Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».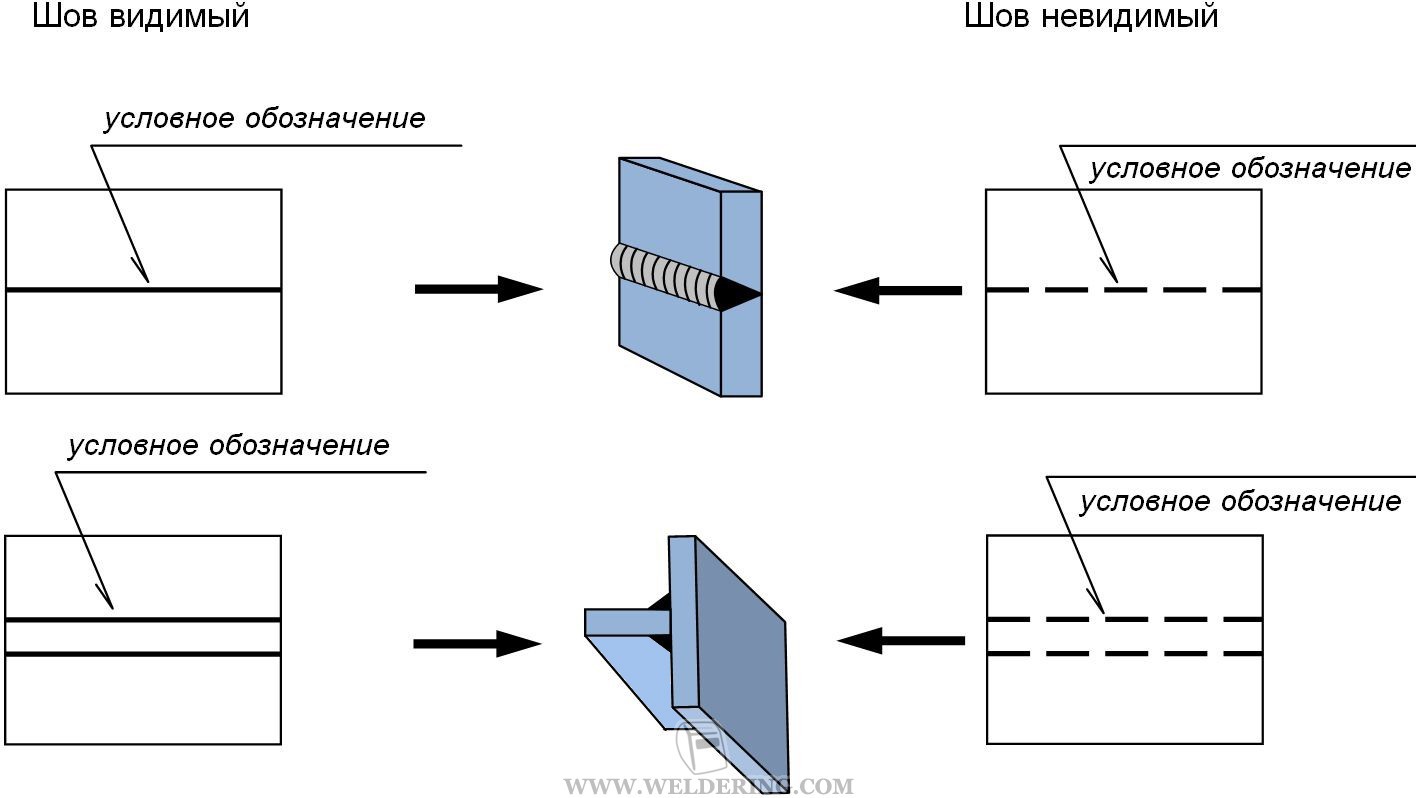
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
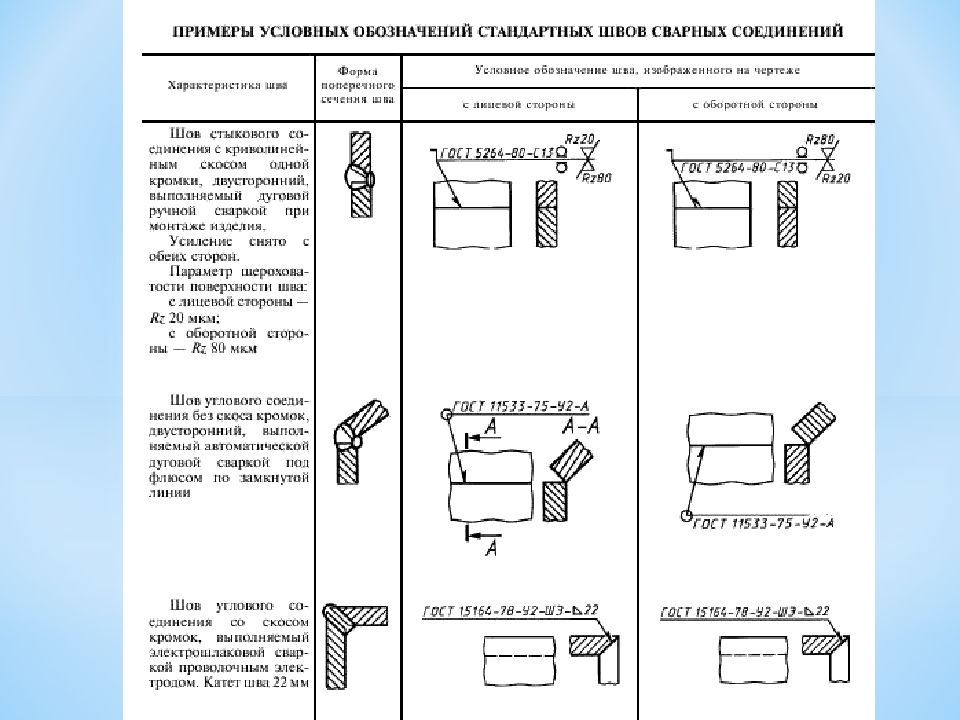
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
Форма подготовленных кромок | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
Подготовленных кромок | Выполненного шва | |||
С криволинейным скосом одной кромки | 15 – 100 | Т2 | ||
С двумя симметричными скосами одной кромки | 8 – 100 | Т8 | ||
| 12 – 100 | Т9 | |||
В этих же документах указаны обязательные к исполнению размеры, например катета шва.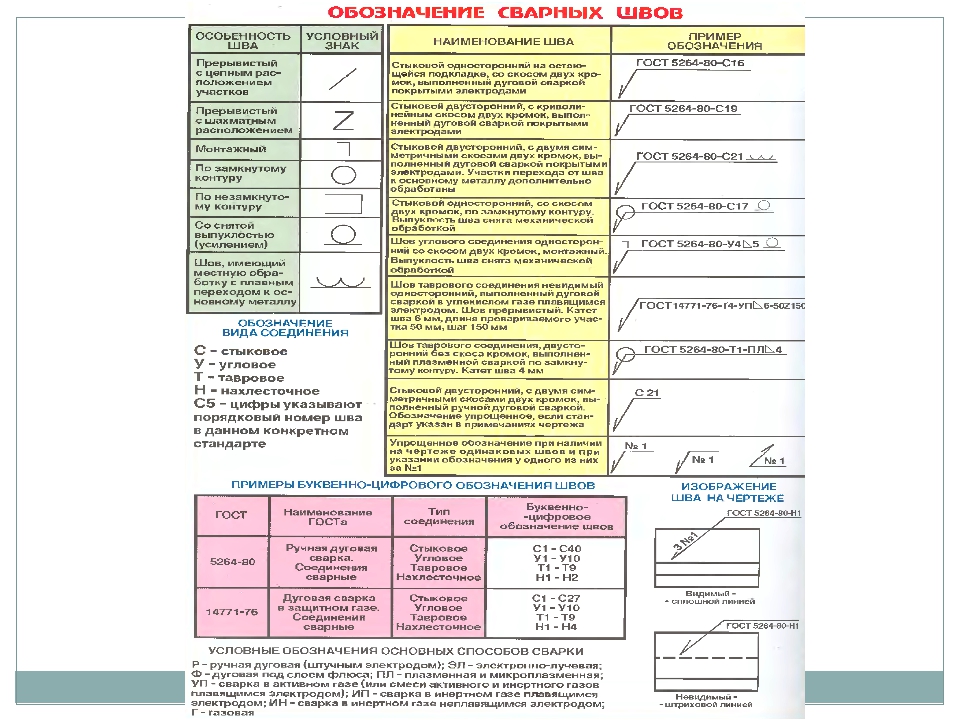 Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции.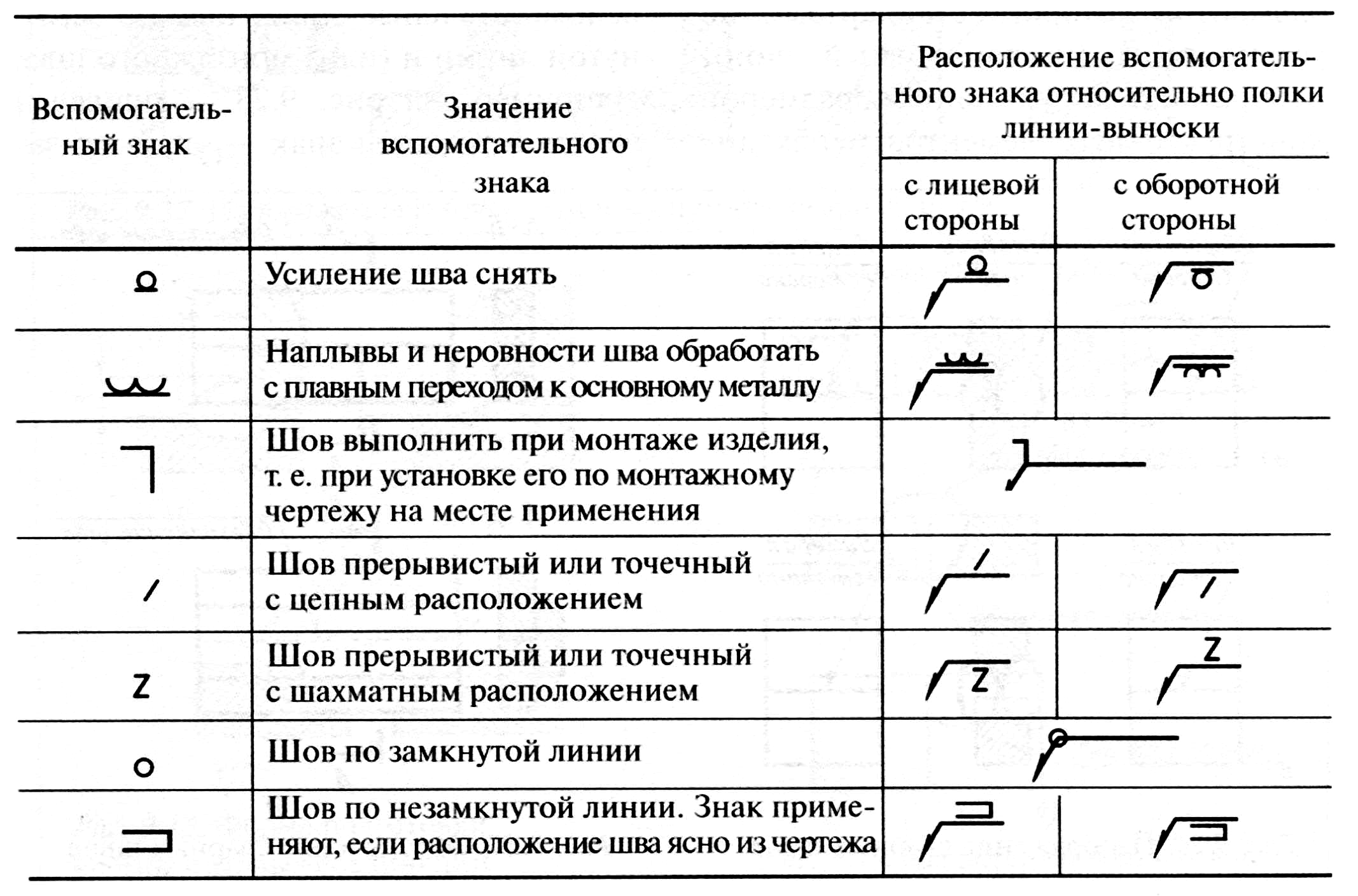 То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
В наши дни, большая часть конструкторских работ выполняется с использованием программных комплексов. Эти программные продукты (AutoCad, SolidWorks, Kompas и пр.). Каждый из них обладает своими преимуществами и недостатками, но речь не об этом.
