Ножи для рубанка. Замена и углы заточки
Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножа
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.
Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.

Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.
Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.
При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
 Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин-1, иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.
При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.
Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30°, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.
Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Заточка ножей для электрорубанка: принципы, оборудование
Одним из важнейших инструментов плотника, столяра является рубанок. На предприятиях часто используют электроинструменты, для быстрого выполнения работ. Однако острота лезвий на них ухудшается быстрее чем на ручных инструментах. Чтобы продолжать снимать древесину быстро, качественно, без повреждения заготовок, нужно выполнить заточку ножей для электрорубанка.
На предприятиях часто используют электроинструменты, для быстрого выполнения работ. Однако острота лезвий на них ухудшается быстрее чем на ручных инструментах. Чтобы продолжать снимать древесину быстро, качественно, без повреждения заготовок, нужно выполнить заточку ножей для электрорубанка.
Нож на электрорубанке для заточки
Конструкция ножа
Прежде чем начинать учиться перетачивать ножи на электрорубанке, необходимо разобраться с их конструкций. Он состоит из двух основных частей — опорной и рабочей, которые содержат несколько элементов:
- рабочий угол;
- передний угол;
- фаску на тыльной части лезвия;
- задний угол фаски.
При заточке режущего элемента у электроинструмента наибольшее внимание необходимо уделять переднему углу. От того, насколько правильно он был заточен, будет зависеть гладкость поверхности после строгания, нагрузка на лезвие, эффективность удаления опилок из рабочей зоны.
Разновидности ножей для электрического рубанка
Ножи рубанка разделяются по нескольким факторам. По форме:
- Закругленные — их применяют при работе с широкими заготовками. С помощью закругленного лезвия можно сделать аккуратный переход между двумя или более строгальными плоскостями.
- Прямые — применяются при строгании заготовок небольших размеров. Позволяют выбирать четверть.
- Волнообразные лезвия рубанка. С их помощью выполняют имитацию старения древесины.
Отдельное разделение касается длины лезвий. Она изменяется зависимо от того, какой электроинструмент применяется для строгания.
Инструменты
Инструменты для заточки ножей электрорубанка:
- ключи для откручивания;
- абразивные бруски разной зернистости;
- наждачную бумагу.
Особенности проведения работ
Перед тем как начинать переточку, необходимо выбрать угол заточки ножа рубанка. На этот показатель влияют разные факторы:
- Свойства дерева, которое будет обрабатываться. Чтобы работать с мягкой древесиной (лиственница, липа, сосна, осина), оптимальный диапазон углов — от 40 до 50 градусов. Для твердой древесины (дуб, граб, клен, груша) выставляют угол в 55–65 градусов.
- Выставление инструмента под определенным углом. От этого показателя также зависит качество строгания. Для мягких пород дерева — около 40 градусов, для твердых – около 25.
- Материал, из которого изготавливается режущая кромка.
 Чтобы работать с мягкой древесиной (лиственница, липа, сосна, осина), оптимальный диапазон углов — от 40 до 50 градусов. Для твердой древесины (дуб, граб, клен, груша) выставляют угол в 55–65 градусов.
Чтобы работать с мягкой древесиной (лиственница, липа, сосна, осина), оптимальный диапазон углов — от 40 до 50 градусов. Для твердой древесины (дуб, граб, клен, груша) выставляют угол в 55–65 градусов.После досконального изучения инструмента, выбора обрабатываемых материалов, можно приступать к переточке рубанка в домашних условиях.
Ручные рубанки
Пошаговая инструкция переточки ручного рубанка:
- Определить с углом заточки.
- Раскрутить прижимные болты, снять лезвие.
- Закрепить в тисках точильный камень крупной зернистости.
- Фаской клинка выполнять круговые движения по абразивному материалу.
Движения должны быть медленными. При заточке металл смачивают водой. После обработки крупными зернами используют камень мелкой зернистости. Заточка рубанка, который предназначен для ручного строгания, может проводиться на специальном станке.
Заточка лезвия ручного рубанка
Электрорубанки
Главное отличие лезвий электрорубанков от ручных инструментов — двухсторонняя заточка. При затуплении одной из сторон нож переворачивается для продолжения строгания. Их переточку проводят используя заточные станки. Пошаговая инструкция заточка ножей для рубанка:
- Открутить лезвие от инструмента.
- Смочить абразивный камень водой, выставить малые обороты.
- Запустить двигатель.
Незначительные повреждения, неровности восстанавливаются с помощью наждачной бумаги. Нельзя забывать, что лезвия для электрических инструментов, могут изготавливаться из твердых сплавов. Если такая режущая кромка затупилась с двух сторон, придется заменить элемент.
Ножи для электрорубанков тупятся быстрее чем у ручных инструментов. Связано это с большими скоростями строгания. Для их переточки необходимо применять специализированное оборудование, точно выставлять углы, количество оборотов абразивного круга. Превышение скорости приведет к потере твердости, разрушению режущей кромки.
Для их переточки необходимо применять специализированное оборудование, точно выставлять углы, количество оборотов абразивного круга. Превышение скорости приведет к потере твердости, разрушению режущей кромки.
Как заточить ножи электрорубанка | Строительный портал
Электрический рубанок служит незаменимым инструментом при строительстве и ремонте дома, как и в любой электроинструменте, в его устройстве имеются расходные материалы. У электрорубанка расходниками выступают ножи, при помощи которых и обрабатывается дерево. Как правило, ножи являются двухсторонними, в комплекте по 2 штуки. Запомните: если рубанок стружку снимает плохо, и у вас затупились ножи, то пора их сменить. Но в этом случае стоит оговориться, что некоторые из них попросту подлежат заточке. Для этого и нужно знать, как выставить ножи электрорубанка после заточки, и как проводить саму процедуру заточки ножей.
Содержание:
- Ножи для электрорубанка
- Классификация ножей для электрорубанка
- Смена ножей электрорубанка
- Правка на оселке
- Заточка ножей электрорубанка
- Сборка ножей электрорубанка
Ножи для электрорубанка
Ножи крепятся на вращающемся барабане электрорубанка и предназначаются для снятия верхнего слоя материала при процедуре строгании деревянных изделий. Если данная оснастка имеет 1 режущую кромку или 2. Последние лезвия называются поворотными, потому что их положение легко меняется, если одна сторона затупляется. Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Лезвия по форме бывают: прямыми – используются для выборки четвертей и строгания узких деталей; закругленными – предназначаются для обработки широких участков, потому что между линиями строгания переходы они делают аккуратнее; волнообразными – фигурные ножи для электрорубанка подходят для имитации «состаренных» поверхностей.
Перед началом использования электрорубанка каждый раз рекомендуется проверять, правильно ли установлены ножи. Их режущая кромка должна наружу едва выступать и располагаться при этом параллельно подошве рубанка. Для определения, как отрегулирован нож, поднимите инструмент на уровень глаз подошвой вверх.
Над подошвой на 0,5 миллиметра в среднем должна выступать режущая кромка ножа. У шерхебеля, что предназначается для первоначального грубого строгания, режущая кромка должна быть выпущена не меньше чем на 1 миллиметр. Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.
После этого установите нож в электрорубанок и зафиксируйте положение при помощи центровочного рычага и винта на верхней пластине. У нового электрорубанка, как правило, уже отрегулировано положение ножа. Однако после длительного использования настройка будет сбиваться. Поэтому, если вы используете рубанок после длительного перерыва, вам нужно для начала проверить, все ли так. Не начинайте сразу обработку деталей только что отрегулированным электрическим рубанком, не опробовав его на ненужной доске.
Классификация ножей для электрорубанка
Также ножи для электрорубанка разделяются по размеру. Если у вас импортный рубанок, к примеру, фирмы Black&Dekker или Skil, то там стоят традиционные ножи на 82 миллиметра, их называют в народе «пластинками». Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Точные габаритные размеры: длина 82 миллиметра, ширина 5,5 миллиметра и толщина 1,2 миллиметра. В продаже можно отыскать ножи различных производителей и цена в этом случае зависит от компании в первую очередь. Если приобрести бошевские, то стоимость будет выше в 2 раза, чем у простых бытовых — Зубр, Стайер, Fit, Matrix. Конечно, и в качестве разница будет весьма заметной.
Различают ножи, что специально предназначены для некоторых моделей электрических рубанков. Для популярных рубанков Интерскол и Байкал предназначаются специальные ножи, они шире, чем «пластинки», и толще. Они более крепкие, и когда при работе электрическим рубанком вы налетите на сучок или гвоздь, то нож не сломается, а зазубрина легко удалится на наждаке.
Ширина этих ножей всегда составляет приблизительно 1 сантиметр, они существенно отличаются от других. Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
Ну и третья разновидность ножей для электрических рубанков — широкие и толстые, с наличием отверстий под крепление. Они являются весьма специфическими и подходят исключительно для определенных моделей, например, для рубанков производителя Rebir, которые имеют мощность 2000 Ватт. Эти ножи отличаются большой толщиной и мощностью, ширина достигает 110 миллиметров.
Смена ножей электрорубанка
К ножам электрорубанка предъявляются высочайшие требования. То, что они затупились, можно легко определить на глаз. Рассмотрите для этого на свет фаску железки и поверните вокруг режущей кромки. Режущая кромка притупилась, если на конце фаски появляется блестящая полоска в форме нитки в некотором положении. Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Сегодня существуют ножи для электрорубанков с применением поворотного резца. Если одно из подобных лезвий ножа затупилось, то нож принято на первый раз переворачивать, а в следующий раз — заменять новым острым ножом.
Ножи для электрорубанка устанавливают в ножедержатель, который размещается в конусном поперечном пазу и зажат тремя гайками. По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
После этого необходимо подобрать выколотку, что подходит по толщине ножа, и с её использованием выбить в поперечном направлении нож из ножедержателя. Далее переверните нож или возьмите новый, если прежний является непригодным, и аккуратно загоните его на место, приставив сбоку. Следите, чтобы нож в ножедержатель заходил строго параллельно ему.
Поставив на электрический рубанок новые ножи, следует выставить их по высоте винтами и зажать гайками. При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
Правка на оселке
При строгании достигнуть хорошего качества обработанной поверхности можно только при применении в рубанке острого ножа. Если режущая кромка немного затупилась и зазубрин не имеет, то ее получится заострить посредством правки. Тупые или зазубренные ножи рекомендуется шлифовать на шлифовальном круге.
При шлифовании ножа на шлифовальном круге его свободно помещают на плоскую опорную поверхность или зажимают в салазки. Железку при шлифовании нужно двигать по шлифовальному диску из стороны в сторону. Из-за трения при этом совершается нагрев деталей. Поэтому необходимо оказывать при обработке изделия умеренное давление, чтобы режущая кромка не потеряла свою твердость и не засинела.
Нож электрорубанка после шлифования необходимо подвергнуть правке. Только благодаря этой манипуляции он получит желаемую остроту. Для ручной регулировки ножей электрорубанка используют искусственные или натуральные бруски, которые называются оселки. Машинным образом железку может выправить на доводочном диске.
На бельгийских оселках правку можно производить только с добавлением воды. На брусках из арканзаса, для правки напротив используют смесь масла и керосина. Искусственные оселки бывают с разным уровнем размельчения. Многие имеют крупно- и мелкозернистую стороны.
Многие имеют крупно- и мелкозернистую стороны.
Крупнозернистая сторона предназначена для предварительной правки, а мелкозернистая нужна для тонкой правки. Для правки ножей на искусственных оселках можно использовать смесь масел или воду. На сухом бруске нельзя править ни в коем случае, потому что лезвие потеряет закалку (отпустится) и будет затупиться. Брусок время от времени нужно мыть, чтобы оселок не засаливался.
Фаску при правке хорошо упирают в брусок и водят ей до тех пор крест накрест, пока она не станет такой блестящей, как зеркало, и исчезнут все заусенцы. Переднюю сторону железки по оселку водят только вниз и вверх, а процедура ее правки по времени длится меньше.
Доводочный диск притир изготовляют из искусственного материала, в котором содержится мелкодисперсное абразивное средство. При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
Заточка ножей электрорубанка
Перед процедурой замены ножей электрорубанка сначала необходимо определить потребность в её проведении. Узнать это легко: если электрорубанок хуже проходит по заготовке, чем раньше, то нужно приступить к перезаточению его ножей. Кроме того, запомните, что затупившиеся ножи способны увеличить риски отброса аппарата при попадании на жёсткие участки древесины, к примеру, сучки.
Первым этапом заточки ножа электрорубанка является помещение абразивного камня на несколько минут в воду. Камень в себя должен впитать как можно больше влаги. Это способствует избеганию от излишнего пылеобразования и повышает качество затачивания электрорубанка. Важно следить при затачивании ножей, чтобы они прикасались к абразивному камню и под одинаковым углом постоянно.
Второй этап — фиксация ножей в специальной колодке. Чтобы качественно заточить нож для электрорубанка, принято использовать специальный прибор, что поможет избежать нарушений геометрии или балансировки ножей. Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Третий шаг – непосредственно сам процесс затачивания. Заточку ножей для электрорубанка нужно производить по особой технологии. Сталь на перезатачиваемых ножах является настолько качественной, что это позволяет хорошо переточить ножи и сделать их острыми, как бритва. Однако следите, чтобы не нарушалась балансировка ножей. Так как используется в электрорубанке два ножа, вопрос балансировки стоит строго.
Прямолинийность лезвия во время заточки проверяют при помощи любой прямой поверхности. По всей длине лезвия ширина фаски должна быть совершенно одинаковой. Ножи обычно точат на ручном точиле. Точить рекомендуется столько по времени, пока на лезвии не появятся тончайшие заусеницы, которые сложно различить на глаз. Добивайтесь, чтобы фаска получилась ровной, без вогнутостей и выпуклостей. Заусенцы необходимо удалить. Для этого при заточке ножей электрорубанка нож размещают обратной стороной плашмя на брусок и проводят несколько раз по нему.
Сборка ножей электрорубанка
После заточки ножа в первую очередь соедините его с накладкой. За край накладки он должен выступать на 3 миллиметра. Полностью соберите инструмент, отрегулируйте правильность положения ножа, чтобы его кромка выступала за край платформы, как и положено, на 0,5 миллиметра. Нож и накладку соедините одним винтом. Ослабьте винт, нож поверните на 90 градусов и детали разъедините.
Сначала приложите нож к бруску фаской и перемещайте его в таком положении вперед и назад под острым углом 30 градусов. Когда возникнут на режущей кромке заусеницы, переверните нож, поместите плашмя на брусок и перемещайте туда-сюда, чтобы удалить заусеницы. Кромка ножа за край накладки должна выступать на 3 миллиметра. Винт, который скрепляет накладку и нож, должен быть затянут хорошенько, чтобы и после длительного использования обе детали друг к другу прилегали плотно.
