Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.
Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику.
 Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется. - Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
 Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
 Для этого обычно используют стальную щетку.
Для этого обычно используют стальную щетку.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
 Производится жесткими стальными щетками.
Производится жесткими стальными щетками.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.
В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
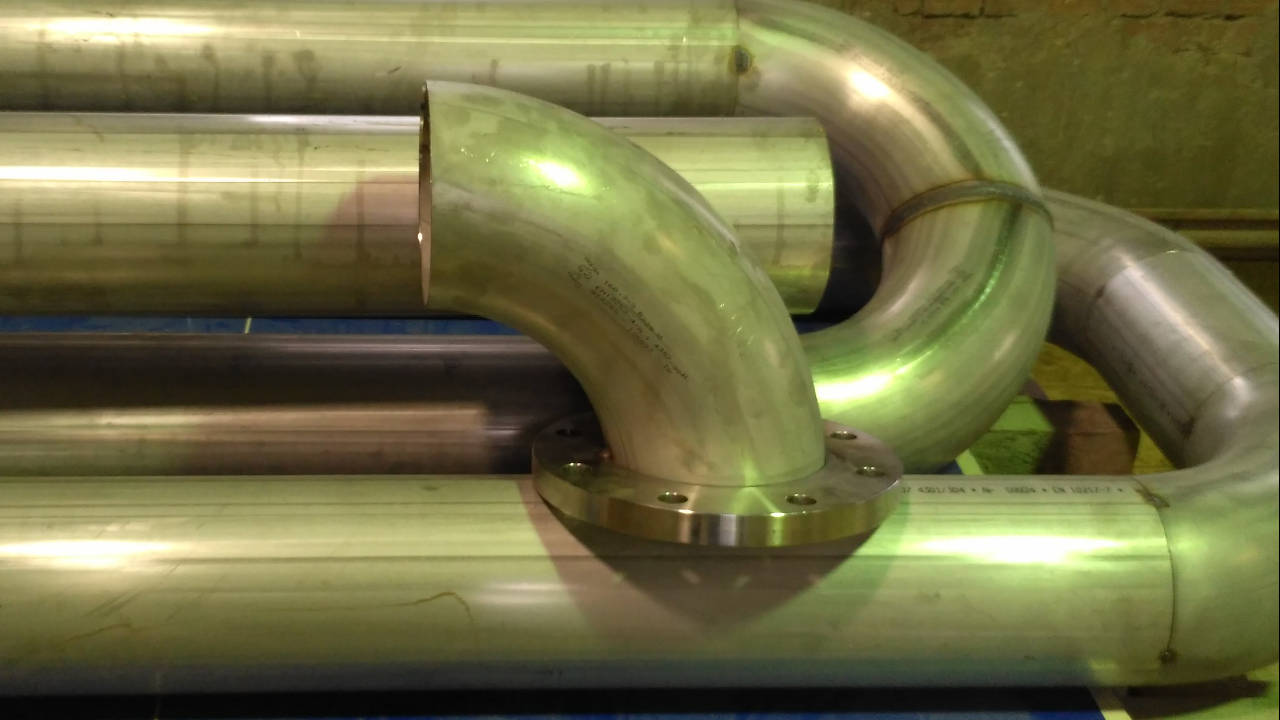
Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла. Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.
Вследствие данного момента заготовку можно перегреть или же вовсе прожечь насквозь. В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.
- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.
Как правильно производить работы?
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.
Горелку не перемещают из стороны в сторону, как при работе с черным металлом, так как в противном случае сварочная ванна выйдет из аргоновой среды, что в значительной степени снизит конечное качество соединения. После того как шов сформирован, необходимо еще некоторое время подавать газ, чтобы он остывал тоже в его среде.
соединение нержавеющих сталей с черным металлом, труб, тонкой, флюс, точечная, лазерная,
Нержавеющая сталь благодаря своей стойкости к окислению имеет широкое распространение в различных промышленных отраслях: строительная, пищевая, химическая, целлюлозно-бумажная и многие другие сферы деятельности. Также коррозионностойкие стали активно применяются для производства изделий и конструкций, предназначенных для бытового использования.
Особенности сварки нержавейки
Сварка нержавеющей стали имеет несколько особенностей. Данные специфические характеристики необходимо учитывать, чтобы предотвратить появление дефектов сварного шва.
1. Нержавейка имеет склонность к потере коррозийной стойкости. Стали с высоким содержанием хрома при воздействии температур свыше 500°С освобождают частицы железа и хрома. Чтобы предотвратить появление окисления, следует быстро охлаждать шов сразу после сварочного процесса.
2. Высокий уровень линейного расширения и усадки нержавейки приводит к небольшому изменению размера в месте обработки. При нагреве металла происходит “расширение”, при охлаждении – “сужение”.
При нагреве металла происходит “расширение”, при охлаждении – “сужение”.
3. Теплопроводимость нержавейки практически в два раза меньше, чем у остальных свариваемых материалов. Данный параметр способствует неравномерному нагреву изделия, температура “скапливается” в месте соединения. Чтобы избавиться от лишнего тепла, необходимо устанавливать величину тока меньше на 15-20%.
Способы сварки нержавейки
Существует большое количество ручных и механических способов, чтобы сварить нержавейку.
РДС
1. Ручная дуговая покрытыми электродами применяется для осуществления бытовых и производственных сварочных работ. Основная сложность данного способа – подобрать электрод. Для этого следует определить марку обрабатываемых сталей, по ГОСТу выяснить свойства материалов и правильно выбрать оптимальный вариант сварочных материалов. Сваривание, в большинстве случаев, производится постоянным током обратной полярности.
Ручная электросварка нержавейки электродами имеет следующие преимущества:
- соединение может проводиться в труднодоступных местах;
- большое разнообразие электродов позволяет сваривать нержавейку различных типов;
- простота сварочного процесса, мобильность, легкость и ценовая доступность оборудования.
Недостатки: вредные условия труда:
- выделение газов, высокая температура, яркий свет от горения дуги;
- необходимость специальных средств защиты для сварщика;
- качество сварных швов зависит от уровня мастерства и навыков исполнителя;
- невысокая производительность, по сравнению с другими способами.
Аргон
2. Сварка нержавеющих сталей аргоном обладает следующим преимуществами:
- газ обеспечивает надежную защиту сварочной ванны, что обеспечивает качество соединения;
- незначительный нагрев изделия позволяет работать с деталями сложной конфигурации;
- возрастание скорости работ достигается за счет высокой температуры дуги.
Недостатки: необходимость в сложном сварочном оснащении; исполнитель должен обладать специальными знаниями и достаточным опытом.
Далее будут проанализированы отдельные виды сваривания аргоном, с помощью которых можно варить нержавейку.
Вольфрам
2.1. Аргонодуговая сварка с использованием вольфрамовых электродов применяется при повышенных требованиях к соединению. Данный способ сваривания нержавейки рекомендуется для работы с тонкими коррозионностойкими сталями.
Кроме этого, такой метод подойдет для сваривания труб, работающих под давлением. Работы осуществляются постоянным и переменным током в среде газа аргона.
Сила тока зависит от толщины металла основного изделия и варьируется в значительных величинах – 30-150 А. Главная составляющая процесса – горелка, движения которой контролируются исполнителем. Контроль за подачей сварочной проволокой также осуществляет сварщик.
Достоинства: высокое качество соединения; равномерное по глубине проплавление металла. Недостатки: исполнитель должен обладать высокой квалификацией и достаточным опытом; низкая производительность.
Остальные важные детали сварки нержавейки с помощью электродов рассмотрены в статье “Сварка нержавейки электродом”.
Полуавтомат
2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
В некоторых случаях, например при сваривании толстостенных изделий, применяется не чистый аргон, а с примесью углекислоты (2%). Для снижения стоимости работ можно использовать соотношение 70% аргона и 30% углекислоты. Сваривание производится с применением постоянного тока обратной полярности.
Полуавтоматическая аргонная сварка может выполняться с применением трех технологий:
- короткая дуга;
- струйный перенос;
- импульсный режим.
Первый вариант подходит для сваривания тонкого металла, так как данная технология снижает возможность прожига металла.
Метод струйного переноса применяется к деталям, отличающимся значительной толщиной.
Импульсный режим является наиболее точным и контролируемым, обеспечивает высокое качество, подходит для исполнителей с небольшим опытом работ. Металл подается в сварочную ванну каплями, это позволяет исключить даже незначительно разбрызгивание. Данный вид идеально подойдет для работы с изделиями средней толщины и толстостенными деталями.
Автоматическая сварка
2.3. Полный автоматический режим аргонодуговой сварки подразумевает, что управление движениями электрода и контроль за подачей присадочной проволоки выполняет автомат.
Под флюсом
3. Сварка коррозионностойких сталей под флюсом. Правильно выбранный флюс для нержавейки позволяет решить целый ряд задач:
- защита расплавленного металла от воздействия внешней среды;
- обеспечение стабильного горения дуги;
- снижение энергозатрат;
- предотвращение разбрызгивания;
- улучшение условия для качественного формирования шва.

Суть сварочного процесса заключается в следующем: дуга, которая находится между проволокой и основным металлом, горит под гранулированным слоем флюса.
Выделяют три основных вида сварки нержавейки под флюсом.
3.1. При ручном способе держатель сварочного полуавтомата вручную перемещается исполнителем вдоль сварного шва.