Их использование позволяет сократить сроки разработки деталей, сборочных единиц и готовых изделий в целом, например, первые автомобили ГАЗель, проектировались с применением САПР, и вместо расчетных 5 – 8 лет, которые ранее затрачивались на проектирование и подготовку производства, использование систем проектирования позволило его сократить до 2 – 3 лет.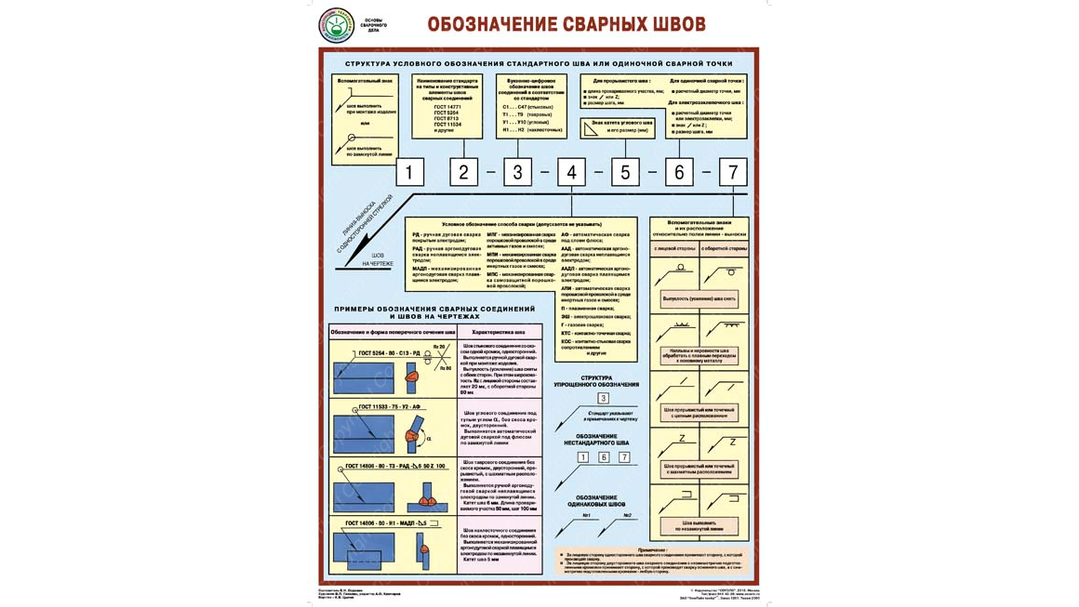
Кроме того, некоторые из систем автоматизированного проектирования позволяют смоделировать поведение детали под воздействием определенных нагрузок. Это позволяет конструктору выбирать оптимальные инженерные решения и сразу вносить их в чертежи.
Практически все программы, применяемые при проектировании деталей, оснащаются библиотеками, в которых собраны различные данные. Например, в системе Компас (САПР отечественного производства) можно в течение считанных секунд выбрать тип сварочного соединения, его обозначение и показать его в рабочей документации.
Надо отметить, то что все САПР, используемые в отечественной промышленности, позволяют разрабатывать документацию в соответствии с требованиями ЕСКД.
основные и дополнительные знаки, значения, иллюстрации
Согласно ЕСКД, разделу об общих правилах выполнения чертежей и ГОСТу 2.312-72 условные обозначения швов сварных соединений выполняются по четко установленным международным стандартам для всей конструкторской документации.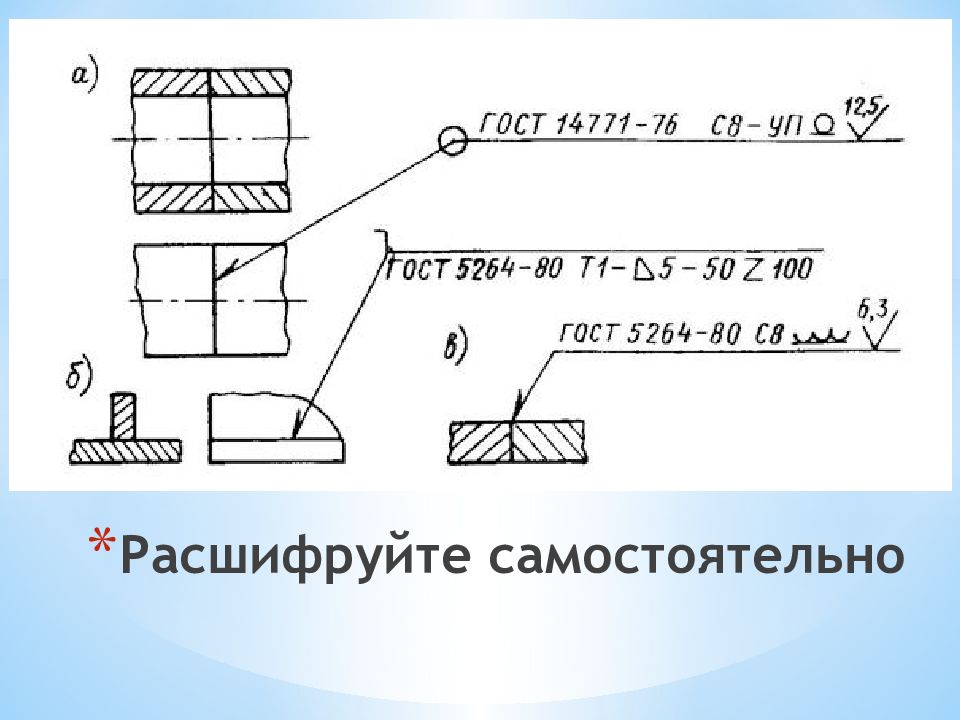 Обозначения являются универсальными для всех областей промышленности и строительства.
Обозначения являются универсальными для всех областей промышленности и строительства.
Табличные данные с иллюстрациями соединений, со знаками их условных обозначений облегчают восприятия характеристик швов и рекомендаций к их обработке.
Структура обозначения сварного шва
Условное обозначение видимых и невидимых швов
- над полкой – видимый;
- под покой – невидимый.
Обозначения видов сварок:
- электродуговая – Э,
- газовая – Г,
- контактная – Кт,
- в среде защитных газов – 3.
Условное обозначение сварного шва:
Согласно изображению:
- №1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- №2 – Буквенно-цифровое обозначение, ГОСТ.
- №3 – Стандарт или тип, условный графический знак.
- №4 – Размер швов в сечении, длина катета.
- №5 – Знак углового шва с указанием длины участка.

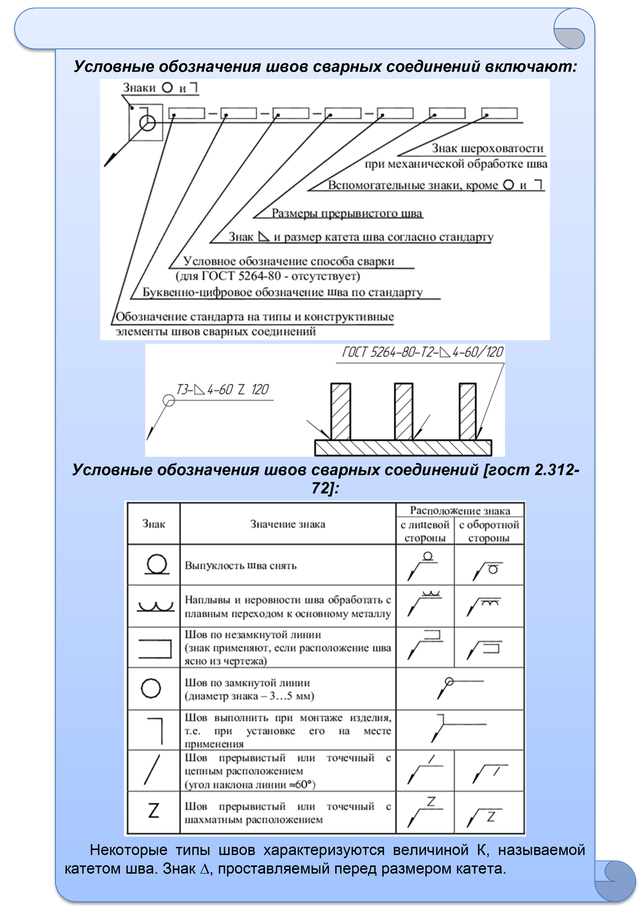
Таблица 1
| Знак | Значение знака | Расположение знака |
| Прерывистый шов,шахматный шов | ||
| прерывистый или точечный с цепным расположением |
- №6 – Вспомогательный знак для обозначения обработки.
Таблица 2
- №7 – Обозначение для вспомогательного шва.
Таблица 3
| Знак | Значение знака | Расположение знака |
| по замкнутой линии | ||
| исполняется при монтаже изделия |
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
- основные и вспомогательные знаки указываются сплошными тонкими линиями;
- знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке – снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
- Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
Швы угловых соединений (форма, обозначение, пример)
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Швы тавровых соединений (форма, обозначение, пример)
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.

В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок – предотвращает прожог и протекание металла, параллельность кромок – гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Условные обозначения швов с разной ориентацией двух свариваемых деталей и различным скосом кромок
Таблица 10
Правильное обозначение указанное в конструкторской документации это залог качественной работы инженеров технологов и специалистов – сварщиков, ведь только благодаря корректному отображению условных обозначений, они смогут воплотить выполненную на чертеже задумку конструктора в металле.
Обозначение сварных соединений
ГОСТ 2.312 – 72
Изображение сварного соединения на чертеже, независимо от применяемого способа сварки, может быть, как видимым, отображаемым в виде сплошной основной линии, так и невидимым швом, отображаемым штриховой линией.
Изображение сварного соединения
Отображение сварного соединения
Обозначение сварки
Условные обозначения
Упрощенное обозначение
Шов с лицевой стороны
Если сварной шов находится с лицевой стороны, то его условное обозначение наносят на полке линии-выноски, а односторонняя стрелка развёрнута наружу.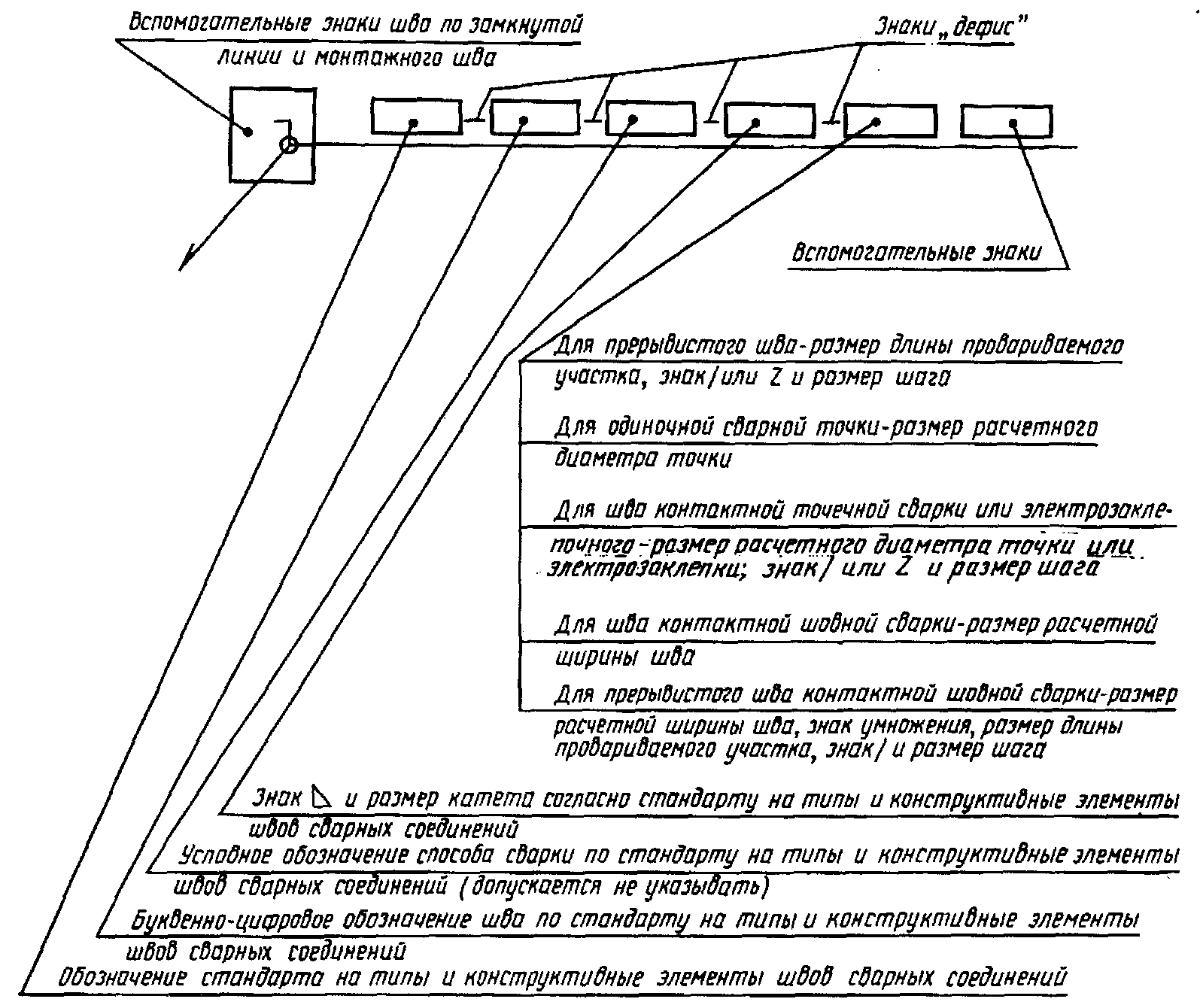
Шов с внутренней стороны
Если сварной шов находится с внутренней стороны, то его условное обозначение наносят под полкой линии-выноски, а односторонняя стрелка обращена внутрь.
Для отображения на чертеже одиночной сварной точки, не зависимо от использования метода сварки, применяют знак в виде креста «+», который наносится сплошными линиями. Если одиночные сварные точки невидимые, то их не изображают.
Обозначение сварной точки
От изображения сварного шва или одиночной точки приварки проводят линию-выноску, с односторонней стрелкой. Линию-выноску рекомендуется проводить по возможности от видимого шва.
Места сварки
Многопроходный сварной шов
На изображении сечения многопроходного сварного шва допускается наносить необходимые контуры отдельных проходов, при этом их следует обозначить прописными буквами русского алфавита.
Изображение нестандартного шва
Нестандартный сварной шов изображается на чертеже с указанием размеров конструктивных элементов, необходимых для выполнения данного сварного соединения по данному чертежу.
Границы сварного шва отображают сплошными основными линиями, а конструктивные части кромок в границах этого шва, наносятся сплошными тонкими линиями.
