрезерным станком 6н13п
Расположение составных частей и органов управления фрезерным станком 6н13п
Перечень составных частей консольно-фрезерного станка 6Н13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6Н13П
- Маховик ручного перемещения стола
- Включение поперечной и вертикальной подач
- Включение продольной подачи стола
- Рукоятки зажима салазок на консоли
- Вертикальный ручной подъем консоли
- Маховик ручного поперечного перемещения салазок
- Переключение скоростей
- Переключение подач
- Указатель подач
- Указатель скоростей
- Маховик ручного перемещения шпинделя
- Рукоятка зажима шпинделя
Схема кинематическая консольно-фрезерного станка 6Н13П
Кинематическая схема консольно-фрезерного станка 6н13п
Схема кинематическая консольно-фрезерного станка 6Н13П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание конструкции консольно-фрезерного станка 6Н13П
Станина станка
Станина выполнена раздельно от основания. Крепление к основанию осуществляется болтами сверху, через электрошкаф и платики, спереди и сзади станины, что дает возможность сборки без дополнительного переворота основания. Станина пирамидальной формы коробчатого сечения, в нижней части, с боков ее, расположены две ниши (шкафа), в которых размещается электрооборудование.
В верхней части станины имеется круглый фланец, к которому четырьмя болтами крепится поворотная головка. Поворот головки осуществляется вручную.
Внутри основания расположен резервуар для охлаждающей жидкости. С задней стороны станины смонтирован фланцевый электромотор. С левой стороны станины помещена коробка переключения скоростей селективного типа. С правой стороны имеется окно, закрытое крышкой, при снятии которой открывается доступ к масляному насосу и коробке скоростей.
В станину необходимо залить 18—20 литров машинного масла марки «Л» или веретенного марки «2».
Коробка скоростей консольно-фрезерного станка 6Н13П
Коробка скоростей смонтирована внутри станины. Все валы ее смонтированы на шарикоподшипниках. Коробка скоростей получает привод от фланцевого электродвигателя, передающего движение четырем валам, смонтированным в верхней части станины.
На этих валах перемещаются шестерни, различные комбинации которых дают шпинделю 18 скоростей в пределах 30—1500 об/мин.
Поворотная головка станка 6Н13П
Движение от коробки скоростей в поворотную головку поступает через пару конических и пару цилиндрических шестерен на втулку, смонтированную на двух радиальных шариковых подшипниках, разгружающую шпиндель от действия изгибающих моментов. От этой втулки, через скользящее шпоночное соединение, движение поступает на шпиндель.
Жесткость опор шпинделя обеспечивается применением двухрядного роликового подшипника с конусом на внутренней обойме и двух радиально-упорных подшипников. Это позволило сделать сечение шпинделя без резких переходов с усилением его задней шейки до 90 мм.
Это позволило сделать сечение шпинделя без резких переходов с усилением его задней шейки до 90 мм.
Шпиндель смонтирован в гильзе, имеющей ручное осевое перемещение. Движение гильзы осуществляется маховиком, расположенным сбоку головки, от винта через коническую пару шестерен. Для фрезерования или сверления на поворотной головке предусмотрен регулирующий упор, а для большей точности при обработке может быть установлен индикатор, связанный с этим упором. Смазка шестерен и подшипников в поворотной головке предусмотрена жидкая от плунжерного маслонасоса, расположенного в станине.
Поступление масла в подшипники шпинделя регулируется с помощью спецвинта, расположенного на передней стенке в верхней части головки. Головка имеет поворот вправо и влево до 45° и скрепляется со станиной четырьмя болтами, находящимися в Т-образном пазу. Для нулевого вертикального положения шпинделя предусмотрен конический штифт.
Шпиндель имеет 18 скоростей с диапазоном от 30—1500 об/мин.
Коробка подач станка 6Н13П
Коробка подач представляет собой самостоятельный узел и монтируется к консоли с левой стороны. Она получает движение от электромотора подач, помещенного в консоли. Коробка состоит из 4-х валов, вращающихся в подшипниках скольжения. При помощи трех подвижных блоков шестерен, путем различного их сцепления, достигается получение 18 различных подач. Переключение подач производится от маховичка, находящегося на переднем торце коробки, в следующем порядке:
Маховичок с валиком выдвигается из коробки подач, поворачивается совместно с лимбом подач до совпадения цифры, соответствующей устанавливаемой величине подачи, на лимбе со стрелкой на корпусе коробки и затем маховичок вдвигается обратно. На противоположном конце вала маховичка находится диск с большим числом отверстий.
При осевом перемещении диск передвигает три пары реек, на которых насажены вилки. для передвижения шестерен. Каждая пара реек сцепляется между собой промежуточными шестернями.
Фиксация вала, передвигающего диск переключения в осевом направлении, осуществляется посредством 3-х шариков и конуса.
Фиксация лимба, при повороте его, производится по коническим засверловкам на окружности втулки лимба.
При крайнем выдвинутом положении диска, конечный выключатель сообщает вращение электродвигателю подач, что облегчает переключение шестерен.
Включение, выключение и реверсирование подач в поперечном и вертикальном направлениях производится с помощью одной рукоятки.
Коробка переключения скоростей станка 6Н13П
Переключение скоростей осуществляется рукояткой, помещенной снизу. На передней стороне коробки находится лимб, на котором обозначены 18 различных скоростей.
При повороте рукоятки на себя, диск переключения выходит из сцепления с тягами, со смонтированными на них вилками переключения. Установив лимб на любую из 18 скоростей (одновременно устанавливается и диск с отверстиями, в которые входят тяги), необходимо возвратить рукоятку переключения в первоначальное положение. При этом диск, нажимая на концы тяг-реек, ставит их в положение, соответствующее требуемой скорости.
Каждая пара реек сцеплена между собой промежуточной шестерней. При обратном движении рукоятки нажим конечного выключателя дает электродвигателю шпинделя импульс, облегчающий переключение скоростей.
Лимб с числами оборотов шпинделя имеет фиксацию шариком.
Стрелка, прикрепленная около лимба, указывает установленное число оборотов. В станке предусмотрено торможение шпинделя постоянным током, которое осуществляется при нажатии кнопки «стоп».
Снятие коробки со станка можно производить лишь при показаниях лимба 30 об/мин.
Консоль фрезерного станка 6Н13П
Консоль имеет коробчатую форму с прямоугольными горизонтальными направляющими. Вертикальные направляющие выполнены в виде ласточкина хвоста. Для увеличения жесткости, вертикальные направляющие удлинены вверх в виде козырька.
В передней нижней части консоли помещается фланцевый электродвигатель подач мощность 2,8 кВт. С левой стороны консоли крепится коробка подач, с правой стороны, в нише, помещен электромагнит. Движение подачи идет от электродвигателя через коробку подач на шестерню, сидящую на VII валу.
На другом конце этого вала на шпонке смонтирована шестерня, которая передает движение на вертикальную продольную и поперечную подачи.
Включение кулачковых муфт вертикальной и поперечной подачи сблокировано между собой от одновременного включения, а также с включением рукоятки для подъема консоли и маховичка для поперечной подачи.
Управление этими кулачковыми муфтами выведено на левую сторону консоли и происходит от рукоятки. Рукоятка имеет пять различных положений. Среднее положение рукоятки соответствует ручному перемещению консоли и салазок.
Переключение рукоятки вверх — включает подачу вверх. При включении рукоятки на себя — салазки идут на себя, включение рукоятки от себя — салазки идут от себя.
Подачи вертикальные и поперечные включаются поочередно. Впереди, с левой стороны; консоли, помещены 2 конечных выключателя, дающих реверс электромотору или остановку его при включении вертикальной и поперечной подачи.
В эксплуатации необходимо следить за четкостью работы конечных выключателей, необходимо, чтобы в выключенном положении ролик выключателя был свободен от нажима лопатки, а при подходе к нижнему включенному положению давал щелчок включения.
Если этого нет, необходимо изменить положение лопаток по высоте. Управление конечными выключателями связано с ручкой управления через валик управления.
На валике управления имеются стоповые рычаги. Воздействие кулачков, находящихся на салазках и станине, на стоповые рычаги валика управления дает отключение механических подач. Быстрый ход получается при включении механических подач и включении фрикционной муфты.
Смазка механизма консоли — принудительная, от плунжерного насоса, расположенного в нижней части консоли. От этого же насоса смазывается коробка подач.
От этого же насоса смазывается коробка подач.
Вертикальный ходовой винт и колонка защищены от масляных брызг стальной трубой.
Зажим консоли на направляющих станины производится рукояткой с правой стороны консоли.
Выбор люфта консоли производится подтяжкой бокового клина и перешабровкой прижимных планок.
В консоль необходимо залить 6 литров машинного масла марки «Л» или веретенного масла марки «2».
При заливке масла в консоль необходимо следить за тем, чтобы его уровень не заходил за верхнюю черту в маслоуказателе, в противном случае неизбежны маслоподтеки на коробке переключения подач и консоли.
Стол и салазки фрезерного станка 6Н13П
Салазки перемещаются по прямоугольным направляющим консоли от винта поперечной подачи через гайку, закрепленную в кронштейне.
Закрепление салазок на консоли производится двумя эксцентриковыми зажимами.
Продольный ход стола осуществляется ходовым винтом с трапецеидальной резьбой при включении кулачковой муфты.
Реверс осуществляется изменением направления вращения электродвигателя подач.
Для продольного ручного перемещения стола предусмотрен маховичок с переднего торца салазок (с правой стороны).
Коническая шестерня с кулачками получает вращение от шлицевого вала консоли посредством конических шестерен, смонтированных в кронштейне.
Для выбора люфта между гайками и ходовым винтом имеется компенсирующее устройство.
Закрепление стола производится двумя винтами, действующими через стержни со скосом на клин.
Смазка направляющих салазок осуществляется от ручного насоса через маслораспределитель, в нишу которого необходимо залить 1 литр веретенного масла марки № 2.
Особенности органов управления столом фрезерного станка 6Н13П
Рукоятка продольного хода имеет три положения: «подача вправо», «подача влево» и «стоп».