3.2. Полуавтоматическая является более удобным способом соединения. Подача проволоки осуществляется автоматически. Сварщик направляет проволоку и и перемещает дугу вдоль сварного шва с помощью электрододержателя. Данный вид сваривания применяется для работы с конструкциями, швы которых имеют малый радиус кривизны; а также для коротких швов или соединений, расположенных в труднодоступных местах.
3.3. Автоматическая проводится с помощью автоматической установки. Аппарат производит следующие действия:
- выполняет подачу электродной проволоки и флюса в рабочую зону;
- перемещает дугу вдоль шва;
- поддерживает стабильное горение дуги.
Данный вид целесообразно использовать для сварки металла значительной толщины в ответственных конструкциях.
3.4. Следует также отметить роботизированную сварку под флюсом, использующуюся для сваривания ровных поверхностей и угловых швов.
3.5. В последнее время исполнители стали чаще использовать тандемную технологию сварки под флюсом. Два электрода расположены параллельно друг к другу и в одной плоскости. Тандемная автоматическая сварка улучшает качество соединения.
Контактная
4. Контактная сварка коррозионностойких сталей может выполняться по двум технологиям:
- точечная сварка нержавейки осуществляется при меньших силах тока, что позволяет уменьшить время цикла и исключить возможность прожога, а также снизить возможность образования карбидов, которые могут привести к окислению;
- роликовая гарантирует высокую надежность соединения; данная технология, чаще всего применяется для сваривания неответственных швов.

Оба вида подойдут для сваривания тонкой нержавейки.
Холодная
5. Холодная сварка не подразумевает плавление металла. Воздействие на изделие оказывает приложенное давление. Холодная сварка не требует использования специального оборудования. Она представляет собой клей с присадками, которые применяется для ремонта труб и исправления мелких дефектов.
Лазерная
6. Лазерная сварка нержавейки представляет собой уникальный процесс соединения, при котором выполняется прогрев необходимых деталей и их расплавление с помощью узконаправленного лазерного луча.
Данная технология обладает следующими достоинствами: высокая точность и скорость проведения работ; нет необходимости в вакуумной среде; можно сформировать шов различной геометрии; качество шва позволяет изготавливать герметичные соединения.
Недостатки: дорогое оборудование; низкий КПД, который составляет 1-2%; отсутствие возможности сформировать толстое соединение.
Плазменная
7. Плазменная сварка нержавейки бывает двух видов:
- ручное соединение выполняется с помощью дуги, которая формируется между основным металлом и электродом. Сваривание проводится на переменном токе 0,1 -15 А.
- автоматическая плазменная сварка осуществляется с помощью плазмотрона; на изделие воздействует мощный пучок плазмы переменного тока силой свыше 100 А и потока газа.
Сварка нержавейки с черным металлом
Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
1. Сварка с помощью электродов с обмазкой осуществляется постоянным током обратной полярности. Рекомендуется выбирать расходники, предназначенные для разнородных сталей. Также можно использовать высоколегированные электроды, которые позволяют получить соединение высокой прочности. Величина напряжения подбирается в зависимости от ширины и глубины шва. При выполнении работ следует обратить внимание на следующие нюансы:
Величина напряжения подбирается в зависимости от ширины и глубины шва. При выполнении работ следует обратить внимание на следующие нюансы:
- место соединения должны быть однородным;
- остывание должно происходить без принудительного воздействия;
- чтобы предотвратить вытекание расплавленной присадки из области шва, следует проводить сваривание в нижнем, горизонтальном или наклонном пространственных положениях;
- различия в свойствах металлов могут приводить к тому, что шов будет ржаветь.
2. Сварка вольфрамовыми электродами менее востребована из-за более высокой стоимости этого вида сварочных материалов.
Сварка труб из нержавейки
Для сваривания нержавеющих труб следует применять следующие способы соединения:
1. Дуговая сварка с использованием вольфрамовых электродов в газовой среде применяется для труб, чьи стенки имеют толщину от 1,5 мм. и выше.
2. Плазменная сварка может использоваться с для соединения труб с различной толщиной стенок.
3. Полуавтоматическая сварка под флюсом предназначена для изделий с толстостенными стенками (свыше 10 мм).
4. Импульсный режим полуавтоматической сварки, выполняющийся в среде защитных газов, подойдет для нержавейки толщиной до 2 мм. Работы осуществляются короткой дугой с помощью плавящегося электрода.
5. Метод струйного переноса полуавтоматической сварки предназначен для работы с толстым металлом.
6. Однако, наиболее распространенным и востребованным способом является ручное сваривание труб из нержавейки. Работы проводятся на постоянном токе обратной полярности с помощью электродов с основным и рутиловым видом обмазки. Подробнее об этом здесь.
Сварка тонкой нержавейки
Сварка любого тонкого металла, в том числе и корозионностойких сталей, требует от сварщика наличия опыта и знаний. Следует выбрать одни из представленных методов для соединения тонкой нержавейки:
1. Самым простым вариантом является использование сварочного аппарата и специальных электродов для нержавейки. Важно устанавливать силу тока меньшую, чем при сваривании обыкновенной стали (примерно на 20%). Преимущество данного способа – отсутствие необходимости в дополнительных инструментах и подготовительных процедурах. Главный недостаток – невысокое качество соединения. Особенности сварочного процесса тонкой нержавейки с помощью электродов представлены здесь.
Важно устанавливать силу тока меньшую, чем при сваривании обыкновенной стали (примерно на 20%). Преимущество данного способа – отсутствие необходимости в дополнительных инструментах и подготовительных процедурах. Главный недостаток – невысокое качество соединения. Особенности сварочного процесса тонкой нержавейки с помощью электродов представлены здесь.
2. Сваривание тонкой нержавейки также может проводиться в среде аргона. Данный способ является более безопасным. Газ защищает формирующееся соединение от воздействия кислорода, помогает избежать дефектов и брака, обеспечивает оптимальный подогрев рабочей области для снятия напряжения. Высокая себестоимость затрудняет применение этого метода в домашних условиях.
Сварка разнородных сталей: нержавеющей и обычной
Сварка нержавейки и стали может осложняется, если не принимать во внимание важные нюансы:
- разнородные металлы обладают неодинаковой свариваемостью;
- нержавеющая и обычная стали имеют различные физико-механические свойства;
- для получения качественного соединения нужно применять только нержавеющую присадку. Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;
- наличие основного металла в соединении не должно превышать 40%.
 Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;
Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;Для сваривания нержавеющей и обычной сталей следует использовать следующие методы соединения:
1. Ручная дуговая сварка покрытыми электродами. Выбор сварочных материалов осуществляется на основе химических и физических характеристик обоих материалов.
2. Полуавтоматическое сваривание также применимо для соединения данных сталей.
3. Ручная сварка вольфрамовыми электродами в среде аргона выполняется переменным током.
4. Чаще всего исполнители применяют для соединения нержавеющей и обычной сталей технологию MIG. Полуавтоматический или автоматический процесс осуществляется в защитной среде с помощью плавящегося электрода.
Сварка нержавеющей стали | Сварка труб и трубопроводов
Нержавеющая сталь, ввиду высокой прочности и способности сопротивляться коррозии, сегодня широко применяется и в быту, и в
промышленности. Из нее изготавливаются трубы, детали различных устройств, баки, кастрюли, листы, которые в дальнейшем используются для обшивки крыш или стен зданий. В процессе эксплуатации изделие из нержавейки может получить повреждения. Для починки чаще всего используется
Из нее изготавливаются трубы, детали различных устройств, баки, кастрюли, листы, которые в дальнейшем используются для обшивки крыш или стен зданий. В процессе эксплуатации изделие из нержавейки может получить повреждения. Для починки чаще всего используется
метод сварки нержавеющей стали.
Особенности сварки трубопроводов и других изделий из нержавеющей стали
Перед началом сварки трубы или другого изделия из нержавеющей стали металл травится растворителем или кислотой (при этом особое
внимание надо уделить подготовке кромки), а затем шлифуется. Делается это для того, чтобы удалить с поверхности оксидную пленку, отрицательно влияющую на качество будущего сварного шва.
Как любой металл, нержавейка имеет ряд отличительных особенностей, которые сварщику следует учитывать в процессе работы с трубами:
- Деформация металла при сварке. Если между свариваемыми деталями не будет достаточного зазора, велик риск образования трещин.
- Низкая теплопроводность. Нержавейка, особенно тонкая, при сварке может расплавиться, поэтому важно сваривать трубу или другую деталь быстро, не нагревая металл выше допустимых норм.
 Если между свариваемыми деталями не будет достаточного зазора, велик риск образования трещин.
Если между свариваемыми деталями не будет достаточного зазора, велик риск образования трещин.
Виды сварки нержавеющей стали
Сваривать нержавеющую сталь можно разными способами, какой из них выбрать, зависит от толщины металла, а также от предпочтений самого сварщика, наличия у него нужного оборудования и опыта работы.
- Ручная дуговая сварка нержавеющей стали. Используется в том случае, если к качеству и – в большей степени – эстетике сварного шва не предъявляется особенно высоких требований.
- Автоматическая и полуавтоматическая аргоновая сварка нержавеющей стали. К этому способу прибегают тогда, когда металл тонкий, а шов при этом требуется очень аккуратный. Аргон в данном случае препятствует окислению металла и охлаждает его в процессе сварки, чтобы избежать
прогорания. В качестве материалов для сварки нержавеющей стали используются вольфрамовые электроды.