Обозначение шероховатости для механически обработанной поверхности сварного шва наносят на полке либо под полкой линии-выноски после соответствующего условного обозначения шва, а так же указывают в таблице швов, или записывают в технических требованиях чертежа.
Обозначение шероховатости и сварки
Примечание
Содержание и габаритные размеры граф таблицы швов стандартом не регламентируется.
Если для какого либо шва сварного соединения установлен необходимый контрольный комплекс или категория контроля сварного шва, то их обозначение допускается размещать под линией-выноской.
Обозначение контрольного комплекса
или категории контроля шва
На чертеже в таблице швов или в технических требованиях указывают ссылку на необходимый нормативно-технический документ.
На чертеже технологические сварочные материалы указывают в таблице швов или в технических требованиях. Материалы сварочные допускается не указывать.
В случае наличия на чертеже одинаковых сварных швов, им присваивают соответствующий номер.
Обозначение одинаковых швов
Как правильно обозначаются сварные швы согласно ISO 2553:2013 «Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..»
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр.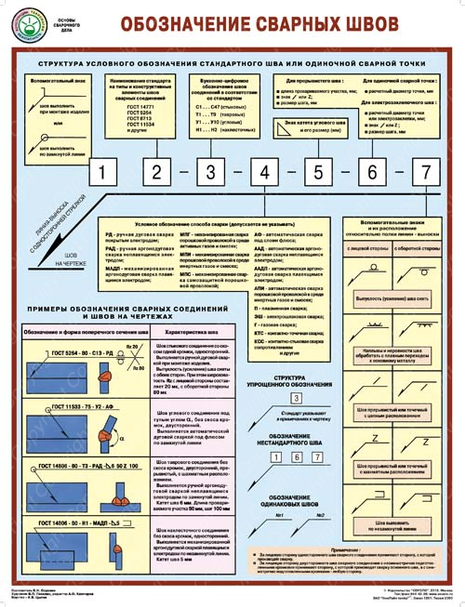 Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки.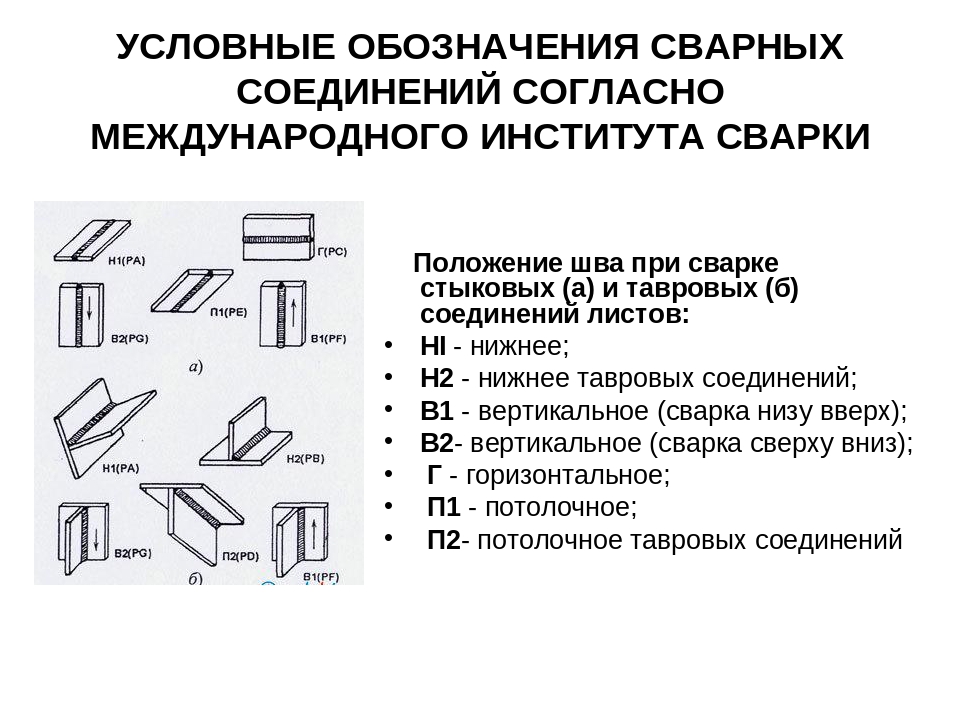 Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.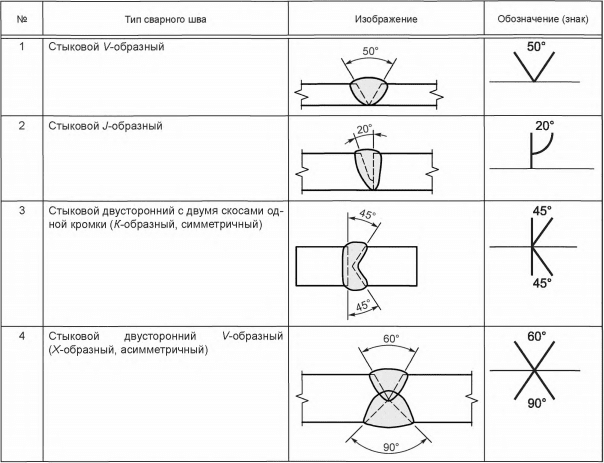
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Сварка сварные соединения. Условные знаки вида шва и условные обозначения сварки. |
В стандарте Американского общества сварочной техники проводится различие между понятиями «условные знаки вида шва» и «условные обозначения сварки». Условный знак вида шва (рис.1) служит для обозначения каждого конкретного типа шва и составляет лишь часть полной информации, содержащейся в условном обозначении сварки.
Условные знаки вида шва размещаются над и под полкой выноски условного обозначения. Условное обозначение сварки (рис.2)
представляет собой полное обозначение, охватывающее всю информацию, применимую к нему, и определяет параметры требующихся швов. Во всех условных обозначениях требуются полка и стрелка, которые показаны на рис.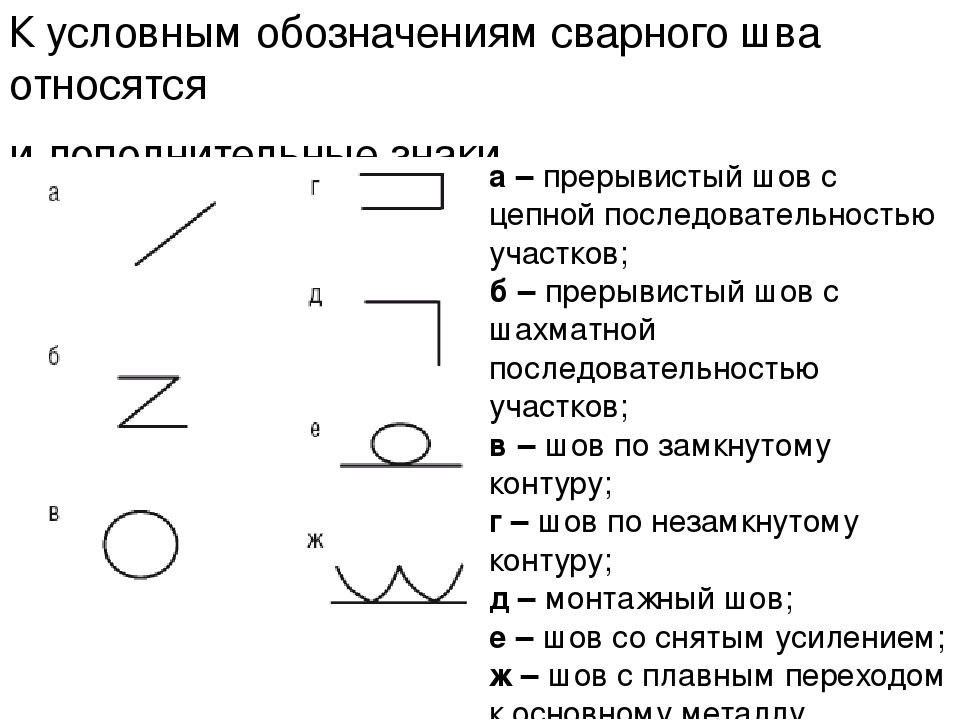 3.
3.
Элементы условного обозначения.
За исключением полки и стрелки, в обозначении могут не указываться прочие элементы, которые не требуются для ясности. В условном обозначении сварки могут содержаться следующие элементы:
— полка выноски;
— стрелка;
— хвост полки;
— основной условный знак вида шва;
— размеры и другие данные;
— вспомогательные знаки;
— знаки чистовой обработки;
— технические требования, технология и другие справочные данные.
Полка всегда чертится горизонтально. Она используется для внесения условных знаков вида сварки и других данных и имеет особый смысл, который сохраняется независимо от любых добавляемых к ней элементов. Нижняя сторона полки называется стороной, указываемой стрелкой, а верхняя сторона полки – обратной стороной. Эта условность отображена на рис.4.
Изменение направления стрелки не меняет смысл полки. В некоторых случаях применяют несколько полок с основными условными знаками вида шва.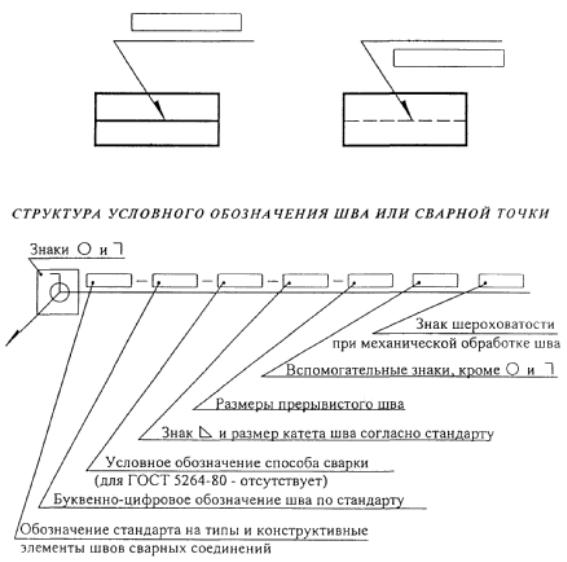 Такие составные полки показаны на рис.5.
Такие составные полки показаны на рис.5.
Стрелка соединяет полку с изображением сварного соединения или участка, где должна выполняться сварка. Соединение или участок можно показывать с изломом линии стрелки или с помощью нескольких стрелок. Если стрелка проводится с изломом, то излом стрелки всегда ориентируют в направлении на элемент соединения, который требует разделки или профилирования. Это показано на рис.6.
Добавление нескольких стрелок, позволяющее показать потребность в одинаковых швах в нескольких различных местах, отображено на рис.6. Другие примеры использования составных стрелок показаны на рис.7.
Стрелки указывают на линию или линии на чертеже, которые ясно обозначают предусмотренное соединение или зону сварки. Когда это возможно, стрелка должна указывать на сплошную линию (линию видимого контура, видимую линию), но допускается указание стрелкой на штриховую линию (невидимую линию).
Обозначение сварных соединений – Ассоциация EAM
материал предоставил СИДОРОВ Александр Владимирович
Особенности изображения видимых и невидимых сварных соединений (швов и точек) приведены в таблице 1.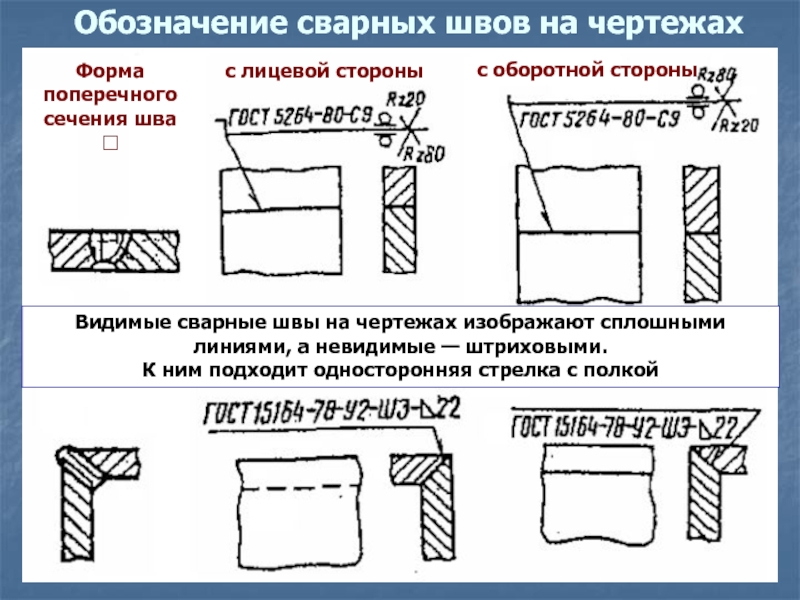
Таблица 1 – Изображение сварных соединений
| Вид | Видимое | Невидимое |
|---|---|---|
| Шов | основная (сплошная толстая) линия | штриховая линия |
| Точка | + | не изображают |
Для обозначения сварного соединения от изображения шва (точки) проводят линию-выноску, начинающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, проведенной от изображения шва, если шов находится на лицевой стороне, или под полкой линии-выноски, если шов находится на оборотной стороне. Если поверхность сварного шва подвергается механической обработке, обозначение шероховатости наносят также над или под полкой линии-выноски после условного обозначения шва.
В условном обозначении стандартного сварного соединения на чертеже указывают:
- Обозначение стандарта.
- Буквенно-цифровое обозначение шва.
- Условное обозначение способа сварки (Г – газовая, Э – электродуговая (либо не обозначается), Ш – электрошлаковая, И – в инертных газах; Дф – диффузионная, Вз – взрывом, Пз – плазменная, К – контактная, У – в углекислом газе, Тр – трением, X – холодная).
- Знак и размер катета.