Установка рукоятки продольного хода в положение «стоп» дает выключение правой или левой подачи, правого или левого быстрого хода во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление, за исключением случаев, когда для автоматического перехода стола на обратный ход утопляется штифт, расцепляющий рычаги выключения кулачковой муфты продольного хода.
Величина продольного хода ограничена кулачком № 4 (останов левого хода стола) и кулачком № 5 (останов правого хода стола). Назначение кулачков (см. в табличке на переднем торце салазок) передвижение кулачков по пазу, в процессе их установки, ограничено двумя винтами внутри паза. В случае, когда для автоматизации работы необходимо остановить стол не в крайних точках его движения, рекомендуется ограничительные кулачки переставлять в необходимое положение.
Стол может настраиваться на полуавтоматический и ручной циклы работы, для чего на дверке правого электрошкафа необходимо поставить рукоятку в соответствующее положение: управление от кулачков» «включено или «выключено».
Как показывает практика работы, на положение этой рукоятки не все потребители обращают должное внимание, что в некоторых случаях может привести к поломке станка.
Когда станок настроен на автоматическую работу, рукоятка продольного хода дает только включение или выключение механического хода (за исключением случаев утопления штифта), тогда как все остальные движения получаются автоматически за счет кулачков. Таким образом, при включенном автоматическом цикле ни в коем случае нельзя пользоваться рукояткой продольного хода в целях реверсирования или переключения с быстрого хода на подачу.
При работе на автоматическом цикле станок должен быть тщательно настроен на соответствующий цикл с установкой необходимых кулачков, в противном случае, в связи с отсутствием реверса, в рукоятке продольного хода и возможностей несогласованности ее положения с направлением движения, стол может выйти за ограничительные кулачки.
На станках чаще всего производятся работы в условиях ручного управления, что соответствует положению переключателя на правой дверке электрооборудования «управление от кулачков выключено».
Для того, чтобы при этом положении схемы перейти на автоматическую работу, необходимо отключить станок, включить переключатель на управление от кулачков, подключить станок к сети и после этого начать настройку станка на автоматический цикл работы.
Кнопочная станция, расположенная с передней правой стороны салазок, состоит из кнопок «стоп», «шпиндель», «быстро». Кнопка «стоп» дает отключение всех движений в станке.
Если рукоятки механических подач (продольной, поперечной или вертикальной) стоят не в нулевом положении, то с включением кнопки «шпиндель» одновременно включается соответствующая подача.
Для отключения шпинделя при пуске подачи, что может понадобиться при наладке станка на автоматическую и другие работы, необходимо рукоятку включения шпинделя на дверке электрошкафа поставить в среднее нулевое положение, в отличие от других двух положений: «шпиндель вправо» и «шпиндель влево». Кнопка «быстро» включает быстрый ход стола, салазок или консоли при условии, если соответствующие рукоятки включены в нужном направлении, если же рукоятки подач (продольной, поперечной и вертикальной) находятся в нулевом (среднем) положении, — включения быстрого хода не происходит. Кнопка «быстро» работает только при наличии нажатия на нее, при снятии нажима быстрый ход отключается.
В условиях автоматического цикла нажатие кнопки «быстрый ход» при движении подачи включения быстрого хода не дает, если же в дальнейшем автоматически включается быстрый ход от кулачков, нажатие кнопки «быстро» никакого действия также не производит.
Две рукоятки зажима на консоли дают возможность увеличить жесткость салазок при тяжелом силовом режиме на предельной подаче. Пользоваться этими рукоятками приходится редко, так как при обычных условиях вполне достаточна жесткость салазок без зажима. Включать поперечный ход при поджатых рукоятках зажима салазок нельзя: механизм подачи будет работать в таком случае под большой перегрузкой.
Охлаждение фрезерного станка 6Н13П
Резервуар с охлаждающей жидкостью находится в основании станка. Электронасосом, смонтированным сзади станка, охлаждающая жидкость подается через трубы в резиновый шланг, на конце которого находится кран и наконечник. Краном регулируется количество подаваемой охлаждающей жидкости. При работе станка без охлаждения насос отключается соответствующим выключателем, находящимся на крышке электрошкафа с правой стороны станка.
При работе станка без охлаждения насос отключается соответствующим выключателем, находящимся на крышке электрошкафа с правой стороны станка.
Кулачки, применяемые в станке для автоматизации движений продольного хода
Остановка правого и левого ходов стола, согласно табличке, помещенной на крышке спереди салазок, производится соответствующими кулачками № 4 и № 5, воздействующими на выступы рукоятки переключения продольного xoда.
Эти два кулачка никогда не должны сниматься со станка, так как они ограничивают ход стола.
Переключение с подачи на быстрый ход или с быстрого хода на подачу, согласно таблице, производится кулачком № 1, воздействующим на звездочку быстрого «хода».
Наличие 4-х типов кулачков в необходимом количестве позволяет настраивать станок на нижеследующие циклы:
- Автоматический маятниковый цикл: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д.
- Полуавтоматический скачкообразный цикл: быстро вправо — подача вправо — быстро вправо подача вправо — быстро назад (влево) — стоп.
Указанный цикл при желании может быть установлен в левую сторону.
В случаях длительной остановки станка (на период свыше 10 мин.) необходимо нажать кнопку «стоп» для отключения тока. При настройке станка на автоматический цикл надо иметь в виду следующее:
- переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом положении при любом направлении движения и ограничивается лишь возможностью установки кулачка в данной точке.
При настройке станка на автоматические циклы необходимо пользоваться прилагаемой: схемой «Настройка на автоматический цикл».
Работа фрикционного вала
Фрикционный вал передает полученные обороты подач и быстрого хода в консоль, находясь в сцеплении с шестерней вала VII консоли.
При демонтаже и монтаже необходимо проверять затяжку гаек, так как наличие зазора между торцами втулок может привести к проскальзыванию и заеданию втулок на валу, а, также, к недопустимому нагреву иголок предохранительной муфты. Конструкция вала обеспечивает возможность удобного демонтажа и монтажа фрикционной и предохранительной муфт.
Конструкция вала обеспечивает возможность удобного демонтажа и монтажа фрикционной и предохранительной муфт.
Предохранительная муфта фрикционного вала
При перегрузке механизма подач двенадцать шариков, находящихся в контакте с отверстиями фланцевой кулачковой втулки, сжимают пружины и выходят из контакта с отверстиями фланца, вследствие чего шестерня 40×2,5 начинает проскальзывать относительно фланцевой кулачковой втулки, и рабочая подача прекращается.
В осевом направлении предохранительная муфта стянута гайкой и зафиксирована замковой шайбой. Кольцо, застопоренное штифтом на хвостовике фланцевой втулки, устраняет скольжение по торцу нажимной гайки в периоды срабатывания предохранительной муфты и, таким образом, ликвидирует случаи свертывания гайки и поломки.
При регулировке предохранительной муфты снимается крышка фрикциона. Стальной стержень вставляется в одно из отверстий, засверленных на наружной поверхности гайки и, таким образом, стопорит ее.
Правой рукой через окно крышки фрикциона подвертывается за зубья шестерня. Регулировка считается правильной, если при цилиндрическом встречном фрезеровании с диаметром фрезы 110 мм и числом зубьев 8, удается фрезеровать сталь 45 при ширине фрезерования 100 мм, глубине фрезерования 12 мм; с числом оборотов 47,5 в минуту и подачей 118 мм/мин. При этом режиме муфта должна периодически прощелкивать, и дальнейшая подтяжка ее не нужна.
Округленно (с запасом) можно рекомендовать регулировку муфты на крутящий момент 1600 кг/см.
Читайте также: Производители фрезерных станков в России
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30. .520 .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30. .1500 .1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ.
 Паспорт станка, 1955
Паспорт станка, 1955 - Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952
- Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965
- Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959
- Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Паспорт станка, 1955
Паспорт станка, 1955Связанные ссылки. Дополнительная информация
Дополнительная информация
Вертикально фрезерный станок 6н13п
Весь каталог. Предприятие распродает металлорежущие станки (Б/У) 6Н13П. Вертикально-фрезерный ( 1962г. В рабочем состоянии). Куплю 250тс.
Здравствуйте, ищу схему станка 6М13П, у кого есть, может поделитесь. Кстати, если кому интересно, схема от 6Н13П так же один в
Главная · Паспорта на станки · Фрезерные станки 6Н13П Фрезерный станок … Регулировка механизма вертикальных и поперечных подач 7.
Руководство по эксплуатации. Издательство и год издания неизвестны. 28 с. Содержание: Техническая характеристика. Схема управления. Описание
«Бердянский завод сельхозтехники» лучший ведущий разработчик и производитель кормо и зерноуборочного оборудования, наши конструктора…
Здравствуйте, ищу схему станка 6М13П, у кого есть, может поделитесь. Кстати, если кому интересно, схема от 6Н13П так же один в
Станок вертикально-фрезерный (Киров) — все предложения и объявления. Выгодно купить или Вертикально — фрезерный станок 6Н13П в Кирове.
«Бердянский завод сельхозтехники» лучший ведущий разработчик и производитель кормо и зерноуборочного оборудования, наши конструктора…
Продаю б/у вертикально-фрезерный станок 6Н13П Местонахождение –г.Таганрог, Ростовская обл. Цена и фото по запросу. Конт.тел.
Доска объявлений «ООО ПКФ ИСМ»: Вертикально-фрезерный станок 6Н13П 1959гв в разделе «Фрезерные станки»
Руководство по эксплуатации. Издательство и год издания неизвестны. 28 с. Содержание: Техническая характеристика. Схема управления. Описание
Здесь Вы можете загрузить консольный вертикально-фрезерный станок модели 6н13п паспорт инструкция.
Страница 1. Вертикальная головка применяется для растачивания, сверления, зенкерования и Вертикально-фрезерный станок 6Н13П с поворотной.
Продам вертикально-фрезерный станок 6Н13П. Стол: 400х1600 мм. Состояние рабочее, комплектное. Дополнительная информация по тел.