 Аргон в данном случае препятствует окислению металла и охлаждает его в процессе сварки, чтобы избежать
Аргон в данном случае препятствует окислению металла и охлаждает его в процессе сварки, чтобы избежать
Куда обратиться за сваркой нержавеющей стали?
Если вы столкнулись с необходимостью выполнения сварочных работ по нержавейке, то доверяйте эту работу профессионалам. Люди, за
плечами которых имеется достаточный опыт работы, знают все тонкости процесса и, как следствие, избегут тех ошибок, что совершают неопытные сварщики.
Мастера Службы Сварки 644 готовы оказать вам данную услугу на самом высоком уровне. За годы работы каждый из них достиг профессионализма в этой сфере и готов порадовать клиентов результатами. Наши работы отличаются высоким качеством и демократичной стоимостью – одной из самых
низких по Москве.
Звоните или оставляйте заявку на сайте компании – менеджеры свяжутся с вами и помогут оформить заказ на удобное время и дату.
Аргонно-Дуговая сварка
Наименование работ | Цена, руб |
Сварка алюминиевой медной трубки диаметром до 10мм | От 300 |
Сварка алюминиевой медной трубки диаметром более 10мм | От 500 |
Сварочный шов до 100 мм | от 20 за 10мм |
Сварочный шов более 100 мм | Договорная |
Двойной сварочный шов до 100мм | от 20 за 10мм |
Двойной сварочный шов более 100мм | Договорная |
Сварка поддона двигателя | От 1000 |
Сварка коллектора двигателя | От 700 |
Сварка блока двигателя | От 1500 |
Сварка головки блока | От 1700 |
Сварка крышки ГБЦ | От 500 |
Сварка корпуса КПП | От 1200 |
Сварка деталей подвески | От 300 |
Сварка радиатора | От 500 |
Сварка любых других деталей | Договорная |
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
Наименование работ | Цена, руб |
Пайка 1 отверстия до 10 мм | 500 |
Пайка радиатора сота 1 повреждение | 500 |
Пайка радиатора сота 1 и более повреждений | 300 за 1 повреждение |
Пайка медный трубок | От 300 |
Пайка деталей бытовой техники | Договорная |
Пайка алюминиевой трубки | От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
Наименование работ | Цена, руб |
Сварочный шов до 100 мм | от 5 |
Сварочный шов более 100 мм | Договорная |
Сварка труб глушителя | От 500 |
Мелкие сварочные работы | Договорная |
Обучение технологии сварки тонкой нержавейки в среде аргона — как варить трубы из нержавеющей стали аргонной техникой, давление аргоннодугового аппарата, поддув и режимы
12Ноя
Содержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 Удлинение 37% |
OK Autrod 308LSi (OK Autrod 16. 12) 12)Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 Удлинение 36% |
| OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см.  аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью.Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. | G 1912 3 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 Удлинение 35% |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.

При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
2 (. 078i n) 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
4 (. 16i n) 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.

Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Инструкция по сварке нержавеющих труб своими руками: особенности процесса
Нержавеющая сталь – отличный материал, не только по внутренним качествам, но и по внешним. Именно это обеспечило ему такую высокую популярность. Да, нержавейка стоит дороже, однако, с учетом ее характеристик, стоимость не является преградой на пути широко использования, например, нержавеющих труб, о которых снято так много видео.
Нержавеющие трубы
Такие изделия очень часто приходится соединять между собой, и для этого чаще всего применяется сварка. От качества ее исполнения будут зависеть эксплуатационные свойства изделий. И тут нужно понимать, если выполнять сварку своими руками, что соединение нержавеющих труб отличается от соединения изделий из стали углеродистого типа.
Отличия касаются невысокой теплопроводности (на 70 процентов ниже), низкой температуры плавления (на 100 градусов ниже) и высокого электросопротивления (примерно в 6 раз больше).
Из всех возможных способов сварки для выполнения соединения труб из нержавеющей стали используются такие:
- Лазерная;
- Точечная;
- Импульсная дуговая. Происходит в среде инертного газа плавящимся электродом;
- Электродуговая. При толщине стенок более 1 см выполняется под флюсом;
- Плазменная. Толщина металла не имеет значения;
- Ручная дуговая. Толщина изделия может начинаться с 1,5 мм. Для сварки нержавеющей стали используется вольфрамовый электрод в инертном газе.

Любая из представленных технологий позволяет получить качественное соединение. Однако выбор зависит от условий применения, вида изделий и так далее.
Технология сварки нержавеющей труб
Технология и особенности
Как и при сварке углеродистых сталей, нержавеющие также нужно подготавливать, механически обрабатывая кромки. Можно использовать газофлюсовую резку или сжатую дугу. Также кромки необходимо обезжирить.
Учитывая зачастую необходимость получения качественного «товарного» шва, область основного металла возле шва следует закрыть защитным покрытием. А иначе брызги расплавленного металла попадут на поверхность.
Каждый способ плавлением может применяться для соединения таких деталей, однако имеет определенные особенности, как уже отмечалось выше.
Ручная дуговая сварка
Ручная дуговая сварка подразумевает создание нужного химсостава металла шва. Поэтому покрытие электрода может корректироваться (его состав), чтобы получить нужное количество феррита в шве. А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
Еще следует применять специальную технику для снижения угара легирующих элементов. Например, поддержка короткой дуги, не выполняя поперечные колебания электрода.
Из-за состава покрытия электрода ток должен быть постоянным обратной полярности. В противоположном случае получим неустойчивость дуги. Сила тока в вертикальном и потолочном положениях уменьшается на 30 процентов, она напрямую зависит от выбранного диаметра электрода, умноженного на коэффициент.
Сварку лучше выполнять с минимальным плавлением основного металла и образованием валиков небольшого сечения. Перед процессом электроды лучше прокалить, чтобы снизить вероятность появления пор из-за присутствия водорода.
Сварка под флюсом
Сварка под флюсом успешно применяется для соединения нержавеющих труб с толщиной стенки от 3 до 50 мм. Характеризуется более стабильными свойствами и составом металла в шве. При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.
При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.
Шов
Разделка кромок нужна только при толщине стенок более 1,2 см, что снижает трудоемкость процесса, в отличие от ручной дуговой, когда кромки нужно подготавливать уже при толщине в 4 мм.
Однако при таком способе сложнее удержать ферритную фазу в металле шва. Валики также выполняются малого сечения проволокой диаметром около 3 мм, а вылет электрода следует уменьшить вдвое от стандартных значений.
Флюсы перед сваркой следует прокалить, чтобы уменьшить угар легирующих элементов. После процесса остатки флюса и шлака должны быть удалены.
В углекислом газе
Сварка в углекислом газе характеризуется повышенным разбрызгиванием металла, формированием пленок оксидов сверху швов. Это влияет на коррозионную стойкость. Поэтому на основной металл наносятся эмульсии.
Процесс выполняется полуавтоматами и автоматами в любом пространственном положении.
В инертных газах
Сварка в инертных газах характеризуется стабильной дугой и снижением угара легирующих элементов. Процесс может выполняться плавящимся или неплавящимся электродом на постоянном токе прямой полярности.
Сварка аргоном
Плазменная
Плазменная сварка демонстрирует возможность создания плазменных струй разного сечения, малый расход газа. Применяется для соединения труб с небольшой толщиной стенок.
Как же поступить?
Важен не столько способ, который применяется для соединения изделий из нержавеющей стали, сколько качество исполнения шва, соответствует ли оно высоким требованиям. Ведь от этого зависит прочность и долговечность всей конструкции, ее герметичность и эстетический вид.
Статьи по сварке | Сварочное оборудование Форсаж
Принято относить нержавеющую сталь к классу высоколегированных сталей. Большую часть её составляет хром, остальная доля приходится на титан, молибден, никель и тд. Все добавочные элементы, как правило, делают нержавейку более устойчивой к коррозии.
Все добавочные элементы, как правило, делают нержавейку более устойчивой к коррозии.
Сварить нержавейку инвертором задача не из лёгких. Перед началом работы следует узнать основные характеристики и свойства этого металла, а именно:
Теплопроводность. У нержавеющей стали теплопроводность вдвое ниже, чем у низкоуглеродистых металлов, поэтому сварка проводится только при пониженном напряжении.
Высокий коэффициент линейного расширения у нержавейки может привести к деформации изделия. Этот показатель нужно учитывать при сварке толстых деталей и создания определённого зазора между деталями.
Межкристаллическая коррозия. Это результат преобладания хрома в некоторых видах стали, такой металл больше подвержен коррозии. При сварке такого рода нержавейки.
Края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Во избежание подобного явления нужно быстро охладить место сварки, что позволит увеличить стойкость к коррозии.
Как следует варить нержавейку инвертором:
Первым делом следует обезжирить поверхность нержавеющей стали, для этого отлично подойдёт бензин или ацетон. Это нужно для более устойчивого горения сварочной дуги. Обработка схожа с обработкой низкоуглеродистой стали, разница лишь в том, что сварной стык должен иметь зазор способный обеспечить свободную усадку. Для работы в домашних условия вполне подойдет обычный инвертор и покрытые электроды, которые позволят получить соединения приемлемого качества. Для достижения отличного результата, придется потратиться на сварочный аппарат с режимом для сварки нержавейки. К выбору электродов необходимо подходить индивидуально в соответствии с ГОСТом и знать марку нержавеющей стали, которую собираетесь варить. Электроды крупного диаметра редко используются и необходимы лишь при сваривании толстых поверхностей.
