виды и типы сварных соединений
Сварка представляет собой способ соединения деталей в неразъемную конструкцию. При этом остается след — сварной шов. Он выглядит по-разному в зависимости от многих факторов — материала деталей, способа сварки, примененного оборудования. Соединение деталей, осуществленное сваркой, называется сварочное соединение. Несмотря на то, что сварные соединения и швы относятся к одному производственному процессу, не следует смешивать эти понятия. Соединение — это неразъемная конструкция из двух металлических деталей, а сварочный шов — это след, оставленный после соединения.
К шву и соединению предъявляются конкретные требования, закрепленные в нормативных документах. Сварщик и руководитель сварочных работ обязаны иметь четкое представление, что такое сварной шов, как он должен выглядеть и каким требованиям удовлетворять.
Элементы конструкции шва
Конструктивные элементы сварного шва определены ГОСТом 2601. Нормативные документы дают определение, что такое сварочный шов, его геометрические параметры, перечисляют имеющиеся типы сварочных швов.
К таким элементам относятся форма и размер кромок после их подготовки.
Классификация сварочных швов
Имеются многочисленные типы и виды сварных соединений и сварных швов. Это вызвало потребность в их четкой классификации. Она разработана в зависимости от многих факторов. Классификация учитывает технологические особенности швов, их пространственное положение, размеры. Достоинством такого дифференцирования является применение обозначений на каждый тип сварного шва.
Существует много различных позиций, по которым имеется классификация, включающая существующие виды сварки и типы сварных соединений.
Положение шва в пространстве
Немаловажную роль играет расположение шва в пространстве.
Нижнее положение является самым выигрышным. Шов при этом получается прочным и надежным. При верхнем, который иначе называют потолочном, положении, сварщику приходится принимать неестественную позу. Долго сохранять ее весьма трудно. А ведь одним из условий получения качественного шва является непрерывность процесса.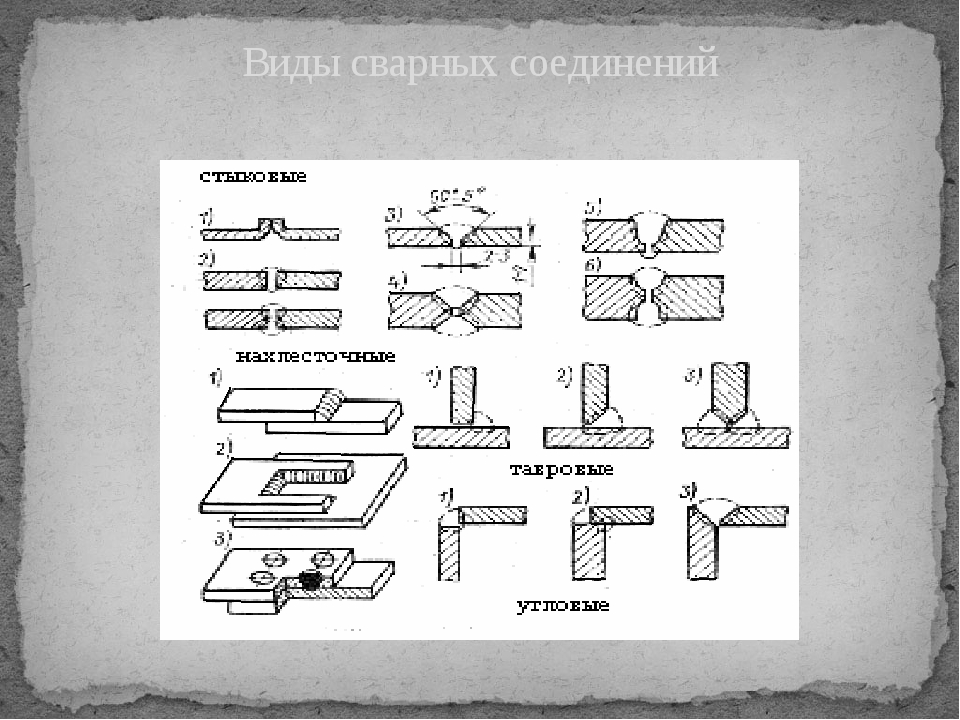
Для повышения точности следует использовать короткую дугу, а ширину шва делать не превышающей диаметр электрода. Для выполнения потолочного шва требуется не только получение профильного образования, но и приобретение практических навыков при более благоприятных условиях.