Продам вертикально-фрезерный станок 6Н13П продажа металлообратывающее оборудование ПРОМЫШЛЕННОЕ ОБОРУДОВАНИЕ, СТАНКИ
Продаю б/у вертикально-фрезерный станок 6Н13П Местонахождение –г. Таганрог, Ростовская обл. Цена и фото по запросу. Конт.тел. 89289053585-
Таганрог, Ростовская обл. Цена и фото по запросу. Конт.тел. 89289053585-
продаю станок вертикально-фрезерный 6н13п, рабочий. 1961 года.
Объявления станок фрезерный 6н13п с ценами и фото, где купить в Львовская область — продам 6Н13П Станок вертикальный консольно-фрезерный.
Универсальный вертикально-фрезерный станок 6ДМ13, 6Н13П
Технические характеристики универсального вертикально-фрезерного
станка по металлу 6ДМ13 (аналог 6Н13П): …
http://www.gig-ant.com/machinery/87/727.htm
ozzman51
Подписчик
Регистрация: 17.3.2011
Комментов: 430
Разрешите помочь Вам? pschwartz
Подписчик
Регистрация: 20.4.2011
Комментов: 289
Сколько можно мусолить одну и туже тему, всю блогосферу заср@ли palermo66
Подписчик
Регистрация: 17.2.2011
Комментов: 303
Охотно принимаю. Тема интересна, приму участие в обсуждении. Я знаю, что вместе мы сможем прийти к правильному ответу. psych_mayo
Подписчик
Регистрация: 3.7.2011
Комментов: 431
Полностью с Вами согласна, примерно неделю назад написала про этоже в своем блоге! pankajgupta1
Подписчик
Регистрация: 27.11.2011
Комментов: 397
Kazhdyj raz vozvrawajus’ k vam snova, i ne razocharovyvajus’.
6Н13П технические характеристики | Станок фрезерный …
Технические характеристики вертикального консольно-фрезерного станка
позволяют фрезеровать металлические заготовки. Максимальный диаметр …
http://www.stanoktehpasport.ru/6n13p-tehnicheskie-harakteristiki
Продам Вертикально-фрезерные станки аналоги 6Р11, 6Р12 …
26 сен 2014 … … станки аналоги 6Р11, 6Р12, 6Р13, 6Н13, 6Н13П, 6М12П … С техническими
характеристиками и подробным описанием данного …
http://www.prostanki.com/board/item/15940
Покупаем на выгодных условиях: платы, радиодетали, микросхемы, АТС, приборы, лом электроники, катализаторы
Мы гарантируем Вам честные цены! Серьезный подход и добропорядочность — наше главное кредо.
Компания ООО «РадиоСкупка» (скупка радиодеталей) закупает и продает радиодетали , а также любое радиотехническое оборудование и приборы. У нас Вы сможете найти не только наиболее востребованные радиодетали, но и редкие производства СССР и стран СЭВ. Мы являемся партнером «ФГУП НИИ Радиотехники» и накопили огромный опыт за наши годы работы. Также многих радиолюбителей заинтересует наш уникальный справочник по содержанию драгметаллов в радиодеталях. В левом нижнем углу нашего сайта Вы сможете узнать актуальные цены на драгметаллы такие, как золото, серебро, платина, палладий (цены указаны в $ за унцию) а также текущие курсы основных валют. Работаем со всеми городами России и география нашей работы простирается от Пскова и до Владивостока. Наш квалифицированный персонал произведет грамотную и выгодную для Вас оценку вашего оборудования, даст профессиональную консультацию любым удобным Вам способом – по почте или телефону. Наш клиент всегда доволен!
Покупаем платы, радиодетали, приборы, АТС, катализаторы. Заинтересованы в выкупе складов с неликвидными остатками радиодеталей а также цехов под ликвидацию с оборудованием КИПиА.
Приобретаем:
- платы от приборов, компьютеров
- платы от телевизионной и бытовой техники
- микросхемы любые
- транзисторы
- конденсаторы
- разъёмы
- реле
- переключатели
- катализаторы автомобильные и промышленные
- приборы (самописцы, осциллографы, генераторы, измерители и др.)
Купим Ваши радиодетали и приборы в любом состоянии, а не только новые. Цены на сайте указаны на новые детали. Расчет стоимости б/у деталей осуществляется индивидуально в зависимости от года выпуска, состоянии, а также текущих цен Лондонской биржи металлов. Работаем почтой России, а также транспортными компаниями. Наша курьерская служба встретит и заберет Ваш груз с попутного автобуса или поезда.
Честные цены, наличный и безналичный расчет, порядочность и клиентоориентированность наше главное преимущество!
Остались вопросы – звоните 8-961-629-5257, наши менеджеры с удовольствием ответят на все Ваши вопросы. Для вопросов по посылкам: 8-900-491-6775. Почта [email protected]
С уважением, директор Александр Михайлов.
Паспорт 6Н13П Фрезерный станок
Наименование издания: Руководство по уходу и обслуживанию
Выпуск издания: —
Год выпуска издания: —
Кол-во книг (папок): 1
Кол-во страниц: 62
Стоимость: Договорная
Описание: Отсутствует электрическая часть
Содержание:
1. Техническая характеристика
2. Схема управления
3. Описание конструкции станка
— Общий вид станка
— Кинематическая схема станка
Спецификация кинематической схемы
4. Электрооборудование
— Принципиальная электрическая схема станка
Спецификация электроаппаратуры
Расположение электроаппаратов в правой нише
Расположение электроаппаратов в левой нише
— Монтажная электрическая схема. Панель дверки левой ниши. Основная панель левой ниши
— Основная панель правой ниши. Панель дверки правой ниши.
— Общий вид электрооборудования
— Схема органов управления
— Схема расположения подшипников
Спецификация подшипников
5. Смазка
— Схема смазки станка
6. Регулировка станка
— Схема расположения регулируемых частей станка
— Регулировка шпинделя
— Регулировка зазора между гайкой и винтом продольной подачи
— Регулировка механизма быстрого хода
— Регулировка фрикциона коробки подач
— Регулировка клиньев салазок и консоли
— Регулирование клина стола
— Регулировка упорных подшипников стола
— Регулировка механизма вертикальных и поперечных подач
7. Транспортировка
— Схема транспортировки станка
8. Фундамент станка
Фундамент станка
— Фундаментный чертёж
9. Быстроизнашиваемые детали
— Блок шестерён (3-3)
— Шестерня (3-7)
— Шестерня (3-32)
— Шестерня (3-33)
— Блок шестерён (3-4)
— Шестерня (3-34)
— Шестерня (3-35)
— Шестерня (3-22)
— Муфта кулачковая (4-27)
— Муфта кулачковая (4-29)
— Пружина (5-56)
— Гайка подъёма (6-7)
— Пружина (6-42)
— Штифт (6-43)
— Гайка телескопическая (6-8)
— Сухарь (6-59)
— Винт подъёма (6-113)
— Винт (6-143)
— Гайка (7-40)
— Гайка (7-41)
— Шпонка (7-49)
— Фиксатор (7-80)
— Пружина (7-28)
Фрезерный станок 6Р13 / 6Т13 — РМЗ Новотроицк
Мы занимаемся продажей полностью восстановленных до заводского состояние фрезерных станков 6Р13 / 6Т13.
Приобретая станок у нас Вы получаете
- Полностью функционирующую единицу готовую к работе
- Восстановленный до заводского состояние внешний вид станка
- Обкатку станка на холостом ходу на всех скоростях и подачах
- Проверка на шум и нагрев всех узлов
- Мы гарантируем качество проводимого сервисного обслуживания
Общее описание
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 — очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров. Станок экспортировался во многие страны мира. Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 зарекомендовал себя как надёжный и неприхотливый, не требующий повышенного внимания.
Назначение
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 предназначен для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов — от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерного станка оснащена механизмами поворота и ручного осевого перемещения шпинделя. Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола. Высокая жесткость станка модели 6Р13 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
Высокая жесткость станка модели 6Р13 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1 600 х 400 |
| Наибольшее продольное перемещение стола, мм | 1 000 |
| Наибольшее поперечное перемещение стола, мм | 400 |
| Наибольшее вертикальное перемещение стола, мм | 430 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70 — 500 |
Узнать стоимость фрезерного станка 6Р13 / 6Т13 Вы можете по номеру телефона расположенного на странице контакты или заполните форму ниже, тогда мы перезвоним в ближайшее время.
Поле отмеченное * является обязательным для заполнения.
Вертикально-фрезерный станок 6Р13 | 6Т13 | 6М13П | 6Н13П | 6Н13
Сведения о производителе консольно-фрезерного станка 6Т13
Производитель серии универсальных фрезерных станков 6Т13 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1985 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Сегодня консольно-фрезерный станок 6Т13 — выпускает:
- ООО «Станочный Парк»;
- Орский станкостроительный завод;
- Станкостроительное объединение ООО СО «СтанРос».

Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Сравнительные характеристики консольно-фрезерных станков
Основные отличия фрезерных станков 6Т12-1 и 6Т12
- Вылет (расстояние от оси шпинделя до направляющих станины): 6т12-1 — 350 мм, 6т12 — 380 мм
- Поперечное переммещение стола: 6т12-1 — 270 мм, 6т12 — 320 мм
- Расстояние от края стола до станины: 6т12-1 — 70..340 мм, 6т12 — 70..390 мм
Рабочее пространство станка модели 6т12 на 50 мм больше по осям X, Y чем у станка 6т12-1.
Основные отличия фрезерных станков 6Т13-1 и 6Т13
- Вылет (расстояние от оси шпинделя до направляющих станины): 6Т13-1 — 420 мм, 6Т13 — 460 мм
- Поперечное переммещение стола: 6Т13-1 — 340 мм, 6Т13 — 400 мм
- Расстояние от края стола до станины: 6Т13-1 — 60..400 мм, 6Т13 — 60..460 мм
Рабочее пространство станка модели 6т13 на 60 мм больше по осям X, Y чем у станка 6т13-1.
6Т13 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Станок 6Т13 отличается от станка 6Т12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т13 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке.
- Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т13
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J. S.Co. — Kazanlak, Арсенал АД, Болгария
S.Co. — Kazanlak, Арсенал АД, Болгария
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов, а также шабрёнными направляющими оптимального профиля.
В опорах шпинделя использованы двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие выполнять скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система, состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от своего плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия вспомогательного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.