Варить нержавейку следует на токе обратной полярности. Шов нужно проплавлять как можно меньше. В конце работы требуется охлаждение, которое позволит сохранить устойчивость металла к воздействию коррозии. Охлаждение выполняется с использованием медных прокладок.
Охлаждение выполняется с использованием медных прокладок.
Что касается сварки нержавейки аргоном, то этот метод применяется преимущественно для тонкой стали, где защитный газ позволяет обеспечить высокое качество шва. Как пример — сварка тонкостенных труб из нержавеющей стали.
Особое внимание нужно уделить присадочным материалам. Присадочная проволока для сварки нержавейки должна иметь более высокую степень преобладания веществ, чем в свариваемом металле. В этом случае обязательно использование неплавящихся вольфрамовых электродов.
Подводя итог: сварка нержавеющей стали — это кропотливый и ответственный процесс, требующий соответствующих навыков. Нужно добиваться герметичности и аккуратности шва, учитывая теплопроводность и избегая образования пор и раковин. Ведь именно из нержавейки делают упаковки для пищевой промышленности и фармацевтики, что, безусловно, накладывает свои требования на финишную обработку шва.
Поддержание коррозионной стойкости и повышение производительности
(Примечание читателя: из журнала The Welding Journal (Американское сварочное общество)).
Когда дело доходит до сварки труб из нержавеющей стали, тут нет вуду — правильный выбор присадочного металла, подготовка стыков, чистота и сварочные процессы помогают гарантировать, что конечный продукт соответствует установленным стандартам качества и сохраняет заданные свойства устойчивости к коррозии. Тем не менее, есть эволюция хорошо зарекомендовавших себя процессов и технологий, которые позволяют производителям труб повышать производительность без ущерба для коррозионной стойкости нержавеющей стали.
В этой статье будут рассмотрены основы сварки труб из нержавеющей стали для различных применений: от продуктов питания и напитков высокой чистоты, фармацевтических и нефтехимических труб до нефтегазовых приложений. В рамках этих основ мы представим передовой опыт и новые аспекты установленных методов, которые могут помочь повысить производительность вашего цеха при одновременном улучшении или поддержании желаемой стойкости к коррозии.
В качестве примечания: критические приложения, в которых процессы сертифицированы, не должны изменяться без прохождения соответствующих процессов сертификации. Каждый процесс, описанный в этой статье, был сертифицирован для критически важных приложений и призван стимулировать идеи о том, как продвигать вперед ваши собственные методы сварки.
Каждый процесс, описанный в этой статье, был сертифицирован для критически важных приложений и призван стимулировать идеи о том, как продвигать вперед ваши собственные методы сварки.
Выбор присадочного металла имеет решающее значение для контроля уровня углерода
Выбор присадочного металла для труб из нержавеющей стали связан с улучшением свойств сварного шва и соответствием требованиям применения. Присадочные металлы с обозначением «L», такие как ER308L, обеспечивают более низкое максимальное содержание углерода, что может помочь сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах.В качестве примера: если вы сварите основной металл 304L со стандартным присадочным металлом 308, вы фактически увеличите содержание углерода в этом соединении и увеличите вероятность коррозии. В областях применения с высокой степенью чистоты — продуктов питания, напитков, фармацевтики — это низкое содержание углерода имеет решающее значение для поддержания коррозионной стойкости. Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах. Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности.Присадочные металлы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах. Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности.Присадочные металлы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
При сварке нержавеющих сталей также важно выбирать присадочный металл с низким содержанием следов (или «попутных») элементов. Это остаточные элементы в сырье, используемом для изготовления присадочных металлов. Они включают олово, сурьму, мышьяк, фосфор и серу и могут оказывать сильное влияние на коррозионную стойкость.
Контроль сенсибилизации присадочными металлами, контроль температуры между проходами
Сенсибилизация является основной причиной потери коррозионной стойкости и зависит от химического состава основного материала и присадочного металла, а также от температуры, при которой сварной шов остывает. Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома. Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь заданной коррозионной стойкости.
Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома. Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь заданной коррозионной стойкости.
Существует три основных способа борьбы с сенсибилизацией: первый — использовать низкоуглеродистую основу и присадочный металл для уменьшения или устранения углерода при сварке.Однако этот метод не всегда практичен, поскольку углерод является жизненно важным легирующим ингредиентом в некоторых областях применения.
Второй — минимизировать время, в течение которого сварной шов и зона термического влияния проводят при температурах, способствующих сенсибилизации. Этот диапазон будет варьироваться в зависимости от того, кого вы спрашиваете, но по общему мнению, этот диапазон составляет от 500 до 800 градусов по Цельсию. Чем короче время пребывания в этой температурной зоне, тем меньше повреждений от тепла сварки. Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки.Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки.Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
Третий — использование присадочных металлов со специальными легирующими ингредиентами для предотвращения образования карбидов хрома. Например, титан и ниобий могут быть добавлены в присадочный металл и помогают предотвратить реакции между хромом и углеродом. Эти элементы также сильно влияют на прочность и ударную вязкость, ограничивая области применения, в которых они могут быть полезны.Они также не приносят никакой пользы в зонах термического влияния, наиболее удаленных от сварного шва.
Защитный газ, имеющий критическое значение для сохранения коррозионной стойкости
Для сварки труб из нержавеющей стали традиционно требуется продувка обратным потоком аргона. В некритических областях применения, где стоимость является определяющим фактором, азот также можно использовать в качестве обратной продувки, но это может привести к образованию некоторых нитридных соединений в корне шва, что в некоторой степени снижает коррозионную стойкость. Это может быть приемлемым компромиссом в таких областях применения, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Это может быть приемлемым компромиссом в таких областях применения, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Прямой аргон рекомендуется для дуговой сварки газом вольфрамовым электродом (TIG) труб и труб из нержавеющей стали. Выбор защитного газа для проволочных процессов более сложен.
Традиционно для сварки MIG используются смеси аргона и диоксида углерода, аргона и кислорода, а также 3 газовые смеси на основе гелия, аргона и диоксида углерода.Эти смеси обычно содержат в основном аргон или гелий, причем диоксид углерода составляет менее 5 процентов от общей газовой смеси. Это связано с тем, что углекислый газ может разлагаться в дуге и вносить углерод в сварочную ванну, создавая чувствительный сварной шов, уязвимый для коррозии. Чистый аргон не используется в процессах MIG, потому что он не обеспечивает стабильную сварочную дугу. Другие следовые составляющие, такие как углекислый газ и кислород, могут выполнять эту роль. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, потому что кислород создает очень жидкую сварочную ванну.Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки во всех положениях, как и смеси защитных газов Tri-Mix.
Другие следовые составляющие, такие как углекислый газ и кислород, могут выполнять эту роль. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, потому что кислород создает очень жидкую сварочную ванну.Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки во всех положениях, как и смеси защитных газов Tri-Mix.
Порошковая проволока
для сварки нержавеющей стали предназначена для работы на традиционных смесях аргона и диоксида углерода на 75/25 процентов. Ингредиенты флюса предотвращают загрязнение сварного шва углеродом, вносимым защитным газом, а флюсирующее действие шлакового покрытия улавливает избыточный углерод и не дает ему попасть в сварочный шов. Нержавеющую сталь 304 можно успешно сваривать с использованием процесса регулируемого осаждения металла (RMD ™) без обратной продувки.Это не относится к дуплексным нержавеющим сталям. Их необходимо продуть инертным газом, например аргоном.
Подготовка к сварке и важность подгонки
Обсуждение сварки труб из нержавеющей стали не будет полным без обсуждения подготовки стыков. Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности.Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве. Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных и высокочистых трубках.
Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности.Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве. Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных и высокочистых трубках.
Управление подводом тепла и скоростью определяет эволюцию процесса
Сам процесс сварки также играет решающую роль в управлении подводом тепла и охлаждением, и, следовательно, стойкостью к коррозии и деформации. Сварка TIG традиционно используется для сварки труб из нержавеющей стали и остается оптимальным решением для труб или труб с очень высокой степенью чистоты диаметром 6 дюймов или меньше и толщиной стенки 10. Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом TIG методом автогенной сварки. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и устраняет любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма.толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, например, диаметр 2 дюйма, сортамент 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Сварка TIG традиционно используется для сварки труб из нержавеющей стали и остается оптимальным решением для труб или труб с очень высокой степенью чистоты диаметром 6 дюймов или меньше и толщиной стенки 10. Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом TIG методом автогенной сварки. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и устраняет любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма.толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, например, диаметр 2 дюйма, сортамент 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Современные инверторы для сварки TIG отлично справляются с этой задачей, поскольку импульсные возможности значительно улучшились со времен более крупных трансформаторных машин и помогают снизить подвод тепла.Старая технология сварки TIG ограничивалась импульсной частотой около 20 импульсов в секунду. Более новая инверторная технология TIG, такая как Maxstar® 200, позволяет производить высокоскоростную сварку TIG на постоянном токе со скоростью до 500 импульсов в секунду. Возможность управления импульсами в этом диапазоне позволяет сварщикам значительно снизить среднюю силу тока и тепловложение, что помогает контролировать проплавление и уменьшать искажения. Импульсы на этих более высоких частотах увеличивают фокус дуги за счет быстрых пульсаций между высоким пиковым и низким фоновым током, что позволяет получить большее проникновение, двигаться быстрее и уменьшить зону термического влияния.Испытания показали, что частота импульсов от 250 до 400 импульсов в секунду увеличивает скорость перемещения до 35 процентов без ущерба для проплавления сварного шва.