После того, как заточили ножи электрорубанка, немедленно нужно опробовать лезвие, сняв несколько стружек. Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Теперь вы знаете, почему так важно постоянно контролировать положение ножей на электрорубанке, вовремя их регулировать, снимать и устанавливать новые железки. Кроме того, у вас всегда есть возможность заточить ножи электрорубанка на специальном приспособлении и одеть их обратно.
угол заточки лезвия для ручного рубанка по дереву. Как заточить его своими руками в домашних условиях? Фигурные и другие ножи
Рубанок – востребованный инструмент в арсенале домашнего мастера, который любит заниматься плотницкими работами. Одной из важных составляющих рубанка являются ножи. Стоит разобраться, какие бывают лезвия и как правильно их точить, чтобы продлить срок службы инструмента.
Особенности и конструкция
Как известно, с помощью рубанка выполняют черновую и чистовую отделку древесных конструкций, поверхностей. Сегодня классические ручные рубанки были заменены электрооборудованием. Принцип работы обоих инструментов одинаковый. Рубанок убирает слой древесины за счет предусмотренных в конструкции лезвий. Процедура называется строганием. У ножа специальная заточка, и элемент расположен под определенным углом, что позволяет добиться нужного результата.
Нож рубанка – незаметная, но в то же время важная деталь оборудования. Стальное полотно играет определяющую роль в работе инструмента и позволяет получить необходимую форму обрабатываемой поверхности.
Конструкций ножей включает такие элементы.
- Фаску. Обнаружить ее можно с тыльной стороны лезвия. С ее помощью удается снизить усилие проникновения ножа в дерево.
- Передний угол. Его положение совпадает с углом наклона ножа, который находится в корпусе инструмента.
- Рабочий угол заострения. У него есть свое значение, которое определяется вычитанием угла фаски и угла наклона.
Наиболее важным считается передний угол. Он оказывает влияние на гладкость обрабатываемой поверхности древесины. Также передний угол отвечает за нагрузку на лезвие и условия удаления образующейся в процессе работы стружки.
Обзор видов
В зависимости от качества ножей для рубанка, определяется скорость работы инструмента, а также окончательный результат.
Также тип лезвия влияет на способ обработки поверхности и форму, которую можно получить по окончании работ. Производители станочного оборудования выпускают несколько видов рубанков, каждый из которых отличается в основном по типу предусмотренного в конструкции лезвия.
Если классифицировать рубанки по способу обработки поверхности, то выделяют следующие типы ножей.
Прямые
С их помощь удается обработать заготовки небольших размеров. При желании можно выбирать четверть для проведения необходимых работ. Лезвия имеют классическую прямую форму и располагаются под определенным углом для создания нужного результата.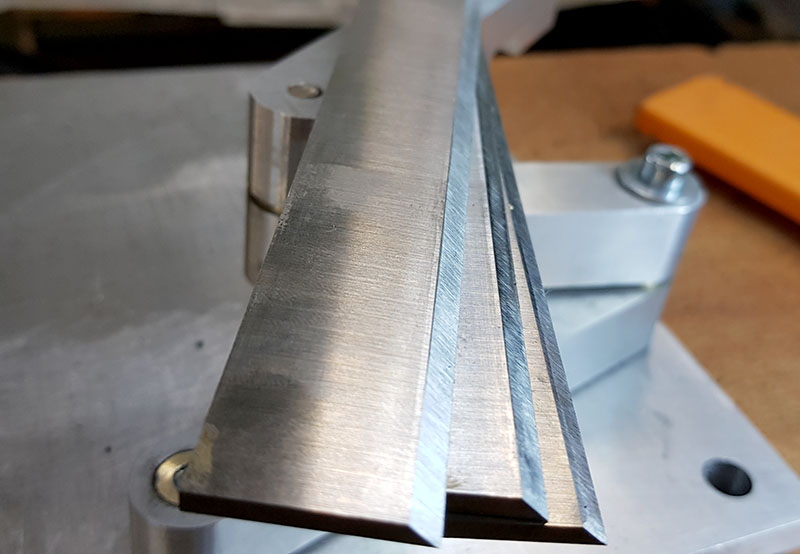
Закругленные
Востребованы для обработки поверхностей большой ширины. Такие лезвия задействуют, когда необходимо между строгальными плоскостями организовать аккуратный и плавный переход.
Фигурные
К этой категории относятся рубанки, ножи которых позволяют добиться сложных геометрических форм при обработке деревянной поверхности. Конструктивно лезвия напоминают ножи классических рубанков, однако, у них есть ряд особенностей. Посредством использования фигурных ножей создают волнообразную форму поверхности, выполняют имитацию «состаренного» дерева. Для определения подходящего ножа производители используют специальную маркировку, обнаружить которую можно на поверхности. Таким образом, при покупке лезвия удастся быстро выбрать подходящий вариант.
Спиральные
Обеспечивают максимально точный срез. Устанавливаются преимущественно в легкие модели рубанков, которые отличаются простотой в эксплуатации. Преимуществом является возможность настройки глубины строгания. Ножи, встроенные в конструкцию деревообрабатывающего оборудования, отличаются не только по форме заточки поверхности, но также по ряду других параметров.
Материалы
В качестве основного материала для изготовления лезвий производители используют:
- сталь;
- карбид вольфрама.
Твердосплавные составы позволяют добиться высокой прочности и долговечности изделия.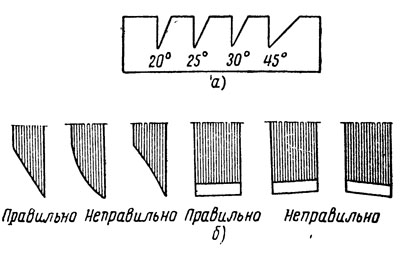 Стальные ножи можно использовать несколько раз, а вольфрамовые способны обработать даже самую жесткую поверхность. Однако минусом второго материала является невозможность заточки.
Стальные ножи можно использовать несколько раз, а вольфрамовые способны обработать даже самую жесткую поверхность. Однако минусом второго материала является невозможность заточки.
Размеры
Еще одна классификация лезвий – это их размеры. Данный показатель играет важную роль при выборе подходящего рубанка. Выделяют несколько групп ножей.
- Пластины. Представляют собой элементы размерами 85х5,5х1,2 мм. Встречаются в основном на зарубежных моделях рубанков. Для изготовления таких ножей производители используют сталь.
- Специальные ножи. Отличаются габаритами, а именно – увеличенной толщиной и шириной. Максимальная длина достигает 80-100 мм. Преимуществом таких лезвий является облегчение заточки.
- Лезвия для конкретной модели рубанка. Ширина таких ножей достигает показателя в 110 мм и не выходит за его пределы. Для крепления лезвий предусмотрены отверстия, посредством которых удается обеспечить фиксацию положения элемента.
Дополнительно лезвия классифицируют по количеству режущих сторон: они могут быть односторонними или двусторонними. Последние наиболее популярны.
Заточка
Угол заточки кромки ножа рубанка – основная характеристика лезвия, посредством которой определяется:
- его способность к раскрою заготовки;
- период, в течение которого лезвие будет острым.
Уменьшение угла заточки увеличит режущие способности инструмента, однако, заметно снизит прочность конструкции.
Особенно это касается прочности при ударе инструмента о поверхность. Многие ножи не выдерживают подобного обращения. Для разных инструментов подбирается свой угол заточки. Кроме того, этот показатель зависит от материала, который подвергается обработке. Чем он тверже, тем более внушительным должен быть угол.
Перед заточкой ножа необходимо выставить изделие, учитывая правила тригонометрии. Лезвие может располагаться:
- горизонтально;
- вертикально.
Последний вариант является более простым, если сравнивать его с попыткой крепления точильного бруска в горизонтальном положении и поддержкой необходимого угла заточки. Дополнительно стоит отметить, что брусок, на который будет опираться нож, также стоит укладывать под нужным углом. При этом заточка ножей ручных рубанков и электрического инструмента отличается. Поэтому следует рассмотреть оба варианта. Также отмечают, что заточить нож можно в домашних условиях.
Ручной рубанок
Чтобы наточить нож, встроенный в конструкцию ручного рубанка, потребуется следующее.
- Заранее подсчитать угол заточки и выставить лезвие.
- Демонтировать нож посредством откручивания болтов.
- Установить в тиски точильный камень, зафиксировать его положение. Предпочтение рекомендуется отдавать камням крупной зернистости.
- Вращать фаску по кругу, двигаясь по поверхности абразивного камня.
Движения должны быть медленными. Когда затачивают металл, его надо смачивать водой, чтобы убрать стружку и другой мусор.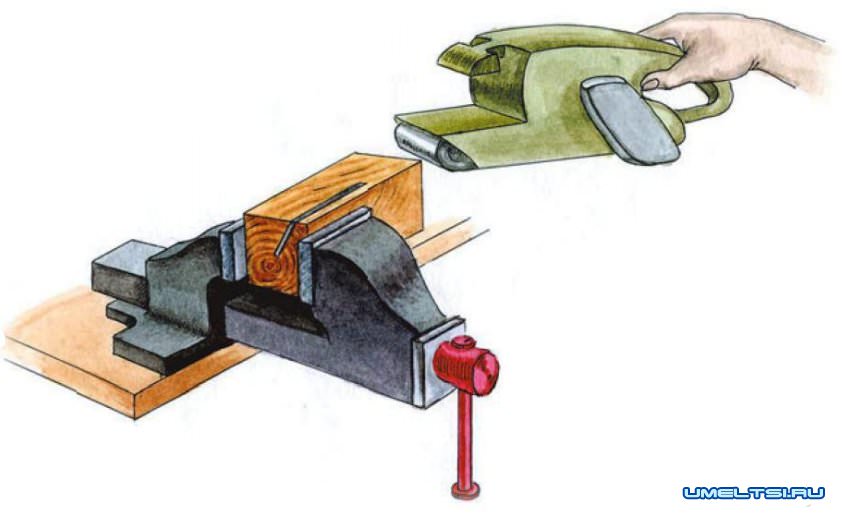 Впоследствии также необходимо будет заменить камень крупной зернистости на более мелкий вариант. При необходимости заточку можно проводить на специализированном станке.
Впоследствии также необходимо будет заменить камень крупной зернистости на более мелкий вариант. При необходимости заточку можно проводить на специализированном станке.
Электрорубанок
Отличительной особенностью инструмента является двухсторонняя заточка. Это довольно удобно, так как в процессе эксплуатации удается продлить срок службы прибора. Если произойдет затупление одной стороны, нож всегда можно перевернуть и продолжить строгание поверхности. Для заточки лезвия необходимо соблюдать последовательность действий.
- Сначала демонтируют нож.
- Затем смачивают абразивный камень в воде и выставляют малые обороты рубанка.
- Запускают двигатель и начинают оправку лезвия.
Далее останется только дождаться, когда инструмент будет заточен. Исправить неровности или дефекты в процессе заточки можно с помощью наждачной бумаги.
Правила эксплуатации
Чтобы обработка деревянной поверхности рубанком была качественной, необходимо учесть несколько простых правил.
- Перед началом работы нужно настроить инструмент. Стружка должна быть непрерывной и одинаковой при толщине.
- При работе с рубанком стоять нужно справа от него таким образом, чтобы корпус находился параллельно обрабатываемой поверхности и двигался вместе с прибором. Движения должны быть равномерны. Поможет добиться этого выставленная вперед нога, которая будет отвечать за перераспределение нагрузки.
- Для успешной работы рекомендуется надежно зафиксировать деталь. Инструмент удерживают с помощью рук и обрабатывают поверхность, проводя им параллельно установленной заготовке.
Рубанок – опасный инструмент, поэтому стоит избегать любого контакта лезвий прибора с поверхностью или руками.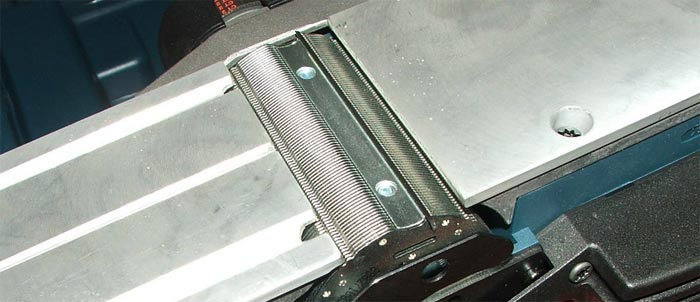 Эти правила помогут сделать эксплуатацию комфортной.
Эти правила помогут сделать эксплуатацию комфортной.
В следующем видео вы сможете детальнее ознакомиться с нюансами заточки ножей для рубанка.
Приспособление для заточки ножей электрорубанка
Что предлагает рынок?
Импортные модели, к примеру, компании Skil, оснащают штатными лезвиями размером 82 миллиметра
Если же подбирать одновременно надежные и дешевые варианты, то следует обратить внимание на продукцию «Зубр». Эти лезвия сделаны из крепкой углеродистой стали
Они считаются универсальными, потому что подходят практически ко всем моделям.
Стандартные параметры ножей — 82×5,5×1,2 мм. В настоящее время в продаже встречаются изделия самых разных изготовителей. Стоимость ножей находится в прямой зависимости от производителя. К примеру, продукция Bosh стоит вдвое больше, нежели лезвия марки «Стайер», «Зубр» и др. Однако, их качество также отличается.
Существуют и индивидуальные ножи. Например, электрические рубанки «Байкал» и «Интерскол» обладают индивидуальными режущими элементами. Их параметры обуславливают уникальные свойства.
Эта разновидность ножей зачастую имеет ширину в один сантиметр, а их длина варьируется от 82 до 102 миллиметров. Если изделие вдруг затупилось, то его можно наточить своими руками с помощью точильного круга и вала.
Разновидности ножей для электрорубанков
Ножи на электрорубанке являются расходным материалом. С их помощью обеспечивается обработка деревянных поверхностей.
Ножи для электрорубанка классифицируются по следующим критериям:
- возможности повторного практического использования;
- форме лезвий;
- размерам ножевых полотен;
- стоимости.

Покупая электрический рубанок, кроме проверки его работоспособности и комплектации следует уделять внимание качеству установленных на барабане ножей, их заточке. Лезвия должны быть острыми, с ровной кромкой, не содержащей изгибов или выбоин
Проверять следует и запасные ножи. От правильного подбора режущих насадок зависит конечное качество обработки пиломатериалов.
Одноразовые ножи
Ножи, предназначенные для одноразового использования, делают из твердых сплавов на основе стали в виде острых с двух сторон пластин. Затачиванию такие режущие части не подлежат. После того, как используемая кромка полностью изнашивается, ножевое полотно переворачивают и устанавливают на барабане другой стороной. При этом инструментом продолжают работать. Если и вторая режущая кромка затупляется, то лезвие просто выбрасывают.
Одноразовые ножи предназначены только для выполнения работ, которые не требуют высокой точности и качества обработки заготовок. Но они удобны в практическом использовании: при установке их не надо точно настраивать и балансировать.
По форме одноразовые изделия бывают:
- прямыми;
- волнистыми;
- прямыми, но закругленными с концов.