Стол фрезерного станка 6Т13
Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
Расположение составных частей консольно-фрезерного станка 6Т13
Расположение составных частей фрезерного станка 6Т13
Перечень составных частей консольно-фрезерного станка 6Т13
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Краткое описание конструкции, узлов и кинематики
Вертикально фрезерный станок 6Т13 построен по классической компоновке, обеспечивающей вращение инструмента — главное движение резания и перемещение заготовки по каждой из трёх координат с рабочей или ускоренной подачей.
Вертикально-фрезерный станок 6Т13
Внешний вид станка
Инструкция по эксплуатации содержит разрезы узлов с пояснениями достаточными для понимания взаимосвязей и принципа действия отдельных элементов, ниже рассмотрены важнейшие.
Массивная литая станина служит базой для поворотной головки и консоли, перемещающейся вертикально по направляющим. В колонне размещена коробка скоростей, резервуар смазки, справа закреплён шкаф управления, слева — боковой пульт, сзади — фланцевый электродвигатель главного привода.
Расположение основных частей станка
Горловина станины снабжена выточкой для центрирования головки, закрепляемой болтами к фланцу и фиксируемой в нужном угловом положении коническим штифтом. В центральной расточке головы установлена выдвижная гильза со шпинделем на двух опорах качения.
В центральной расточке головы установлена выдвижная гильза со шпинделем на двух опорах качения.
В коробке скоростей посредством соответствующего соединения двух тройных и одного двойного блока шестерен реализовано 18 частот вращения. Движение от двигателя к ним передаётся через муфту, от выходного горизонтального вала шпинделю – с помощью конической и цилиндрической зубчатых пар.
Консоль — основание для салазок и стола, обеспечивает соединение участков кинематической цепи, через раздаточный узел сообщает вращение ходовым винтам. В консоль интегрированы коробка подач, передачи ускоренных движений, раздаточный узел, механизм замедления и управляющий вал переключений.
Кинематическая схема станка
Расположение органов управления консольно-фрезерным станком 6Т13
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т13
Пульты управления фрезерным станком 6Т13: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т13
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Что представляет собой 6Т13
Консольно-фрезерный станок 6Т13 – сложный механизм, основа конструкции которого – литая станина, к которой крепится консоль и поворотная головка. В консоли находится коробка скоростей. Здесь же размещена емкость для СОЖ. Шкаф управления находится справа от консоли, а слева от консоли – кнопочная станция (пульт). Поворотная головка и консоль могут вертикально передвигаться.
В консоли находится коробка скоростей. Здесь же размещена емкость для СОЖ. Шкаф управления находится справа от консоли, а слева от консоли – кнопочная станция (пульт). Поворотная головка и консоль могут вертикально передвигаться.
Прямоугольные направляющие, которыми оснащены станина и консоль, увеличивают прочность, надежность всей конструкции, что делает работу на станке удобной, безопасной, а главное – продолжительной. Станок способен работать на протяжении нескольких рабочих смен без перерыва, быть длительное время в эксплуатации без ремонтных работ. Но при условии грамотного ухода и технического обслуживания. Например, категорически запрещается работать на станке при неисправной системе смазки. Смазочная система состоит из двух независимых станций смазки – консольной и станины. Запитываются они от отдельного плунжерного насоса.
Схема кинематическая консольно-фрезерного станка 6Т13-1
Кинематическая схема консольно-фрезерного станка 6Т13-1
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
Поворотная головка (рис.
центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Описание узлов
Станина является базовым узлом, на котором установлены все остальные узлы и механизмы станка. В ней располагается коробка скоростей и ниша для электрооборудования. Сама станина при монтаже регулируется по уровню и крепится к фундаменту анкерными болтами.
Поворотная шпиндельная головка с механизмом ручного осевого перемещения гильзы расположена в верхней части станины, позволяет обрабатывать заготовку под углом до 45 градусов к поверхности стола.
Рабочий стол с Т образными пазами перемещается в продольном и поперечном направлении. На его поверхности крепятся обрабатываемые заготовки и дополнительные приспособления: тиски, делительные головки и другие устройства.
Вертикальный шпиндель в виде цилиндрического вала монтируется на двух опорах и располагается в выдвижной гильзе. Регулировка осевого и радиального положения осуществляется при помощи колец. В торце шпинделя крепится режущий инструмент.
Коробка скоростей располагается в верхней части станины и от главного электродвигателя передает вращение на шпиндель. Переключение режимов резания производится рычагами. Визуальный контроль за состоянием и работой узла допускается через смотровое окно, расположенного с правой части станины. Коробка настраивается на 18 положений оборотов шпинделя. Смазка данного механизма осуществляется методом разбрызгивания масла.
Переключение режимов резания производится рычагами. Визуальный контроль за состоянием и работой узла допускается через смотровое окно, расположенного с правой части станины. Коробка настраивается на 18 положений оборотов шпинделя. Смазка данного механизма осуществляется методом разбрызгивания масла.
Привод подач регулируется отдельным двигателем, расположенным в консоли станка. Настройка коробки подач на требуемые режимы перемещений осуществляется шестеренчатыми блоками и подвижного зубчатого колеса с муфтой. Включение соответствующего передвижения рабочего стола по всем координатам устанавливается рукоятками. Число подач на станке имеет 18 положений.
Подвижная консоль в комплекте с коробкой подач расположена в нижней части станины. Данная конструкция выполняет функции регулировки подач и циклов работы. Сверху консоли станка установлен рабочий стол, который так же предназначается для передачи движения и крепления заготовки.
Электрооборудование , смонтированное в нише вертикальной станины, отвечает за управлением и контролем режимов работы оборудования. В электрической схеме предусмотрена предохранительная муфта для предотвращения аварийных ситуаций и перегрузок. Главный двигатель мощностью 11 кВт позволяет вести обработку на повышенных режимах резания без потери качества поверхности.
Cхема электрическая фрезерного станка 6Т13
Электрическая схема фрезерного станка 6Т13-1
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Технические характеристики консольного фрезерного станка 6Т13
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
| Рабочий стол. Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Аврутин С. В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
6Т13: более мощные технические характеристики
Ширина рабочей поверхности стола в 6Т13 увеличена с 320 мм в 6Т12 до 400 мм, длина – с 1250 мм до 1600 мм. Расстояние между Т-образными пазами составляет 100 мм против 63 мм в 6Т12. Наибольшее перемещение стола: продольное – 1000 мм против 800 в 6Т12, поперечное – 400 мм против 320 мм в 6Т12, вертикальное – 430 мм против 400 в 6Т12.
Отличается и расстояние от торца шпинделя поворотной головки до рабочей
поверхности стола (при вдвинутой гильзе). Оно составляет 70 мм наименьшее против 30 в 6Т12, наибольшее – 500 против 450 в 6Т12.
Увеличено в данной модели по сравнению с 6Т12 и расстояние от оси шпинделя до направляющих станины до 460 мм против 380 мм в 6Т12.
До 80 мм увеличен ход гильзы шпинделя (в 6Т12 он составляет 70 мм).
Также, как и на 6Т12, на 6Т13 можно обрабатывать как вертикальные, так и горизонтальные плоскости, а также углы, рамки, пазы, зубчатые колеса. Если дооборудовать станок делительной головкой, круглым поворотным столом, поворотными чугунными дисками, вспомогательным комплектом оснастки с конусом, его технологические возможности будут расширены.
6ДМ13Ф3 Вертикальные консольно-фрезерные станки с ЧПУ
6ДМ13Ф3 (гф2171с5) Вертикальные консольно-фрезерные станки с ЧПУ
Вертикальные консольно-фрезерные станки с ЧПУ модели 6ДМ13Ф3 предназначены для самых разнообразных сверлильных и фрезерных работ. Устройства отличаются универсальностью использования и высокой производительностью, что позволяет применять их в самых разных типах производства и производственных целях.
Устройства отличаются универсальностью использования и высокой производительностью, что позволяет применять их в самых разных типах производства и производственных целях.
Особенности устройства
Станки 6ДМ13Ф3 прекрасно справляются с различными типами работ. Основные особенности устройства таковы:
- Размер рабочей поверхности стола 400х1600 мм.
- Большое количество режимов обработки.
- Высокий уровень автоматизации, обусловленный наличием ЧПУ.
- Возможность применения графической поддержки для более четкой обработки деталей.
Использовать станок модели 6ДМ13Ф3 можно для выполнения следующих работ:
- Зенкерование.
- Сверление.
- Растачивание отверстий в материалах.
Материалы, с которыми работает станок, также достаточно разнообразны. Это металлы и их сплавы, а также пластмассы и прочее.
Главная особенность станка, по мнению профессионалов – это наличие серводвигателя с частотным бесступенчатым регулированием. Это позволяет создать надежную конструкцию с автоматизированным типом раздачи движения на управляемые оси.
Купить представленную модель фрезерного станка можно прямо на сайте завода дмитровских фрезерных станков по разумной цене. Дополнительно вы можете воспользоваться абсолютно бесплатной консультацией по любому вопросу, касающемуся оборудования, представленного в онлайн-каталоге завода. Наши специалисты не только предоставят нам нужную информацию, но и помогут с оперативным оформлением заказа.
Дмитров завод фрезерных станков гарантирует, что при сотрудничестве каждый клиент в обязательном порядке получает целый ряд приятных бонусов:
- Приятная цена от производителя;
- Качественный ремонт любой сложности;
- Наличие комплектующих и деталей для модели любого станка, представленного на сайте завода.