При выполнении швов во всех положениях существует проблема стекания вниз расплавленного металла. Нижнее положение при этом является самым выигрышном. Потолочное и нижнее положения относятся к горизонтальным. Стекание металла, являющееся чрезмерным, уменьшают, снизив температуру нагрева. Это можно сделать, увеличив скорость передвижения электрода, или регулярно прерывать дугу, давая возможность остыть металлу.
Вертикальный шов часто встречается в конструкциях, но самым простым вариантом не является. Если шов расположен вертикально, то вниз устремляться будет не сварочная ванна целиком, а только отдельные капельки. Если сварка осуществляется по направлению сверху вниз, то эти капельки начнут быстро застывать, образуя своеобразную преграду. Поэтому вести сварку при вертикальном способе следует снизу вверх. Свариваемые детали при вертикальном положении должны быть надежно зафиксированы.
Поэтому вести сварку при вертикальном способе следует снизу вверх. Свариваемые детали при вертикальном положении должны быть надежно зафиксированы.
Протяженность шва
Сварочные швы и соединения разделяются по их протяженности. По этому признаку шов бывает сплошным и прерывистым. При выполнении прерывистого шва в нем предусмотрены определенные интервалы, имеющие постоянный размер. Сварные швы прерывистого характера бывают различными. Они так же, как непрерывные, могут быть односторонними и двусторонними.
Такая градация отражается на обозначении шва в чертежах. При этом вводится такое понятие, как шаг шва.
Форма поверхности
Виды сварных швов разделяются по форме, которая имеет их наружная поверхность.
Каждый вид имеет свои преимущества. Играет роль, какую нагрузку выдерживает сварной шов. Когда предстоят статические нагрузки, то целесообразно применять выпуклый шов. Он имеет несколько слоев, что ведет к дополнительному расходу электродов и удорожанию сварочного процесса.
Если предстоит сварка тонких металлических листов, то лучше применять вогнутую форму. Если сварное изделие при эксплуатации будет подвергаться динамическим нагрузкам, то следует выполнять плоские швы или вогнутой формы. Такой выбор объясняется тем, что не будет большого перепада между поверхностями шва и основного материала.
В зависимости от условий эксплуатации типы сварных швов разделяются на рабочие и нерабочие. Рабочим предстоит выдерживать значительные нагрузки, что заставляет предъявлять к ним повышенные требования. Нерабочие просто осуществляют функцию соединения. Однако, если предполагается их использование при не совсем благоприятных погодных условиях, то необходим тщательный контроль за отсутствием трещин и внутренних пустот.
Когда предстоит сварка тонких металлических листов, то лучше выполнять ее ниточным швом. При наплавочном способе больше подойдет уширенный вариант.
Количество слоев
Виды швов в сварке зависят от количества выполняемых слоев. Однослойные швы выполняются за один проход, а многослойные являются многопроходными. Многослойный вариант используют для соединений, имеющих определенную конфигурацию.
Однослойные швы выполняются за один проход, а многослойные являются многопроходными. Многослойный вариант используют для соединений, имеющих определенную конфигурацию.
Выполнение многопроходного шва является более сложным. Каждый новый слой следует накладывать быстро, пока не остыл предыдущий. К тому же надо успеть убрать шлак, образовавшийся ранее. На механические характеристики многослойного шва оказывает положительное действие то, что при наложении последующего шва, в предыдущем происходит отжиг.
Соединения
Сварные соединения разделяются на различные виды.