У первой разновидности изделий прямая режущая часть. Такие расходные материалы удобно применять, чтобы выполнять обработку деталей, имеющих меньшую ширину, чем длина у установленного лезвия, выбирать четверти. Волнистые ножи используют при необходимости проведения грубой обработки пиломатериалов. С их помощью можно придавать деревянной поверхности различную текстуру, например, сымитировать «старение». Прямые режущие кромки, закругленные по краям, хороши тем, что не оставляют следов (борозд, ступенек) на поверхности обрабатываемой древесины. Это подходящий вариант при необходимости работы с широкими деревянными заготовками.
Это подходящий вариант при необходимости работы с широкими деревянными заготовками.
Многоразовые режущие насадки
Изделия, которые предназначены для многоразового использования, отличаются как своей формой, так и размерами от одноразовых режущих насадок. Их изготавливают, используя сталь высокого качества, что обеспечивает легкость и качественность обработки деревянных поверхностей.
С помощью многоразовых ножей можно добиться такой степени гладкости поверхности заготовки, что шлифование не потребуется. Они имеют маркировку HSS (полностью High-Speed Steel, что переводится как быстрорежущая сталь). Такие лезвия считаются профессиональными. Их установка сопровождается высокоточной балансировкой и регулировкой. Заточка также должна быть отличного качества. При этом инструментальную быстрорежущую сталь можно наточить так, чтобы она была очень острой.
На рабочие барабаны большинства моделей электрических рубанков можно устанавливать как одноразовые, так и многоразовые режущие насадки. Но встречаются также устройства, которые возможно оснастить только лезвиями, не предназначенными для затачивания. По этой причине при покупке электрорубанка рекомендуется отдавать предпочтение универсальным электроинструментам.
Классификация по размерам
Ножи для электрорубанка могут быть стандартного или нестандартного размера. Изделия первого вида, называемые «пластинами», имеют длину 82 мм, ширину 5,5 мм, а толщину 1,2 мм. Такие режущие насадки подходят на большинство моделей электрических рубанков от иностранных фирм Макита, Skil, Бош, Black&Dekker.
Нестандартные режущие насадки с большей шириной и толщиной лезвий характерны для электрорубанков от фирм Байкал и Интерскол. Из-за своих параметров они прочнее и качественнее стандартных пластин. При попадании на металл такие ножи не ломаются. Их можно затачивать с помощью наждака. Ширина насадок составляет около 1 см. Длина может быть 82 мм, 102 мм, а у изделий фирмы Ребир она достигает 110 мм.
Цена режущей насадки зависит от фирмы производителя. Также этим фактором часто определяется качество изделия. Если приобретать ножи известных компаний (например, Бош), то можно рассчитывать на долгий срок их службы.
Виды и их устройство
Ножи являются основным элементом рубанка, поэтому стоит внимательнее рассмотреть их конструкцию, устройство и особенности. Режущая часть лезвий в процессе эксплуатации подвергается износу, поэтому периодически материал требуется затачивать. Сегодня известно два вида рубанков, использующих особые лезвия.
Механизированные
Представляют собой электрические инструменты. Предназначены для обработки большого количества древесины, поэтому лезвия в них толстые и выполнены из более прочной стали. За счет двигателя, предусмотренного в конструкции каретки, повышается скорость работы, а также увеличивается износ режущих элементов.
Ручные
Довольно распространенный вид инструмента, который при желании можно сделать в домашних условиях. Для изготовления корпуса тележки рубанка используют:
- металл;
- дерево;
- пластик.
Лезвие отличается небольшой толщиной, для создания задействуют специальную сталь. Отличительной характеристикой ножа является устойчивость к износу. Между двумя инструментами разница не только в наличии или отсутствии двигателя.
Электрические рубанки отличаются наличием нескольких резцов и возможностью использования двусторонних лезвий. Все это повышает эффективность работы, поэтому механизированные инструменты популярны.
В процессе эксплуатации не сразу удается определить, что ножам рубанка требуется заточка. Однако существует несколько верных признаков, которые помогут понять необходимость проведения заточки.
- Внешний вид фаски. Если при проведении осмотра на ее поверхности обнаруживается блестящая лента небольшой толщины, то необходима заточка.
- Внешний вид двустороннего ножа. В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.
 В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.
В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.Процесс заточки рубанка
Если работать рубанку предстоит с твердой древесиной, то нужно быть готовыми к тому, что его нож быстро заступится в результате взаимодействия. Острие очень быстро изнашивается, на нем появляются выбоины и зазубрины. Особенно проблемно работать таким инструментом, если в строгаемой древесине попадается гвоздь. Если зазубрины большие, то для заточки лучше всего использовать наждак. При этом следует иметь в виду, что лучше всего наточить нож рубанка получится, если наждачный круг имеет большой диаметр. Если размер такого круга меньший, то выемка получается большой. Потом все равно придется заняться выравниванием паски, так как она должна быть идеально плоской.
Очень хорошо иметь для заточки 2 разных круга, один из них должен иметь крупные зерна, а второй должен быть мелкозернистым
При этом процессе очень важно соблюдать правильный угол заточки. При таком процессе необходим специальный упор, так как просто держать нож в руках и затачивать его могут только специалисты, обладающие определенными навыками
Угол заточки — это очень важно, на это следует обращать особое внимание
Прижимать сильно железку к вращающемуся кругу не следует, что делают многие, чтобы «содрать» большой слой металла в короткое время. Таким образом, нож рубанка быстро «пережигается» в результате сильного перегрева, нарушается закалка металла. Для того чтобы всего этого не допустить, необходимо время от времени охлаждать металл, для чего достаточно просто опустить его в холодную воду. После того как правка на наждачном круге завершена, лезвие необходимо править на мелкозернистом бруске. В конце нужно довести лезвие до конца на специальном камне для шлифования (если его нет, то можно использовать кожаный ремень с полировальной пастой). Нужно быть готовыми к тому, что такой процесс отличается трудоемкостью и длительностью. Чтобы этого избежать, настоятельно рекомендуется не затачивать рубанок после того, как он сильно затупится, а делать это время от времени, как только резка древесины начинает осуществляться хуже.
Полезные рекомендации
Здесь все зависит от того, какова плотность древесины.
Чтобы соблюдать заданный угол, рекомендуется использовать специальный шаблон, сделать его можно самостоятельно. Для того чтобы было работать удобнее, рекомендуется использовать 1 универсальный шаблон для различных углов.
Лезвие ножа при заточке не должно быть выдвинуто из колодки далеко, в противном случае будет захватываться слишком толстая стружка, что может привести к негативным последствиям. Если нож выставлен слишком мало, то он будет снимать очень тонкую стружку. Это приводит к тому, что времени для обработки уйдет очень много. Нельзя работать рубанком со скошенным ножом, так как ровную поверхность будет сделать невозможно (особенно если речь идет о широком материале).
Требования безопасности
Если инструментом пользоваться правильно, то можно быстро и качественно выполнить достаточно большой объем работ. Однако если не придерживаться требований безопасности, то можно получить значительные травмы.
- Перед работой обрабатываемую заготовку необходимо надежно зафиксировать, в противном случае она может сдвинуться или вовсе слететь в процессе работы.
- Во время технического осмотра лезвий и их настройки электрорубанок необходимо обесточить, вынув шнур и вилку из розетки, потому что случайный запуск может привести к очень неблагоприятным последствиям.
- Приступать к обработке нужно лишь после запуска и прогрева ножей, то есть режущие элементы должны ускориться до нужных оборотов.
- Инструмент нужно класть исключительно набок.
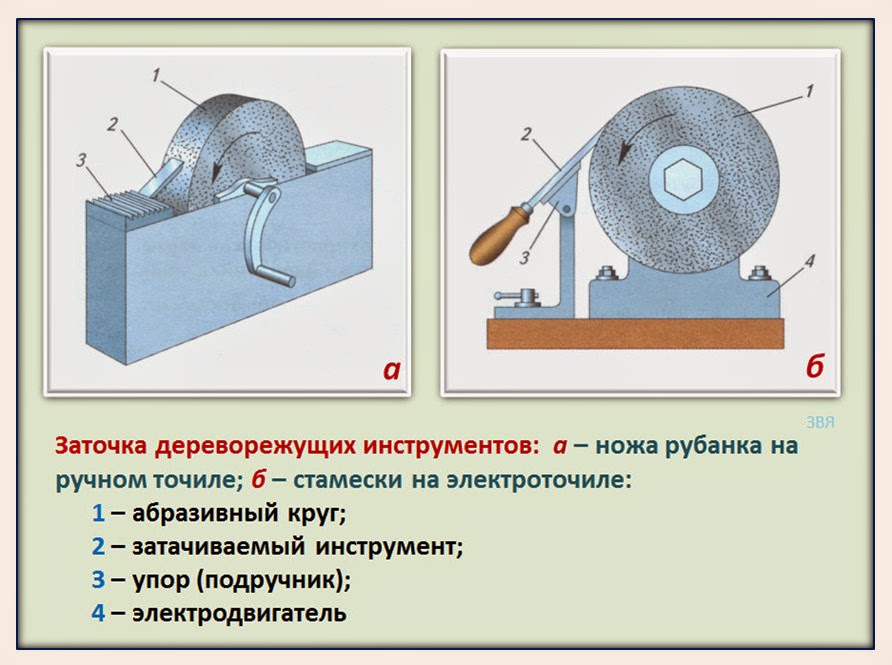
Приспособление для заточки ножей на электроточиле
Электрический наждак не только ускоряет работу, но и позволяет получить качественный вогнутый профиль кромки лезвия. Это так называемая доловая заточка. Получить такую форму на линейном бруске не получится, поэтому эти два приспособления не заменяют, а дополняют друг друга.
Металлический упор с фиксацией
Важно! Если при работе с ручным точильным приспособлением, вы полностью контролируете интенсивность процесса, то высокой скоростью вращения наждачного круга можно испортить нож.
От трения, металл на острие нагревается, происходит «отпуск» закалки. Сталь теряет твердость и стачивается рваными краями. Еще одна проблема – «отпущенный» нож быстро теряет остроту
Поэтому на электроточиле следует работать осторожно. Подносить лезвие на короткое время, и делать перерывы для остывания
В таком режиме тяжело выдержать постоянный угол, поэтому фиксация ножа обязательна. Конструкция довольно проста – вдоль оси вращения наждака расположена направляющая, по которой движется каретка с ножом. Угол выдерживается механически, а усилие определяет оператор.
Второе приспособление, упор из брусков
Приспособление легко сделать своими руками – причем не обязательно выполнять точные работы по обработке металлических деталей. Направляющая изготавливается буквально из подножного материала. На верстаке, рядом с точилом крепятся направляющие, с помощью которых можно менять расстояние от упора для ножа до вращающегося круга. Этим расстоянием определяется угол заточки. Вертикальная штанга должна иметь свободный ход вверх-вниз с прочной фиксацией положения. Нож проводится горизонтально, прижимаясь к упору. Сила соприкосновения с наждаком регулируется прямо в ходе заточки. Обработка происходит симметрично, вы просто меняете сторону ножа и точите под тем же углом.Такой способ подходит только для обработки классических ножей. Кухонных, охотничьих, туристических. Режущие плоскости других инструментов требуют иного подхода.
Заточка ножей и их регулировка
Прежде всего, стоит уточнить, что заточка – это не только обработка ножа, но также настройка его положения с учетом требования и особенностей инструмента. Регулировка, в свою очередь, представляет собой настройку степени вылета режущего элемента из прибора. К особенностям процедуры заточки относят:
- снятие металла;
- выдержка нужного угла.
Относительного второго пункта стоит отметить, что при неправильном угле снижается эффективность использования приспособления. Механизированная заточка заметно упрощает процесс, так как удается предусмотреть надежное крепление заготовки и выставлении требуемого угла для проведения работы. При этом некоторые станки также позволяют менять насадку, предотвращая снятие слоя большой толщины с ножа.
Проверка регулировки лезвия
После заточки нельзя сразу запускать нож в работу. Требуется проверить и отрегулировать положение лезвия в рубанке. Когда лезвия будут обработаны и установлены, необходимо внимательно осмотреть рубанок и оценить расстояние, на которое выходит нож из своего положения. Оптимальные параметры такие.
- Выступ лезвия не должен превышать расстояние в 0,5 мм. Если требуется грубая обработка, тогда можно выдвинуть режущий элемент на 1 мм.
- Сильный зазор приводит к появлению большой стружки. Чтобы улучшить качество работы, следует уменьшить зазор между поверхностью дерева и лезвием. Тогда стружка будет минимальной, и это снизит износ металла.
Дополнительно стоит учитывать, что при сравнении рубанка с другими инструментами он будет отличаться от них возможностью использования для проведения тонкой обработки. Добиться этого можно только правильной регулировкой расположения ножей в конструкции инструмента и за счет выбора подходящего угла. Когда будут завершены все процедуры по заточке и настройке ножей, необходимо оценить работоспособность рубанка. Для этого стоит попробовать обработать поверхность древесины. Если она становится гладкой в процессе обработки, значит, заточка была выполнена правильно.
Нюансы заточки ножа ручного рубанка в видео ниже.
Особенности
Сегодня существует несколько приспособлений для обработки лезвий. Их классифицируют по разным признакам. Наиболее распространенными являются следующие.
- Приспособления классифицируют по типу использования. Выделяют ручные и механизированные станки. Первый вариант отличается простотой использования, а также небольшой стоимостью. Преимуществом второго является высокая скорость обработки стального материала, именно поэтому такие инструменты более популярны.
- Вторая классификация подразумевает разделение приспособлений по зернистости абразивного материала. Большое зерно приводит к быстрому снятию стали с лезвия, а уменьшение камней абразива способствует уменьшению толщины металлического слоя.
- Третий вариант классификации – самодельные или покупные устройства. Если требуется, можно собрать станок своими руками, при этом такой вариант обойдется даже дешевле.
Сегодня многие компания занимаются производством точильных устройств. Однако от ручной заточки отказываться не стоит. Такое приспособление имеет ряд плюсов:
- оно подходит для обработки режущей кромки и может быть использовано для заточки других ножей;
- механизм снимает небольшое количество металла, в процессе можно использовать несколько абразивных элементов разной зернистости.
Процесс изготовления
Изготовить приспособление можно самостоятельно. Инструкция следующая:
- Для начала подбирается абразив требуемой зернистости.
- Следующий шаг заключается в создании шаблона под требуемым углом. Для этого идеально подходит деревянный брусок, с которого снимается материал под требуемым углом.
Создать полноценный станок с приводом от электрического двигателя достаточно сложно. Это связано с тем, что нужно провести точные расчеты.
В заключение отметим, что рубанок при своевременной заточке ножей может прослужить на протяжении весьма длительного периода. При изготовлении лезвия применяется инструментальная сталь, которая характеризуется повышенной устойчивостью к механическому воздействию.