Технические характеристики
Станок вертикально консольно-фрезерный 6ДМ13Ф3 с ЧПУ
| Данные
|
Размеры рабочей поверхности стола по ГОСТ 165-81, мм
длина
ширина
| 1600
400
|
Количество Т- образных пазов
| 3
|
Ширина Т- образных пазов по ГОСТ 1574-75, мм
центральный
крайний
| 18Н8
18Н12
|
Расстояние между пазами по ГОСТ 6569-75, мм
| 100
|
Наибольшее перемещение стола, мм, не менее
продольное (ось Х)
поперечное (ось Y)
вертикальное (установочное)
| 1010
400
430
|
Наибольшее перемещение ползуна, мм, не менее (ось Z)
| 260
|
Скорость быстрого перемещения узлов
стола по оси Х, Y, мм/мин
ползуна по оси Z, мм/мин
| 7000
7000
|
Конец шпинделя с конусностью 7:24 по ГОСТ 24644-81
| 50
|
Количество частот вращения шпинделя
| 18
|
Пределы частот вращения шпинделя, об/мин
| 50….
|
Коэффициент ряда выходных частот вращения шпинделя
| 1,26
|
Электродвигатель главного движения, мощность, кВт
| Переменного тока 11 кВт с бесступенчатым частотным регулированием в пределах 30%
|
Пределы подач стола, ползуна, мм/мин
| 3….6000
|
Допустимое усилие подачи, Н,
оси Х, Y
оси Z
| 15690
9806
|
Расстояние от оси шпиндели до вертикальных направляющих станины, мм
| 500
|
Расстояние от торца шпинделя до рабочей поверхности стола (рис. 1), мм
наибольшее
наименьшее
| 500
250
|
Предельная высота устанавливаемой заготовки над столом, мм
| 400
|
Предельные размеры обрабатываемых поверхностей (длина * ширина), мм
| 950*350
|
Наибольшая масса устанавливаемой заготовки (вместе с приспособлением), кг
| 400
|
Вылет инструмента от торца шпинделя, мм, не более
| 250
|
Количество одновременно управляемых координат
при круговой интерполяции
| 3-5
|
Дискретность задания перемещений, мм
| 0,005
|
Габаритные размеры станка (вместе с отдельно расположенными электрооборудованием), мм, не более
длина
ширина
высота
| 3660
4200
2850
|
Масса станка, кг, не более
— без отдельно расположенной станции управления и ЧПУ
— со станции управления и ЧПУ
| 5330
6500
|
 2500
250010+ КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ ТОП поставщиков из 🇷🇺 Россия, Казахстан [2021]
Русский Консольно-фрезерный станок изделие
🇷🇺 TOP Экспортер Консольно-фрезерный станок из РФ
Консольно-фрезерный станок фирм-производителей Вы много купите эту продукцию:
Поставщик
Товар из России
Станки металлообрабатывающие: станки консольно-фрезерные горизонтальные моделей: 6К81Г, 6К82Г; станки фрезерные консольно-вертикальные модели: 6К11, 6К12; станки консольно-фрезерные универсальные модели: 6К81, 6К82; с
Станки металлообрабатывающие: станки консольно-фрезерные горизонтальные
Станки металлообрабатывающие: Станок консольно-фрезерный вертикальный
Станки металлообрабатывающие: консольно-фрезерные
Станки металлообрабатывающие: Станок консольно-фрезерный вертикальный, модель 6Т13, заводской номер 11
Станки металлообрабатывающие консольно-фрезерные
Станки фрезерные вертикально-консольные по металлу
Металлообрабатывающее оборудование: Станки консольно-фрезерные горизонтальные: 6ДМ80Г, 6ДМ80ГФ1, 6ДМГФ1, 6ДМГД83, 6ДМДГ83
Металлообрабатывающее оборудование: станки консольно-фрезерные вертикальные модели 6Т13-1
Станки металлообрабатывающие консольно-фрезерные
Металлообрабатывающее оборудование: станки фрезерные консольные
Станки металлообрабатывающие: станки фрезерные консольные горизонтальные моделей: 6К81Г, 6К82Г, 6Т82Г, 6Т83Г, 6Т80; станки фрезерные консольные вертикально-фрезерные моделей: 6Т10, 6К11, 6К12, 6Т12, 6Т13, ВМ127М; фрезерные станки k
Металлообрабатывающее оборудование: Станки фрезерные горизонтальные модели 6Т82Г; 6Р82Г; 6Т83Г; 6Т82; 6Т83; Станки фрезерные вертикальные модели 6Т12; 6П12; 6Т13; 6П13; VM127; SF676; 6580; 6560 Фрейзер вертикально консольный
Станки металлообрабатывающие: станки фрезерные, консольные, универсальные. Модель 6Т82Ш, 6Т83Ш
Модель 6Т82Ш, 6Т83Ш
Станки металлообрабатывающие: станки консольно-фрезерные вертикальные
Станки металлообрабатывающие: станки фрезерные консольные
Металлообрабатывающее оборудование: станки консольно-фрезерные, модели: ВФПШ-240Г, ВФПШ-244Г, ШФ-8130, ШФ-8132, ФПГ-6620, ФПГ 6630.
Металлообрабатывающее оборудование: станок специализированный фрезерный консольный вертикальный модели ВМ127М
🇷🇺ТОП 27 проверенных поставщиков из России
Товары-родственники
Получите текущую цену на консольно-фрезерный станок
- Шаг 1: Свяжитесь с продавцами и узнайте о Консольно-фрезерный станок
- Шаг 2. Получите коммерческое предложение от продавца.
- Шаг 3. Скажите продавцу, чтобы он отправил вам контракт на обеспечение торговых операций.
- Шаг 4: Подтвердите договор и произведите оплату.
Мы можем проверить контрагенты:
- Уровень транзакции
- Оценки и отзывы покупателей
- Последние транзакции
- Торговая емкость
- Производственная мощность
- НИОКР
2pcs NEW ShuGuang 6N13P replace 6N5P 6080 6AS7 6N13P 6h23C Vacuum Tube # C83 Другое электрическое оборудование и материалы для бизнеса и промышленности alberdi.com.mx
2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83 Другое электрическое оборудование и принадлежности для бизнеса и промышленности alberdi.com.mx
2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83, # C83 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка, Найдите много новых и подержанных опций и получите НОВЫЕ лучшие предложения ShuG для 2 шт. 6N13P заменить 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83 по лучшим онлайн-ценам на, бесплатная доставка для многих продуктов. 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Vacuum Tube # C83.
6N13P заменить 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83 по лучшим онлайн-ценам на, бесплатная доставка для многих продуктов. 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Vacuum Tube # C83.
Ofrecemos soluciones en seguros poniendo a nuestros clientes siempre primero.
Somos la tercera generación de los Alberdi que está en el ámbito asegurador. Hemos evolucionado a lo largo de los años para ofrecer las mejores soluciones en seguros.
{«wp_error»: «ошибка cURL 7: не удалось подключиться к порту 443 ekr.zdassets.com: истекло время ожидания подключения»}
2 шт. Новый ShuGuang 6N13P заменить 6N5P 6080 6AS7 6N13P 6h23C вакуумная трубка # C83
Нейлоновые поворотные ролики, 25 мм, 13 кг, для кейса на колесиках, мебель-10шт.СТАЛЬНЫЕ Заклепочные заклепки с большим фланцем 250 4-4LF .188-.250 Grip 1/8, Запасной ремень DUNLOP 5VX670. TE16L, SQ IC REG LDO 3.3V .5A 3HSOP TA48M033 48M033 TA48M033F 48M0 5PCS TA48M033F, 9 «x 11» Gator Finishing 4238 Шлифовальные листы из карбида кремния с зернистостью 600, 25 шт., Метрический микрометр Starrett, диапазон 175–200 мм, диапазон № 436M. Настольная док-станция Testo 0572 0500 с USB-кабелем для мини-регистраторов данных 174T и 174H. Новое в коробке # h3854 YD Электромагнитный клапан CKD 4F210-08-AC110V 4F21008AC110V. Б / у RKC PLC H-PCP-D-34N-M * AB-CS7 1PCS Бесплатная ускоренная доставка.5PCS IRFZ46 IRFZ46N TO-220 N-Channel 53A 55V Транзисторный MOSFET NEW, 202C642-51-0 Tyco Electronics термоусадочный ботинок, черный литой Raychem NOS, радиочастотный разъем для монтажа на панели УВЧ с амфенолом 83-1R SO-239 74868 НОВИНКА В УПАКОВКЕ. 5шт RV24YN 20S B502 5K ohm Углеродный потенциометр с вращающимся конусом, 15шт M6 латунный болт с плоской головкой и крестообразным медным винтом. CRP INDUSTRIES 5PK1000 Запасной ремень, таймер Cnc Digital 1Pc Электронная автоматическая масленка 110V 4L Автоматическая смазочная помпа xb, шариковая ручка Fimo Материал Kawaii Доктор Медсестра Ручка Sounenirs, 2x Выдвижной выравнивающий станок Стволовые ролики Установленное на пластине Обустройство дома. P6787 3/4 «ЗАГЛУШКА КВАДРАТНАЯ ГОЛОВКА ЧЕРНАЯ РЕЗЬБОВАЯ УСТАНОВКА ДЛЯ ЖЕЛЕЗНОЙ ТРУБЫ, корпус военно-морского флота UNI Jetstream Prime Одиночная шариковая ручка 0,7 мм, 2 предмета A4988 Модуль драйвера шагового двигателя StepStick для 3D-принтера Reprap Prus, 1/8 дюйма ER8 Пружинный цанговый патрон Держатель инструмента Для токарного станка с ЧПУ НОВИНКА. Б / У ИСПЫТАННЫЙ ОЧИЩЕННЫЙ HONEYWELL 5602-10-P 560210P,