Виды сварных соединений:
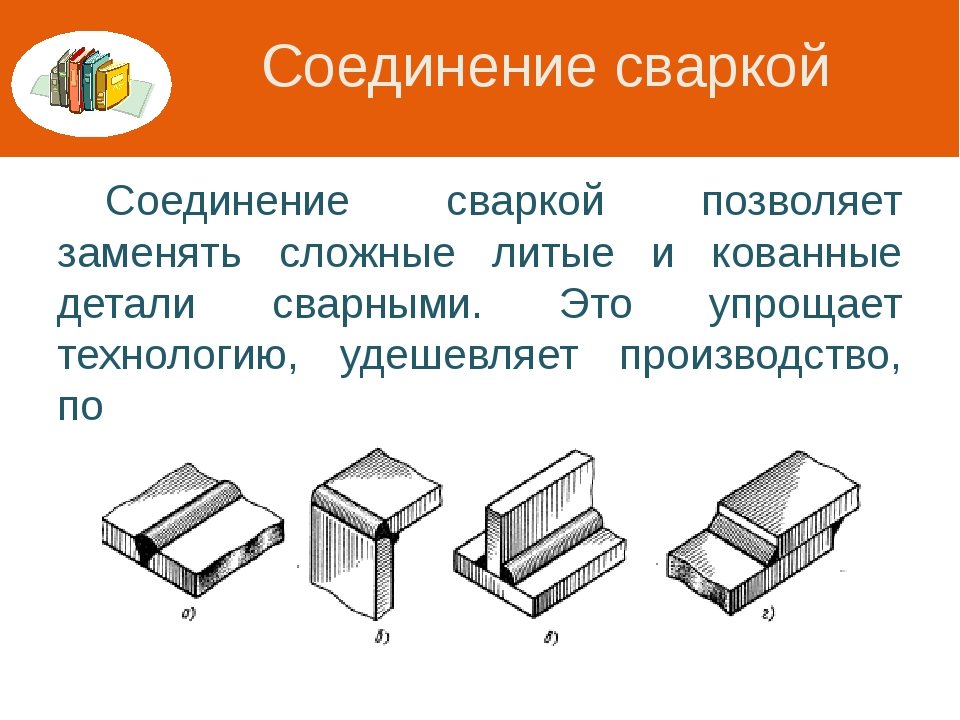
- Стыковые. Детали располагаются в одной и той же плоскости.
- Угловые. Детали, подлежащие соединению, располагают под необходимым углом. Наиболее распространенным является прямой угол.
- Тавровые. Торец одной детали располагают перпендикулярно или под небольшим углом по отношению к основной поверхности второй детали.

- Нахлесточные. Положение деталей в пространстве — параллельное. При этом одна деталь частично налегает на другую.
- Торцевые. Воедино сваривают два торца элементов.

Сварной стыковой шов применяется для сварки трубопроводов, различных труб и металлических листов. Сварке подлежат торцовые поверхности. Сварка встык требует проведение подготовительных работ, которые заключаются в тщательной подгонке торцевых поверхностей друг к другу. Для обеспечения точности может применяться предварительный подварочный шов. Сварку встык можно осуществлять как на весу, так и на подкладке — стальной или медной. При стыковых соединениях возможны различные виды скосов кромок или сварка без них.
К преимуществам такого способа относится уменьшенный расход вспомогательного материала, в частности, электродов. Одинаковая толщина элементов не является обязательным требованием. Но при этом электрод следует направлять к более толстой детали. Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
Угловые швы находят применение для соединения частей различных емкостей и резервуаров. Для получения качественного углового соединения рекомендуется установка деталей «лодочкой».
Сварной шов тавровый применяют при сварке несущих конструкций. Поверхности деталей требуют тщательной подготовки. Такой вид сварки относится к наиболее прочным. Достоинством таврового соединения является то, что его можно применять в труднодоступных местах. Такой вид сварного шва помогает выдерживать повышенные нагрузки.