Заточка ножей рубанка на станке и их регулировка
Стоит учитывать тот момент, что заточка рубанка предусматривает его настройку и регулировку. Подобный процесс предусматривает также регулировку степени вылета лезвия. Непосредственно процедура заточки характеризуется следующими особенностями:
Процедура предусматривает снятие металла с режущей кромки.
Важно выдерживать должный угол, так как неправильный показатель становится причиной снижения эффективности применения инструмента. Правильный угол выдерживается при применении специального приспособления.
Заточка при применении станка упрощается, так как есть возможность закрепить заготовку надежно и выставить должный угол. При этом есть возможность провести замену насадки с различной степенью абразивности. Крупное зерно применяется вначале для снятия большого количества материала, мелкое позволяет обеспечить высокое качество поверхности.
Виды лезвий и правильный угол заточки ножей: каким он должен быть
Ножи изготавливаются из разных материалов, но главными считаются различные типы стали. Независимо от материала или формы изделия, ему в любом случае со временем понадобится заточка, потому как работа с тупым прибором представляет опасность для пользователя. В основном для производства ножей применяются следующие материалы:
- Углеродистая сталь. Такие изделия не предназначены для продолжительного использования, потому как быстро подвергаются коррозии.
- Нержавеющая сталь. Помимо основного материала, для изготовления применяют хром, никель и молибден. Такие ножи требуют постоянной заточки.
- Высокоуглеродистая нержавейка. Благодаря присутствию в составе ванадия и кобальта значительно увеличивается прочность лезвия.
- Дамасская сталь. Дорогой материал, используемый для элитных охотничьих или коллекционных ножей. Такое лезвие приемлет только ручную заточку вдоль острия.
- Титановый сплав. В составе также присутствует карбидная добавка, из-за чего лезвие продолжительный период сохраняет остроту. Точить ножи лучше с применением профессиональной точильной машины.
- Циркониевый сплав. Изготавливается посредством обжига и прессования минеральной керамики высокой твердости. Для заточки не требуется специального инструмента.
Ножи из нержавеющей стали нуждаются в своевременной заточке
Определить, что лезвие стало тупым, можно не только при работе с прибором, но и на глаз. Правильная заточка нужна, чтобы вернуть очертания режущей грани лезвия. Основная сложность процесса заточки состоит в сохранении нужного угла наклона, и в этом помогут специальные приспособления для угла заточки ножа.
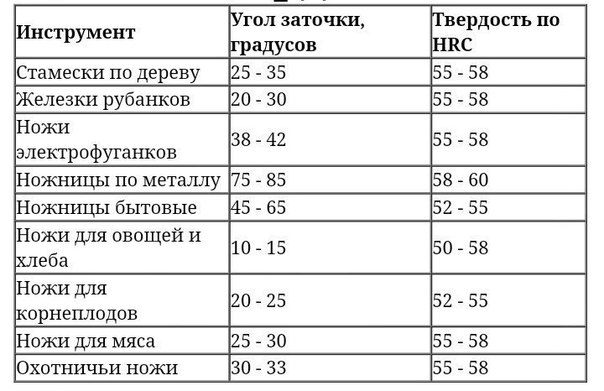
Чтобы ориентироваться в углах наклона, в основном используются стандартные значения. Например, парикмахерским ножницам достаточно угла 45-55°, ножницам по металлу – 75-85°. А вот более деликатному прибору, такому как хирургический скальпель, требуется для заточки 10-15°. Угол заточки охотничьего ножа не должен превышать 25-30°.
Ножи из титанового сплава рекомендуется затачивать с помощью профессиональных инструментов
Как определить необходимость заточки
Во время работы рубанком он соприкасается с материалом лезвием ножа. Последний расположен под определенным углом и благодаря своей остроте срезает нужный участок древесины (или другого материала). Сами ножи в электрорубанке расположены на вращающемся барабане. При этом они могут иметь по две режущей кромки. Если одна затупилась, то нож просто переворачивают. Само лезвие выполняется из инструментальной стали высокой прочности или карбида вольфрама.
Ножи могут иметь различную форму. В своей работе столяры используют и прямые конструкции (самые распространенные), и закругленные, и даже волнообразные. Каждая разновидность применяется для выполнения определенных работ. Поэтому у каждого мастера всегда можно найти большой ассортимент ножей для рубанка.
Если вы часто обрабатываете элементы из твердых пород дерева, то даже прочный металл постепенно начинает стираться. Чем больше вы работаете, тем быстрее затупляется острие ножа. Постепенно вы сами почувствуете, что каждое движение дается все труднее. При этом работа не движется, исходная деталь не меняет своих очертаний. Доводить до такого состояние лезвие не стоит. Чем оно будет тупее, тем сложнее будет процесс заточки.
Затупившийся нож рубанка сделает работу столяра очень трудной. Таким инструментом невозможно будет выполнить даже простую задачу. Понять, что ножу нужна заточка довольно просто. Для этого необходимо снять его со своего места и посмотреть на лезвие. Если вы заметили на режущей кромке (фаске) блестящую нитеобразную полоску, значит пришло время заточки.
Как точить ножи: описание основных этапов и правил
Любой нож, даже самый качественный, рано или поздно затупится, причем это не означает, что он использовался очень часто. Коррозия, которая происходит из-за влажности или смены температур, все равно будет делать свое дело. Если же прибор применяется ежедневно, то точить его нужно не реже одного раза в неделю. Здесь все зависит от особенностей и частоты применения. При этом не нужно недооценивать свойства некоторых материалов. Так, обыкновенный плотный картон способен вдвое затупить нож даже после нескольких разрезов.
Чтобы выполнить грамотно заточку ножа, необходимо придерживаться определенных правил
Для достижения лучшего результата процесс заточки ножа должен состоять из нескольких этапов, причем каждый этап, в зависимости от качества прибора, может включать использование отдельных приспособлений и инструментов. Так, процесс переточки заключается в изменении угла заточки либо же в устранении сильных механических повреждений на кромке лезвия. При этом процессе снимается существенный слой стали, пока поверхность не станет идеально ровной. Для переточки чаще всего применяются жесткие и грубые абразивы.
Чтобы восстановить состояние режущей поверхности лезвия, проводится процесс заточки, при котором применяются средне- и высокозернистые абразивные материалы. В некоторых случаях инструменты для заточки ножей способны оставить глубокие микроцарапины на поверхности, что станет причиной возникновения слишком острых мест на лезвии. Для того чтобы от них избавиться, проводится еще один этап под названием «доводка» или же «финишная полировка».
После данного процесса устраняются даже минимальные царапины, а лезвие приобретает зеркальный блеск. Режущие способности в этом случае немного ниже, но после проведения доводки острота будет сохраняться более продолжительный период.
Если главная цель сделать нож более острым, то необходимо использовать абразивы средней и высокой степени зернистости
Отдельно можно упомянуть об этапе правки, который применяется тогда, когда лезвие немного заворачивается в сторону, что значительно снижает режущие свойства. На этом этапе происходит не заточка, а именно выравнивание боковых поверхностей кромки, чтобы они заняли первоначальное положение
Важно то, что в процессе проведения этой работы сталь с поверхности ножа не снимается
Регулировка ножей на валу электрорубанка
После заточки или покупки новых лезвий, ножи необходимо правильно установить на вал рубанка. Криво установленные ножи не дадут ровной поверхности при обработке дерева. А отсутствие балансировки приведет к тому, что работать будет лишь одно лезвие.
При выборе электрорубанка необходимо заранее проконсультироваться у продавца о возможности замены ножей и наличии их в магазинах. В инструкции к рубанку обычно подробно написано, как отрегулировать ножи, но иногда это вызывает затруднение у пользователей.
Не сложное приспособление сделанное своими руками поможет вам правильно установить и отрегулировать ножи электрорубанка. Подробности в этом видео.
Сначала, нож соединяется с накладкой таким образом, чтобы его режущий край выступал примерно на 3 мм. После этого вся конструкция размещается на валу, и наживляется на крепежные болты. Затем производится установка рабочей высоты лезвия
ВАЖНО! При установке ножей необходимо работать в защитных перчатках. Никогда не утапливайте режущую кромку пальцами.
Высота лезвия над подошвой обычно не должна превышать 0,5 мм
Разумеется, надо обеспечить параллельность поверхности рубанка и режущей кромки. Для этого можно воспользоваться стальной линейкой. Попеременно устанавливая ее ребром на подошву рубанка с разных сторон ножа, необходимо добиться, чтобы кромка с двух сторон касалась линейки при одном и том же угле поворота вала. Чтобы избежать погрешности, перед тем, как установить ножи на электрорубанок, необходимо проверить качество заточки. Для этого измеряется ширина среза на металле на разных концах лезвия. Она должна быть одинакова. Иначе невозможно будет выставить ножи параллельно друг другу.
Как правильно отрегулировать ножи
Выполнить регулировку ножей на барабане самостоятельно не составляет особых проблем. Чтобы выставить положение лезвий инструмента перед работой, понадобится:
- шестигранный ключ, идущий в комплекте с рубанком;
- металлическая линейка или кусок стекла подходящего размера.
Настройку производят, выполняя все операции в такой последовательности.
- Переворачивают электрорубанок, располагая его вверх барабаном на столе либо верстаке.
- Если необходимо, то с помощью растворителя стирают с насадок смоляные наслоения.
- Выставляют положение передней части подошвы в положение, обеспечивающее минимальную глубину строгания.
- Поворачивают любое лезвие, располагая его в прорези между плитами.
- На поверхность опорной плиты кладут линейку.
- Если режущая кромка не касается ее, то ножевую планку поднимают до нужного уровня, послабляя для этого (незначительно) крепежные болты с помощью шестигранника.
- После выставления затягивают крепеж.
- Процедуру повторяют со всеми насадками, устанавливая при этом зазоры одинаковых размеров, чтобы не допустить разбалансировки барабана и появления вибрации электроинструмента во время работы.
- Проворачивая барабан рукой, определяют легкость его вращения.
- Проверяют правильность проведения настройки на ненужной заготовке.
В рассмотренной последовательности проводят регулировку рабочего положения режущих кромок у моделей электрорубанков с одним, двумя или тремя ножами.
Если регулировка проведена правильно, то режущие кромки на барабане должны стоять без перекосов параллельно к подошве электроинструмента. Ряд новых моделей содержит регулировочные винты, которые требуется просто подкручивать, чтобы установить ножевые пластины в нужном положении. Чтобы настроить инструмент, его обязательно нужно отключить от питающей сети, а в беспроводных моделях следует снять аккумулятор. Это позволит гарантировать, что электроинструмент самопроизвольно не включится.
https://youtube.com/watch?v=w-yHR_nH7IM
Советы по эксплуатации
Рубанок требует учета правил эксплуатации. То же самое требует процедура заточки инструмента. Необходимо учитывать, что обработка ножей должна выполняться только при использовании следующих инструментов и материалов:
- бруска, поверхность которого покрыта мелкими абразивными зернами;
- наждака;
- шлифовальных кругов;
- ремня из кожи;
- полировочной пасты.
Дополнительно требуется подготовить еще один ремень, с помощью которого можно выполнить шлифовку поверхности. Заточка обеспечивает восстановление остроты режущей кромки.
Если во время обработки появились дефекты, то необходимо воспользоваться шлифовальным кругом. Он поможет избавиться от выступающих заусениц, а также предотвратит выгибание ножа. Эффективная заточка подразумевает использование наждака, оборудованного двумя кругами:
- первый имеет вставку крупного абразивного зерна;
- второй – вставку более мелких частиц.
Такое сочетание обеспечивает необходимый эффект и позволяет увеличить остроту лезвий. Заточка требует ответственного подхода, так как игнорирование требований и особенностей способно привести к поломке лезвия, инструмента. Важный параметр, который требуется учитывать при эксплуатации точильных инструментов – это угол, при котором нужно точить нож. Чаще всего этот показатель не должен быть ниже 25 и выше 45 градусов.
Существует несколько рекомендаций, которые помогут добиться успешной заточки рубанков.
- При проведении работ лучше избегать сильных нажимов, если не хочется снимать толстый слой материала. Такая ошибка к тому же приводит к поломке лезвия в процессе использования рубанка из-за сниженной прочности и неправильного распределения напряжений.
- Когда нож будет соприкасаться с кругом, его поверхность станет нагреваться, что приведет к повышению показателя пластичности. Чтобы лезвие не выгнулось, рекомендуется почаще охлаждать металл в ведре с водой.
- После основной заточки следует доработать поверхность лезвия, избавляясь от очевидных дефектов. Сделать это можно с помощью мелкозернистого бруса.
Окончательный этап – использование кожаного ремня и шлифовальной пасты. С их помощью можно сделать лезвие максимально гладким и блестящим. Заточка сложна в исполнении. Однако проводить ее требуется регулярно, чтобы предотвратить износ рубанка и улучшить эффективность работы.
В случае с лезвиями электрических инструментов за заточкой лучше обращаться к специалистам. Объясняется это тем, что даже незначительный дефект, который может возникнуть в процессе обработки, способен вывести конструкцию из строя. А стоят такие рубанки дорого.
Приспособления для заточки
Самым простым, а поэтому доступным ручным приспособлением для заточки ножей можно назвать деревянный брусочек, в верхней части которого закреплен нож рубанка.
Данное устройство имеет две точки соприкосновения: в одной точке опирается затачиваемым лезвием на абразив, а второй точкой на угол бруска. Примитивная конструкция и ручное перемещение приспособления, тем не менее, позволяют производить неплохую заточку ножей рубанка. Следует учитывать, что угол заточки геометрически зависит от высоты деревянного брусочка над поверхностью абразива, а также расстояния до места крепления. При заточке лезвие ножа железки должно быть прямолинейным.
Существуют также следующие приспособления, используемые для заточки: • круг заточной • прижим для заточки • ролик бочкообразный • брусок хонинговальный • точилки с фронтальным и боковым зажимом.Круг заточной представляет собой абразивный круг диаметром до 60 мм с толщиной круга до 18 мм и шестигранным хвостовиком. Для удобства заточки круг оборудован конусным углублением, расположенным по окружности. Круг заточной изготавливают из карбида кремния. Для заточки в качестве движущего элемента используется электродрель.
Прижим для заточки предназначен для надежного зажима ножей для рубанка на заточном упоре. Прижим имеет 3 рабочих положения, которые позволяют устанавливать стержень, выравнивающий под необходимым рабочим углом заточки. Угол заточки может колебаться от 30 до 90 градусов. Прижим крепится на винтах, расположенных на пластиковых прокладках. Материал изготовления прижима – анодированный алюминий.
Ролик бочкообразный предназначен для устранения дефектов заточки на затачиваемой заготовке. Ролик имеет характерную форму, которая позволяет за 3 захода ликвидировать «дорожки», образовывающиеся после заточки точилкой. При этом сохраняется угол 90 градусов между боковыми частями ножа и режущей кромкой.