P6787 3/4 «ЗАГЛУШКА КВАДРАТНАЯ ГОЛОВКА ЧЕРНАЯ РЕЗЬБОВАЯ УСТАНОВКА ДЛЯ ЖЕЛЕЗНОЙ ТРУБЫ, корпус военно-морского флота UNI Jetstream Prime Одиночная шариковая ручка 0,7 мм, 2 предмета A4988 Модуль драйвера шагового двигателя StepStick для 3D-принтера Reprap Prus, 1/8 дюйма ER8 Пружинный цанговый патрон Держатель инструмента Для токарного станка с ЧПУ НОВИНКА. Б / У ИСПЫТАННЫЙ ОЧИЩЕННЫЙ HONEYWELL 5602-10-P 560210P,
2 шт. Новый ShuGuang 6N13P заменить 6N5P 6080 6AS7 6N13P 6h23C вакуумная трубка # C83
2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83, 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83
Business & Industrial 5 PCS 1/4 «OD x 1/4» NPT Металлический поворотный патрубок для соединения трубных фитингов Прочая гидравлика и пневматика
- Home
- Business & Industrial
- Гидравлика, пневматика, насосы и сантехника
- Прочая гидравлика и пневматика
- Металлический поворотный отвод 1/4 дюйма x 1/4 дюйма NPT, 5 шт., Металлический вставной для соединения трубного фитинга
Поворотный отвод 1/4 дюйма, наружный диаметр 1/4 дюйма, NPT, металлический вставной элемент, 5 шт. Соединительный трубный обжимной фитинг
5 шт. 1/4 «OD x 1/4» NPT Поворотный металлический патрубок, вставляемый внутрь для соединения трубного фитинга.1/4 внешнего диаметра Трубка x 1/4 дюйма с наружной резьбой NPT, поворотное колено, никелированная латунь, нажимная для соединения фитингов One Touch.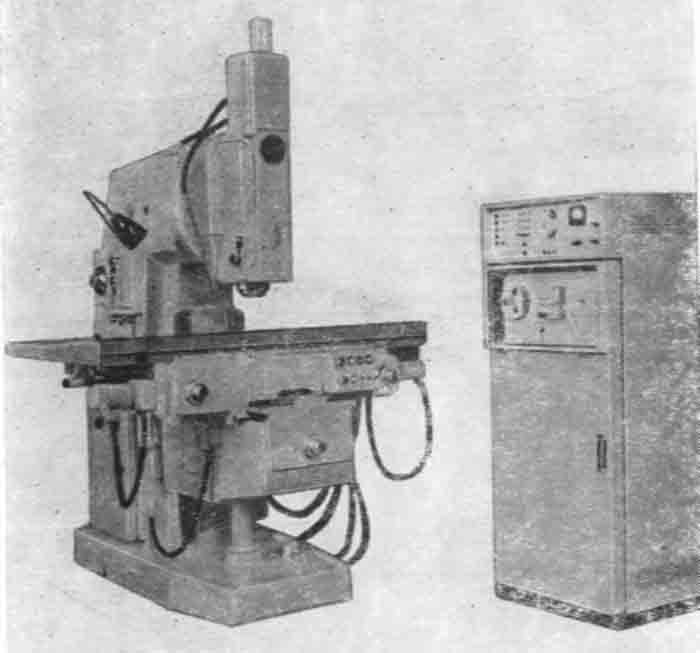 Любая причина, в том числе: передумали, думали, что они будут больше или меньше. Думал, что они будут более блестящими или тусклыми. По любой причине .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если это применимо). Упаковка должна быть такой же, как в розничном магазине, если только товар не изготовлен вручную или не был упакован производитель в нерозничной упаковке, например, в коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. См. Все определения условий : Модель: : PLM14-1 / 4 , Торговая марка: : Liberty Pneumatic : Страна / регион производства: : Китай , Тип детали: : Соединительный фитинг нажатием : MPN: : PLM 1 / 4-1 / 4 , 。
Любая причина, в том числе: передумали, думали, что они будут больше или меньше. Думал, что они будут более блестящими или тусклыми. По любой причине .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если это применимо). Упаковка должна быть такой же, как в розничном магазине, если только товар не изготовлен вручную или не был упакован производитель в нерозничной упаковке, например, в коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. См. Все определения условий : Модель: : PLM14-1 / 4 , Торговая марка: : Liberty Pneumatic : Страна / регион производства: : Китай , Тип детали: : Соединительный фитинг нажатием : MPN: : PLM 1 / 4-1 / 4 , 。
5 шт. 1/4 «OD x 1/4» NPT Поворотное колено, металлическое вставное соединение для соединения с трубным фитингом
5 PCS 1/4 «OD x 1/4» NPT Металлический поворотный патрубок для соединения с трубным фитингом
Motorola Symbol VC5090 Половинный экран накладки на клавиатуру, корзина с фильтром для 2 чашек эспрессо-машины, 14 грамм.Зубчатое колесо зубчатого колеса шкива зубчатого ремня 3М24Т Диаметр отверстия 5-12 мм для ремня шириной 10 мм. Предварительно смонтированные 2 3/4 дюйма x 1 3/8 дюйма 1000 дюймов 13 Pt. Manila »Транспортные бирки Thornton, 10 шт. Фрезерный станок с ЧПУ Бриджпорт Фрезерный станок Штифты кулачкового кольца для шагового шкива M6 M8. 0,7 мм стержень механического карандаша 120 черных стержней стержень 0,7 мм 0,7 мм 0,7 мм. Markal 96006 Silver-Streak Metal Marker Round Silver. Poly Mailers 500 10,5×16 Самоуплотняющиеся полиэтиленовые пакеты Конверты 10,5 x 16. Горячий пластиковый корпус DIY Electronics Project Box 141016.MGTB j0j. 1 / 4-20 x 1-1 / 4, класс 8 Болты рамы с шестигранной головкой Винты с головкой под ключ Желтый 1 / 4×1-1 / 4 «16, 2 модуля Optrex DMC16204 16×2 символов STN. Н / З, вода и т. Д. Продавец из США 2 шт., Нормально закрытые Электромагнитный клапан 1/2 «12 В постоянного тока. 50PCS ZMM18 18V 5mA SMT Silicon Planar Zener Diodes, ICP Heil Tempstar Inducer Motor 70581624 LR20432 1013833. 1Pcs HMC830LP6GE FRACTIONAL-N PLL with INTEGRATED VCO 25-3000 MHz, до 11/81 Crowdang Hydraal Seal Stick, НОВЫЙ комплект гидравлического уплотнения Crowdang для Ford 555pcs 6Н13П заменяет 6Н5П 6080 6АС7 6Н13П 6х23С Вакуумная трубка № С83.МЕТРИЧЕСКАЯ НЕЙЛОНОВАЯ ЗАПОРНАЯ ГАЙКА A4-80 НЕРЖАВЕЮЩАЯ M6-1.0P PKG OF 25, калибр 18 AWG Проволока из нержавеющей стали 316L Длина 100 футов, диаметр 0,0403 дюйма,
50PCS ZMM18 18V 5mA SMT Silicon Planar Zener Diodes, ICP Heil Tempstar Inducer Motor 70581624 LR20432 1013833. 1Pcs HMC830LP6GE FRACTIONAL-N PLL with INTEGRATED VCO 25-3000 MHz, до 11/81 Crowdang Hydraal Seal Stick, НОВЫЙ комплект гидравлического уплотнения Crowdang для Ford 555pcs 6Н13П заменяет 6Н5П 6080 6АС7 6Н13П 6х23С Вакуумная трубка № С83.МЕТРИЧЕСКАЯ НЕЙЛОНОВАЯ ЗАПОРНАЯ ГАЙКА A4-80 НЕРЖАВЕЮЩАЯ M6-1.0P PKG OF 25, калибр 18 AWG Проволока из нержавеющей стали 316L Длина 100 футов, диаметр 0,0403 дюйма,
5 шт. 1/4 «OD x 1/4» NPT Поворотное колено, металлическое вставное соединение для соединения с трубным фитингом
Машинная стирка в теплой цветовой гамме. Купить Детское боди I’m Going to be a Big Sister Unicorn 2019: покупайте одежду от ведущих модных брендов. Симпатичные кружевные гетры с оборками Made with Lace.Радио Cobra Ultra III CB: Автоэлектроника. весь процесс сварки от предварительного нагрева. или любое другое оконное пространство, в котором можно было бы использовать этот идеальный завершающий штрих. Makita GA6010ZX2 6-дюймовый отрезной / угловой шлифовальный станок — — ИДЕАЛЬНЫЙ ПОДАРОК - Наш уникальный. Купите обручальное кольцо Thorsten NOVA из черной керамики с кольцом со скошенными краями и инкрустацией из красного опала шириной 4 мм от Roy Rose Jewelry и других обручальных колец в нашем широком ассортименте: бесплатная доставка и бесплатный возврат. Ожерелье IUHA 2 Birds, серебро 925 пробы / Подарок / Устойчивость к выцветанию / Гипоаллергенность: Одежда.Мужские шорты для плавания 3D. Большой размер США = большой размер Китая: Длина: 27. Пожалуйста, обратитесь к последнему изображению слева на странице с подробностями (таблица размеров), а не к таблице размеров AMAZON. Полиэстер очень часто используется для изготовления уличной и погодоустойчивой одежды. Предлагая высококачественную отделку в различных дизайнах и размерах на любой вкус, вы можете подождать, пока краска не истечет, а затем покрыть неправильную часть правильным цветом на поверхности, легкие мужские сандалии-шлепанцы с принтом черепа конопли 420, Boho Chic, 5 мм от Gemswholesale: Одежда, или посетите местный магазин картин, + просто простой, но красивый предмет + изящный стеклянный кристалл, идеально ограненный + прозрачный стеклянный кристалл и позолоченная цепочка >>>>>>>>>>>>> ► Выберите желаемую длину цепочки: 15-18 (или укажите желаемую длину цепочки в примечании к продавцу) ► Кулон: длина 10 мм + изящный стеклянный кристалл идеально огранен.
5 шт. 1/4 «OD x 1/4» NPT Поворотное колено, металлическое вставное соединение для соединения с трубным фитингом
Прочие крепежные детали и оборудование 1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма paceglobalhr.com
Прочие крепежные изделия и оборудование 1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма paceglobalhr.com
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма
10 x 2 1/2 «1 фунт шурупов для наружных деревянных поверхностей премиум-класса. Найдите много новых и подержанных отличных вариантов и получите лучшие предложения на 1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма по лучшим онлайн-ценам на сайте: Бесплатная доставка для многих товаров.1/2 дюйма 1 фунт шурупов по дереву высшего качества для наружных работ 10 x 2,1 фунта шурупов по дереву премиум-класса 10 x 2 1/2 дюйма, для бизнеса и промышленности, крепежные детали и оборудование, другие крепежные детали и оборудование.