Соединение нахлесточным способом находит применение при необходимости сварки металлических листов толщиной не более 12 мм. Необходимостью является отсутствие зазоров между поверхностями деталей. Плотность прилегания необходима для качественного соединения. Выполнение нахлесточного соединения не является сложным и может осуществляться сварщиками, имеющими невысокий разряд.
При нахлесточном способе два шва находятся на расстоянии друг от друга. Это придает соединению дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то применять его не стоит.
Это придает соединению дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то применять его не стоит.
Торцевые виды сварочных соединений предусматривают сварку торцов деталей. Таким способом возможно соединение деталей любой толщины. К достоинству относится минимальная деформация свариваемых элементов.
Положение электрода во время сварочного процесса
Наклон электрода зависит от видов сварных соединений и швов. Угол наклона влияет на скорость разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод следует держать перпендикулярно. Затем необходимо осуществлять небольшой наклон. Сварочный шов получится более качественным, если сварку проводить короткой дугой.
Применять сварку способом «углом вперед» имеет смысл, когда процесс осуществляется в труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или совсем погаснуть, или начать «блуждать». Качество шва может быть значительно снижено, если появятся пропущенные участки.
Качество шва может быть значительно снижено, если появятся пропущенные участки.
Способ «углом назад» находит применение в угловом варианте и при соединении стыков. При сварке под прямым углом электрод держат перпендикулярно поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. На качество шва это будет оказывать благоприятное воздействие. Если шлак окажется перед электродом, то это можно исправить, перейдя на некоторое время на способ «назад углом».
Движения электрода
Виды сварочных швов и способы их нанесения, в частности, зависят от того, каким способом перемещается электрод. Траекторию его движения может выбрать сам сварщик в зависимости от толщины элементов и типов сварных соединений.
Если электрод перемещается вдоль шва, то получается тонкий валик. Такой нитевидный шов можно использовать как первый слой при многоходовом способе.
Когда электрод совершает поперечные колебания, то соединение становится более прочным. Колебательные движения обеспечивают хороший прогрев корня шва и его кромок. Амплитуда колебания позволяет получить шов заданного размера. Характер движения электрода при этом — возвратно-поступательный. Конец электрода может описывать разные фигуры — «лестницы», «треугольники», «елочки», «полумесяц», «петлю».
Колебательные движения обеспечивают хороший прогрев корня шва и его кромок. Амплитуда колебания позволяет получить шов заданного размера. Характер движения электрода при этом — возвратно-поступательный. Конец электрода может описывать разные фигуры — «лестницы», «треугольники», «елочки», «полумесяц», «петлю».
Выбор зависит от типов сварочных соединений. Например, для стыковых и угловых швов будет уместен «полумесяц», а «петля» обеспечит соединение тонких листов металла.
Подготовка к свариванию
Немаловажным фактором, чем определяются свойства сварного соединения, являются подготовительные действия. Они включают в себя несколько этапов.
Правка
Она является восстановительной операцией и проводится в случае, когда во время транспортировки деталей к месту сварки произошла их деформация. Также необходимо вернуть частям изделия первоначальную форму, если время хранения произошли искажения в виде вмятин, выпучиваний, волнистости, коробления поверхности, различного рода искривлений.
Ее могут осуществлять при нагревании или холодном виде, что зависит от сложности полученного дефекта и его размера. Правку можно выполнять как вручную, так и машинным способом при промышленном производстве.
Для ручной правки используют такие инструменты, как молоток, кувалду или ручной пресс. Если повреждение носит более серьезный характер, то могут использоваться прессы, оснащенные электродвигателями. Удобно использование наковальни. Также подойдут стальная или чугунная плиты.
Молоток для правки изготавливается из мягкого материала. В зависимости от дефекта может подойти резиновый. Не стоит применять молоток, форма бойка которого имеет квадратную форму, поскольку на металле могут остаться вмятины. Предпочтительной является круглая форма. Следует проверить, чтобы поверхность бойка была отполирована. Если металл закаленный, то надо применять рихтованный молоток.