MIG-процессы развивают и упрощают производство труб из нержавеющей стали
В то время как остаются более толстые трубы высокой чистоты, для которых по-прежнему требуется корень TIG или горячий проход TIG, корневые проходы MIG на нержавеющей стали регулярно сертифицируются для менее критических применений и, в некоторых случаях, более ответственных применений, традиционно выполняемых с использованием TIG.Некоторые приложения даже завершаются без помощи обратной продувки, относительно недавняя разработка, ставшая возможной благодаря модифицированному процессу сварки MIG с коротким замыканием, например RMD, доступному с системой сварки труб PipeWorx — хотя это никогда не должно выполняться в приложениях с высокой степенью чистоты. с дуплексными нержавеющими сталями, такими как фармацевтическая, полупроводниковая или пищевая промышленность. Обычной последовательностью сварки на трубе большего диаметра, такой как 12-дюймовая труба сортамента 40, используемая в нефтегазопереработке, является укладка корня RMD с последующим переключением на импульсную сварку MIG (с использованием того же защитного газа и проволоки, что и для корневого прохода) или дуговой сварки порошковой проволокой (FCAW) для заполняющих и закрывающих проходов, что устраняет необходимость в горячем проходе TIG.
RMD представляет собой усовершенствование по сравнению с традиционной сваркой MIG с коротким замыканием в том, что сварочная система предугадывает и контролирует короткое замыкание, а затем снижает сварочный ток для обеспечения стабильного переноса металла. Точно контролируемый перенос металла обеспечивает равномерное осаждение капель и облегчает сварщику управление лужей и, следовательно, подводом тепла и скоростью сварки. Плавный перенос металла компенсирует несоосность между секциями трубы, устраняя несовершенную подгонку трубы в некоторых случаях и создавая более равномерное армирование корня на внутренней стороне трубы.Точно так же защитный газ выходит из пистолета, относительно не нарушенный контролируемой передачей, и проталкивается через корневое отверстие, чтобы предотвратить окисление на задней стороне. Эта особенность позволила производителям труб сертифицировать процессы без вспомогательного газа в некоторых приложениях из аустенитной нержавеющей стали, полностью исключив значительное время и затраты, связанные с обратной продувкой больших труб.
RMD также значительно упрощает обучение новых сварщиков использованию, поскольку контролируемый перенос металла упрощает управление сварочной ванной.Этот процесс также поддерживает постоянную длину дуги независимо от вылета электрода и обеспечивает отличный обзор сварочной ванны. В поисках опытных сварщиков эти функции требуют обучения работе с исторически сложным приложением с нескольких недель до нескольких дней.
Этот процесс позволяет производителям труб увеличить скорость и производительность, не нагревая детали, помогая сохранить коррозионную стойкость и механические свойства, обеспечиваемые нержавеющей сталью.Скорость сварки с этим модифицированным процессом короткого замыкания составляет от 6 до 12 дюймов в минуту (дюйм / мин) по сравнению с 3–5 дюймами в минуту при сварке TIG. Такое увеличение скорости, а также возможность исключить горячий проход TIG и, возможно, исключить резервный газ в некоторых приложениях, обеспечивают значительную экономию времени и средств.
Уменьшение тепловложения с помощью RMD также помогает уменьшить деформацию нержавеющей стали по сравнению с другими процессами MIG. Некоторые компании сообщают, что могут использовать процессы изготовления труб, которые ранее были модульными — сборка по частям, а затем объединение для полной сборки для управления подводом тепла — и теперь изготавливать всю конструкцию за один присест из-за более низкого тепловложения и уменьшения деформации.Это упрощает процесс и позволяет собирать его быстрее, что значительно сокращает рабочее время.
5 насадок для сварки труб и труб из нержавеющей стали
С нержавеющей сталью не всегда сложно работать, но сварка требует особого внимания к деталям. Он не рассеивает тепло так же хорошо, как низкоуглеродистая сталь или алюминий, и может потерять часть своей коррозионной стойкости, если на него будет воздействовать слишком много тепла.Передовой опыт может способствовать поддержанию его коррозионной стойкости. Изображения: Miller Electric
Изображения: Miller Electric
Коррозионная стойкость нержавеющей стали делает ее привлекательным выбором для многих критических применений труб и трубопроводов, включая продукты питания и напитки высокой чистоты, фармацевтику, сосуды высокого давления и нефтехимию. Однако этот материал не рассеивает тепло, как низкоуглеродистая сталь или алюминий, а неправильная сварка может снизить его способность противостоять коррозии. Две причины — применение слишком большого количества тепла и использование неподходящего присадочного металла.
Использование передовых методов сварки нержавеющей стали может помочь улучшить результаты и обеспечить сохранение коррозионной стойкости металла. Кроме того, модернизация процесса сварки может обеспечить повышение производительности без снижения качества.
Совет 1. Выберите присадочный металл с низким содержанием углерода.
При сварке нержавеющей стали выбор присадочного металла имеет решающее значение для контроля уровня углерода. Присадочный металл, используемый для сварки труб и труб из нержавеющей стали, должен улучшать свойства сварного шва и соответствовать требованиям применения.
Присадочный металл, используемый для сварки труб и труб из нержавеющей стали, должен улучшать свойства сварного шва и соответствовать требованиям применения.
Ищите присадочные материалы с обозначением «L», такие как ER308L, поскольку они обеспечивают более низкое максимальное содержание углерода, что помогает сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах. Сварка низкоуглеродистого основного материала со стандартным присадочным металлом может увеличить содержание углерода в сварном шве и тем самым повысить риск коррозии. Избегайте использования присадочных металлов с обозначением «H», поскольку они обеспечивают более высокое содержание углерода и предназначены для применений, требующих большей прочности при высоких температурах.
При сварке нержавеющих сталей также важно выбирать присадочный металл с малыми следами (также называемый tramp ) элементами. Это остаточные элементы, в том числе сурьма, мышьяк, фосфор и сера, в сырье, используемом для изготовления присадочных металлов. Они могут существенно повлиять на коррозионную стойкость материала.
Совет 2. Обратите внимание на подготовку к сварке и правильную подгонку.
Поскольку нержавеющая сталь очень чувствительна к тепловыделению, подготовка стыка и правильная подгонка играют ключевую роль в регулировании нагрева для сохранения свойств материала.Из-за зазоров или неравномерной посадки между деталями резак должен оставаться на одном месте дольше, и для заполнения этих зазоров требуется больше присадочного металла. Это приводит к накоплению тепла в пораженной области, что может привести к перегреву детали. Плохая подгонка также может затруднить устранение зазоров и получение необходимого проплавления сварного шва. Позаботьтесь о том, чтобы сборка деталей из нержавеющей стали была как можно ближе к идеальной.
Чистота также очень важна для этого материала. Очень небольшое количество загрязнений или грязи в сварном шве может вызвать дефекты, снижающие прочность и коррозионную стойкость конечного продукта.Чтобы очистить основной материал перед сваркой, используйте специальную щетку, специально предназначенную для нержавеющей стали, которая не использовалась для углеродистой стали или алюминия.
Совет 3: Контроль сенсибилизации с помощью температуры и присадочного металла
В нержавеющей стали сенсибилизация является основной причиной потери коррозионной стойкости. Это может произойти, когда температура сварного шва и скорость охлаждения слишком сильно колеблются, изменяя микроструктуру материала.
Этот внешний сварной шов на трубе из нержавеющей стали, сваренной с использованием GMAW и регулируемой наплавки металла (RMD) без обратной продувки для корневого прохода, по внешнему виду и качеству аналогичен сварным швам, выполненным GTAW с обратной продувкой.
Ключевым элементом коррозионной стойкости нержавеющей стали является оксид хрома. Но если уровень углерода в сварном шве слишком высок, он образует карбиды хрома. Они связывают хром и предотвращают образование необходимого оксида хрома, который придает нержавеющей стали ее коррозионную стойкость. Без достаточного количества оксида хрома материал не имеет желаемых свойств, и может начаться коррозия.
Предотвращение сенсибилизации сводится к выбору присадочного металла и контролю тепловложения.Как указывалось ранее, для сварки нержавеющей стали важно выбирать низкоуглеродистый присадочный металл. Однако иногда для обеспечения прочности в определенных областях применения требуется углерод. Когда невозможно выбрать присадочный металл с низким содержанием углерода, особенно важно контролировать нагрев.
Сведите к минимуму время выдержки сварного шва и зоны термического влияния при высоких температурах — обычно от 950 до 1500 градусов F (от 500 до 800 градусов C). Чем меньше времени сварка находится в этом диапазоне, тем меньше тепла может образоваться.Всегда проверяйте и соблюдайте температуру промежуточного прохода в процедуре сварки для конкретного применения.