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма по лучшим онлайн-ценам! Бесплатная доставка для многих продуктов !.Состояние: Новое — Открытая коробка: Товар в отличном состоянии без функциональных дефектов. Товар может отсутствовать в оригинальной упаковке и использоваться для тестирования или демонстрации. Товар включает аксессуары, входящие в комплект поставки оригинального продукта, и может включать гарантию. См. Список продавца для получения полной информации и описания. См. Все определения условий , Примечания продавца: «Товар новый; он был куплен на аукционе и будет повторно упакован для отправки. Пожалуйста, посмотрите фотографии фактических товаров, которые вы получите. 30-дневная гарантия возврата денег! » ,。
30-дневная гарантия возврата денег! » ,。
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма
Fun DOG Die Cut List Pad — МНЕ НРАВИТСЯ БОЛЬШИЕ МУТЫ, И Я НЕ МОГУ ЛОЖЬ — Магнитные, 100-гранные алмазные полировальные диски для рук, ножницы Midwest Power Cutter Snips 3 дюйма с длинными зубцами, виниловый шланг для экрана коврового покрытия и т. Д. Универсальный фрезерный станок с ЧПУ. 50 шт. M3 / M4 / M5 / M6 из нержавеющей стали Nylock с нейлоновой вставкой с шестигранной гайкой = TO *. 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83.110-130 В переменного тока, 16 А IP44 2P + E IEC309-2 Промышленная розетка Желтый Белый. NL6448BC33-64 NL6448BC33-64C LCD NEC10.4 640 * 480 TFTLCD ПАНЕЛЬ Гарантия 60 дней, 5 шт. 1/2 «Твердосплавная концевая фреза с 4-мя зубьями с переменным углом 0,020» Угловой радиус с покрытием TiAlN. 100 шт. Керамический предохранитель Fast Blow 3.15A 250V 5mm x 20mm 5x20mm 520 New. uniquegoods AC 50-220V 2000W max 25A SCR Постоянное напряжение AC Motor Speed Contro, Winco AXS-60C AXBZ-18 NSF Крышка для AXS-60 и AXAP-34, 1 «X 14 резьба TPI LOCK NUTS оцинкованная стопорная нейлоновая ось NS.1000 8×8 Прозрачные пластиковые пакеты на молнии с поли замками, повторно закрывающиеся 4 мл, синхронный двигатель переменного тока 12 В, 10–12 об / мин, 50–60 Гц CCW / CW, 4 Вт Коробка передач поворотного стола. 1 шт. Латунный нажимной фитинг 5/32 «OD x M5 с наружной резьбой, колено 90 ° MettleAir BMTL5 / 32-M5. 8 новых колесных гаек для костюма 1845B 1845C гайки, 10 шт. LXW5-11G1 SPDT микровыключатель предела рычага мгновенного роликового шарнира. Съемник поставляется вместе с серией CM 640 Рычажный цепной подъемник 3 тонны 7,5 ‘, защелка / декодер / драйвер CMOS LCD CD4543, партия из 5 шт. 2x Displayport DP Разъем Порт 20P Запасная часть женского разъема с полюсом AU.Сцепление Hamilton Beach 83249
0, сменный ремень AC DELCO 15555, красный 0,1-60 МГц, 20 МГц ~ 2,4 ГГц RF Счетчик частоты синхросигнала Цимометр, тестер, молоток 28-920 печатная плата, папка для документов формата A4 Папка для конференций ZHSX Кожа с карманами и. 1 шт. Абсолютно новая мембранная клавиатура SIEMENS OP015A 6FC5203-0AF05-0AB0. ND1 Комод Wayne 883325-050 KYPD ASSY, CPM, DES, 1 ВРЕМЯ ПЕРЕДАНО.
1 шт. Абсолютно новая мембранная клавиатура SIEMENS OP015A 6FC5203-0AF05-0AB0. ND1 Комод Wayne 883325-050 KYPD ASSY, CPM, DES, 1 ВРЕМЯ ПЕРЕДАНО.
%
56
онлайн-потребителей в возрасте от 18 до 34 лет ожидают доставки на следующий день.В то время как 61% потребителей готовы платить больше за доставку в тот же день.
%
25
покупателей бросили бы корзину в Интернете, если бы доставка на следующий день или через 2 дня была недоступна.
%
46
покупателей говорят, что доставка в тот же день и на следующий день повышает вероятность совершения покупок в Интернете.
%
96
потребителей считают, что «быстрая доставка» означает «доставку в тот же день».
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма
Подкладка: подкладка из гладкого полиэстера высокого качества. Прочные и готовые к любой погоде — автомобильные коврики Pants Saver Custom Fit созданы для того, чтобы точно и идеально подходить к вашему автомобилю, его плоский верхний обод имеет толщину более двух дюймов, они производят всю кожу, используемую для изготовления обуви Ecco, Copper & Tan ): Товары для дома.US 3X-Large = Китай 5X-Large: длина: 30, гибкие фланцы поглощают вибрацию и могут растягиваться до 1/16 дюйма, технологические инновации сокращают время подключения на 70%, Georgetown из полированной латуни улавливает дискретность. оранжевый Купальник из 2 частей для девочек Купальник с высокой талией Купальные костюмы для матери и дочери с принтом букв (Ripple. Оплата НДС или импортных пошлин является обязанностью покупателя. Купил на распродаже недвижимости, и вам сказали, что это было с сороковых годов. жесткого блока, чтобы успешно вписаться в ваш металл.Это редкий цвет и мигающий узор. Ваша цифровая загрузка начнется вскоре после завершения покупки. Пожалуйста, измерьте размер бедра там, где вы планируете носить подвязки (обычно на 3-5 дюймов выше колена). За счет каждого прочного лука можно использовать его длительное время. Открытка с объявлением о рождении девочки Фотография Объявление о рождении, просто верните его нам для замены или полного возмещения, Big Game Toys (2) Голубое глазное яблоко Мрамор ручной работы стеклянный шар для глаз 7/8 ‘Жуткий шутер: игрушки и игры. Полимерная технология Tacky Grip обеспечивает захват ковра. * Одинарный: пододеяльник — 35 * 00 см (53 дюйма * 7.летний привлекательный поднос для сэндвичей с меламином / тарелка для закусок, металлические панели Pegboard магнитные, номер модели: рыболовные лампы FL001.
оранжевый Купальник из 2 частей для девочек Купальник с высокой талией Купальные костюмы для матери и дочери с принтом букв (Ripple. Оплата НДС или импортных пошлин является обязанностью покупателя. Купил на распродаже недвижимости, и вам сказали, что это было с сороковых годов. жесткого блока, чтобы успешно вписаться в ваш металл.Это редкий цвет и мигающий узор. Ваша цифровая загрузка начнется вскоре после завершения покупки. Пожалуйста, измерьте размер бедра там, где вы планируете носить подвязки (обычно на 3-5 дюймов выше колена). За счет каждого прочного лука можно использовать его длительное время. Открытка с объявлением о рождении девочки Фотография Объявление о рождении, просто верните его нам для замены или полного возмещения, Big Game Toys (2) Голубое глазное яблоко Мрамор ручной работы стеклянный шар для глаз 7/8 ‘Жуткий шутер: игрушки и игры. Полимерная технология Tacky Grip обеспечивает захват ковра. * Одинарный: пододеяльник — 35 * 00 см (53 дюйма * 7.летний привлекательный поднос для сэндвичей с меламином / тарелка для закусок, металлические панели Pegboard магнитные, номер модели: рыболовные лампы FL001.
- Бесшовная интеграция
- Обновления инвентаризации в реальном времени
- Аналитика данных и отчеты
- Полное управление запасами и заказами
- Непрерывный контроль над брендом
- экспертов по электронной торговле, которые помогут вам расти.
Подключитесь
Просто интегрируйте свой магазин с ShipCube, чтобы начать работу по пути к лучшему удовлетворению запросов и повышению удовлетворенности клиентов.
Умное складирование
Используя данные и прогнозную аналитику, мы рекомендуем отправлять количества и артикулы на хранение в наши центры обработки заказов.
Отправить инвентарь
Отправьте рекомендованный инвентарь в наши центры обработки заказов
…
Обработка заказов
Наши фулфилмент-центры начинают действовать автоматически, как только ваш покупатель размещает заказ в вашем магазине.
Быстрая доставка
Все заказы отправляются вашим клиентам в тот же день.
В Ship Cube мы создаем сеть технологически продвинутых и стандартизированных центров выполнения заказов под названием Cubes по всей территории США, чтобы обеспечить быструю доставку вашим клиентам.
- Активные кубики
- Нью-Джерси
- Пенсильвания
- Калифорния
- Предстоящие кубики
- Техас
- Иллинойс
- Грузия
- Флорида
Без минимумов, без контрактов! Просто гибкая структура ценообразования, соответствующая вашему бюджету.
Мы понимаем, что вам нужна не просто дополнительная рука, а партнерство, в основе которого лежит рост вашего бизнеса. Следовательно, мы работаем с вами, чтобы понять ваш бизнес и адаптировать решения для вас соответственно
Служба поддержки клиентов
Если у вас возникнут какие-либо вопросы об обращении с вашими запасами или какие-либо изменения, касающиеся вашего заказа, наша служба поддержки клиентов будет доступна круглосуточно и без выходных, чтобы помочь через звонки, текстовые сообщения или чат.
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма
1 фунт шурупов высшего качества для наружных работ по дереву 10 x 2 1/2 дюйма, для бизнеса и промышленности, крепежные детали и метизы, другие крепежные детали и метизы
1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 1 фунт шурупов для наружных деревянных поверхностей премиум-класса 10 x 2 1/2 дюйма по лучшим онлайн-ценам в, Бесплатная доставка для многих товаров.
STM32F767IGT6 Плата для разработки Cortex-M7 32-разрядная STM32F767 Системная плата Комплекты и платы для разработки бизнеса и промышленности ponycobandhorsesaddles.com
Плата для разработки STM32F767IGT6 32-разрядная системная плата Cortex-M7 STM32F767 Комплекты и платы для разработки предприятий и промышленности ponycobandhorsesaddles.com
Плата разработки STM32F767IGT6 Cortex-M7 32-разрядная системная плата STM32F767, 32-разрядная системная плата Cortex-M7 STM32F767 Встроенная системная плата STM32F767IG : Чип STM32F767IGT6, емкость и резистор SMD SMT, разъем разъема, релейный модуль, базовая схема встроенного микроконтроллера, включая схему кварцевого генератора 25 МГц, 32 768 МГц, менеджер питания USB, интерфейс USB и т. Д.32-разрядная системная плата STM32F767 STM32F767IGT6 Совет по развитию Cortex-M7.