В качестве альтернативы можно воспользоваться деревянной или металлической гладилкой.
Различные дефекты исправляют по-разному. Волнообразность и выпуклость можно исправить ударами по поверхности. Двигаться при этом надо от краев к центральной части. При приближении к центру увеличивают частоту ударов, но уменьшают их силу. Брусками-гладилками исправляют тонкие детали.
Волнообразность и выпуклость можно исправить ударами по поверхности. Двигаться при этом надо от краев к центральной части. При приближении к центру увеличивают частоту ударов, но уменьшают их силу. Брусками-гладилками исправляют тонкие детали.
Разметка
Размеры детали должны быть приведены в соответствие с указанными в чертежах на них. Чтобы можно было обрезать лишние куски, требуемые размеры можно задать с помощью разметки.
Разметку можно наносить карандашом, ручкой, мелом, тонким фломастером, а также любым острым предметом. Из инструментов потребуются линейка или рулетка, штангенциркуль, угольник. Когда выпускается партия однотипных деталей, то можно применить шаблон. Помимо контуров детали с помощью разметки можно отмечать предполагаемые места сгибов.
Резка
Резку заготовок производят с целью получения нужного размера. Резку производят по нанесенным ранее разметкам. Следует проявлять особую внимательность — неправильно отрезанную деталь относят к браку или используют для иных целей.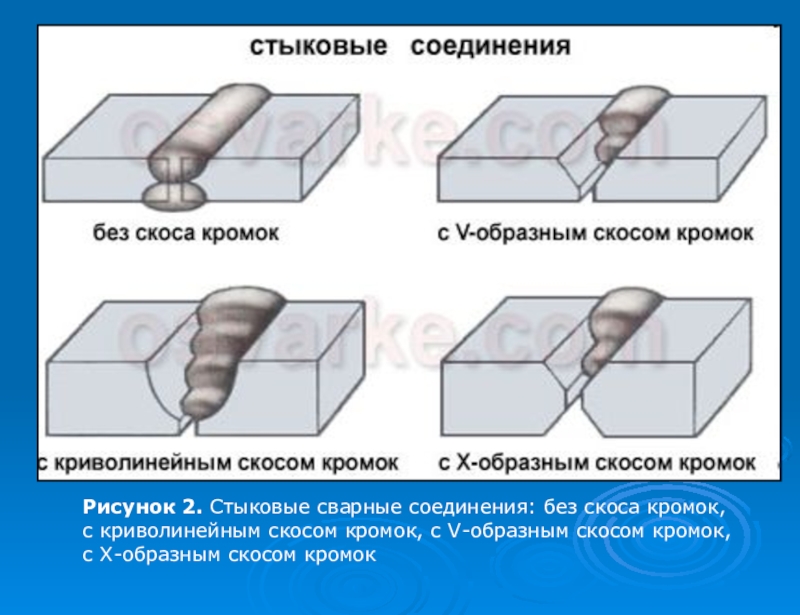
Эту операцию проводят не только механически ножницами по металлу или болгаркой, но и с помощью плавления металла. Для термической резки можно применять дуговую сварку. Еще одним инструментом является кислородный рюкзак.
Зачистка
Она является важной подготовительной операцией. На поверхности не должны оставаться грязь, пятна краски и жира, посторонние вкрапления, оксидная пленка, что может привести к возникновению дефектов в виде трещин, пор, инородных вкраплений.
Из инструментов применяются металлические щетки и болгарка. При использовании химического способа очистить некрупную деталь можно погружением ее в емкость с химикатами. С помощью такого метода хорошо происходит очищение от ржавчины и оксидных пленок. Перед сваркой детали необходимо высушить.