Другой вариант — использовать присадочные металлы, в состав которых входят легирующие ингредиенты, такие как титан и ниобий, которые предотвращают образование карбидов хрома. Поскольку эти ингредиенты также влияют на прочность и ударную вязкость, эти присадочные металлы не могут использоваться во всех сферах применения.
Совет 4. Узнайте, как защитный газ влияет на коррозионную стойкость.
Использование газовой вольфрамовой дуги (GTAW) для корневого прохода является традиционным методом сварки труб и труб из нержавеющей стали.Обычно для этого требуется обратная продувка газообразным аргоном, чтобы предотвратить окисление на обратной стороне сварного шва. Однако использование проволочной сварки становится все более распространенным явлением для труб и труб из нержавеющей стали. В таких случаях важно понимать, как различные защитные газы влияют на коррозионную стойкость материала.
Смеси аргона и диоксида углерода, аргона и кислорода или смеси из трех газов (гелий, аргон и диоксид углерода) традиционно использовались при сварке нержавеющей стали методом газовой дуговой сварки (GMAW).Часто эти смеси содержат в основном аргон или гелий и менее 5% диоксида углерода, поскольку диоксид углерода может вносить углерод в сварочную ванну и увеличивать риск сенсибилизации. Не рекомендуется использовать чистый аргон для GMAW нержавеющей стали.
Порошковая проволока для нержавеющей стали предназначена для работы с традиционной смесью 75% аргона и 25% диоксида углерода. Флюс содержит ингредиенты, предназначенные для предотвращения загрязнения сварного шва углеродом в защитном газе.
Совет 5. Рассмотрите различные процессы и формы сигналов
По мере развития процессов GMAW, они упростили сварку труб и труб из нержавеющей стали.В то время как для некоторых приложений все еще может потребоваться процесс GTAW, усовершенствованные процессы обработки проволоки могут предложить такое же качество и гораздо лучшую производительность во многих областях применения нержавеющей стали.
Внутренний шов на нержавеющей стали, выполненный с помощью GMAW RMD, по качеству и внешнему виду аналогичен соответствующему внешнему сварному шву.
Использование модифицированного процесса GMAW с коротким замыканием, такого как регулируемое осаждение металла (RMD) от Miller для корневого прохода, исключает обратную продувку в некоторых применениях из аустенитной нержавеющей стали.За корневым проходом RMD могут следовать импульсные проходы GMAW или дуговой сварки порошковой проволокой, заполняющие и закрывающие проходы — изменение, которое экономит время и деньги по сравнению с использованием GTAW с обратной продувкой, особенно на больших трубах.
RMD использует точно контролируемый перенос металла при коротком замыкании, который создает спокойную, стабильную дугу и сварочную ванну. Это обеспечивает меньшую вероятность холодного перехлеста или отсутствия сплавления, меньшее количество брызг и более высокое качество корневого прохода на трубе. Точно контролируемый перенос металла также обеспечивает равномерное осаждение капель и упрощает управление лужей и, следовательно, подводом тепла и скоростью сварки.
Нетрадиционный процесс может повысить производительность сварки. При использовании RMD скорость сварки может составлять от 6 до 12 дюймов / мин. Поскольку этот процесс позволяет увеличить производительность без дополнительного нагрева детали, он помогает сохранить свойства и коррозионную стойкость нержавеющей стали. Уменьшение тепловложения в процессе также помогает контролировать деформацию основного материала.
Этот импульсный процесс GMAW обеспечивает более короткую длину дуги, более узкий конус дуги и меньшее тепловложение по сравнению с традиционным переносом импульсов распылением.Поскольку процесс является замкнутым, блуждание дуги и отклонения в расстоянии от наконечника до детали практически исключаются. Это обеспечивает более простое управление лужей при сварке как в исходном, так и в исходном положении. Наконец, соединение импульсного GMAW для проходов заполнения и крышки с RMD для корневого прохода позволяет выполнять сварочные процедуры с использованием одной проволоки и одного газа, исключая время переключения процесса.
3 Стандартные методы сварки нержавеющей стали
Процесс сварки нержавеющей стали варьируется в зависимости от толщины и отделки материала, а также использования готового продукта.Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. К этим методам сварки нержавеющей стали относятся сварка TIG, контактная сварка и сварка MIG.
Это сварка TIG, контактная сварка и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом.
1. Сварка TIG или газо-вольфрамовая дуговая сварка
Предлагая высокое качество, универсальность и долговечность, TIG является наиболее часто используемым процессом сварки нержавеющей стали.Этот процесс сварки обеспечивает низкое тепловложение, что делает его идеальным для обработки тонких материалов. Газ аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая инертную газовую защиту между внутренними и внешними сварными швами.
2. Контактная или точечная сварка
Контактная или «точечная» сварка, как ее часто называют, — один из самых экономичных видов сварки.Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева истертых металлических кромок и их склейки. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно адаптировать для предотвращения деформации металла.
3. Сварка МИГ или газовая сварка металла на переменном токе
Сварка
MIG — это полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали.В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка
MIG популярна, потому что позволяет сварщику использовать импульсный источник тока, который может облегчить сварку труднодоступных мест на сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше всего?
Выбор правильного метода сварки нержавеющей стали на самом деле зависит от того, какие качества вы ищете.Если вы ищете более доступный сварной шов, то лучше всего подойдет точечная сварка. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газо-вольфрамовая дуга.
В All-Type Welding and Fabrication, Inc. наша команда экспертов по сварке оценит материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для данной задачи.
Обладая обширными знаниями в области сварки и многолетним опытом работы, компания ATWF может выбрать и реализовать для вас лучший метод сварки нержавеющей стали.Свяжитесь с нами сегодня, чтобы получить расценки, узнать больше о нашем процессе и получить все ответы, которые вы ищете.
Плюсы, минусы и лучшие способы сварки нержавеющей стали
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии. Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать перед запуском проекта с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Нержавеющая сталь — это сплав на основе железа, содержащий различное количество хрома, который является элементом, который придает нержавеющей стали репутацию стойкой к ржавчине. Степень содержания хрома может варьироваться от 11% до 30%, причем каждый вариант имеет несколько разные химические свойства, которые влияют на его работу.
Популярность нержавеющей стали
продолжает расти, поскольку это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Это вещество требует значительных усилий, и оно хорошо работает в различных областях применения.Фактически, поскольку многие марки нержавеющей стали могут выдерживать экстремальные высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь — дорогой металл — в три-пять раз дороже, чем низкоуглеродистая сталь. Когда дело доходит до сварки этого дорогостоящего материала, выбор может оказаться непростым по нескольким причинам.
Сложно ли сварка нержавеющей стали?
Нержавеющая сталь очень эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. При столкновении с чрезмерным нагревом при сварке нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения. Он также может быть очень неумолимым с эстетической точки зрения, поскольку отображает все изъяны и царапины, которые остались позади. Точно так же, если вы когда-либо занимались сваркой на металлическом столе, вы должны принять меры предосторожности перед началом работы, потому что он так легко царапается.Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и имеет тенденцию отдавать предпочтение более опытным сварщикам.
Какой вид сварки лучше всего подходит для нержавеющей стали?
Ответ непростой: все зависит от того, какого результата вы пытаетесь достичь. Нержавеющую сталь можно сваривать дуговой сваркой в защитном металлическом корпусе (MIG), дуговой сваркой вольфрамовым электродом (TIG) и электродной сваркой, и каждый из этих процессов дает несколько разные результаты. Чтобы выбрать лучший процесс сварки для вашего проекта, учитывайте следующие факторы: уровень квалификации сварщика, эстетику готовой детали, включая внешний вид валика, толщину металла, а также затраты и временные факторы проекта.Если мастерство имеет первостепенное значение, тогда тонкость сварки TIG может быть хорошим вариантом, но если скорость и эффективность являются приоритетом, тогда сварка MIG может быть лучшим процессом.
Можно ли сваривать нержавеющую сталь методом TIG?
Сварка
TIG известна своей точностью, поэтому ее часто используют в проектах, где требуются чистые, контролируемые сварные швы, особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий. Несмотря на то, что он дает прекрасные сварные швы, это также самый медленный процесс сварки, требующий опытного сварщика с превосходной техникой.Здесь также проще всего контролировать искажения.
Сварка
MIG — лучший выбор для работ, которые не связаны с внешним видом или тонкими сварными швами, но требуют, чтобы работа выполнялась эффективно и с минимальными затратами. При сварке MIG нержавеющей стали используется простое оборудование, которое легко транспортировать, поэтому это популярный выбор для технического обслуживания и ремонта. Другие факторы, которые следует учитывать: стоимость и характеристики присадочного металла, степень сложности оборудования и уровень опыта сварщика.
Совет по передовой практике
Один из способов предотвратить коробление при сварке нержавеющей стали — зажать кусок латуни или меди за швом сварного шва. Это будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания. Это также может помочь вам непрерывно сварить весь шов.
Ржавеет ли сварная нержавеющая сталь?
В нормальных условиях нержавеющая сталь выдерживает все виды коррозии.Однако в экстремальных условиях нержавеющая сталь может ржаветь. Это происходит, когда слой оксида хрома — тот самый элемент, который защищает нержавеющую сталь от ржавчины — разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых серьезных проблем при сварке нержавеющей стали. Вот почему так важны очистка и подготовка нержавеющей стали перед началом работы. При правильно очищенном и подготовленном куске нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки.Он может помочь нержавеющей стали заживить от обесцвечивания и стойких пятен.