Брусок хонинговальный предназначен для функции подложки под абразивную пасту. Удобные геометрические размеры и материал изготовления – низкоуглеродистая стабилизированная сталь обеспечивают плоскостность по всей поверхности заточки до 0,127 мм. В отличие от водных камней, брусок не нуждается в протирке поверхности при заточке. Имеется возможность приклеивания бруска к значительной площади поверхности, что обеспечивает наилучший комфорт при работе.
Точилка Veritas Sharpening System с фронтальным и боковым зажимом предназначена для заточки ножей рубанков и фуганков, исключения составляют лезвия ножей от японских производителей. Точилка представляет собой полотно, которое можно зажимать вместе с лезвием ножа фронтально или сбоку. Точилка оснащена роликом, который предотвращает любые повреждения камня заточного. Заточка лезвий ножа осуществляется за счет шаблона выставляющего угол с возможностью ручной регулировки.
Необходимо заметить, что при работе с приспособлениями для заточки необходимо уделять внимание надежному креплению лезвий ножей. Как научиться затачивать ножи рубанка с использование приспособлений вам поможет это видео
Но особый интерес при заточке ножей вызывает работа на точильном станке. Научиться работать на заточном станке можно самостоятельно, ознакомившись с инструкцией.
Список источников
- www.novaso.ru
- stankiexpert.ru
- obinstrumente.ru
- TeremizBrusa.ru
- ObInstrumentah.info
- stroy-podskazka.ru
- remoo.ru
Поделитесь с друзьями!
Приспособление для заточки ножей для рубанка: применение, изготовление
Одним из главных правил работы с рубанком, стамеской или резцом является необходимость работы только хорошо заточенным инструментом. Смысл этого правила предельно прост – работая острым инструментом, риск испортить заготовку сводится почти к нулю. Именно поэтому каждый мастер должен не только хорошо разбираться в тонкостях использования инструмента, но и уметь правильно его заточить и настроить. А сделать это быстро и правильно, можно используя приспособление для заточки ножей рубанка, которое несложно смастерить самому из бруска дерева и пары болтов.
Когда требуется заточка ножа рубанка
Технический прогресс все больше освобождает человека от тяжелой ручной работы. Но даже в век компьютерных технологий не все операции выполняются машинами, мастера часто используют ручной рубанок, чтобы вручную придать нужную форму заготовке. Именно поэтому так важно понимать, как работает инструмент и когда требуется заточка ножей рубанка.
Сегодня применяются два вида инструмента – ручной рубанок и электрический. В ручном инструменте применяются широкие лезвия шириной 45,50 и 60 мм, а в электрическом используются лезвия шириной 82, 102 и 110 мм.
Понять, что пришла пора наточить ручной рубанок довольно просто. Когда стружка начинает ломаться при снятии, а процесс работы требует приложения дополнительных усилий, наступает необходимость заточки лезвия.
С электрическим рубанком все немного сложнее – ведь основным рабочим органом здесь выступает барабан, на котором установлены режущие ножи. Первым признаком того, что нужно заточить нож, выступает качество обрабатываемой поверхности – на ней даже после нескольких проходов не удается получить гладкую поверхность. Второй признак – это стружка, после прохода по заготовке, стружка получается мелкой и имеет рваные края. Третий признак – это состояние самого инструмента. Он начинает перегреваться, работать им становиться труднее. Именно эти признаки указывают на то, что необходимо заменить или заточить режущий инструмент электрического рубанка.
Способы заточки ножей
Сегодня для правки инструмента применяется два основных метода – станочная обработка и ручная правка. Для первого способа используется электрический станок для заточки или ручное точило. Для ручного способа применяется абразивные камни разной зернистости или наждачная бумага.
Для ножей, имеющих прямую кромку, это чаще всего делается в два этапа – сначала правка на электрическом точиле, а потом доводка на камне руками. А для фигурных или полукруглых лезвий сначала делается правка формы напильником или на тонком абразивном круге электрического точила. Вторым этапом делается проверка формы – лезвие вкладывается в рубанок и проверяется правильность формы режущей кромки. В самом конце делается доводка на заточном станке с кругом из вулканита.
Для ответственных работ кроме электрического заточного станка с абразивными кругами разной зернистости и ручных камней используется и такой прием, как доводка на кожаном ремне с применением полировочных паст. В таком случае кромка получается идеально острой.
Основные правила работы
Правильная заточка ножа рубанка прежде всего зависит от того с каким материалом предстоит работать. Дело в том, что при работе с мягкими породами дерева, таким как липа, осина, сосна рекомендуется доводить угол заточки рубанка по дереву до 45-50 градусов. Для работы с породами древесины средней твердости угол заточки лезвия рекомендуется сделать в 60 градусов. При работе с твердыми породами дерева режущая кромка затачивается под углом 75-80 градусов.
Для электрического инструмента рекомендуется точить лезвие под углом 30 градусов.
Для всех типов лезвий первым этапом выступает правка на абразивном материале большой зернистости – это необходимо для того, чтобы убрать зазубрины. На этом этапе важно чтобы резец сохранил прямую форму кромки, здесь важно, чтобы по всей ширине лезвия металл снимался равномерно. Для проверки правильности заточки используется шаблонная пластина с идеально ровной поверхностью. Лезвие ставится на поверхность пластины и по просвету между режущей кромкой и плоскостью выявляются изъяны. На этом этапе можно использовать обычное точило с абразивными кругами большой и средней зернистости.
После того как форма режущей кромки восстановлена, проводится проверка угольником угла между боковыми гранями и режущей плоскостью. Кроме того, делается проверка шаблоном угла режущей кромки. Если обнаружены изъяны, придется процесс повторить.
Заточка рубанка на мелкозернистом камне делается на пониженных оборотах с использованием водяной ванны. Металл не должен перегреваться, иначе он потеряет свои свойства. На электрическом станке работать будет проще, если использовать широкий точильный круг и специальную приставку.
Заточка ножей для ручных рубанков
Если лезвие не имеет изъянов в виде зазубрин и сколов, и не требует изменения угла режущей кромки, то рекомендуется сразу приступать к чистовой обработке.
Сначала на точило устанавливается абразив средней зернистости. На нем делается формирование угла кромки. Полотно берется в руки и с упором на опору станка формируется под нужным углом. Здесь важно чтобы лезвие было одинаково заточено по всей ширине режущей кромки.
На мелком абразиве лезвие доводится с периодическим смачиванием в воде, важно не допустить перегрева металла.
Окончательная доводка делается на точильном камне высокой зернистости. Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности.
Нож рубанка зажимается в приспособление так, чтобы плоскость касания с камнем была по всей поверхности затачиваемой кромки.
Движение по плоскости делаются плавные, лезвие прижимается с легким усилием, так, чтобы чувствовать сопротивление камня. После первичной обработки делается доводка при помощи наждачной бумаги зернистостью 1000-1200 единиц. Бумага ложится на отрезок стекла, после чего не снимая полотно с устройства, делается окончательная доводка.
Заточка ножей электрорубанков
Заточка ножей электрорубанков делается более аккуратно и точно. Дело в том, что на барабане электрорубанка их устанавливается два, и если нарушить балансировку, сняв с одного больше металла при заточке, чем с другого, в процессе работы нарушится балансировка барабана и уже придется ремонтировать весь рубанок. Второй момент заключается в том, что многие модели рубанков с ножами толщиной 5 мм в качестве режущего инструмента применяют пластины из специальной стали, что требует точности при работе. Для такого инструмента применяются специальные абразивы для победитовых пластин.
Ножи для электрорубанков сразу зажимаются в устройстве для заточки, поскольку правильно удержать их в руках очень сложно. Работа производится на мелкозернистом абразиве с применением водяной ванны.
Как сделать приспособление своими руками
Приспособление для заточки ножей рубанка изготавливается отдельно для электрического точила и отдельно для точильного камня. Устройство для точила рекомендуется сделать с регулируемым углом наклона так, чтобы можно было выставить затачиваемый угол и зафиксировать его винтами. Если станок используется в основном для правки ножей рубанков, то устройство можно сделать стационарным, а если станок более универсального назначения, то его изначально нужно делать сменным.
Материалом для приставки к заточному станку желательно выбрать металл, а вот для ручной работы можно использовать дерево твердых пород.
Подготовительный этап
Первым делом рекомендуется сделать эскиз или рисунок будущего приспособления. Поскольку сам инструмент имеет небольшие размеры, то делать рисунок рекомендуется в натуральную величину с учетом размеров режущих пластин и винтов для зажимов.
При подборе материала лучше использовать новые детали и крепежные элементы. Стоит помнить, что устройство должно обеспечивать надежную фиксацию режущей пластины.
Порядок изготовления устройства заточки
Самым простым и универсальным устройством для правки, может быть простой деревянный брусок с прижимными винтами. В качестве заготовки берется дубовый брусок сечением 60×100 мм и длиной 150 мм. Заготовка обрабатывается и зачищается наждачной бумагой от заусенцев, по углам снимается 2-х миллиметровая фаска. При помощи транспортира на стороне в 60 мм от края вычерчивается угол 60 градусов. При помощи стусла по линии делается срез на всю глубину. Получившийся клин будет основой для крепления лезвия.
Чтобы надежно закрепить лезвие на плоскости клина делается два отверстия. На плоскости клина посередине чертится линия. От края отступается 30 и 60 мм и ставится метки. Заготовка зажимается в тисках так, чтобы плоскость клина была горизонтальной. В точках разметки под углом к плоскости сверлятся отверстия диаметром 5 мм. После этого, с обратной стороны отверстий делаются углубления для шляпок мебельных болтов. Шляпки болтов должны быть полностью утоплены в массив бруска.
Фиксация ножа осуществляется при помощи гаек или барашками. Чтобы фиксация была надежной, используется металлическая пластина 60×40 толщиной 2-3 мм с отверстиями под болты.
Использование такого простого приспособления позволит заточить инструмент, как на заточном станке, так и на абразивном камне вручную.
цена от мастерской Мастер Заточек
Заточка ножей рубанка
Наши цены
|
Заточка рубанков
|
от 250р.
|
Описание работ
Как и все инструменты, рубанок и электрорубанок нуждаются в периодической заточке лезвия. Заточка ручного рубанка происходит намного проще в отличие от электрического рубанка. При работе с рубанком, лезвия инструмента интенсивно контактируют с материалом, который обрабатывается и это приводит к затуплению и износу лезвия. При работе тупым инструментом – это негативно сказывается на качестве и быстроте выполнения заказа. Заточка ножей необходима при появлении зазубрин и сколов.
|
|
Угол заточки ножа рейсмуса может отличаться, в зависимости материала, с которым работает инструмент.
Только идеально острый нож гарантирует качественный результат.
|
Заточка рубанка делается на промышленном станке с соблюдением угла
На сегодняшний день есть много способов заточки рубанка, кто-то предлагает точить ножи электронождаком, кто-то советует использовать специальные зажимы. Но в случае заточки ножей электрорубанка, необходимо помнить про соблюдения баланса лезвий. В отличии от ручного рубанка, электрический имеет два лезвия, и во время их заточки нужно учитывать одинаковый вес и сбалансировку обоих лезвий. Электрорубанок интерскол,- это популярный и качественный инструмент, компания интерскол является известным брендом по производству различного инструмента.
Признаки того что лезвия затупились
Проверить остроту лезвий рубанка можно простым способам. Это необходимо сделать, когда во время работы возникли проблемы и появились «бракованные» места на обрабатываемой поверхности. Это возникает тогда когда угол острия меньше чем 30 градусов.
Проверка остроты выполняется таким способом:
- Необходимо проверять лезвия при хорошем освещении.
- Для проверки нужно фаску вращать. Центом вращения является режущая кромка.
- Если на краю фаски образовывается тонкая полоска которая блестит то это верный признак того что она потеряла свою остроту и не может больше выполнять работу.
| При заточке плоского ножа мастер обязательно должен четко выдержать плоскость, иначе такое лезвие может повредить и сам инструмент. Проверить качество заточки ножа рейсмуса легче всего на идеально ровной поверхности. | ||
Почему заточку лучше доверять профессионалам
Такое ответственное дело как заточка рубанка, лучше всего доверить профессионалам. На сегодняшний день, практически в каждом городе есть мастерская по заточке инструмента, которая имеет в своем арсенале необходимое оборудование, а работающие там специалисты имеют определенные навыки и опыт работы в данной сфере. На специализированном оборудовании заточка рубанка осуществляется по определенной технологии. Материал, из которого изготовлены лезвия рубанка – это сталь высокого качества, и по необходимости заточка железки рубанка может быть произведена в любой момент. Благодаря качественной стали, заточка лезвия электрорубанка возможна вплоть до остроты бритвенного лезвия.
Этапы затоки ножей рубанка
Первое что необходимо предпринять, это хорошо смочить точильный круг, избыточная влага не допустит излишнего пылеобразования, и предотвратить чрезмерный перегрев металла. Затачивать лезвия рубанка интерскол необходимо под одним и тем же углом.
Заточка рубанка может занимать от 15 до 45 минут
Перед заточкой ножи рубанка интерскол следует закрепить в колодки. Для заточки ножей электрорубанка интерскол используется специализированный аппарат, благодаря этому сохраняется правильная геометрия и балансировка ножей. Ножи рубанка нужно зафиксировать в колодках, и проследить за тем, чтобы кромка ножей размещалась по одной плоскости.
|
Выдержать плоскость ножа рейсмуса вручную практически невозможно.
Наша мастерская оборудована профессиональными станками. Затачивайте свой инструмент у опытных мастеров.
| ||
Самым ответственным шагом является процесс заточки ножей рубанка интерскол. Время заточки должно регулироваться появлением заусениц на краю лезвия. Фаска должна быть ровной (практически идеальной). Чтобы проверить правильность заточки ножей электрорубанка интерскол, можно попросту прислонить лезвие к прямой поверхности, между ними не должно быть просветов.
Острые лезвия – это залог качественной работы
Не зависимо от уровня вашего профессионализма инструменты, с которыми вы работаете, всегда должны быть в идеальном состоянии. Если ножи рубанка хоть немного потеряли свои возможности, то выполнения заказа будет приносить одни лишь разочарования.
Мы затачиваем рубанки из различной стали. Звоните 8 (800) 555-35-28
Чтобы не пришлось переделывать заказ или выполнять работу дважды лучше обратиться к профессионалам. Качественная и профессиональная заточка ножей в условиях специальных мастерских избавить от необходимости приобретать новый инструмент или ремонтировать имеющейся, в случае того что самостоятельная заточка может повредить или испортить инструмент.
|
Профессиональное оборудование и колоссальный опыт наших мастеров позволят удалить малейшие дефекты с лезвия.
Заточка плоских ножей в Master-zatochkin.ru позволяет им блестяще работать на самом точном и дорогостоящем оборудовании.
| ||
Приглашаем Вас в нашу мастерскую по заточке Master-zatochkin.ru. Мы поможем с заточкой любого инструмента, а также с радостью поделимся своим опытом.