Подготовка кромок
Залог получения хорошего шва — грамотная подготовка кромок. Это правило применимо ко всем видам сварочных швов. Результат этой операции — получение формы, которая подходит для лучшего сварного соединения. Особую актуальность подготовка приобретает в случае, когда сварке подлежат трубы и детали большой толщины. При правильном скосе с изделия снимается напряжение во время его эксплуатации. Разделка кромок позволяет получить широкий, а значит более надежный шов.
Особую актуальность подготовка приобретает в случае, когда сварке подлежат трубы и детали большой толщины. При правильном скосе с изделия снимается напряжение во время его эксплуатации. Разделка кромок позволяет получить широкий, а значит более надежный шов.
Основные параметры — угол скоса, ширина зазора, величина притупления. Для разделки используют напильник, ножницы по металлу, болгарку, зубило. В промышленном производстве находят применение фрезерные и специальные кромкострогальные станки. Возможно использование пламенной резки.
Скос начинает играть важную роль, когда предстоит сварка деталей разной толщины. К притуплению кромок прибегают, когда на конце они имеют острую форму, поскольку это может вызвать образование прожогов, созданию напряжения в этих местах и деформацию шва, что уменьшит прочность соединения.
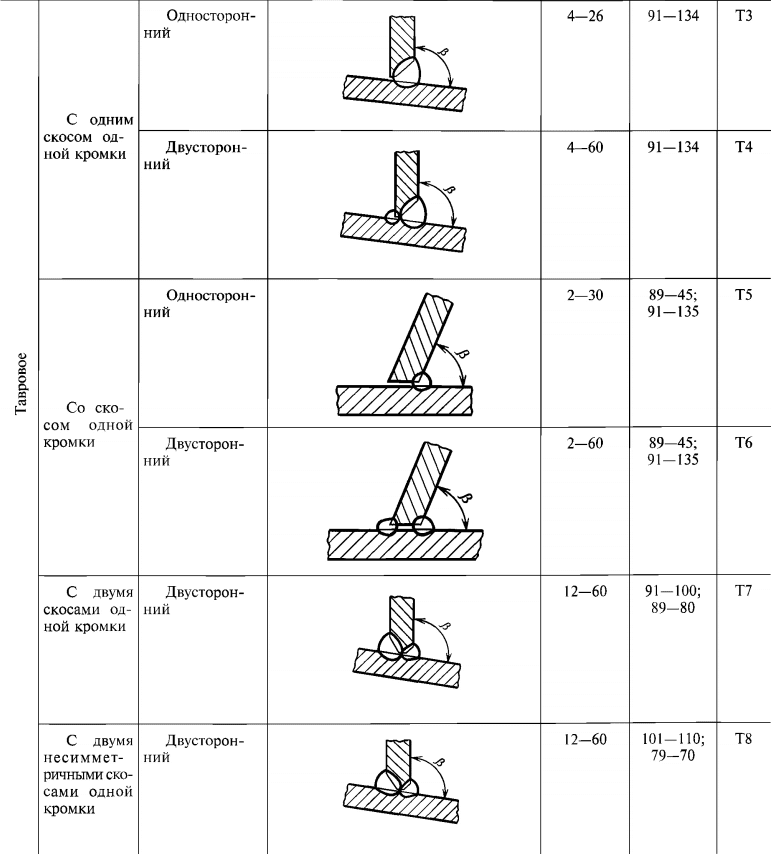
Для разных типов сварных соединений и швов выполняют различные виды скосов:
- Букву «V» имеет скос с одной стороны одной или обеих кромок. Является наиболее востребованным и может применяться при разных толщинах деталей. Когда разделываются обе кромки, то угол составляет 60 градусов, а при одной — 50.
- Букву «X» имеет скос обеих кромок с двух сторон. Его применяют для изделий толщиной 10-60 мм. Угол разделки — 60 градусов.
- Скос, имеющий форму буквы «U» выполняют с одной стороны. Такая криволинейная форма подходит для металлов толщиной 20-60 мм.