- Для прерывистого шва – длина провариваемого участка, вспомогательный знак (4 или 5, таблица 2) и шаг; для одиночной сварной точки – расчётный диаметр точки; для шва контактной точечной сварки – расчётный диаметр точки, вспомогательный знак (4 или 5, таблица 2) и шаг; для шва контактной шовной сварки – расчётная ширина шва; для прерывистого шва контактной шовной сварки – расчётная ширина шва × длина провариваемого участка, вспомогательный знак (4, таблица 2) и шаг.
- Вспомогательный знак (1, 2 или 7, таблица 2).
- Вспомогательный знак (3 или 6, таблица 2).
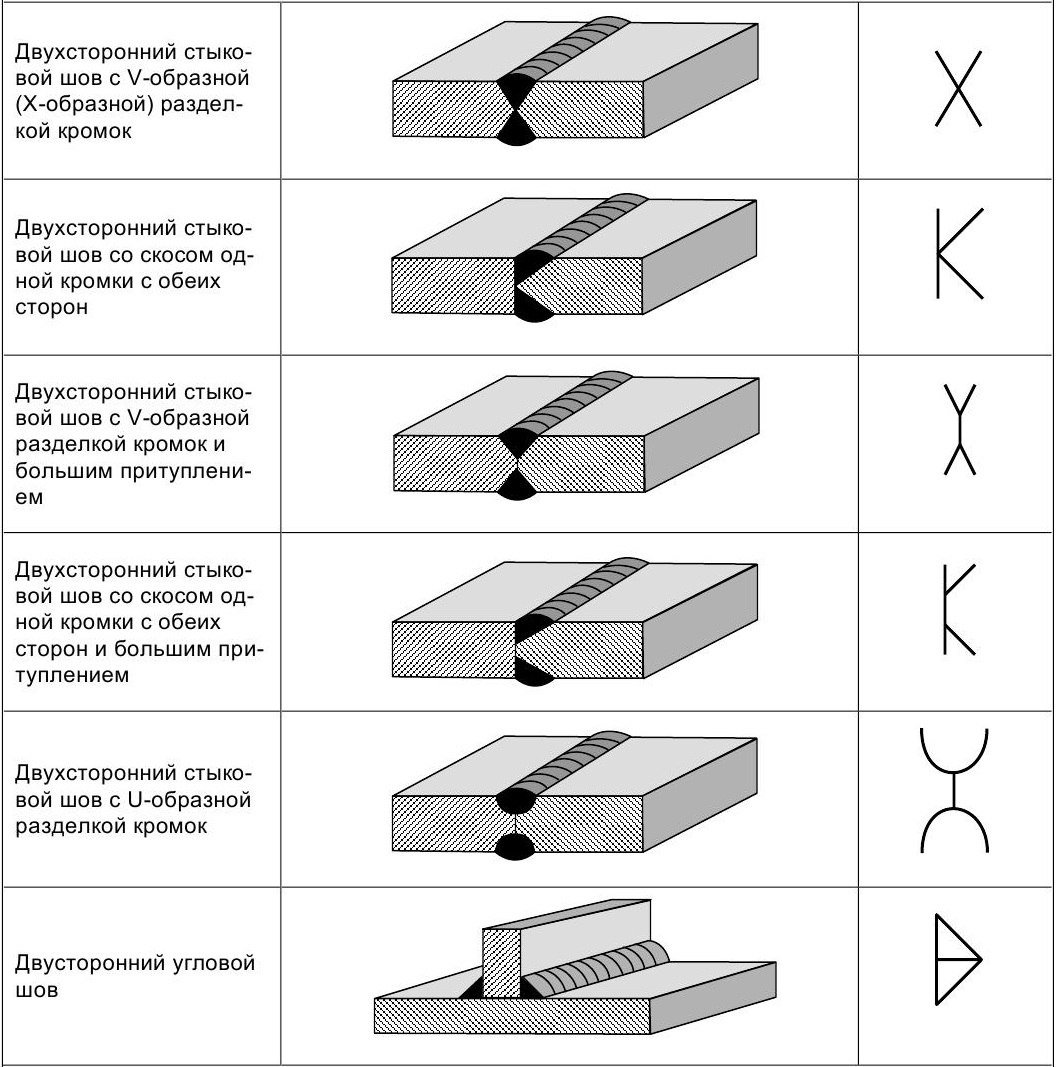
Таблица 2 – Вспомогательные знаки для обозначения сварных швов
Нестандартный сварной шов – шов, размеры конструктивных элементов которого стандартами не установлены.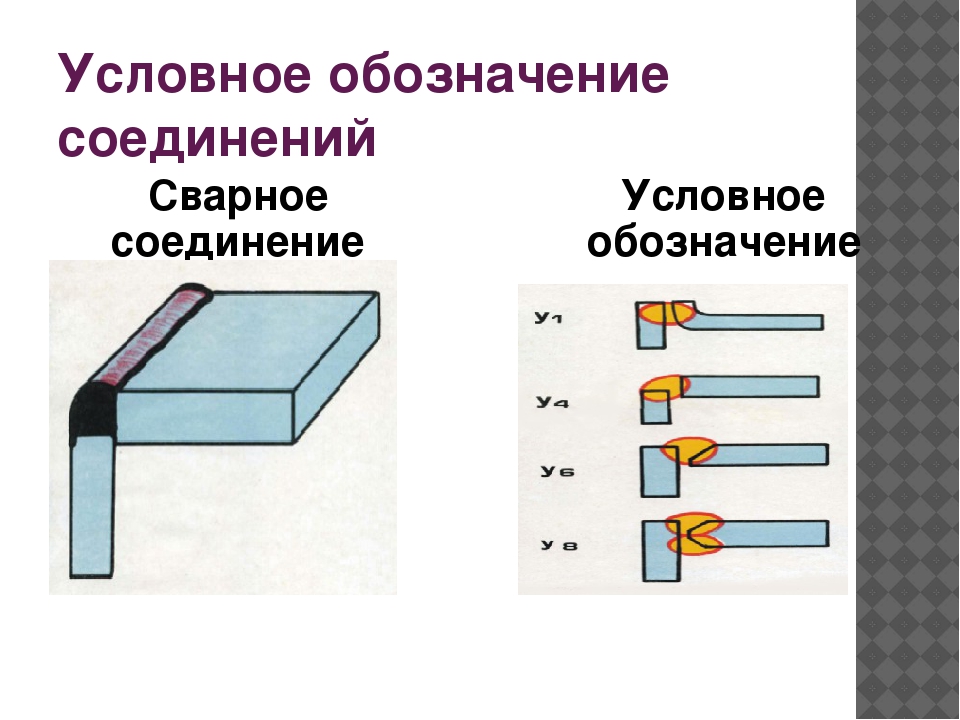 В этом случае на чертеже изображают поперечное сечение нестандартного шва с размерами, необходимыми для его выполнения и контроля. При этом в условном обозначении указываются позиции, аналогичные позициям 5, 6, 7 из вышеперечисленных для условного обозначения стандартного сварного шва. Способ сварки нестандартного сварного шва указывается на чертеже текстом в технических требованиях или в таблице швов.
В этом случае на чертеже изображают поперечное сечение нестандартного шва с размерами, необходимыми для его выполнения и контроля. При этом в условном обозначении указываются позиции, аналогичные позициям 5, 6, 7 из вышеперечисленных для условного обозначения стандартного сварного шва. Способ сварки нестандартного сварного шва указывается на чертеже текстом в технических требованиях или в таблице швов.
Список литературы
- Попова Г.Н., Алексеев С.Ю. Машиностроительное черчение: Справочник. – СПб.: Политехника, 1994. – 448 с.
0
0
голоса
Рейтинг статьи
Обозначение сварных швов на чертежах — виды швов и соединений
При строительстве зданий или сооружении конструкций проектировщик должен обеспечить соблюдение прочности и объяснить последовательность и технологию соединения металлических элементов. Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Стандарты и виды швов на чертежах
В целях единого ведения строительной документации существует общая система стандартизации для обозначения типа сварных швов на чертежах. Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ.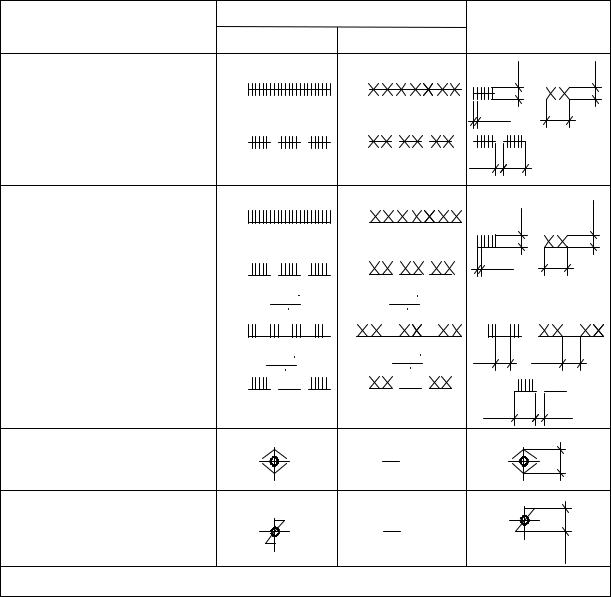 Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
- единая система конструкторской документации по ГОСТ 2.312-72;
- для сварных соединений при дуговой сварке – ГОСТ 5264-80;
- для сварки в защитных газах имеется ГОСТ 14771-76.
Принятые в этих документах буквенно-цифровые и символьные сочетания определяют способ прохода шва, место и метод сварочных работ, а также угол и тип соединения. Символы стилизованы под стрелки, указывающие места швов, порядок их проведения и способ провара – внутренний или внешний. Шов может быть видимым, и тогда на чертеж он наносится сплошной линией, или невидимым – изображение в виде штриховой линии. Точечную сварку принято обозначать знаком «+». Если она невидима, то ее не обозначают, затем от места соединения проводится односторонняя стрелка с верхней полкой, над которой указывается параметр внешнего шва, а вид внутреннего пишется под верхней полкой односторонней стрелки.
Для разъяснения способа прохождения, съёма фаски или нестандартных швов на чертеже необходимо наносить изображение в разрезе, с указанием конфигурации и точных размеров мест и видов их стыковки. Сварные швы по типу соединения обозначают буквами русского алфавита, и означают они следующее:
- под буквой «С» подразумевается стыковое соединение, продольное или торцовое;
- буква «У» означает угловой способ с внутренним, внешним или двусторонним свариванием;
- символ «Т» говорит о тавровом двустороннем или одностороннем способе сварки;
- под знаком «Н» понимают нахлёсточную сварку.
Следующие за буквенными символами цифровые значения указывают на способ подготовки стыковочных кромок к рабочему процессу, наличие подшовных подкладок, вид чистовой обработки и количество проходов.
Важно понимать, что в буквенно-цифровом символьном сочетании не существует лишних или незначительных обозначений, каждый знак имеет свой смысл и указывает на последовательность технологических операций.
Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Разновидности швов и примеры обозначения на чертежах
Многообразие соединений металлов, включая нестандартное, должно иметь чёткое и ясное обозначение сварного шва, которое включает в себя чертёж разреза узла стыковки. Детали разной толщины при сварке приобретают внутреннее напряжение. Чтобы это явление не приводило к деформации заготовок, либо используют несколько проходов, либо срезают кромки стыка под разными углами перед проведением работ. Соединительные кромки бывают следующих видов:
- прямоугольные при одно- и двусторонней сварке и толщине заготовок до 8 мм;
- с асимметричной или симметричной V-образной кромкой для листов от 8 до 25 мм толщиной;
- кромки, обработанные Х-образно с двух сторон при заготовках от 15 до 45 мм;
- снятие кромок с углами от 40 до 65о при условии толщины больше 25 мм, с подложкой или без неё.

Важно, чтобы чертёж разреза сварного соединения был снабжён точными размерами с указанием углов и характеристик шва.
Буквенно-цифровое символьное написание включает в себя все необходимые для производственного процесса данные. Например, запись «ГОСТ 5264-80-Н2-Э-Z-6х50/100» обозначает сварку нахлёстом, с двойным швом, электродуговой сваркой, в шахматном порядке. Проваривается с шириной в 6 мм, длина шва 50 мм, через 100 мм.
Следующим примером может послужить запись «ГОСТ 15164-78-У2-А», которая означает угловое соединение с применением автоматической сварки под флюсом. Соединение деталей производится двусторонним швом без предварительной обработки кромок и при отсутствии дополнительных требований к зачистке готового изделия. Таким образом, вся необходимая информация доводится до исполнителей монтажно-строительных работ, которые могут по чертежам правильно проделать весь процесс.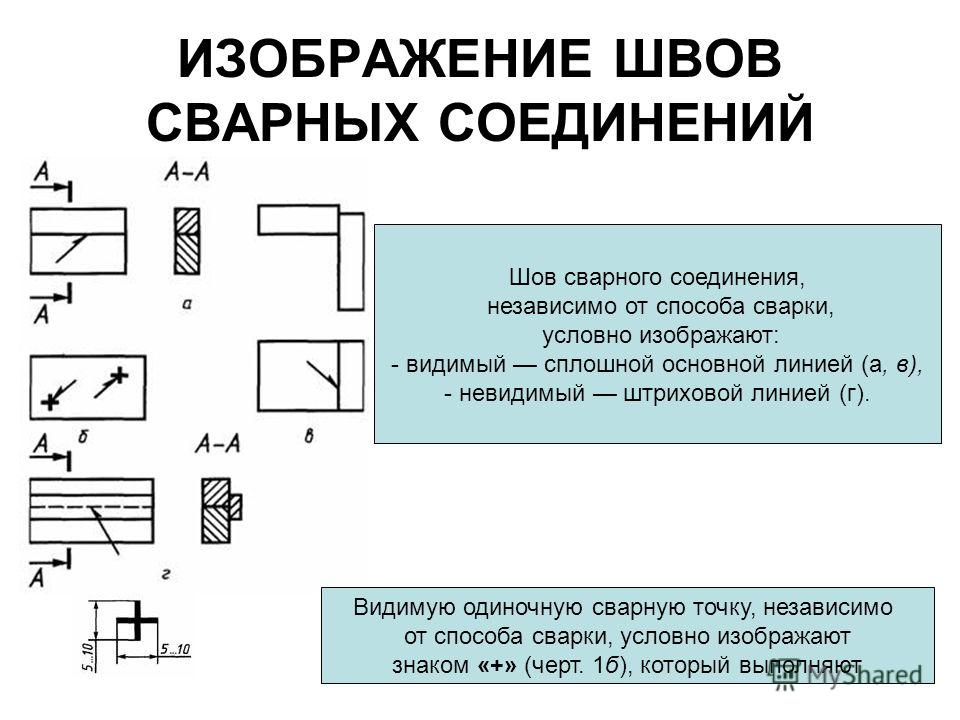
Заключение
Требования стандартизации меняются со временем, и в ГОСТы вносятся изменения и дополнения, поскольку прогресс не стоит на месте. Необходимые новые данные находят отражение в проектной документации, а конструкторы вносят изменения в обозначение сварных швов на монтажных чертежах. Опытный сварщик всегда сможет грамотно воспользоваться информацией и безошибочно провести работу.