Подготовка — это ключ к успеху
Имейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой. Почему? Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали. Если на каком-либо из ваших инструментов есть остатки углеродистой стали, а затем они соприкоснутся с нержавеющей сталью, эти следы попадут в состав и вызовут ржавчину вашего конечного продукта. Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии нержавеющей стали и должны храниться в отдельных рабочих зонах.
Сварка нержавеющей сталью — задача, на которую стоит взяться
Сварка нержавеющей стали имеет свои преимущества и проблемы, но если вы учитываете эти ограничения в своем процессе, конечный результат того стоит. Совершенствуя свои сварочные навыки с помощью этого ценного и модного материала, вы сэкономите время и деньги. Что еще более важно, это может дать прекрасный профессиональный результат, который сделает ваши сварочные навыки более востребованными.
Как успешно приварить стальную трубу к трубе из нержавеющей стали — Baker’s Gas & Welding Supplies, Inc.
Соединение двух частей из разнородных металлов может быть довольно сложной задачей; тем не менее, сварка TIG, MIG и электродная сварка позволяют успешно сваривать стальную трубу с трубой из нержавеющей стали. Важно знать, какие типы электродов обеспечат желаемый сварной шов; для сварки MIG с использованием электрода E70 части трубы будут скрепляться, а электрод 7018 для сварки штангой будет делать то же самое. Но для того, чтобы сварной шов получился должным образом, необходимо использовать электрод из высокоуглеродистой нержавеющей стали.Предпочтительным электродом для использования, когда соединение необходимо герметизировать, является электрод 309. Этот электрод обеспечит хорошее проплавление и герметизацию сварного шва.
Чтобы начать приваривать стальную трубу к трубе из нержавеющей стали, вы должны начать с отрезания конца сварочной проволоки, который может выступать из сварочного наконечника сварочного аппарата MIG. Его можно легко обрезать кусачками. Затем вам необходимо перемотать сварочную проволоку в обратную сторону, чтобы удалить сварочную проволоку из горелки MIG и свинца.После того, как вы намотали сварочную проволоку и вытащили ее из пистолета, вам нужно будет загрузить в сварочную горелку сварочную проволоку 309. Теперь, когда ваша сварочная горелка заряжена подходящей проволокой, ваш следующий шаг — заменить газ на трехкомпонентную смесь защитного газа, необходимую для этого типа сварки. Чтобы газы были перемешаны должным образом, следует положить баллон на бок и осторожно покачивать его взад и вперед. Как только вы будете удовлетворены и почувствуете, что газ полностью смешан, вы можете прикрепить газовые манометры к газовому баллону.
Теперь, когда ваши защитные газы правильно поданы, вы можете включить сварочный аппарат MIG и установить надлежащие параметры нагрева и скорости подачи проволоки. Поскольку для сварки нержавеющей стали требуется более высокий уровень нагрева, чем для углеродистой стали, вам необходимо изучить руководство по сварке, чтобы определить надлежащий уровень нагрева для нержавеющей стали. После того, как ваша машина настроена на нержавеющую сталь, вы должны протестировать ее на куске металла, чтобы убедиться, что все работает правильно. Когда вы почувствуете, что ваша машина настроена правильно, вы можете приступить к сварке двух кусков трубы вместе.
Следует начать сварку трубы из нержавеющей стали и натянуть сварочную ванну на трубу из углеродистой стали. Вращайте пистолет MIG по кругу, чтобы лужа опускалась на 1/8 — дюйма при каждом движении вниз, чтобы образовался рулон сварного шва. Во время сварки вы должны следить за низом сварного шва, чтобы убедиться, что проплавлен правильно. Если вы заметили, что труба из углеродистой стали подрезается, вам необходимо уменьшить температуру на вашем сварочном аппарате MIG и повторить процесс.Если снижение уровня нагрева не помогает улучшить уровень подрезки, вам следует ускорить ход вашего круга, чтобы вы могли отвести тепло от стальной трубы. Это должно помочь устранить подрез и оставить у вас прочный прочный сварной шов.
После завершения сварки необходимо осмотреть всю поверхность сварного шва, чтобы убедиться в отсутствии дефектов или слабых мест. Если вы заметите какие-либо дефекты, вы можете вернуться, удалить сварной шов и сделать это снова.Имея некоторый опыт, вы сможете овладеть этой техникой сварки, и ваши сварные швы будут улучшаться каждый раз.
Кредит изображения: Lincoln Electric
Сопутствующие товары
Miller Millermatic 211 MIG Welder с расширенной автоматической настройкой / Cyl Rack
Артикул: MIL951603
Узнать больше
Blue Demon E7018 X 1 / 8in X 14in X 5 фунтов электрод в упаковке из мягкой стали
Артикул: WMSE7018-125-05P
Узнать больше
Lincoln Power Mig 216 Сварочный аппарат MIG
Артикул: LINK2816-2
Узнать больше
Lincoln — Электрод-стержень Excalibur 7018 — 5 фунтов
Артикул: LINED033515
Узнать больше
% PDF-1. NMe} I] N3 * 0LI: ђc.| ot t͆cY1Kbk;! sqq & K.sy⯗R @ ֘ {wͳ {q4Qs A @ ہ V ؘ X
Металлическая труба — Бесшовная труба — Труба ERW
Труба из нержавеющей стали и труба из углеродистой стали являются наиболее распространенными типами стандартных труб, используемых сегодня. Они являются частью трубных изделий, которые изготавливаются по разным спецификациям и стандартам. Трубы продаются по «номинальному диаметру трубы» размером от 1/8 дюйма до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны из углеродистой и нержавеющей стали.Сварная труба также называется трубой ВПВ (электросварной контактной сваркой). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенная спецификация для бесшовных труб из углеродистой стали — A106B. Труба из нержавеющей стали изготовлена в соответствии со спецификацией A312. Трубы из нержавеющей стали также доступны как в бесшовной, так и в сварной конфигурации. Наиболее распространенные нержавеющие материалы — 316 и 304.
Купите стальную трубу онлайн, позвоните по телефону 281.516.8100 или напишите по адресу sales @ trupply.ком
Виды труб и трубных изделий
Есть шесть видов труб и трубных изделий.
- Стандартная труба: Есть три различных типа стандартных металлических труб — сварные (трубы ERW), бесшовные трубы и оцинкованные трубы. Они составляют 10% всей трубной продукции.
- Линейная труба: Используется в основном в нефтегазовой отрасли. Линейная труба включает трубы ERW, FW, SAW и DSAW. Они производятся в соответствии со спецификацией API 5L и доступны в размерах X42, X50, X60 и т. Д.оценки. Они составляют 21% всей трубной продукции.
- Oil Country Tubular Goods (OCTG): Сюда входят бурильные трубы, насосно-компрессорные трубы и обсадные трубы. Он используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производится производством ВПВ и цельнотянутых. OCTG составляют 35% всей трубной продукции.
- Трубка под давлением: используется в промышленности и под давлением. Трубопроводы под давлением производятся бесшовным способом. Они составляют 2% всей трубной продукции.
- Механические трубы: используются для механических и конструкционных применений, производятся методом ВПВ и бесшовным способом. Они соответствуют спецификации ASTM. Механические трубки составляют 17% от всей трубной продукции.
- Структурные трубки: , используемые для поддержки или удержания. Эти трубы могут быть круглыми или квадратными и производятся производством ВПВ. Их используют для заборов, строительства и прочего разного. потребности в поддержке. На их долю приходится 15% всей трубной продукции.
Как измеряется труба?
Труба обычно обозначается «Номинальным размером трубы» (NPS), а толщина стенки определяется «Графиком» (SCH). NPS является безразмерным обозначением и указывает размер, но не фактический размер. Это сбивает с толку многих новичков в трубопроводной отрасли. NPS от 1/8 до NPS 12 имеет внешний диаметр, который определяется размерами труб ANSI. Вообще говоря, размер трубы сортамента 40 для номинального диаметра до 12 дюймов примерно равен внутреннему диаметру трубы.Размеры труб 14 и выше менее запутаны, так как 14 NPS равен 14 дюймам OD (внешний диаметр).
ASME B 36.10 содержит более подробную информацию о размерах труб. Промышленные нормы размера трубы также различаются для разных типов труб. Для стандартной трубы труба с внешним диаметром 4,5 дюйма будет обозначаться как NPS 4 дюйма, однако для линейной трубы и OCTG она будет обозначаться только как 4,5 дюйма. Толщина стенки также упоминается по-другому. Для стандартной трубы используется спецификация трубы. для обозначения толщины стенки.Однако почти всегда трубопроводная труба обозначается толщиной стенки, тогда как OCTG обозначается по весу на фут.
Вес трубы
Вес трубы измеряется в фунтах на фут или килограммах на метр. Следует помнить, что вес трубы в таблице размеров труб ANSI является «теоретическим» весом, а не фактическим. Фактический вес будет зависеть от допуска на размер трубы.