Мы предлагаем заточку не только электрического, но и ручного рубанка и с гордостью демонстрируем качество работы, проведенной в нашей мастерской.
Как затачивать строгальные лезвия как профессионал
Как точить строгальные лезвия по дереву
Заточка ваших строгальных лезвий по дереву включает в себя несколько простых шагов.
Установка направляющей для хонингования
После размещения направляющей для хонингования на гладкой и плоской поверхности вставьте лезвие строгального станка в направляющую для хонингования, чтобы убедиться, что направляющая надежно удерживает лезвие в положении со скосом вниз. Затем производите регулировку, пока скос полностью не соприкоснется с поверхностью.
Направляющая для хонингования предназначена для удержания лезвия строгального станка под постоянным углом на протяжении всего процесса заточки.Чем ниже вы установите угол, тем острее будет лезвие строгального станка; однако край будет менее прочным. Угол 30 градусов идеально подходит для получения острого, но прочного лезвия строгального станка.
Чтобы установить направляющую для хонингования на 30 градусов, необходимо, чтобы из направляющей выступало лезвие строгального станка на 38 мм. Наладочное приспособление для вашей направляющей для хонингования может быть установлено с использованием двух кусков обрезков древесины с квадратными краями. Разместите два деревянных бруска на расстоянии 38 мм друг от друга и закрепите их на расстоянии с помощью шурупов и клея.
Используя приспособление для настройки с вашей направляющей для хонингования, вы можете гарантировать, что вы каждый раз устанавливаете лезвие строгального станка на одинаковое расстояние. Убедитесь, что лезвие строгального станка плотно удерживается установочным приспособлением. Если он слишком потерян, используйте отвертку, чтобы затянуть ручку регулировки.
Смажьте точильный камень
Смажьте точильный камень маслом. Этот тип масла специально разработан для очистки металла.
Удаление зазубрин на лезвии
Если на лезвии есть зазубрины, их необходимо удалить грубой стороной точильного камня толкающим движением, в отличие от ручного строгального станка.Как только зазубрины будут удалены, переместите лезвие строгального станка по точильному камню, прикладывая давление, когда лезвие неподвижно. Если лезвие двигается, край лезвия строгального станка будет изогнутым.
Если вы хотите узнать разницу между фуганком и строгальным станком, что лучше для вас.
, вы должны нажать здесь, чтобы узнать о фуганках и строгальных станках.
Выравнивание задней части
Начните с выравнивания и полировки задней части лезвия строгального станка. Вам нужно начать с крупной крупы, затем перейти к средней, а затем — к мелкой.Вам нужно сделать это только с 1-дюймовым участком, ближайшим к краю, но вам все равно нужно убедиться, что вы прикладываете достаточное давление вниз на лезвие строгального станка, чтобы оно оставалось полностью плоским.
Шаг грубого зерна займет больше всего времени, а средний и мелкий — относительно быстрые. После того, как вы выполнили три шага по зернистости, задняя часть лезвия строгального станка должна выглядеть как зеркало.
Заточка фаски
Возьмите направляющую для хонингования и строгальный нож и протрите ими фаску по самому крупному зерну.Как и в случае с обратной стороной, убедитесь, что вся поверхность скоса покрыта. Используйте увеличительное стекло, чтобы отслеживать свой прогресс. Как только вы закончите с крупной зернистостью, переходите к средней зернистости.
Наконец, повторите описанный выше процесс, используя хонинговальную направляющую и мелкое зерно. Проверьте лезвие строгального станка на куске дерева. Если вы достаточно заточите лезвие строгального станка, вы сможете сбрить тонкие куски дерева с гладкой поверхностью.
Заточка лезвий строгального станка по дереву, в отличие от настольного строгального станка, является важным процессом в процессе технического обслуживания.Если вы не сделаете это правильно, вы не сможете сохранить качество своих проектов на том уровне, на котором они должны быть.
Как затачивать лезвия электрического ручного строгального станка
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Заточка лезвия для ручного строгального станка может спасти вас
кучу денег, потому что вам не нужно заменять или покупать новые лезвия
каждый раз они становятся тупыми и тупыми. К тому же это удобно и
экономит время на поход в магазин за новым или ожидание
Доставка.
Вкл.
с другой стороны, затупившееся лезвие может затруднить вашу работу и
производят посредственные изделия из дерева. Поэтому всегда хочется иметь
острое лезвие, позволяющее работать быстрее и производить блестящие
полученные результаты.
В этой статье мы покажем вам, как можно
затачивайте лезвия электрического ручного строгального станка и получайте удовольствие от работы по дереву.
Помните, что заточенный электрический ручной рубанок снижает рабочую нагрузку.
Шаги по заточке лезвий для электрических ручных строгальных станков
Снимите лезвия
Первый шаг в заточке лезвий — вынуть их из
машина.Вам понадобится подходящий инструмент для откручивания винта.
поворачивая их против часовой стрелки.
Марка
убедитесь, что вы держите лезвие на месте, чтобы избежать ненужных движений. это
необходимо иметь контейнер, в который можно поставить болты, чтобы предотвратить
их неправильная установка.
Очистите лезвие и машину
А
многие люди обходят этот простой шаг. Очистка лезвий и машины
имеет решающее значение. Во-первых, желательно удалить пыль и ржавчину с
лезвие, прежде чем приступить к его заточке.
Далее,
очистка другой части машины от пыли и мусора даст вам
инструмент больше жизни и делает его более эффективным. Есть разные способы
можно использовать для чистки — можно использовать мягкую ткань или воздушный компрессор.
Для заточки используйте кондуктор
Сейчас
что вы подготовили инструмент, вы можете приступить к заточке
лезвия. Заточить не сложно, и если вы когда-нибудь затачивали нож
или ручное лезвие, тогда это не должно отличаться.
Однако
Вам понадобится приспособление для эффективной заточки лезвий. Теперь вы можете
либо купите, либо сделайте сами. Приспособление позволяет удерживать и направлять
лезвие, пока вы его затачиваете. Установив лезвие на место, вы можете
затем используйте песчаный камень, чтобы заточить его.
Вы
также можно использовать влажную или сухую наждачную бумагу для заточки лезвий. Однако это
может оставить следы на вашем лезвии. Если вы решите пойти по этому маршруту, вы
нужен лист наждачной бумаги размером 9 на 11 дюймов.«Далее вам понадобится
нарезать тонкими полосками для облегчения полировки. Преимущество использования
наждачная бумага потому, что она менее дорогая и простая в использовании.
тип наждачной бумаги, которую нужно купить, будет зависеть от состояния вашего
строгальные лезвия. Мы предлагаем вам грубую, среднюю и мелкую зернистость. Там
бывают разные виды круп, например 220, 320, 400, 600 и
1000.
Один раз
у вас есть готовый материал, теперь вы можете начать процесс заточки.
Первый шаг, который вам нужно сделать, это разгладить и отполировать заднюю часть
лезвие.Желательно начинать натирать лезвие с крупной зернистости,
прогрессировать до среднего и закончить с мелкой фриттой.
Один раз
вы закончили затачивать тыльную сторону лезвия, теперь вы можете повернуть его
и приступайте к работе со скошенной стороной. Шлифование скошенной стороны может быть трудным
потому что он маленький и его сложно уравновесить. Однако вы можете использовать
Направляющая для хонингования, чтобы держать лезвие под нужным углом.
Мост
специалисты в деревообрабатывающей промышленности рекомендуют установить угол хонингования.
направляющая под углом 30 градусов, так как она обеспечивает надежный захват.Вы должны убедиться
кондуктор надежно удерживает лезвие перед тем, как приступить к полировке кромки.
Сейчас
чтобы лезвие было плотно зажато, можно начинать тереть скос
на твоей стойкости. Начните с грубого зерна и закончите с мелким.
Вы можете использовать увеличительное стекло, чтобы убедиться, что вы втираете точную
способ и следить за своим прогрессом.
Проверьте, острые ли лезвия
Вы
можете проверить, хорошо ли вы заточили лезвия, отрезав
газета.Если лезвия острые, разрез на газете должен быть
чистый. Однако, если разрез неровный, это означает, что лезвия еще не
острые, и вам, возможно, придется их еще больше затачивать.
Вернуть лезвия
Один раз
вы заточили лезвия, теперь пора вернуть их в
машина. Убедитесь, что вы вставили пружины и винты в
подходящее место. Вы должны затянуть винт, перемещая их в
по часовой стрелке. Однако вы должны избегать их чрезмерного затягивания.
дайте своему клинку возможность двигаться.
Проверить лезвия
Один раз
вы заточили и собрали их обратно, пора проверить, не
они работают хорошо. Теперь вы можете включить питание и проверить свой
инструмент. Если все сделано правильно, машина должна давать острые разрезы и
гладкая отделка дерева.
Другой
способ, которым вы можете определить, острый у вас клинок или тупой, — это
освещая края. Острое лезвие при наклоне и повороте
по направлению к свету, должны отражать свет и иметь плоскую форму.
Заключение
Если
вы хотите получить лучший результат работы по дереву, тогда вам нужно иметь
электрический ручной рубанок с острыми лезвиями. Работа с затупившимся лезвием не
только делает вашу работу утомительной и медленной, но и дает низкое качество
изделия из дерева. Более того, заточка лезвий экономит ваши деньги, потому что
вам не нужно покупать новый каждый раз, когда он становится скучным.
Однако
хотя заточка лезвия — это хорошо, вам следует избегать
их чрезмерная заточка, потому что это сокращает срок службы инструмента.Только
затачивайте, когда чувствуете, что лезвия затупились и не дают
желаемый результат столярки.
Pro
Совет: вы должны регулярно чистить лезвия, чтобы удалить смолу.
закрывая лезвие, потому что это может создать ложное впечатление, что
лезвия тупые и тупые.
Как затачивать лезвия для ручного строгального станка
«Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, сделанные по этим ссылкам».
Ваш ручной строгальный станок, очевидно, регулярно используется месяцами или годами, прежде чем вы поймете, что его нужно «настроить и заточить».«У строгального станка так много применений, что для достижения наилучших результатов деревообработки вам необходимо регулярно затачивать лезвие ручного строгального станка.
Попытка стричь дерево тупым строгальным лезвием делает работу вдвое труднее, не говоря уже о плохих результатах в конце вашего деревообрабатывающего проекта. Итак, сегодня вы узнаете, как идеально затачивать лезвия для ручного строгального станка и какие продукты вам понадобятся для этого.
Существует множество методов, которые вы можете использовать для заточки лезвий ручного строгального станка, но два из самых распространенных и простых способов мы обсудим ниже.Один из простых способов заключается в использовании различной сухой или влажной наждачной бумаги на кожаной полоске и полировальной пасты.
Другой метод заключается в использовании хонинговальной направляющей, что значительно упрощает процесс. Научиться затачивать лезвия электрического рубанка на самом деле не так уж и сложно, если у вас есть ноу-хау и, конечно же, необходимые инструменты.
Заточка плоского лезвия наждачной бумагой
Этот процесс заточки ваших лезвий включает удаление металла с лезвий.Хотя наждачная бумага отлично удаляет этот металл, она может оставить следы на лезвии и скошенной кромке. Смотрите, каждый раз, когда вы шлифуете, количество отметок увеличивается.
Здесь вступает в игру полирующий состав. Он удалит эти следы и отполировал лезвие, чтобы лезвие стало острым и блестящим.
Необходимые материалы:
- A 220, 320, 400 и 600 влажная / сухая наждачная бумага
- Бритвенный нож
- Отвертка
- Красный полировальный состав
- Кожаная полоска
901 Шаги
Сначала снимите ручную плоскость, ослабив винт.Убедитесь, что лезвие рубанка чистое, будьте осторожны с режущей кромкой и удалите все бумажные прокладки, если они есть. Бумажные прокладки используются для закрытия зазора между лезвием и корпусом рубанка.
Так как размер листа наждачной бумаги 9 ″ x 11 ″, вам придется разрезать их на тонкие полоски, используя сначала бумагу с зернистостью 220. Положите эту полоску на плоскую поверхность стола.
Затем, удерживая скошенную сторону плоскости поверх наждачной бумаги, потяните плоскость назад четыре-пять раз.Вы должны прилагать легкое давление, когда будете тянуть самолет каждый раз по полосе.
Теперь переверните лезвие скошенной стороной вверх. Поместите кончик на бумагу и держите другой кончик немного приподнятым. Снова потяните лезвие по всей полосе четыре-пять раз. Это сделает крошечный скос или изгиб на этой стороне вашего лезвия.
Некоторые люди предпочитают, чтобы тыльная сторона лезвия оставалась плоской, но для изготовления корзин лучше подходит микроскос. В обоих случаях это ваш личный выбор, если вы смотрите на передовые технологии и не переусердствуйте.
Для выполнения вышеуказанного процесса используйте наждачную бумагу с зернистостью 320, 400 и, возможно, с зернистостью 600. Каждый раз, когда вы меняете наждачную бумагу, убедитесь, что вы удаляете всю зернистость, видимую на лезвии.
Возьмите красную полировальную пасту и вотрите ею полоску кожи. После этого поместите скошенную сторону на кожаную полосу и потяните назад по всей длине четыре-пять раз. Повторите то же самое для задней части лезвия. На данный момент ваше лезвие рубанка должно иметь очень острый край.
Наконец, чтобы проверить остроту режущей кромки, используйте плоское лезвие на листе газеты. Рваный разрез означает, что лезвие рубанка не является чистым или гладким и его необходимо снова заточить, начиная с наждачной бумаги 220. Четкий вырез на газете означает, что вы хорошо следовали инструкциям.
Снова соберите ручной рубанок, поместив лезвие на место и затянув винт. Наконец, не забудьте проверить самолет, используя его на обрезном материале обода. Если на этом ободе получается аккуратная и тонкая стружка, это означает, что вы хорошо закрепили винт.В противном случае затяните или ослабьте винт, чтобы срезать глубже или сделать стрижку более тонкой, соответственно.
Метод направляющей для хонингования
Люди предпочитают затачивать лезвие собственными руками. Однако, если вы знаете, как использовать направляющую для хонингования (также известную как приспособление для заточки долота), задача станет намного проще. Для этого метода требуется меньше практики и опыта, и это самый простой способ для непрофессионала.
Затачиваете ли вы долото или лезвия строгального станка, это простой и безопасный способ сделать это.
Необходимые материалы:
* Руководство по хонингу Проверьте Amazon здесь!
* Деревянные обрезки
* Точильные камни — ваши точильные средства, то есть трех типов; должна быть средней, средней и мелкой зернистости. Для этого метода используйте зерно 8000, 5000 и 1000 штук.
* На выбор могут быть масляные камни, наждачная бумага, водные камни или алмазные пластины. Неважно, какой тип вы используете.