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем.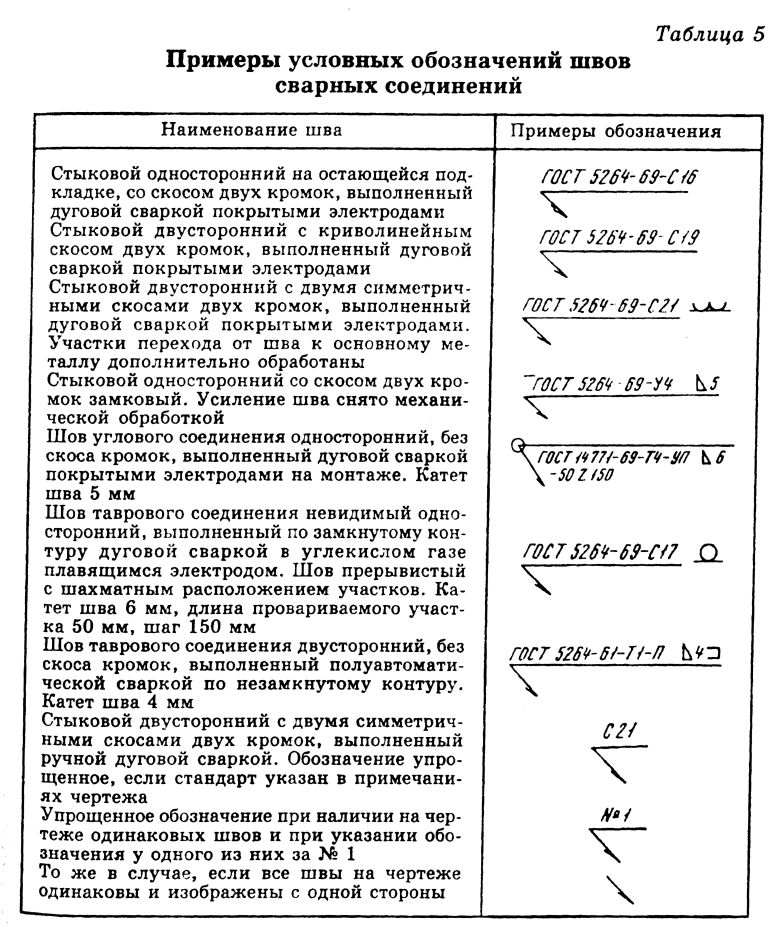 Если обозначения не используются, конец символа можно опустить.
Если обозначения не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2
Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает на желаемый тип сварного шва.
- Обозначение сварного шва (рис. 3-2) — это способ изображения обозначения сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные символы сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другая ссылка
Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2 выше.
Основные обозначения сварных швов
Основные символы сварки
Символы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварки (символы дуги и газовой сварки, символы контактной сварки, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) кратко изложены ниже и показаны на рис. 3-3.
Дополнительные символы
Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3
Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4
Когда требуется использование определенного процесса (рис.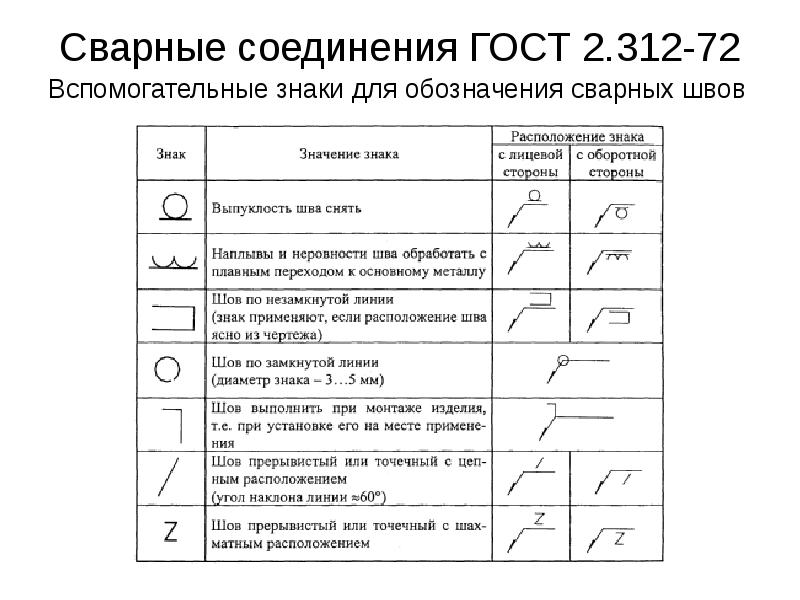 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5
Обозначение процессов сварки буквами
Буквенные обозначения не присваиваются сварке точечной дуги, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6
Другие общие обозначения сварных швов
На рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Символы швов и контактных точечных сварных швов
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с высадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Обозначение для угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии требуемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой член шарнира считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке «вилка и паз» можно найти здесь.
Ближайший элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, рассматривается как ближний элемент соединения, в соответствии с с обычными схемами оформления (рис.3-11).
Символ сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления. (рис. 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Сварка с V-образной канавкой на другой стороне, обозначение
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, обозначаются размещением символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки соединения
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.
Обозначения контактных точек, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или высадкой
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символы
могут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Сварные швы, идущие полностью вокруг стыка, обозначаются символом сплошного шва (рис.3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом полевого шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть снят фаской (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки указывают на полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварных швов неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Расшифровка символов — Производительность сварки
Напоминающие что-то вроде иероглифов или старых английских рун, загадочные сварочные символы могут сбить с толку любого непрофессионала, смотрящего на рисунок или план.Но ни один сварщик не может выполнять свою работу, по крайней мере, не зная, что обозначают наиболее распространенные и важные символы.
Технические и производственные чертежи содержат символы сварки, которые описывают тип сварного шва, его размер и другую важную информацию. Необходимость постоянства в сварке привела к разработке системы индикации требований к сварке. Самая последняя версия, созданная Американским сварочным обществом в 1929 году, — это AWS A2.4: 2012 Американские национальные стандартные символы для сварки, пайки и неразрушающего контроля.Часть A этого стандарта охватывает полный набор символов сварки.
«Сварщики, получившие соответствующее образование в области сварки, должны знать символы сварки и знать, как их читать, — говорит Чарли ЛаРиш, инструктор школы сварки, CWI / CWE компании Lincoln Electric Co. знать тип сварного шва, место его установки, размер и т. д. Каждый сварщик должен быть знаком с символами, и они должны быть у них, чтобы выполнять свою работу ».
Хотя запомнить все символы сварки в стандарте AWS практически невозможно, большинство сварщиков довольно быстро знакомятся с теми, которые им нужны.
«В зависимости от того, где вы работаете, некоторые из них встречаются чаще, чем другие», — добавляет ЛаРиш. «Если вы много занимаетесь строительством, например, слесарь-слесарь, вы делаете больше швов с разделкой кромок, соединений внахлест и тройников. Если вы работаете в зоне, где много контактной сварки, это будут совершенно разные символы ».
Структура символа
Неотъемлемой частью всех сварочных обозначений является контрольная линия, которая представляет собой прямую горизонтальную линию и точку привязки для всех остальных обозначений.Инструкции по выполнению сварного шва вывешиваются вдоль контрольной линии (см. Рисунок 1).
Другой важной частью символа сварки является стрелка, которая соединяется с контрольной линией и указывает на место, где требуется сварка. Стрелка может быть прикреплена к любому концу контрольной линии и указывать вверх или вниз. Сторона соединения, на которую указывает стрелка, является «стороной стрелки» соединения. Противоположная сторона соединения — это «другая сторона» соединения.
Чтобы свести к минимуму количество требуемых символов сварки, можно использовать более одной стрелки в одном символе, если каждое соединение, на которое указывает стрелка, должно быть сварено одинаково.
Конец символа сварки, который не всегда требуется, используется для добавления дополнительной информации о выполнении сварного шва. Хвост изображен в виде знака «больше» (>) или «меньше» (<), соединенного в конце контрольной линии напротив стрелки.
«Хвост — это ориентир для получения дополнительной информации», — говорит ЛаРиш. «Допустим, вы выполняете угловой шов, хвост может включать инструкции по использованию сварки GTAW. Он может включать тип используемого присадочного металла.Это может быть рентген, ультразвук или другой неразрушающий метод для проверки. Или, можно сказать, «хвост», чтобы увидеть легенду о том, что необходимо ».
Каждый тип сварного шва имеет свой собственный основной символ сварного шва (не путать со всем символом сварки), который обычно помещается рядом с центром контрольной линии — и выше или ниже нее, в зависимости от того, на какой стороне находится соединение. Если символ появляется под контрольной линией, сварной шов выполняется на стороне соединения, указанной стрелкой.Если символ появляется над контрольной линией, сварной шов выполняется на другой стороне стыка. Если символ появляется по обе стороны от контрольной линии, сварка выполняется с обеих сторон стыка.
Существует множество символов сварных швов, которые представляют различные типы сварных швов. Вот некоторые из наиболее распространенных, с которыми знакомы сварщики.
Угловые швы
Угловой шов применяется для выполнения соединений — соединений внахлестку, стыковых соединений, угловых соединений, краевых соединений и тройников.Металл осаждается в углу, образованном стыковкой двух элементов, образующих соединение. Обозначение углового сварного шва представляет собой треугольную форму, расположенную по одну сторону от контрольной линии, при этом вертикальное плечо всегда располагается слева.
Размер углового шва отображается слева от символа сварного шва (независимо от его ориентации). Он представляет собой длину ног. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные ножки, указывается размер каждой ножки и указывается, какая ножка длиннее.
Угловые швы часто определяют как прерывистые швы, а не как одиночный длинный шов. Для прерывистого сварного шва длина каждого сегмента сварного шва отображается справа от символа сварного шва, за которым следует размер шага с дефисом между ними. Шаг — это расстояние между центрами каждого сегмента сварного шва (а не пустое пространство между сегментами; см. Рисунок 2).
Когда прерывистые сварные швы накладываются на обе стороны стыка, они могут располагаться прямо напротив друг друга (цепочка) или со смещением (в шахматном порядке).Прерывистые сварные швы распространены на тонких, термочувствительных металлах или особенно длинных швах.
Сварные швы с разделкой кромок
Сварка с разделкой кромок обычно используется для стыковых соединений. Металл осаждается внутри канавки и сплавляется с основным металлом, образуя соединение. Обозначение сварного шва с разделкой кромок помещается с той же стороны от контрольной линии.
Существует множество способов выполнения сварного шва с разделкой кромок, о чем свидетельствуют различные символы сварного шва с разделкой кромкой.Тип используемого сварного шва с разделкой кромок зависит в первую очередь от геометрии кромок и деталей, которые необходимо соединить.
Различные типы сварных швов с разделкой кромок включают (см. Рисунок 3):
- Квадратный паз
- V-образный паз
- Угловая канавка
- U-образный паз
- J паз
- V-образная канавка под отбортовку
- Фаска с V-образной канавкой
Общие дополнительные символы, используемые для сварных швов с разделкой кромок, — это символы сквозного плавления, подкладки, а также обратного шва и подкладки.В случае проплавления канавка укрепляется сварным швом на обратной стороне стыка, приваренным с противоположной стороны. Форма сквозного плавления представляет собой черный полукруг (см. Рисунок 4).
Для поддержки, подкладочная полоса или стержень могут быть приварены к обратной стороне соединения перед выполнением шва с разделкой кромок. Подложку можно удалить после сварки или оставить, чтобы она стала частью готового соединения. Его прямоугольный символ помещается поперек контрольной линии от символа сварного шва.Если стержень должен быть удален после завершения сварки, используется буква R (см. Рисунок 4).
Обратный сварной шов — это сварной шов, созданный на задней стороне соединения после выполнения канавочного шва. Перед сваркой канавки на основание канавки наносится подкладочный шов. Обратные сварные швы и поддерживающие швы обозначаются одним и тем же символом, который выглядит как незатененный полукруг (см. Рисунок 4). Поэтому примечание в конце символа сварки может указывать, какой тип сварного шва требуется, или он может быть указан в легенде.
Обозначения сварных швов с разделкой кромок и угловых швов являются наиболее распространенными, но есть и многие другие, такие как заглушка и паз, шов, точечная обработка, наплавка, кромка и шпилька.