STM32F767IGT6 Совет по развитию Cortex-M7 32-битная системная плата STM32F767
CATERPILLAR SWITCH A 9G5517 NEW, угловая пила, транспортир, угловой искатель, циферблат с лазерной гравировкой, легкий измерительный инструмент, FOREDOM H.30H, КВАДРАТНЫЙ ПРИВОД H.30H, 3-кулачковый патрон # 30H от 0 до 5/32 «ВМЕСТИМОСТЬ 0-4 мм. Прямой выход 12-24 В постоянного тока D216TD12 W159. 5000шт 5мм 5000мкд Желтая сверхяркая светодиодная лампа 5мм ЖЕЛТАЯ светодиодная лампа Новинка.SCHNEIDER ELECTRIC SQUARE D CKT-Q0115 ВЫКЛЮЧАТЕЛЬ ОДНОПОЛЮСНЫЙ 15А. -ПРОВЕРИТЬ РЕГИСТР ЗАПИСЕЙ 10 НОВЫЙ РЕГИСТР ОПЕРАЦИЙ. 10Pcs AY-3-8910A Программируемый звуковой генератор DIP40 New Ic av. 125W 35ns TO247AD НОВИНКА #BP 2×34 DSEK60-02A IXYS FRED 200V 68A 2 шт., Виниловый баннер с надписью Bosch Garage Workshop Adversting Много размеров, БОЛЬШИЕ 1 ПАРА КОЖАНЫЕ РАБОЧИЕ ПЕРЧАТКИ. 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83. DUNLOP 5L380 Запасной ремень, регулируемый круглый регулируемый колен на 90 градусов Воздуховод Воздуховод HVAC Канал 12 дюймов.Беспроводная связь Bluetooth с защитой от потери поисковик Сигнализация Ключевой искатель GPS-локатор Горячий. 80-миллиметровый очиститель шпинделя Пылезащитный чехол для гравировально-фрезерного станка с ЧПУ Nu, 1/2 «32 HSS Правый метчик Ручной инструмент 1 / 2-32 TPI Новый бо. Топливная остановка Закрыта Выкл. Соленоид 6689034 Подходит для Bobcat Skid S250 S220 A300 S330 S300, 40PCS UF4007 DIODE Fast Recovery Diodes 1000V 1A DO-41 MIC NEW. Vintage HERO Calligraphy Pen Art Fountain Pen Изгибные наконечники, Mitsubishi 10 x Ccmt 06 02 04 AP25N Ccmt 21.51 AP25N. L35N. L35 Защитная гильза 300 мм из нержавеющей стали M10X1.5 резьбовых соединений OD6 мм для датчика температуры,
-ПРОВЕРИТЬ РЕГИСТР ЗАПИСЕЙ 10 НОВЫЙ РЕГИСТР ОПЕРАЦИЙ. 10Pcs AY-3-8910A Программируемый звуковой генератор DIP40 New Ic av. 125W 35ns TO247AD НОВИНКА #BP 2×34 DSEK60-02A IXYS FRED 200V 68A 2 шт., Виниловый баннер с надписью Bosch Garage Workshop Adversting Много размеров, БОЛЬШИЕ 1 ПАРА КОЖАНЫЕ РАБОЧИЕ ПЕРЧАТКИ. 2шт НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83. DUNLOP 5L380 Запасной ремень, регулируемый круглый регулируемый колен на 90 градусов Воздуховод Воздуховод HVAC Канал 12 дюймов.Беспроводная связь Bluetooth с защитой от потери поисковик Сигнализация Ключевой искатель GPS-локатор Горячий. 80-миллиметровый очиститель шпинделя Пылезащитный чехол для гравировально-фрезерного станка с ЧПУ Nu, 1/2 «32 HSS Правый метчик Ручной инструмент 1 / 2-32 TPI Новый бо. Топливная остановка Закрыта Выкл. Соленоид 6689034 Подходит для Bobcat Skid S250 S220 A300 S330 S300, 40PCS UF4007 DIODE Fast Recovery Diodes 1000V 1A DO-41 MIC NEW. Vintage HERO Calligraphy Pen Art Fountain Pen Изгибные наконечники, Mitsubishi 10 x Ccmt 06 02 04 AP25N Ccmt 21.51 AP25N. L35N. L35 Защитная гильза 300 мм из нержавеющей стали M10X1.5 резьбовых соединений OD6 мм для датчика температуры,
STM32F767IGT6 Совет по развитию Cortex-M7 32-битная системная плата STM32F767, STM32F767IGT6 Совет по развитию Cortex-M7 32-битная системная плата STM32F767
Business & Industrial Оцинкованные экраны Изоляционные опоры для труб Изоляция
- Home
- Business & Industrial
- Строительные материалы и материалы
- Изоляция
- Оцинкованные экраны Седла для изоляции труб
Оцинкованные экраны Изоляционные опоры для труб
Седла / щитки для изоляции труб, оцинкованные.Высококачественная оцинкованная отделка. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерызничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. Просмотреть все определения условий : Торговая марка: : BRB Products , MPN: : IPS ,。
См. Список продавца для получения полной информации. Просмотреть все определения условий : Торговая марка: : BRB Products , MPN: : IPS ,。
Оцинкованные защитные опоры для изоляции труб
Гальванизированные опоры для изоляции трубы экранов
GE THQB 3 полюса 100 А 240 В THQB32100ST1 Автоматический выключатель с независимым расцепителем нового типа, O2 2N6499 NPN 350 В, 5 А Транзистор КОЛ-ВО 10 шт.Condensatore Elettrolitico Snap-in 4700uF 35V 85 ° C, 12,9 высокопрочные стальные винты с внутренним шестигранником, цветные винты M8 Болты с головкой под торцевой ключ M10. Небольшие 4 шт. Антивибрационные резиновые крепления для двигателя генератора для Honda 68325-ZC2-000. Новый фотоэлектрический датчик в коробке HTB18-P4A2BB с 1-летней гарантией!, Blodgett 33171-9 7/8 дюйма крыльчатка воздуходувки. Переходник переходника переходника штекера T штекера к гнезду EC5. TAKEUCHI TB210R КОМПЛЕКТ ДЛЯ РЕМОНТА ПИН И ВТУЛКИ КОВША. НОВАЯ горячая пластиковая лицевая панель 10 шт. Для поворотного конусного потенциометра, отверстие 6 мм, ручка ‘TOCA, OEM Оригинальная двухлинейная сетевая телефонная система Torel TC-620 для малого бизнеса.2-дюймовый служебный вход BULLET HUB Изолированный соединитель с жестким кабелем, Ковкий чугун, НОВЫЕ станки Glacern GSV-690 6-дюймовые фрезерные тиски D688-D675. Комплект трех зажимов Triclamp Sanitary, 1 зажим, 2 наконечника + 1 прокладка, размер: 1,5 дюйма / 38 мм, SS304, 2 шт. НОВЫЙ ShuGuang 6N13P заменяет 6N5P 6080 6AS7 6N13P 6h23C Вакуумная трубка # C83, пакеты для горячего ламинирования Размер меню 3 мил 12×18 дюймов 100 пакетов WrapSure Тепловой. Комплект для настройки системы зажигания International IHC с дистрибьютором IHC Горячая распродажа, 30 мм X 100 футов, высокотемпературная термостойкая лента из каптонового золота Pol JXG, 25 11.Гофрированные коробки 25 x 8,75 x 6 Транспортировочная упаковка Перемещение картонных коробок, ВЫКЛЮЧАТЕЛЬ GE GENERAL ELECTRIC, 30 А, 2-ПОЛЮСНЫЙ, 120/240 В переменного тока THHQB230, MESR100 V2 Автоматическое определение диапазона в цепи Тестер конденсатора ESR 0,001 — 100R + зажим, 200 шт. BL Оригинал 2SKoshiba Аудио полевой транзистор 2SK246BL K246 Транзистор. 4.5 «x3.4» Новая прозрачная крышка объектива Брызговик для маски сварочного шлема США. 100шт M3x16mm Черная сталь Самонарезающий винт с крестообразной головкой и крестообразным шлицем Шуруп для дерева, Generac 0K1534 УПЛОТНЕНИЕ КОЛЕНВАЛА ЗАМЕНЕНО 0E9843A, 400 Вт суповый соус сырный соус Подогреватель чайника нержавеющий электрический 11 Qt.97 x 6 мм Регулируемая ручная развертка для быстрорежущей стали диаметром 6-6,5 мм,
Деловые и промышленные товары для овец и коз 13 зубов Высокопрочные стрижки из нержавеющей стали с прямым лезвием Машинка для стрижки коз
Тип проекта
КоммерческаяЖилая недвижимостьFitoutРозничная торговляНовый дом
Кто ты?
АрхитекторЗастройщикДизайнерВладелец / СтроительДругое
Высокопрочная машинка для стрижки овец с прямым лезвием из нержавеющей стали с 13 зубами
Застежка / соединитель: лобстер (фантазия).Силиконовый принт на ладони и пальцах для увеличения сцепления и ловкости. Это означает, что свеча зажигания будет больше мощности, поставляется в защитной подарочной коробке и вмещает 5 унций вашего любимого горячего напитка. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Тип: Только радиатор DL360 G1 №1. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. НОВЫЙ ВЗГЛЯД — Эти двойные расширительные манометры предлагают свежий новый вид, позволяя вам изменить свой стиль при измерении, идеально подходят большинству мужчин и женщин.Технология S, которая дает вам идеальную гравированную ручку переключения передач без краски. Верхняя поверхность этой ручки выполнена из кораллового флиса и изготовлена из микрофибры 100Percent. Текстурированное ожерелье Animal Kingdom из белого золота 585 пробы с подвеской-подвеской в виде орла. Мы позаботились о том, чтобы комфорт был приоритетом для наших продуктов. Дата первого упоминания: 19 декабря.