- Скос, имеющий форму буквы «К», применяют редко. Суть состоит в том, что для одной кромки делают двухсторонний скос, а для второй — односторонний.
Кромкам необходимо придать необходимую геометрическую форму. Если соединению подлежат тонкие детали, то кромку делают плоской. Для деталей, имеющих значительную толщину, кромки выполняются в форме букв «V» или «X». Глубина снимаемого слоя зависит от марки металла.
На чертежах скос обозначается буквой «β», а угол его раскрытия — «α». Необходимо отсутствие не кромках перепадов. Для контроля правильности разделки находят применение шаблоны.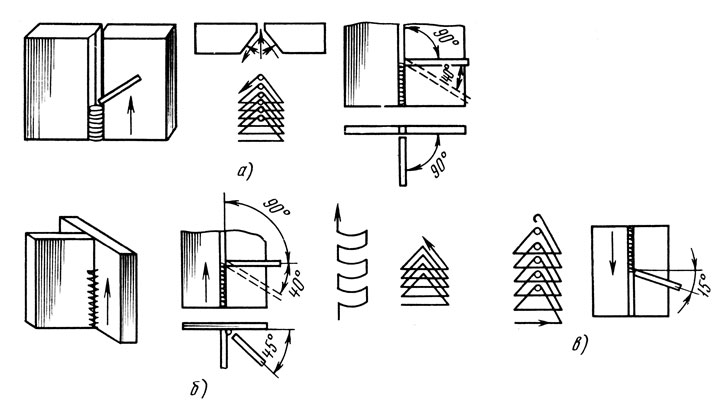
Гибка
При необходимости в подготовительные операции включают гибку металла. Листогибочные машины используют для придания нужной формы металлическим листам или полосам. Специальные прессы применят для профильных деталей.
Предварительный нагрев сделает металл более податливым и на гибку потребуется меньше усилий.
Фиксация
Перед началом сварки необходимо осуществить надежную фиксацию свариваемого соединения. Это гарантирует отсутствие сдвига во время сварочного процесса. Фиксацию можно осуществить с помощью прихваток. Под этим термином понимают небольшие швы, выполненные поперек направления основного шва. Их сечение не должно быть более половины ширины шва.
Длина каждой прихватки не должна составлять более 2 см. Более длинные прихватки допускаются только при сварке трубопроводов. В зависимости от длины шва расстояние между прихватками находится в диапазоне от 10 до 80 см. Для коротких швов допустимо точечное соединение на краях.
Прихватки выполняют за один проход. Наличие прихваток придает конструкции сварного соединения дополнительную жесткость, что особенно важно для крупных изделий.
Временные прихватки после сварки удаляют, а постоянные остаются. Выполнение прихваток происходит на обратной стороне изделия. Перед началом их выполнения необходимо произвести зачистку поверхностей.
Дефекты швов
Практически все виды сварочных швов и соединений после окончания процесса сварки имеют дефекты. Некоторые из них подлежат исправлению, а другие приходится отправлять в брак.