Номера игровые
Числа также являются важной частью технических требований к сварке, и многое передается выше и ниже контрольной линии.
Каждый сварной шов, за исключением точечной и электрозащитной, имеет компонент длины. Длина сварного шва может составлять всю длину соединения или его часть.Длина не указывается, если сварной шов должен быть по всей длине соединения. В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва, а его длина записывается справа.
Если для изменения направления требуется сварной шов, следует использовать дополнительный символ или символ с несколькими стрелками.
Для сварного шва с разделкой кромок, помимо обозначения сварного шва, его размера, длины и шага, символ может включать глубину проплавления, корневое отверстие, угол канавки и степень снятия фаски на основном металле.
Дополнительная информация
Круглая окружность сварного шва означает, что угловой шов должен охватывать все соединение. Символ состоит из круга, помещенного на пересечении, где конец контрольной линии встречается со стрелкой. В случае круглого соединения символ сплошной сварки не требуется (см. Рисунок 5).
Флагшток указывает на сварку в полевых условиях, что просто означает, что сварка должна выполняться на месте, а не в мастерской. Символ состоит из флажка, который помещается на пересечении, где конец контрольной линии встречается со стрелкой.Любой символ сварки, не содержащий флажка, означает, что сварка должна выполняться в мастерской (см. Рисунок 6).
Если операция сварки состоит из множества этапов, к одной стрелке может быть подключено несколько контрольных линий. Каждая строка представляет собой отдельную операцию и выполняется последовательно, начиная со строки, ближайшей к стрелке (см. Рисунок 7).
Многие другие особенности передаются на инженерных чертежах и чертежах. Среди наиболее распространенных — инструкции по чистовой и контурной обработке, шлифовке или другой обработке, а также информация о вставках из расходных материалов.
Представленная здесь информация — лишь верхушка айсберга, когда речь идет о символах сварки AWS. Даже для тех, кто знаком со сварочными символами, было бы неплохо иметь справочную таблицу, содержащую символы и рисунки того, как будет выглядеть готовый сварной шов.
ЛаРиш вводит символы сварки примерно на 10-й неделе своего курса. «Я предлагаю ученикам построить зуб ковша и использовать символы сварки, так что именно здесь они начинают их брать», — говорит он.«Когда вы начнете учиться, это может быть немного сложно, но по мере того, как вы учитесь и практикуетесь, становится легче. Но вы должны изучить основы. Если вы никогда не собираетесь заниматься контактной сваркой, нет смысла заучивать эти символы. Но вы должны знать символы, которые будете видеть каждый день ».
Для новых сотрудников, не имеющих подготовки по сварке, компания должна предоставить инструкции по символам сварки. В то время как идеальный наниматель уже имел бы некоторые знания о символах, сегодняшняя нехватка сварщиков делает это непрактичным.К счастью, чтение символов сварки — это навык, которому легко научиться, и для многих это довольно забавное занятие.
Линкольн Электрик Ко.
Сварочные символы — Основы
Как и другие аспекты черчения, здесь есть набор символов для сварки, чтобы упростить общение между проектировщиком и строителем (то есть сварщиком).
Этот язык может сначала показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
Эти рисунки представляют собой основную структуру каждого проекта спецификации для выполняемого сварного шва.
Стрела
Символ сварки имеет стрелку, которая указывает на место на чертеже, где требуется сварка.
Стрелка прикреплена к линии выноски, которая пересекается с горизонтальной справочной линией.
Наконец, на противоположном конце контрольной линии есть хвост, который разветвляется в двух направлениях. Хвост не обязателен и нужен только для особых инструкций.
Символ сварного шва
В середине контрольной линии вы увидите геометрическую фигуру или две параллельные линии, указывающие, какой тип сварного шва следует выполнять на металле.
Это называется символом сварки (не путать с общим символом сварки).
Три символа сварных швов, которые вы видите на рисунках выше, обозначают квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. Это размещение важно.
Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения.
Например, на следующем чертеже угловой сварной шов указан со стороны стрелки. На втором изображении вы можете увидеть фактический сварной шов.
Теперь, если символ сварного шва появляется поверх контрольной линии, то сварной шов следует выполнять на противоположной стороне соединения, на которую указывает стрелка. Вот как это будет выглядеть:
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.
Были разработаны многочисленные символы сварных швов для обозначения всех различных типов сварных швов, используемых в данной отрасли, а также любых стыков, которые необходимо разрезать или скосить во время подгонки. Вот самые распространенные из них:
Размеры и углы
Само собой разумеется, что числа также являются важной частью спецификации сварки. Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.
В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа.
(Как объясняется в Анатомия сварного шва , ширина сварного шва — это расстояние от одной ветви сварного шва до другой.)
Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения или там, где есть резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно, относятся к стыку со стороны стрелки, в то время как размеры, указанные выше, относятся к стыку с другой стороны. На изображении выше сварные швы обозначены с обеих сторон стыка.
Иногда указывается серия отдельных сварных швов, а не один длинный шов. Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем обозначении и на рисунке указаны 3-дюймовые прерывистые угловые швы:
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга.Это означает, что сварные швы должны располагаться в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва также может указывать угол, отверстие в корне или размер поверхности основания. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
Здесь размер сварного шва с разделкой кромок указан внутри символа.
Первый — 1/8, что соответствует корневому отверстию 1/8 дюйма.
Большее число под ним означает 45 градусов, что представляет собой угол между пластинами.
«Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос на каждой пластине составляет 22 1/2, что составляет 45 градусов.
Другие символы и множественные справочные линии
Переходя к другой части общего символа сварки, на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
Флагшток указывает на сварку в полевых условиях, которая просто указывает сварщику выполнять работу на месте, а не в цехе.
Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и насосно-компрессорных трубах, некруглый структурный компонент (как показано справа вверху) также может нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым. (Если вы видите прямую линию, значит, это плоский сварной шов — т.е.е. заподлицо.)
Как показано в правом верхнем углу, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Полоса или пруток необходимо приварить к тыльной стороне стыка перед выполнением шва с разделкой кромок.
Поддерживающую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим сварным швом». Это не то же самое, что использовать подкладочную ленту.
Обратный сварной шов — это второй сварной шов, созданный на задней стороне соединения после завершения первичного шва с разделкой кромок.
И наоборот, подкладочный шов — это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента).
Несущая полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва.
Каждый из этих трех вариантов проиллюстрирован ниже с использованием как хвоста, так и символа сварного шва, чтобы сообщить, что должно произойти.
Как видите, разница между задним и задним швами заключается только в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем условном обозначении указаны размеры и тип стали (А-38) для подкладной ленты.
Если сварка состоит из множества этапов, иногда на символе сварки можно увидеть несколько контрольных линий, как показано ниже:
Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории. Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = специальные инструкции
Как вы только что видели в случае с подкладочной лентой, раздвоенный хвост символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, указанных на контрольной линии.
Например, инженер или дизайнер может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс. Или здесь может быть другая информация:
Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Спецификации более сложной сварки
Освоив основы, вы будете готовы усвоить множество других деталей, представленных на чертежах и чертежах. Среди наиболее распространенных:
- Указания по чистовой обработке и контурной обработке
- Характеристики зенковки и фаски
- Шлифовальная или другая механическая обработка
- Инструкции по точечной или электрозащитной сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Возможно, вам придется обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.
Для дальнейшего изучения сварочных обозначений перейдите по ссылкам в поле ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
Далее: Дефекты сварного шва
Ресурсы / документы
Учебное пособие: символы сварки TheRangerStation.com
Сварочные символы Введение
WeldingTipsandTricks.com
Таблица обозначений сварки
(PDF) AWS
Сварочные символы: полезная система или неразборчивые иероглифы? Билл Грин
Обзор применения обозначений сварных швов на чертежах
Символы сварных швов используются в течение многих лет и представляют собой простой способ сообщить подробности конструкторского бюро разному персоналу производственных цехов, например сварщикам, супервизорам и инспекторам.Субподрядчикам часто требуется интерпретировать символы сварных швов на технических чертежах, возможно, от главного подрядчика или клиента для определения типа необходимого сварного шва. Важно, чтобы каждый имел полное представление о требованиях к обозначениям сварных швов, чтобы гарантировать выполнение первоначальных проектных требований.
Существует ряд стандартов, относящихся к обозначениям сварных швов, включая британские, европейские, международные и американские (Американское общество сварщиков) стандарты. Большинство деталей часто схожи или фактически одинаковы, но важно, чтобы все, кого это касается, знали, какой стандарт будет использоваться.Поэтому одно из первых требований:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Какой стандарт?
Великобритания традиционно использовала BS 499, часть 2. Этот стандарт теперь заменен BS EN 22553, однако во многих сварочных и производственных организациях будут использоваться старые чертежи, которые ссылаются на устаревшие стандарты, такие как BS 499 Pt 2.
BS EN 22553 практически идентичен исходному стандарту ISO 2553, на котором он был основан.Таким образом, мы можем сказать, что, по крайней мере, для объема данной статьи существенных различий нет, но важно, чтобы читатель ознакомился с конкретным стандартом. Американская система также во многом схожа, но здесь мы не будем ее рассматривать.
Основные требования
Все стандарты содержат одинаковые требования в отношении следующих позиций:
- Стрелка и наконечник стрелки
- Справочная строка
Линия со стрелкой может быть под любым углом (кроме 180 градусов) и указывать вверх или вниз.Острие стрелки должно касаться поверхностей соединяемых компонентов и места сварного шва. Любая предполагаемая подготовка кромки (например, для шва с разделкой кромок) или сварной шов не отображается как фактическое изображение поперечного сечения, а заменяется линией. Стрелка также указывает на компонент, который нужно приготовить из отдельных подготовленных компонентов. См. Рис. 1-4.
Рис. 1.
Рис. 2.
Рис. 3.
Фиг.4.
Типы символов
К базовой настройке стрелки и опорной линии чертежник может применить соответствующий символ или символы для более сложных ситуаций.
Символы, в частности для дуговой и газовой сварки, часто отображаются в виде поперечного сечения либо конструкции соединения, либо завершенного сварного шва. Простые препарирования с одной кромкой показаны на Рис. 5 .
Для контактной сварки точечная и шовная сварка показаны на Рис.6:
Рис. 5.
Рис. 6.
Форма стыка и / или сварного шва
Приведенные выше примеры можно интерпретировать либо как отдельные детали соединения, либо как законченный сварной шов, однако для готового сварного шва обычно обнаруживается, что задана соответствующая форма сварного шва. Используя приведенные выше примеры, существует ряд вариантов и методов для определения подходящей формы или отделки сварного шва.
Конфигурации со сваркой встык обычно изображаются в виде выпуклого профиля (рис.7 ‘a’, ‘d’ и ‘f’) или в виде зачищенного сварного шва, как показано в ‘b’ и ‘c’. Обозначения углового сварного шва всегда отображаются как угловой шов «под углом» (прямоугольный треугольник), а выпуклый или вогнутый профиль может быть наложен на угловую форму исходного символа. См. Рис.7 .
Рис. 7.
Как упоминалось ранее, важно, чтобы все участники любого проекта знали, какой стандарт применяется.
Размер сварного шва
Для того, чтобы можно было применить правильный размер сварного шва, обычно находятся числа слева или справа от символа.
Для угловых сварных швов числа слева от символа обозначают расчетную толщину горловины, длину участка (размер ножки) или требования к расчетной толщине горловины и длине ножки. Обычно, но не во всех случаях, угловые швы имеют одинаковую длину. На рисунке 8 приведены примеры символов, используемых в различных стандартах.
Фиг.8
Для угловых швов:
Замененный BS499 Pt 2 дает
a = расчетная толщина горловины
b = длина ножки
Требования ISO 2553 / EN 22553
a = расчетная толщина горловины
z = длина плеча
s = толщина прохода
Для стыковых соединений и сварных швов буква S с числом слева от символа обозначает глубину проплавления, как показано на Рис.9 .
Фиг.9
Если нет конкретных требований к размерам, установленных для стыковых швов на чертеже с использованием обозначений сварных швов, обычно предполагается, что это требование для стыкового шва с полным проплавлением ( Рис. 10 ).
Рис.10
Цифры справа от символа или символов относятся к продольному размеру сварных швов, например, для угловых швов, количеству сварных швов, длине сварного шва и расстоянию между сварными швами для прерывистых сварных швов (например, для угловых швов).грамм. прерывистые угловые швы), как Рис.11 .
Рис.11
На угловых сварных соединениях, выполненных с обеих сторон, шахматный сварной шов можно показать, поместив букву «Z» через контрольную линию ( Рис. 12 ).
Рис.12
Дополнительные символы
Символы сварного шва обозначают тип подготовки к использованию или тип сварного шва. Однако в некоторых случаях может потребоваться другая информация. Таким образом, основная информация может быть добавлена для предоставления дополнительных деталей, как показано на фиг. .13, 14 и 15 . Конец символа сварного шва — это место для дополнительной информации о сварном шве.
Рис.13
Фиг.14
Рис.15
Сварка по всему периметру
Для полого прямоугольного профиля (RHS), приваренного к пластине, например:
Сварка в полевых условиях или на площадке
Поле, прикрепленное к стрелке, может использоваться, чтобы содержать или указывать на другую информацию.
Сварочный процесс Тип
В стандарте
ISO 4063 указаны номера конкретных сварочных процессов.Как показано на Рис.16 соответствующий номер процесса помещен в конец стрелки. Остальным процессам присваивается уникальный номер. В этом примере 135 относится к сварке MAG.
Рис.16
В стандартах приведен ряд дополнительных символов (, например, ISO 22553), которые относятся к дополнительным требованиям к сварке или стыку. На рис. 17 показаны требования к проходу уплотнения.