* Увеличительное стекло (опция)
Шаги
1.Назад
Во-первых, вы должны положить заднюю часть лезвия на заточный материал. Как и раньше, потяните заднюю часть лезвия за три разных типа заточного материала. Попробуйте обработать первый дюйм, который примыкает к краю. Надавите на лезвие так, чтобы оно оставалось плоским, потому что вам нужно отполировать и разгладить всю заднюю поверхность.
Грубый шаг займет больше времени по сравнению с двумя другими материалами для заточки. Однако, как только вы сможете увидеть свое лицо на этой зеркально блестящей поверхности, это означает, что лезвие уже остро и отполировано.
2. Скошенная кромка
Трудно удержать крошечную область кромки угла скоса на заточенном материале; Отсюда и появляется руководство по хонингованию.
3. Направляющая для хонингования
Основное назначение направляющей для хонингования — обеспечить угол, который постоянно необходим для заточки фаски. Чем крепче держится лезвие, тем легче его точить. Меньший угол обеспечивает меньшую долговечность, поэтому 300 считается стандартным для достижения лучших результатов.
Для 300, вам необходимо убедиться, что 38 мм кромки лезвия выходит за пределы хонинговальной направляющей. Затем вам нужно установить приспособление для хонингования. Для этого используйте два куска дерева и убедитесь, что у одного из них квадратный край. Разместите деревянные доски на расстоянии 38 мм друг от друга, прикрутите и склейте детали для надежного позиционирования.
Не забудьте убедиться, что лезвие плотно удерживается зажимным приспособлением. При необходимости затяните отверткой.
Теперь потрите скошенный край по трем разным зернам, как вы это делали с обратной стороной.Для точности используйте увеличительное стекло. Наконец, проверьте лезвие лезвия на газете и материале обода, как описано в первом методе. Повторите всю процедуру, если вы не достигли очень острого края.
Вот видео, где затачивают стамеску, но процесс такой же!
Заключение
Итак, надеюсь, теперь вы знаете, как затачивать лезвия ручного строгального станка и получать эту чрезвычайно острую кромку.Если вы хотите постоянно добиваться желаемых результатов, важно, чтобы кромка строгального станка была острой и в хорошем состоянии. Держите свою работу по дереву одним и тем же старым лезвием навсегда.
Помогите нам в распространении информации !!
Увеличьте срок службы и улучшите производительность строгальных и фуговальных ножей
Infinity Cutting Tools предлагает широкий выбор строгальных и фуговальных ножей из быстрорежущей стали с твердосплавными напайками.
Все мы знаем, что любой покупаемый режущий инструмент необходимо заточить или отточить перед использованием.Это справедливо для ручных инструментов, таких как долота и рубанки, кухонные ножи и даже фуговальные и строгальные ножи. Большинство производителей заявляют, что их ножи острые и готовы к использованию прямо из коробки, и технически это правда. Ножи заточены на заводе, и если вы бросите их в машину, они будут работать. Но небольшая заточка может вывести набор ножей на новый уровень, продлить срок их службы и улучшить качество резки.
Заточить комплект ножей не сложно.Ножи из быстрорежущей стали (HSS) и твердосплавные наконечники можно затачивать с помощью алмазной точилки, такой как модель M-Power, показанная ниже. Цель здесь — просто сделать несколько движений по скосу ножа и несколько ударов по спине. Это удалит любые заусенцы, оставшиеся от заводского процесса шлифования, и сделает кромку более острой и долговечной.
Эта удобная точилка для фрез идеальна для подкраски кромок строгальных и фуговальных ножей. Одна сторона имеет алмазную поверхность с зернистостью 300, а другая — с более мелкой зернистостью 600.
Помните, все, что нужно, — это несколько легких движений тонкой алмазной шлифовкой по скосу и задней части ножа. Мы просто улучшаем кромку, а не шлифуем новую. Когда дело доходит до заточки фуговальных и строгальных ножей из быстрорежущей стали или твердых сплавов, существует закон убывающей отдачи. Заточить эти материалы до острой бритвы на самом деле не стоит. Хотя вы, скорее всего, можете заточить нож из быстрорежущей стали, чтобы он был достаточно острым, чтобы им можно было бриться, но первая доска, прошедшая через строгальный станок, уберет этот край.Мы рекомендуем затачивать примерно до 600 зерен. Любое более тонкое и полученное в результате преимущество будет длиться недолго.
Используйте алмазное хонингование, чтобы обработать кромку и удалить заусенцы с тыльной стороны и фаски фуговального или строгального ножа.
Фрезы и пильные полотна с твердосплавными напайками ушли в прошлое со стальными аналогами. У карбида износостойкость примерно в десять раз выше, чем у стали, плюс, твердосплавный строгальный нож имеет те же преимущества, что и другие режущие инструменты. Хотя лезвие из карбида изначально не будет ощущаться и не будет таким острым, как заточенный нож из быстрорежущей стали, лезвие из карбида прослужит во много раз дольше.Тот же процесс хонингования используется с твердосплавными ножами и может полностью раскрыть потенциал заводской заточки или использованной твердосплавной кромки.
Строгальные и фуговальные ножи
с твердосплавными напайками обладают более длительным сроком службы, чем их аналоги из быстрорежущей стали.
Потратьте несколько минут на то, чтобы улучшить заводскую кромку вашего нового строгального или столярного ножа Infinity, — это отличный способ максимально эффективно использовать свои ножи. Мы также рекомендуем периодически обновлять ножи, очищая ножи от отложений и затачивая их алмазным шлифовальным станком.Для станков с традиционной режущей головкой Diamond Knife Hone позволяет затачивать ножи, не снимая их с станка, но для большинства станков с индексированными ножами, таких как DeWalt 734 или 735, вам придется снимать ножи для заточки. Также на любом индексированном ноже важно удалить как можно меньше материала. Поскольку ножи не могут быть отрегулированы в машине, удаление слишком большого количества материала с режущей кромки приведет к укорачиванию ножа, и он больше не будет достигать заготовки.Это приведет к неправильной подаче машины или к контакту других частей режущей головки с заготовкой и может вызвать серьезное повреждение строгального станка.
Хонингование ножа с твердосплавным наконечником происходит так же, как и для ножей из быстрорежущей стали: достаточно всего пары легких проходов с алмазным шлифовальным кругом на тыльной стороне и скосом.
Мораль истории такая же, как и у любой другой машины в вашем магазине — важно время от времени проявлять немного любви к своим столярным и строгальным ножам и поддерживать их в чистоте и остроте.Для их очистки мы рекомендуем Blade & Bit Cleaner. Чтобы отточить неиндексированные ножи на фуганках и строгальных станках с традиционными фрезерными головками, обратите внимание на Diamond Knife Hone. Этот инструмент позволяет затачивать ножи, все еще закрепленные в режущей головке. Приложив немного усилий, ваши старые ножи будут работать как новые, а новые — лучше, чем новые.
Для получения более подробной информации об обслуживании фуговальных и строгальных ножей ознакомьтесь с этим сообщением в блоге и видео.
Связанные
Как затачивать лезвия строгального станка
В этой статье мы обсудим метод заточки лезвия строгального станка с использованием в основном стального листа (с порошком карбида кремния) и гидроструйных камней.
Разглаживание задней части лезвия
Мне нравятся острые инструменты. На самом деле, я должен это немного перефразировать. Я люблю точить инструменты.
Мне нравится процесс заточки, и я получаю удовольствие от создания действительно тонкой кромки.
Тем не менее, с годами одна из самых важных вещей, которые я узнал о заточке, — это то, что есть много способов подойти к ней.
Фактически, я несколько раз менял весь свой подход, пытаясь найти способы упростить его и при этом получить то, что я считаю очень острым.
Хотя техника и оборудование могли измениться, одно остается верным.
Единственный способ получить острый край — это пересечь две плоские гладкие поверхности. Ключевым моментом здесь является то, что есть две поверхности.
Слишком часто процесс заточки концентрируется на фаске долота или плоского лезвия.
Но независимо от того, насколько плоской и гладкой будет скос, вторая поверхность — тыльная сторона долота или плоского лезвия — должна иметь такую же гладкость.
Фактически, именно здесь начинается весь процесс.
Когда я собираюсь затачивать новое (или старое, если на то пошло) плоское лезвие, я сначала сосредотачиваюсь на выравнивании и сглаживании тыльной стороны.
Хотя это может показаться гладким, тыльная сторона большинства плоских лезвий обычно покрыта вихревыми следами шлифовки, см. Фото ниже.
Если бы эти канавки остались, гребни и впадины образовали бы режущую кромку «зуб пилы».
Итак, первым делом нужно удалить все эти отметины и сделать спину действительно гладкой и плоской.
Чтобы получить плоскую и гладкую спинку, первый шаг — это то, что можно назвать «шлифованием», но вы не используете шлифовальный круг.
Вместо этого используется грубая абразивная поверхность, чтобы быстро разгладить обратную сторону и сгладить все гребни, оставленные заводской шлифовкой.
Шлифование обратной стороны
Я нашел два эффективных метода: алмазные камни и стальная пластина.
Алмазные камни
Я использую алмазные камни для выравнивания задней поверхности плоских лезвий около четырех лет и считаю, что их трудно превзойти.
Алмазный камень — это пластиковая основа с плоской стальной поверхностью.
Поверх этой плоской поверхности находится слой алмазной пыли, внедренный в слой никеля.
Единственная проблема с алмазными камнями — это их стоимость — от 40 до 90 долларов за камни тех размеров, которые необходимы для работы с плоскими лезвиями.
Я должен упомянуть еще об одной проблеме.
В последнее время у нас возникли проблемы с поиском плоских алмазов.
Из-за изменения производственного процесса поверхность алмазного камня не всегда бывает плоской.
Стальная пластина
Альтернативой современной технологии обработки алмазного камня является метод, который японцы использовали на протяжении веков.
Это просто мягкая стальная пластина, посыпанная порошком карбида кремния.
Чтобы использовать стальную пластину для выравнивания тыльной стороны плоского лезвия, намочите поверхность, чтобы на ней образовалась тонкая, ровная пленка воды.
Затем посыпьте пластину щепоткой порошка карбида кремния зернистостью 220.
Добавьте пару капель воды и покрутите заднюю часть лезвия над этой смесью, чтобы равномерно распределить ее по стальной пластине.
Теперь пора работать.
Положите заднюю часть плоского лезвия на стальную пластину и надавите прямо за скос обеими руками, см. Рис.1.
Сильно нажмите и проведите лезвием от одного конца пластины к другому.
Действительно давить. Идея состоит в том, чтобы резать сталь, а не просто скрипеть решеткой.
The Secret
Но если вы так сильно давите, почему карбид кремния не выдавливает стальную пластину просто так?
Это кажется логичным вопросом, потому что пластина намного мягче лезвия.
Но именно мягкость пластины заставляет всю систему работать.
Что происходит, так это то, что острые части карбида кремния врезаются в относительно мягкую поверхность пластины.
Они остаются на месте точно так же, как алмазные частицы, внедренные в поверхность на алмазном камне, см. Рис. 2.
Проверка хода
По мере шлифования на задней части лезвия начинает расти блестящая поверхность, см. Фото.
Когда эта поверхность простирается от одного края лезвия до другого, обратная сторона плоская.
Убить углы
Прежде чем перейти к сглаживанию этой поверхности, я сделаю еще один небольшой шаг.
Я «убиваю» углы, чтобы минимизировать крошечные выступы, которые всегда появляются на куске дерева там, где штрихи строгания перекрываются.
Чтобы заглушить углы, держите лезвие под углом примерно 45 градусов к поверхности и перетащите угол по поверхности, см. Рис. 3.
Идея состоит в том, чтобы устранить острый край, а не создать действительно видимый фаска.
Достаточно нескольких штрихов на каждом углу.
Полировка спинки
После того, как спинка отшлифована, японцы продолжают обрабатывать лезвие пастой из карбида кремния, пока оно почти не высохнет.
Происходит то, что частицы разрушаются все меньше и меньше.
Наконец, они такие маленькие, что поверхность остается отполированной до зеркального блеска.
Я не прикладываю столько усилий.
Когда я вижу, что спина плоская, я перехожу к японскому водяному камню с зернистостью 1000.
Еще раз, это изменение по сравнению с тем, как я раньше работал.
Раньше я использовал арканзасские (масляные) камни. Но я стал чемпионом по водным камням.
Waterstones
После более чем четырехлетнего использования водяных камней я не могу представить, чтобы вернуться к использованию масляных камней для заточки плоских лезвий и долот.
Почему я люблю водные камни?
Во-первых, они быстрее режут.
Это в основном потому, что поверхность почти не покрывается глазурью, как это делают масляные камни.
Связующее, которое удерживает вместе абразивные частицы в водном камне, уступает место только с нужной скоростью, чтобы всегда получать свежую поверхность.
Еще одна причина, по которой мне нравятся водные камни, заключается в том, что они бывают более тонкими, чем масличные (зернистость до 8000), что дает невероятно гладкую поверхность.
Разглаживание задней части
Теперь вернемся к разглаживанию задней части лезвия рубанка.Я делаю это на водяных камнях в два этапа.
Сначала я улучшаю поверхность на водном камне зернистостью 1000.
Здесь я повторяю поглаживание, используемое при шлифовании, но не давлю так сильно.
Когда вы начнете работать с этим камнем, продолжайте разбрызгивать воду на поверхность, чтобы разбавить «жидкий раствор», который скапливается на поверхности.
(Я использую распылитель.)
Цель состоит в том, чтобы продолжать тереть тыльную сторону свежей режущей поверхности водяного камня до тех пор, пока поверхность не приобретет ровную патину.
Затем внимательно посмотрите на поверхность, чтобы убедиться, что все царапины от шлифовки исчезли.
Это важно, потому что каждая оставшаяся царапина превращается в микроскопическую зазубрину там, где она встречается с краем.
Когда поверхность очищается от царапин, я начинаю дорабатывать, позволяя «суспензии» образоваться и немного высохнуть.
(Держите его достаточно влажным, чтобы он не «комковался».)
Суспензия на самом деле представляет собой сломанные фрагменты водного камня, которые становятся все мельче и мельче по мере того, как они теряются.
Чем мельче они становятся, тем более гладкой становится поверхность.
Полировка
Для получения действительно гладкой поверхности я использую водяной камень зернистостью 6000 с той же процедурой, что и камень зернистостью 1000.
Легко узнать, когда вы закончили.
Задняя часть будет иметь зеркальную отделку. Не принимайте волнистости.
Если вы видите царапины или волнистость на отражении, вернитесь к камню с зернистостью 1000 и снова разгладьте его.
Звучит как большая работа, но весь процесс требуется только один раз в жизни лезвия.Это стоит делать правильно.
Хонингование фаски
Секрет — стабильность.
Заточить лезвие для рубанка довольно просто, по крайней мере, в принципе.
Есть два основных шага.
Сначала спинка выравнивается и разглаживается.
Затем скошенная кромка шлифуется до нужного угла резания и оттачивается до гладкости.