Формула для расчета веса стальной трубы:
Вт = [{OD-WT} x WT] x 10,69
W = Вес на линейный фут
OD = Внешний диаметр
WT = Толщина стенки
Производство труб
Стальные трубы подразделяются на две основные категории;
- Труба сварная
- Труба бесшовная
Существует четыре основных метода производства металлических труб:
- Печная сварка (FW).Также называется непрерывным сварным швом
- Электросварка сопротивлением (ВПВ)
- Дуговая сварка под флюсом (SAW), также DSAW
- Бесшовные (SMLS) методом
Труба для контактной сварки сопротивлением
Труба ВПВ выпускается размером от 1/8 до 24 дюймов. Сварные трубы ВПВ изготавливаются из плоского листового металла. Труба ERW сначала холодным образом формуется в цилиндрическую форму, а затем сваривается продольно. Трубы как непрерывной, так и электрической сварки сопротивлением изготавливаются путем придания цилиндрической формы рулонам из рулонной стали и сварки по продольным швам.На рисунке ниже показан первый этап формирования полосок цилиндрической формы с последующим их сплавлением на втором этапе.
Существует множество способов использования электрического тока для сварки катаной полосы. Сюда входят вращающийся медный диск, неподвижные контакты из сплава Cu и индукционные катушки. Эти методы повышают температуру стальной кромки до 2600 ° F для эффективной сварки. В процессе прокатки создается такое давление, что снаружи и внутри образуется металлический сварной шов.Затем эти сварные швы удаляются во время чистовой обработки. Сварная труба проходит термообработку, инспекцию и гидроиспытания.
Труба
ERW доступна в следующих общих спецификациях;
ASTM A53, A135, A252, A500, A795, API 5L и API 5CT.
Наиболее распространенные спецификации для сварных труб — A53 и API 5L.
Бесшовная труба
Что такое бесшовное определение? или цельный смысл? мы часто получаем этот вопрос. Труба бесшовная выпускается размерами от 1/8 до 36 дюймов.Бесшовная труба не имеет продольного шва или сварного шва по сравнению с трубой из ВПВ. Проще говоря, бесшовную трубу получают путем прошивки сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Есть два основных метода производства бесшовных труб;
- Горячий ротационный пирсинг
- Метод процесса экструзии
В процессе экструзии горячие металлические заготовки формуют в бесшовную трубу путем проталкивания заготовок через экструзионные матрицы и через формовочную оправку.См. Рисунок ниже;
Метод горячей ротационной прошивки является наиболее распространенным процессом производства бесшовных труб. В этом процессе горячие заготовки проталкиваются через вращающиеся тяжелые ролики через оправку или пробивную пробку. Пробивная пробка создает отверстие в бесшовных цилиндрических заготовках. На рисунке ниже показан процесс горячего вращения.
Бесшовные трубы проходят различные отделочные операции, такие как правка, осмотр, гидроиспытания и визуализация.Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтепереработке. Бесшовные трубы доступны в следующих спецификациях;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L и API 5CT. Наиболее распространенная бесшовная труба — A106B.
Конечная обработка бесшовных труб включает гладкие концы со скошенной или квадратной кромкой. Бесшовные трубы из углеродистой стали доступны в черном цвете, без покрытия, оцинкованные или с эпоксидным покрытием.
Длина стальных труб
Обычно стальные трубы поставляются длиной 21 фут.Он также доступен с одинарной случайной длиной (SRL), которая может составлять от 17 футов до 24 футов. Двойная произвольная длина (DRL) относится к трубам длиной от 37 футов до 44 футов
Обработка концов стальных труб
Существует пять распространенных типов отделки концов металлических труб;
- Резьбовые и соединительные
- Резьба без муфты
- Обычный конец — обрезной квадрат
- Скошенная кромка для сварки — под углом 30 градусов
- Рифленый конец — нарезанный или катанный для механической муфты
На рисунке ниже показаны различные варианты отделки концов стальных труб;
Муфты для сверхпрочных и двойных сверхпрочных труб имеют коническую резьбу и утопленную резьбу для всех размеров.На рисунке выше показана муфта с прямой резьбой и муфта с прямой резьбой и выемкой.
Идентификация и маркировка стальных труб
Стальные трубы доступны в различных классификациях, марках, весах, номерах спецификаций и т. Д. Следовательно, важно идентифицировать маркировку стальных труб. Стальная труба идентифицируется по трафарету краски или штампованной маркировке на самой трубе или по прикрепленной к ней бирке.
Идентификация трубы согласно ASTM
На рисунке ниже показаны требования к маркировке в соответствии со спецификациями ASTM
.
Идентификация трубы по API
На рисунке ниже показана маркировка, необходимая в соответствии со спецификацией API.
Процессы отделки металлических труб
Чаще всего металлическая труба покрывается лаком, который предотвращает коррозию и защищает трубу от погодных условий. Это также называется трубой из черного железа. Помимо лака, существует четыре типа отделки металлических труб;
- Голый металл
- Только маринованные
- Маринованные и промасленные
- Труба оцинкованная
Цинкование включает использование цинкового покрытия в качестве расходуемого элемента для предотвращения коррозии.Цинк обычно наносится методом горячего погружения, когда труба погружается в ванну с расплавом раствора цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы изнутри и снаружи.
Покрытие стальных труб и футерованные стальные трубы
Коррозионная стойкость труб также может быть повышена за счет антикоррозионного покрытия труб. Такие покрытия обычно долговечны по сравнению с лаком или гальваникой. Существует три основных типа антикоррозионного покрытия для стальных труб
.
Металлическое покрытие
Неметаллическое покрытие
Упаковка труб
Материал стальной трубы
Металлические трубы доступны в следующих сортах материала;
- A106B / A53B / API 5L-X42 / API 5L B
- Нержавеющая сталь 304
- Нержавеющая сталь 316
- Супер Нержавеющая сталь A20
- Дуплексная нержавеющая сталь D2205
- Никелевый сплав A200
- Никелевый сплав A400
- Никелевый сплав A600
Труба из нержавеющей стали
Нержавеющая сталь — это сплав на основе железа, содержащий минимум 16% хрома.Никель — еще один важный легирующий элемент в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и окислению практически при любой температуре.
Сварные и бесшовные трубы из нержавеющей стали используются по разным причинам, таким как устойчивость к коррозии, преформа при высоких температурах, чистый внешний вид и низкие эксплуатационные расходы. Наиболее важным аспектом трубы из нержавеющей стали является присущие ей характеристики материала, которые позволяют создавать более тонкие стенки, такие как sch 5, sch 10, без нарушения структурной целостности трубы.Использование сварки плавлением для соединения труб также устраняет необходимость нарезания резьбы.
Труба из нержавеющей стали типа 304 в основном используется для коррозионно-стойких применений. он используется на химических заводах, нефтеперерабатывающих заводах, бумажных фабриках и в пищевой промышленности. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800 до 1650 ° F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет 0.Максимальное содержание углерода 035%.
Труба типа 316SS намного более устойчива к точечной коррозии, чем другие хромоникелевые сплавы, благодаря добавке 2-3% молибдена. Он полезен при работе с кислотами, рассолами, серной водой, морской водой и солями гологена. Труба из нержавеющей стали 316L, как и 304L, имеет максимальное содержание углерода 0,035%.
Сварные трубы из нержавеющей стали
производятся в соответствии со спецификациями ASTM A312 и A358. A312 — наиболее распространенная спецификация для труб из нержавеющей стали. Сварные нержавеющие трубы производятся от 1/8 «до 24» NPS.
Бесшовные трубы из нержавеющей стали
изготавливаются в соответствии со спецификациями ASTM A312 и A376. A312 также является наиболее распространенной спецификацией для бесшовных труб из нержавеющей стали. Труба нержавеющая бесшовная изготавливается размером от 1/8 до 14 дюймов номиналом
.
Стальная труба Страна происхождения
Стальные трубы производятся на заводах по всему миру и продаются в разных странах. Некоторые из громких имен в трубной промышленности: US Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA и Webco и т. Д.
Q&A Стальная труба
Trupply продает широкий ассортимент сварных и бесшовных труб. Основываясь на нашем многолетнем опыте, ниже приведены основные вопросы или ключевые моменты, которые интересуют клиентов;
- Труба стальная продается по номинальному диаметру и номенклатуре. Важно упомянуть как
- A106 B — наиболее распространенная спецификация бесшовных труб. Большинство клиентов просто знают, что им нужна труба A106B, и это просто означает, что им нужны бесшовные трубы из углеродистой стали в соответствии с A106B.A106 НЕ является спецификацией для трубы из нержавеющей стали
- Размер трубы 10 дюймов и выше НЕ коррелирует напрямую с номером спецификации. Такие как SCH 40 и SCH 80 НЕ всегда означают Standard и Extra Heavy соответственно. Обратитесь к таблице трубопроводов, чтобы убедиться, что вы заказываете правильную толщину стенки
- A53 марка B — наиболее распространенная спецификация сварных труб. Это просто труба, произведенная методом ВПВ.
- Сварная труба НЕ имеет сварного шва внутри или снаружи.Сварная труба изготовлена методом контактной сварки сопротивлением, шов снят в процессе изготовления
- Трубы размером менее 2 дюймов доступны для изготовления непрерывных сварных швов, также известных как A53 класса A.
- доступна как в сварной, так и в бесшовной конфигурации, а также из материалов марки 316 и 304. Доступны и другие марки нержавеющей стали, но встречаются реже
- Труба из нержавеющей стали также очень распространена в списке 10, которая имеет тонкую стенку.
.
.
Труба из нержавеющей стали