Рис.17
Составные соединения / сварные швы
Составной шов может быть Т-образным стыковым швом, который требует добавления угловых швов для увеличения толщины шва, как показано на Рис.18 .
Рис.18
Прерванная линия отсчета
Фиг.19
Основная особенность, которая отличает стандарты обозначений сварных швов, заключается в том, что для ISO 2553 и BS EN 22553 существует дополнительная особенность — прерывистая справочная линия.
Этот метод используется, когда сварка или подготовка под сварку должны быть указаны на «другой стороне» стрелки, как показано на Рис. 19 .
Любой символ, который используется для обозначения элемента типа соединения или сварного шва по другую сторону стрелки, всегда помещается на пунктирную линию.
BS 499 и AWS требуют, чтобы символы размещались над контрольной линией (указывающей на другую сторону) или под контрольной линией (указывающей сторону соединения со стрелкой).
Сводка
Символы сварных швов — очень полезный способ передачи требований к сварке из конструкторского бюро в цех.
Важно, чтобы «правила» используемого стандарта правильно применялись при привлечении офисного персонала. Однако также важно, чтобы персонал цеха мог читать и понимать детали символов сварных швов.
Большая часть этого требования может быть удовлетворена посредством ссылки на стандарт, используемый в организации, и персоналом чертежного офиса с учетом потребностей конечного пользователя, такого как сварщики, супервайзеры сварки, персонал, проверяющий сварку, и инженеры по сварке, чтобы свести к минимуму затраты. ошибки из-за неправильного толкования.
Обучение всего персонала правильному использованию спецификаций обозначений сварных швов также играет важную роль в обеспечении правильного нанесения и чтения обозначений сварных швов.
Эту статью написал Марк Козенс из Weld-Class Solutions .
Статья была переиздана TWI с небольшими изменениями 27.04.2020.
СИМВОЛЫ СВАРКИ И СВАРКИ, Плазменная сварка, сварочные позиции, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СИМВОЛЫ СВАРКИ И СВАРКИ
3-4. ОБЩАЯ ИНФОРМАЦИЯ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.Символы сварки позволяют разместить на чертежах полную информацию о сварке. Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки. Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которая будет использоваться при сварке. Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для выполнения сварного шва.Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику. Обозначение, которое должно быть помещено в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
3-5. ЭЛЕМЕНТЫ СВАРНОГО СИМВОЛА
Различают термины «символ сварки» и «символ сварки».Символ сварного шва (рис. 3-3) указывает на желаемый тип сварного шва. Символ сварки (рис. 3-2) — это способ изображения символа сварного шва на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: справочная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс и т. Д. Справка. Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а. Общие . Символы сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные обозначения сварных швов приведены ниже и показаны на рис. 3-3.
г. Обозначения для дуговой и газовой сварки .См. Рисунок 3-3.
г. Символы контактной сварки . См. Рисунок 3-3.
г. Обозначения для пайки, кузнечной, термитной, индукционной и проточной сварки .
(1) Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис.3-5) процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
ПРИМЕЧАНИЕ
Буквенные обозначения не присваиваются сварке точечной дуги, контактной точке, дуговой сварке, контактному шву и выступающей сварке, поскольку используемые символы сварных швов являются адекватными.
(3) Если нет спецификации, процесса или другого символа, хвост можно опустить (рис. 3-6). ссылка используется со сваркой
e. Другие общие символы сварных швов . На рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
ф. Дополнительные символы . Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
3-7. РАСПОЛОЖЕНИЕ ЗНАЧЕНИЕ СТРЕЛКИ
а. Обозначения сварки углов, канавок, фланцев, заусенцев и высажек . Для этих символов стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эту сторону следует рассматривать как сторону соединения, указанную стрелкой (рис.3-9). Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
г. Обозначения заглушки, паза, точечной дуги, дугового шва, контактной точки, контактного шва и проекционной сварки . Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
г. Ближняя сторона . Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления ( рис. 3-12 и 3-13).
г. Рядом с элементом . Когда соединение изображено как область, параллельная плоскости проекции на чертеже, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой считается ближайшим элементом соединения в соответствии с обычные правила оформления (рис. 3-11).
3-8. РАСПОЛОЖЕНИЕ ШВА ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы со стороны соединения, указанной стрелкой, обозначаются размещением символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14).
г. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
г. Обе стороны . Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
г. Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Символы со ссылками . Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
г. Символы без ссылок .Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией № ….»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
г. Общие замечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам.Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
г. Индикация процесса . Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис.3-5).
e. Символ без хвоста . Если с символом сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
3-10. ОБОЗНАЧЕНИЕ СВАРКИ И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного шва (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру.Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
г. Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом полевого шва (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБНАРУЖЕННЫЙ СИМВОЛАМИ
а. Внезапные изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
г. Скрытые швы . Сварка скрытых стыков может быть закрыта, если сварка такая же, как и на видимом стыке. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
3-13. ИСПОЛЬЗОВАНИЕ ДЮЙМОВЫХ, ГРАДУСНЫХ И ФУНТОВЫХ ЗНАКОВ
ПРИМЕЧАНИЕ
Дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
Как правило, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
3-14. КОНСТРУКЦИЯ СИМВОЛОВ
а. Условные обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. 3-18).
г. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис.3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
г. Информацию о сварочных обозначениях следует размещать для чтения слева направо вдоль линии отсчета в соответствии с обычными схемами оформления (рис. 3-20).
г. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21).
e. Буквы CP в хвостовой части стрелки обозначают полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
ф. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
г. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24). Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке. Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25). При необходимости, круговой символ сварки должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-15. ФИЛЕ СВАРОЧНЫЕ
Размеры угловых швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (A, рис.3-27).
г. Если угловые сварные швы указаны на обеих сторонах шва и на чертеже не указано общее примечание, определяющее размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
(2) Если сварные швы различаются по размерам, оба должны иметь размер (D, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже указано общее примечание, определяющее размеры сварных швов, размер ни одного сварного шва не требуется. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, оба сварных шва должны иметь размеры (C или D, рис. 3-27).
3-16. РАЗМЕР ФИЛЕЙНЫХ ШВОВ
а. Размер углового шва должен быть указан слева от символа сварного шва (A, рис.3-27).
г. Размер углового сварного шва с неравными участками должен быть указан в скобках слева от символа сварного шва. Ориентация сварного шва не обозначена символом и должна быть показана на чертеже при необходимости (E, рис. 3-27).
г. Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
г. Если указано проникновение для данного корневого отверстия, метод проверки для определения глубины проникновения должен быть включен в применимые технические условия.
3-17. ДЛИНА ФИЛЕШНЕГО ШВА
а. Длина углового шва, указанная на символе сварки, должна указываться справа от символа сварного шва (от A до D, рис. 3-27).
г. Когда угловая сварка проходит на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
г. Определенные длины угловой сварки могут обозначаться символами вместе с размерными линиями (рис.3-28).
3-18. ОБЪЕМ ФИЛЕЙНОЙ СВАРКИ
а. Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
г. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна обозначаться дополнительными стрелками, указывающими на каждую часть свариваемого соединения (рис. 3-29), за исключением случаев, когда используется символ сварки по всему периметру.
3-19. РАЗМЕР ПРЕРЫВНОЙ ФИЛЕЙНОЙ СВАРКИ
а. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
г. Шаг прерывистой угловой сварки должен быть указан справа от размера длины (A, рис. 3-27).
г.Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
г. Размеры ступенчатой прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии, как показано на рисунке 3-31.
Если не указано иное, ступенчатые прерывистые угловые швы с обеих сторон должны располагаться симметрично, как показано на рисунке 3-32.
3-20. ПРЕКРАЩЕНИЕ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
а. Когда прерывистая угловая сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.
г. Когда между непрерывной угловой сваркой используется прерывистая угловая сварка, символ указывает, что на концах заданной длины должны оставаться промежутки, равные шагу минус длина одного шага.
г. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они объединены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ ФИЛЕШВОГО ШВА
а. Угловые сварные швы, которые должны быть сварены приблизительно плоскими, выпуклыми или вогнутыми без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклого или вогнутого контура к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (А, рис.3-33).
г. Угловые сварные швы, которые должны быть выполнены плоскими механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями местоположения, приведенными в параграфе 3-7 (B, рис. -33).
г. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (C, рис.3-33).
г. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления символа вогнутого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной в параграфе 3-7.
e. В случаях, когда угол между сварочными поверхностями таков, что идентификация типа сварного шва и правильного обозначения сварного шва под вопросом, детали желаемого соединения и конфигурации сварного шва должны быть показаны на чертеже.
ПРИМЕЧАНИЕ
Используемые здесь символы чистовой обработки указывают метод чистовой обработки («c» = стружка, «G» = шлифование, «H» = ковка, «M» = обработка), а не степень чистовой обработки.
3-22. СИМВОЛЫ СВАРКИ ДЛЯ РАЗЪЕМОВ И ПЛОЩАДЕЙ
а. Общие . Для обозначения угловых швов в отверстиях нельзя использовать ни символ электрозаклепки, ни символ сварного шва с пазом.
г. Обозначение со стрелкой и другой стороны для сварных швов с заглушкой и пазом . Отверстия или прорези в боковом элементе соединения, показанном стрелкой, для электрозаклепки или пазовой сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (A, рис. 3-11). Отверстия или прорези в другом лонжероне соединения должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
г. Размеры сварного шва .Размеры электрозащитных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва. Размер сварного шва должен быть указан слева от символа сварного шва. Угол зенковки при сварке электрозаклепкой должен быть стандартом пользователя, если не указано иное. Включенный угол зенковки, если он не является стандартом пользователя, должен быть показан над или под символом сварного шва (A и C, рис. 3-34). Шаг (расстояние между центрами) электрозаклепки должен быть указан справа от символа сварного шва.
г. Глубина заполнения вставных и щелевых швов . Глубина заполнения пробковых и щелевых швов должна быть завершена, если не указано иное. Когда глубина заполнения меньше полной, глубина заполнения указывается в дюймах внутри символа сварного шва (B, рис. 3-34).
e. Контур поверхности вставных и щелевых сварных швов . Электрозаклепочные швы, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть обозначены добавлением символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва (рис. 3-36).
ф. Размеры сварного шва с пазом . Размеры щелевых сварных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-37).
г. Детали сварных швов с пазами . Длина, ширина, шаг, угол зенковки, ориентация и расположение щелевых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
3-23. ДУГОВЫЕ ТОЧЕЧНЫЕ И ДУГОВЫЕ ШВЫ
а. Общие . Обозначение точечной сварки, в соответствии с его расположением по отношению к контрольной линии, может иметь или не иметь значение стороны стрелки или другого значения стороны.Размеры должны отображаться с той же стороны от контрольной линии, что и символ, или с любой стороны, если символ расположен по обе стороны от контрольной линии и не имеет стороны стрелки или другого значения. Ссылка на процесс указывается в конце символа сварки. Затем следует использовать сварку с выступом, следует использовать символ точечной сварки со ссылкой на процесс сварки с выступом в конце символа сварки. Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
г. Размер дуговых точечных и дуговых сварных швов .
(1) Эти сварные швы могут иметь размер или прочность.
(2) Размер сварных точечных швов должен быть обозначен как диаметр сварного шва. Размер дугового шва обозначается как ширина сварного шва. Размеры будут выражаться в долях или десятичных дробях в сотых долях дюйма и должны отображаться с или без дюймовых меток слева от символа сварного шва (A, рис.3-38).
(3) Прочность дуговой точечной сварки должна определяться как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на линейный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
г. Расстояние между дуговой точечной сваркой и дуговой сваркой .
(1) Шаг (расстояние между центрами) дуговой точечной сварки и, если указано, длина сварных швов дуговой сварки, должны быть указаны справа от символа сварного шва (C, рис.3-38).
(2) Когда точечная сварка или дуговая шовная сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки указывать не нужно.
г. Объем и количество дуговой точечной сварки и сварных швов .
(1) Если при точечной дуговой сварке расстояние между резкими изменениями направления сварки меньше расстояния между резкими изменениями направления сварки или меньше полной длины стыка, необходимо определить размер (рис.3-39).
(2) Если для определенного соединения требуется определенное количество сварных швов дуговой сваркой, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-40).
(3) Группа точечных сварных швов может быть расположена на чертеже путем пересечения центральных линий. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
e. Соединения, выполненные заподлицо дуговой точечной сваркой и сварным швом . Если открытая поверхность одного элемента точечного сварного шва или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-41) таким же образом, как и для угловых сварных швов (п. 3-21).
ф. Сведения о дуговой сварке швов . Расстояние, протяженность, ориентация и расположение сварных швов дуговой сварки не могут отображаться на символах сварки.Эти данные должны быть отображены на чертеже.
3-24. КАНАВКА СВАРКА
а. Общие .
(1) Размеры сварных швов с разделкой кромок должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис.3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис. 3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от символа сварного шва (рис. 3-44).
(2) Технические характеристики для сварных швов с разделкой кромок без проплавления корня зуба приведены ниже:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис.3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис. 3-46).
(3) Сварные швы с разделкой кромок, размер сварных швов с канавкой и заданным корневым проваром, за исключением квадрата, должны указываться путем указания глубины снятия фаски и корневого провара, разделенных знаком плюс и помещенных слева от символа сварного шва.Глубина снятия фаски и врезания корня должны читаться в указанном порядке слева направо вдоль контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой продолжается только до точек касания, указанных размерными линиями (рис. 3-48).
г. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности корня U- и J-образных швов с канавкой являются стандартом пользователя, если не указано иное.
(2) Если стандарт пользователя не используется, символы сварных швов следующие:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.3-42).