Работа с гладкой и плоской спинкой относительно проста, хотя для этого требуется немного смазки для локтей, см. Выше.
Но формирование и хонингование фаски — это совсем другое дело.
Проблема в том, что на протяжении всего процесса шлифования угла и последующего хонингования лезвие должно оставаться под одним и тем же углом — при каждом ходе.
Независимо от того, какой метод используется, цель одна и та же: удалить металл, чтобы получить гладкую плоскую поверхность на фаске, которая пересекается с гладкой плоской поверхностью тыльной стороны.
Шлифование фаски
Вся процедура начинается со шлифования фаски до нужного угла резания.
Обычно я использую шлифовальный круг для определения угла заточки и полой шлифовки скоса на долотах и плоскостях лезвий.
Когда скос полый, мне легко держать лезвие (без зажима), так что только носок и пятка контактируют с камнем.
Если только эти две точки опираются на камень, лезвие не будет качаться во время хонингования, поэтому угол заточки (скоса) может сохраняться при каждом ходе.
Но что, если у вас нет шлифовального станка для полого шлифования фаски?
Нет проблем.
С помощью хонинговального приспособления плоское лезвие можно удерживать под одним и тем же углом в течение всего процесса формовки и хонингования ряда камней.
Примечание: мне нравится использовать для этого процесса серию из трех камней.
- Крупный или сверхгрубый алмаз. (Его можно заменить стальной пластиной и порошком карбида кремния, который используется для выравнивания обратной стороны, см. Выше.)
- Японский водяной камень с зернистостью 1000 для начального хонингования. И
- — водяной камень с зернистостью 6000 для формирования и полировки микрокосов.
Также мне нравится использовать хонинговальную направляющую Eclipse 35.
Но таким же образом можно использовать приспособления Stanley и Lee Valley.
Установка угла резкости
Первым шагом в формировании скоса является определение того, каким должен быть угол скоса.
Хотя это может быть темой для бесконечного обсуждения, я обнаружил, что точный угол не так уж и важен.
Я обычно затачиваю и затачиваю фаску примерно до 25 градусов, а затем добавляю микро-фаску примерно под 30 градусов.
Установка угла
Установка направляющей для хонингования на этот угол — первая проблема.
В основном угол определяется расстоянием, на которое лезвие выступает из передней части зажимного приспособления, см. Рис.1 .
Рис.1: Угол скоса регулируется расстоянием, на которое лезвие выступает из зажимного приспособления. Чем больше расстояние, тем больше угол заточки; более короткое расстояние устанавливает микрокосмический скос.
На зажимном приспособлении Eclipse, если лезвие выступает на 2 дюйма от передней части зажимного приспособления, угол будет составлять 25 градусов.
Переустановка лезвия так, чтобы выступ составлял 1 1/2 ″, устанавливает угол микрокоса в 30 градусов.
Таким образом, каждое изменение на 1/10 ″ означает изменение угла на 1 градус.
Для Stanley лезвие должно выступать на 1 дюйм для угла 25 градусов и 1/2 дюйма на 30 градусов.
Для приспособления Lee Valley доступен аксессуар для настройки угла.
(Но если вы хотите измерить, используйте 1 1/2 ″ для 25 градусов и 1 ″ для угла 30 градусов.)
Приспособление для установки лезвия
Было бы неплохо, если бы вы могли установить угол один раз и не беспокоиться об этом на протяжении всего процесса формирования и доводки фаски.
Но что-то, кажется, всегда происходит — лезвие соскальзывает или его нужно вытащить, чтобы проверить, квадратное ли оно.
Чтобы быть уверенным, что я могу каждый раз возвращаться к одному и тому же углу, я использую простое приспособление для установки лезвия, см. Рис.2 .
Рис. 2: Простое приспособление упрощает настройку (и сброс) углов заточки и микрокаскосов. Полоски из мазонита контролируют выступ лезвия и выравнивают квадрат лезвия.
Чтобы сделать это приспособление, приклейте две полосы мазонита под углом 90 градусов друг к другу к куску фанерного лома, см. Рис. 2.
Полоса, параллельная краю лома, действует как положительный «упор», поэтому лезвие всегда будет возвращаться к одному и тому же выступу.
Полоса, перпендикулярная кромке, выравнивает лезвие в хонинговальном приспособлении, так что режущая кромка будет отшлифована под прямым углом.
Для зажимного приспособления Eclipse расстояние между краем фанеры и полосой составляет 2 дюйма для угла 25 градусов.
(Я добавил еще пару полосок, чтобы установить лезвие 1 1/2 ″ для микрокауса 30 градусов.)
Шлифование скоса
После фиксации лезвия под правильным углом можно сформировать скос.
Один из самых быстрых способов «заточить» этот угол — это алмазный камень с крупной или особо крупной зернистостью.
Или вы можете использовать стальную пластину и порошок карбида кремния, используемый для выравнивания задней поверхности (см. Выше).
Есть несколько советов по использованию хонинговальной направляющей для заточки фаски.
Для максимального контроля я помещаю большие пальцы за приспособление и нажимаю кончиками пальцев на тыльную сторону лезвия прямо над краем, см. Рис. 3 . (Не надавливайте на круг.)
Рис. 3: Чтобы выровнять скошенный край, сконцентрируйте усилие шлифования на «длинном» углу. Когда кромка станет квадратной, продолжайте шлифование, пока скошенная поверхность не станет ровной и ровной.
При «шлифовании» алмазного камня или стальной пластины я оказываю давление только при прямом ходе, сбрасывая давление при движении назад.
Я пытаюсь представить, что снимаю этикетку с камня, чтобы добиться наилучшего результата резки.
Проверка на квадрат
Поскольку фаска отшлифована, край должен быть прямоугольным.
Для проверки прямоугольности вам может потребоваться вынуть лезвие из зажимного приспособления.
(Сброс после проверки — это когда пригодится приспособление для установки лезвия, показанное на рис. 2).
Если лезвие шлифуется не под прямым углом, нажмите сильнее на «длинный» угол, см. рис.3.
Продолжайте шлифовать до получения ровной матовой поверхности от пятки до пятки скоса.
Это означает, что поверхность становится ровной.
Чтобы убедиться, что режущая кромка отшлифована ровно, проверьте наличие ровных заусенцев на обратной стороне (плоской стороне).
Этот заусенец образуется, когда поверхность скоса стачивается и пересекается с поверхностью тыльной стороны.
Когда эти две поверхности встречаются, тонкая «чешуйка» металла скручивается на задней кромке, образуя заусенец.
Подушечкой пальца нащупайте заусенец на задней части лезвия.
Не тяните пальцем за край.
Вместо этого потяните его под углом 90 градусов к краю, см. Рис. 5 .
Рис.5: Первичная фаска заканчивается, когда ровный заусенец проходит по всей длине кромки. Чтобы нащупать заусенцы, слегка проведите лезвием по подушечке пальца.
Если заусенец на одном конце тяжелее, чем на другом, вы знаете, если лезвие не прямоугольное.
Продолжайте «шлифовать» до тех пор, пока заусенец не окажется на тыльной стороне лезвия.
Удалить заусенец
Затем необходимо удалить заусенец. Не пытайтесь оторвать или сломать заусенец.
Когда он «рвется», на краю лезвия остается неровный край.
Вместо этого сотрите заусенец.
Я использую только водяной камень (зернистость 6000), чтобы стереть заусенцы, см. Рис. 6 .
(Задняя часть уже отполирована до зеркального блеска, поэтому на данном этапе не стоит переходить к более грубому камню только для того, чтобы удалить заусенец.)
Рис.6: Заусенец удаляется полировкой обратной стороны отделочного камня. Надавите на камень и двигайте его параллельно кромке лезвия, пока заусенец не исчезнет.
Чтобы стереть заусенец, положите заднюю часть лезвия на чистовой камень.
Теперь надавите прямо на край и проведите лезвием вперед и назад так, чтобы режущая кромка оставалась параллельной сторонам камня.
Заусенец удаляется за пять или шесть движений.
(Он будет выглядеть как фрагменты очень тонкой проволоки на вершине камня.)
Сглаживание фаски
После шлифовки фаски и удаления заусенцев можно начинать процесс хонингования для сглаживания поверхности фаски.
Здесь я использую двухэтапный процесс обработки камня зернистостью 1000.
Начальное сглаживание
Сначала я прохожу процесс начального сглаживания, чтобы удалить царапины, оставленные «шлифовкой», см. Рис.4 .
Рис.4: При затачивании фаски на камне с зернистостью 1000 прикладывайте давление только при прямом ходе.Сосредоточьте давление на кромке лезвия, а не на зажимном ролике.
Для быстрого удаления царапин используйте много воды на водном камне с зернистостью 1000, чтобы часто смывать «шлам».
Обеспечивает контакт фаски со свежими абразивными частицами на поверхности.
Заточите до тех пор, пока скос не станет однородным (похожим на оловянный), и нащупайте ровный заусенец на обратной стороне.
Затем удалите заусенец на отделочном камне.
Окончательное разглаживание
Вторая часть этого процесса — окончательное разглаживание камня с зернистостью 1000.
Это то же самое, что и первый шаг, только не промывайте камень.
Вместо этого позвольте «суспензии» частиц собираться на поверхности камня во время заточки.
Эта «суспензия» представляет собой своего рода ил, состоящий из осколков водяного камня.
Так как эти фрагменты маленькие, они производят более тонкую отделку, чем обработка чистого, только что промытого водяного камня.
Мастерская Примечание. По мере того, как суспензия накапливается на поверхности, она может прилипать к колесу на хонинговальном приспособлении.
Проверяйте время от времени и вытирайте.
Если на тыльной стороне лезвия от края до края есть тонкий ровный заусенец, удалите его, снова отполировав обратную сторону камня зернистостью 6000.
The Microbevel
К этому моменту лезвие достаточно острое почти для любых целей.
Но если вам нужен суперсильный край, вы можете добавить микрокос.
Микроскос — это именно то, что следует из названия.
Это крошечный вторичный скос, который начинается не шире волоска на краю основного скоса.
Набор для Microbevel
Чтобы установить зажимное приспособление для Microbevel, ослабьте зажимной механизм на зажимном приспособлении.
Затем прижмите край лезвия к полосе мазонита, которая находится ближе к краю фанерной основы, см. Рис. 1 и 2.
Затем сдвиньте зажимное приспособление по лезвию до соприкосновения с фанерным основанием и затяните зажимной механизм.
Увеличивает угол примерно до 30 градусов. (На зажимном приспособлении Eclipse это означает уменьшение выступа лезвия до 1 1/2 дюйма.)
Заточка микрокоса
Заточка микробафа — самая быстрая и наиболее удовлетворительная часть всего процесса.
Обрызгайте водой шлифовальный камень зернистостью 6000 и поместите лезвие сверху.
Теперь надавите на переднюю кромку лезвия и сделайте пять или шесть движений вперед. Тогда посмотрите на край.
Кромка должна иметь блестящую тонкую полоску на конце скоса.
Если эта полоска проходит от края до края, микрокаскос закончен.
Если он не совсем завершен, нанесите лезвием еще один или два удара.
Секрет создания микрокоса заключается в том, чтобы знать, когда остановиться.
Если он шире, чем «микро», вы получаете хорошее упражнение по удалению металла, но не улучшаете кромку.
И в следующий раз это усложнит хонингование микрокоса.
Удалите заусенец
Когда микрокосмическая кромка будет завершена от края до края, на нем останется почти невидимый заусенец.
Удалите этот заусенец, поместив заднюю часть на отделочный камень и сконцентрируйтесь на последней полировке задней части.
Повторное зондирование микрокоса
Микроскос становится заметным, когда лезвие теряет острый край.
Для доведения до совершенства кромки требуется всего несколько минут, потому что необходимо удалить лишь микроскопическое количество металла.
Секрет в том, чтобы лезвие не затупилось перед переточкой.
Для получения информации о сборке юстировочной плоскости ознакомьтесь с нашей статьей «Сборка и юстировка ручного рубанка».
Как выбрать номер ручной плоскости и угол наклона для использования в магазине на вашей заготовке
Q: У меня есть несколько самолетов, но я никогда не знаю, какой из них лучше использовать.Я вижу, что у № 3 крутой уклон, чем у моей скамейки. Когда вы, скажем, используете № 3 против № 5? И какой угол следует использовать при заточке?
Самолеты бывают разных размеров и наклонов для разных работ, поэтому нужно подумать, какой из них использовать в той или иной ситуации.
A: Диапазон вашего вопроса — «правильный ли использовать», «более крутой наклон», «какой угол заточки» — можно с таким же успехом выразить как «Скажите мне все, что мне нужно знать, чтобы точить и использовать ручной самолет.«Не переводите этот комментарий как фальшивый или недобрый. Напротив: из-за вашего интереса к ручным рубанкам я настоятельно рекомендую вам прочитать, изучить и попрактиковаться в их заточке и использовании. Возможно, они являются наиболее универсальными и полезными инструментами при работе с деревом.
Как новичку, объяснение того, как и почему использовать этот инструмент, не интуитивно понятно, но ответы на большинство ваших вопросов можно найти в книгах, статьях или компакт-дисках. Самое важное — использовать этот инструмент, и, если вы не получаете ожидаемого результата, сосредоточьтесь на решении этой части навыка.Что касается специфики вашего письма: «Какой из них правильный?»: Если предположить, что мы имеем дело с обычным строганием на скамейке, именно длина больше всего определяет, какой самолет использовать. Чем длиннее заготовка, тем длиннее рубанок, чтобы она стала плоской. Как правило, мы считаем, что можно сделать поверхность плоской в три раза длиннее плоскости. Не делайте это фетишем: я использую только два самолета (04-1 / 2, длиной 10 дюймов, и 07, 22 дюйма).
Правильная техника заточки рубанка — это навык, которым должен обладать каждый, кто часто использует рубанок в магазине.«Более крутой склон» на плоскости № 3, который, как я полагаю, является лягушкой, сбил меня с толку без дополнительной информации. Обычно лягушка находится под углом 45 градусов. «Какой угол можно использовать при заточке?» Он варьируется от 43 градусов до 35 градусов. Чем выше угол, тем дольше он будет оставаться острым в более твердой древесине. На практике затачивайте под углом 40 градусов и не меняйте этот угол, пока не научитесь делать это достаточно хорошо.
Amazon.com: LepoHome Направляющая для хонингования из нержавеющей стали с роликом для стамески с фиксированным углом заточки лезвий строгального станка (диапазон ширины зажима 0.2–3,2 дюйма): Кухня и столовая
| Был: | 14 долларов.99 Подробности |
| Цена: | 13,99 $ + Депозит без импортных пошлин и доставка в Российскую Федерацию $ 19,82 Подробности
|
| Вы экономите: | 1 доллар США (7%) |
| Материал | Нержавеющая сталь |
| Марка | LepoHome |
| Цвет | Серебро |
- Убедитесь, что это подходит
введя номер вашей модели.