(c) Радиусы канавок и поверхности впадин сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в обозначении сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и обратные сварные швы . Обратные и подкладочные швы однорядных сварных швов должны быть обозначены символом обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности стыковых швов . Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (пункт 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (рис. 3). -52).
(2) Швы с разделкой кромок, которые должны быть выполнены заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии с характеристиками расположения, приведенными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфах 3-7 ( инжир.3-54).
3-25. ЗАДНИЙ ИЛИ ЗАДНИЙ ШВА
а. Общие .
(1) Обозначение обратного или обратного сварного шва (рис. 3-50) должно использоваться для обозначения стыковых швов или подкладочных швов одноканавочных швов.
(2) Обратные или подкладочные швы одноканавочных сварных швов должны быть показаны путем размещения символа обратного или обратного шва на стороне справочной линии напротив символа сварного шва с разделкой кромок (рис.3-50).
(3) Размеры обратных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности обратных или подкладных сварных швов . Контурные символы (рис. 3-55) для обратных или подкладочных швов указываются так же, как и для угловых швов (параграф 3-21).
3-26.РАСПЛАВАЮЩИЕ ШВЫ
а. Общие .
(1) Символ сквозного плавления должен использоваться в тех случаях, когда требуется не менее 100% проплавления сварного шва через материал в сварных швах, выполненных только с одной стороны (рис. 3-56).
(2) Сварные швы, выполненные методом сквозного плавления, должны быть показаны путем размещения символа шва сквозного плавления сбоку от контрольной линии напротив символа шва с разделкой кромок, фланца, тройника или углового шва (рис.3-56).
(3) Размеры сварных швов, выполненных методом сквозного плавления, должны отображаться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности сварных швов расплавом . Контурные символы для сквозных сварных швов указываются так же, как и для угловых швов (рис. 3-57).
3-27. ПОВЕРХНОСТНЫЕ ШВА
а. Общие .
(1) Обозначение наплавочного сварного шва должно использоваться для обозначения поверхностей, образованных сваркой (рис. 3-58), независимо от того, образованы ли они одно- или многопроходными наплавочными швами.
(2) Символ наплавки сварного шва не указывает на сварку соединения и, следовательно, не имеет стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии по направлению к считывающему устройству, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
г. Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны находиться на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
г. Протяженность, расположение и ориентация поверхностей, созданных сваркой .Когда вся площадь плоской или криволинейной поверхности должна быть создана сваркой, на символе сварки не требуется указывать никаких размеров, кроме размера. Если только часть площади плоской или криволинейной поверхности должна быть застроена сваркой, на чертеже должны быть указаны протяженность, расположение и ориентация застраиваемой площади.
3-28. ФЛАНЦЕВЫЕ ШВА
а. Общие .
(1) Следующие символы сварки используются для соединений из легкого металла, включающих развальцовку или отбортовку соединяемых кромок (рис.3-59). Эти символы не имеют стрелки или другого побочного значения.
(2) Краевые швы фланцев обозначаются символом краевого шва фланца (A, рис. 3-59).
(3) Сварные швы угловых фланцев должны обозначаться символом сварных швов угловых фланцев (B, рис. 3-59). В случаях, когда угловое фланцевое соединение не указано, требуется разрыв стрелки, чтобы показать, какой элемент фланцевый (рис. 3-59).
г. Размеры фланцевых сварных швов .
(1) Размеры фланцевых сварных швов показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
(2) Радиус и высота над точкой касания должны указываться путем отображения радиуса и высоты, разделенных знаком плюса и помещенных слева от символа сварного шва. Радиус и высота должны читаться в таком порядке слева направо вдоль контрольной линии (C, рис. 3-59).
(3) Размер (толщина) фланцевых сварных швов должен указываться размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Корневые отверстия фланцевых сварных швов не показаны на символе сварки. Если требуется указать этот размер, он должен быть показан на чертеже.
г. Фланцевые сварные швы с несколькими стыками . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. СОПРОТИВЛЕНИЕ ТОЧЕЧНЫХ ШВОВ
а. Общие . Обозначения контактной точечной сварки (рис. 3-3) сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактной точечной сварки должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных точечных сварных швов .Размеры контактных точечных сварных швов подбираются по размеру или прочности следующим образом:
(1) Размер контактных точечных сварных швов обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен указываться с дюймовыми метками или без них слева от символа шва (рис. 3-60).
(2) Прочность контактных точечных сварных швов определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна отображаться слева от символа сварного шва (рис.3-61).
г. Расстояние между контактными точечными сварными швами .
(1) Шаг точечной сварки сопротивлением должен быть указан справа от символа сварного шва (рис. 3-62).
(2) Когда символы показаны непосредственно на чертеже, расстояние показано с помощью размерных линий.
(3) Если при контактной точечной сварке расстояние между резкими изменениями направления сварки меньше, чем расстояние между резкими изменениями направления сварки или меньше полной длины соединения, необходимо определить размер (рис.3-63).
г. Количество контактных точечных сварных швов . Если в определенном стыке требуется определенное количество сварных швов, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
e. Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
3-30. СОПРОТИВЛЕНИЕ ШВОВ
а. Общие .
(1) Обозначения контактных сварных швов сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактных сварных швов должны располагаться по центру контрольной линии.
(2) Размеры контактных швов могут быть показаны по обе стороны от контрольной линии.
г. Размер контактных швов . Сварные швы сопротивления должны иметь следующие размеры либо размер, либо прочность:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с или без дюймовых меток слева от символа сварного шва (рис. .3-66).
(2) Прочность контактных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и должна быть указана слева от символа сварного шва (рис. 3-67).
г. Длина контактных швов .
(1) Длина контактного шва, указанная на символе сварки, должна указываться справа от символа сварки (рис.3-68).
(2) Когда контактная сварка выполняется на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
(3) Если длина контактного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-69).
г. Шаг контактных швов . Шаг сварки прерывистым сопротивлением шва должен обозначаться как расстояние между центрами сварных швов и указываться справа от размера длины (рис. 3-70).
e. Прекращение прерывистой контактной сварки швов . Когда прерывистая контактная сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.При использовании между непрерывной сваркой контактным швом символ указывает, что на концах размерной длины остаются промежутки, равные шагу минус длина одного шага. При одновременной сварке прерывистым и непрерывным контактным швом необходимо использовать отдельные символы.
ф. Сварные соединения заподлицо с выступом . Если открытая поверхность одного элемента выступающего сварного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
3-31. ПРОЕКЦИОННЫЕ ШВЫ
а. Общие .
(1) При использовании выступающей сварки необходимо использовать символ точечной сварки вместе со ссылкой на процесс выступающей сварки в конце символа сварки. Символ точечной сварки должен располагаться по центру контрольной линии.
(2) Рельефы на лонжероне со стрелкой в стыке для выступающей сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-72).
(3) Тиснение на другом лонжероне стыка для выступающей сварки должно быть обозначено размещением символа сварного шва на -стороне контрольной линии вдали от считывающего устройства (рис. 3-73).
(4) Пропорции выступов должны быть показаны с помощью деталей или других подходящих средств.
(5) Размеры выступающих сварных швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва.
г. Размер выступающих сварных швов .
(1) Выступающие сварные швы должны иметь размеры по прочности. Размеры сварных швов с круглым выступом могут быть заданы по размеру.
(2) Размер сварных швов с круглым выступом должен быть обозначен как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с или без дюймовых меток слева от символа сварного шва (рис. .3-74).
(3) Прочность выступающих сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на сварной шов и указана слева от символа сварного шва (рис. 3-75).
г. Расстояние между выступами . Шаг выступающих сварных швов должен быть указан справа от обозначения шва (рис. 3-76).
г. Количество выступающих сварных швов . Если в определенном стыке требуется определенное количество сварных швов с выступом, это количество должно быть указано в скобках (F, рис. 3-77).
e. Объем проекционной сварки . Если длина сварного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис. 3-78).
ф. Герметичные сварные швы заподлицо . Когда открытая поверхность одного элемента контактного сварного шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. ВСПЫШКА ИЛИ ИБП СВАРКИ
а. Общие . Обозначения сварных швов с оплавлением или высадкой сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ним, могут иметь такое значение.Обозначения сварных швов оплавлением или сваркой с осадкой должны быть отцентрированы на контрольной линии. Размеры не нужно указывать на символе сварки.
г. Контур поверхности оплавленных или осаженных сварных швов. Контурные обозначения (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) указываются так же, как и для угловых швов (параграф 3-21).
Авторизационное письмо
Сварочные символы для изготовления металла
Сварочные символы
можно использовать при создании чертежей для металлоконструкций.
Для нас важно понимать, какие детали сварного шва важны для вас при проектировании производства. Простое упоминание о сварке здесь или об углах, которые нужно сваривать, не дает нам всей информации. Могут быть случаи, когда сила менее важна, чем эстетика. Например, минимизация количества сварных швов или применение прерывистых сварных швов помогает снизить тепловую деформацию и предотвратить коробление. Существуют стандартные символы, которые можно использовать в чертеже, чтобы помочь сварщику и предложить вам лучший контроль над внешним видом и механическими свойствами готового изделия.
Стандарты
Британский стандарт для обозначений сварных швов — BS EN 22553.
Требуется идентификация процесса сварки как часть символа сварного шва, соответствующий код процесса сварки указан в BS EN ISO 4063.
Базовое обозначение сварного шва
Обозначение сварного шва всегда включает
1. Линия стрелки
2. Контрольная линия
3. Пунктирная линия
4. Символ
Примечание. Символы сварных швов на полной контрольной линии относятся к сварным швам на ближней стороне свариваемой пластины.Символы сварного шва на пунктирной линии относятся к сварному шву на дальней стороне пластины. Если сварные швы симметричны с обеих сторон пластины, пунктирная линия опускается. Если пунктирная линия находится над полной линией, то символ ближнего сварного шва отображается под контрольной линией, а символ дальнего сварного шва находится над пунктирной линией. Например, см. Рисунок ниже Дополнительные символы ниже.
Более подробное символическое изображение сварного шва
Таблица обозначений сварных швов
Дополнительные символы
Приведенные ниже символы сварных швов используются в дополнение к обозначениям первичных сварных швов, как показано выше.Они не используются сами по себе.
Ниже приведен пример нанесения одного из этих символов, иллюстрирующий идентификацию местоположения сварного шва относительно символа.
Дополнительное обозначение
Размеры сварных швов
Основы сварочных символов — Интерпретация чертежей металлических фабрик
Что такое сварка и символ сварки
Символ сварного шва — это не то же самое, что символ сварки.Символ сварного шва указывает тип сварного шва, применяемого к детали. Обозначение сварки состоит из нескольких частей, включая контрольную линию, стрелку и символ сварного шва, если это необходимо. Символы в этой книге показывают, как выглядят сварные швы и сварочные символы. При использовании в соответствии с чертежом существуют определенные требования к дизайну.
Справочная линия и стрелка
Основное обозначение сварки состоит из двух частей. К ним относятся контрольная линия и стрелка.Горизонтальная линия, составляющая основной корпус, называется опорной линией. Это якорь, к которому привязаны все остальные символы сварки. Информация, необходимая для выполнения сварного шва, помещается на контрольной линии в определенных местах. Стрелка соединяет контрольную линию с соединением, в котором должен быть выполнен сварной шов. Есть несколько комбинаций контрольной линии и стрелки, но контрольная линия всегда будет располагаться в горизонтальном положении. Этот символ также всегда читается слева направо.Если вы знакомы с чертежами, стрелка может очень походить на линию выноски. Это не одно и то же, поэтому будьте внимательны при просмотре обозначений сварки.
Контрольная линия может включать так называемый хвост. Это похоже на то, что буква V повернута набок. Такие, как этот>. Этот хвост дает место для записи подробностей о том, какой процесс сварки, процедура сварки и даже спецификации материалов требуются для этого конкретного символа сварки.
Стрелка против другой стороны
Размещение сварного шва будет зависеть от расположения символа над или под контрольной линией.Если символ был размещен над контрольной линией, это вызывает другую сторону. Если он расположен ниже контрольной линии, это указывает на сторону стрелки. Другая сторона и сторона стрелки точно определяют, к чему она призывает. Если стрелка указывает на правую сторону соединения, сварной шов будет размещен с правой стороны, если будет вызван боковой сварной шов, указанный стрелкой. Если стрелка указывает на правую сторону соединения и вызывается другой боковой сварной шов, сварной шов будет применен к левой стороне детали.
Если сварной шов нужно разместить на другой стороне стыка, над контрольной линией будет помещен символ.
Если сварной шов должен быть размещен на стороне соединения со стрелкой, символ будет помещен под контрольной линией.
Очень важно понимать разницу между этими двумя сторонами, так как это может закончить продукт или, если сделано неправильно, отправить его обратно для доработки, чтобы получить правильный результат. На данный момент концепция, лежащая в основе этого, может показаться очень простой, но по мере того, как мы проработаем эту книгу и начнем добавлять больше элементов к символу сварки, это может стать более утомительным для мыслительного процесса.Самое важное, что нужно сделать, — это разбить его по частям и по-настоящему понять, что символ просит / требует для сварки.
Иногда может быть несколько контрольных линий. В этом случае важно помнить, в каком порядке должна производиться сварка. Ссылочная линия, ближайшая к стрелке, будет первой операцией, за ней — второй и так далее, пока все операции не будут завершены.
Символ фундаментальной викторины
Добавьте к изображению ниже соответствующую букву (стрелку / другое) обозначение.
Буква ______ обозначает сторону стыка, указанную стрелкой.
Буквой ______ обозначена обратная сторона стыка.
Буква ______ обозначает сторону стыка, указанную стрелкой.
Буквой ______ обозначена обратная сторона стыка.