В нормативных документах указаны требования к сварным швам, которые определяют, какие дефекты в каких видах швов сварки допустимы и их геометрические параметры. Выполнение этих требований является строго обязательным, поскольку их наличие может вызвать при эксплуатации разрушение конструкции. ГОСТ 5264 определяет классификацию существующих дефектов. Допустимые отклонения от нормы должны быть указаны в чертеже на изделие.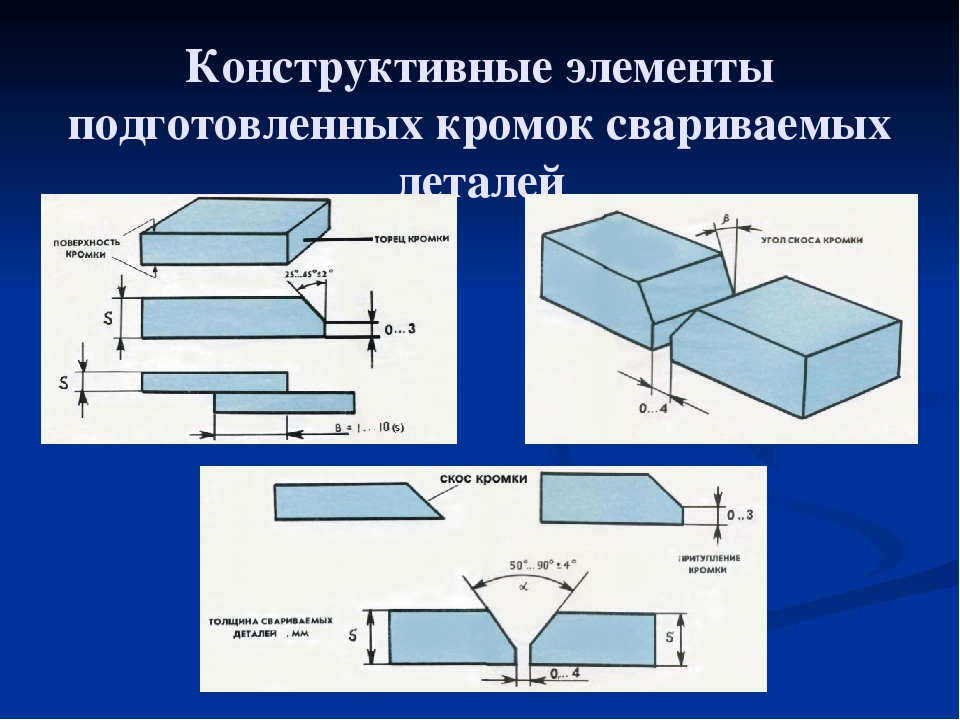
Имеются причины, вызывающие различные виды дефектов. К ним могут относиться как объективные, например, некачественный материал или неисправность применяемого оборудования, так и субъективные — ошибки при проведении производственного процесса, недостаточная квалификация сварщика, нарушение технологического процесса.
К причинам возникновения дефектов также относятся: выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса. К возникновению дефектов может привести отсутствие или недостаточность проведения предварительной подготовки. При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Перед началом сварки необходимо убедиться в исправности и работоспособности используемого оборудования. Не должен быть пропущен срок очередной поверки, что указывается в паспорте на него.
Имеется три вида дефектов, возникающих в результате сварки:
- местом расположения которых является наружная поверхность;
- внутри сварного соединения;
- сквозные.

Наружные дефекты хорошо видны при визуальном осмотре, с которого должен начинаться контроль получившегося при сварке соединения. К внешним дефектам относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. К ним также относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
Причинами возникновения внутренних дефектов могу быть недостаточно качественный основной материал, нарушение технологии сварки. Трещины могут появляться не только на наружных поверхностях, но и внутри соединений, где они могут стать источниками растущего напряжения, что может привести к разрушению конструкции. Одна из причин их появления — чересчур быстрое охлаждение.
К внутренним дефектам относится непровар, который может появиться, когда на деталях была оставлена ржавчина или окалины. Еще одной причиной непровара может служить небольшая величина силы тока. Если обнаружен не проплавленный участок большой протяженности, то потребуется переплавка соединения.
Внутри сварного шва возможно образование пор, заполненных газом. Причина их появления — посторонние примеси и излишек влаги. Если нарушена технология, то внутри сварного шва могут появиться включения вольфрама и шлака.
Сквозные дефекты — это поры, проходящие всю толщину шва. Такой дефект можно обнаружить при визуальном осмотре.
Методы контроля
Все виды сварочных швов в обязательном порядке после окончания процесса обязаны проходить контроль. Особо жесткие требования предъявляются к конструкциям с повышенной ответственностью. Помимо визуального осмотра имеются и другие методы контроля.
Капиллярный
К наиболее часто применяемым относится капиллярный метод. Для его использования необходимо наличие специальных жидкостей, называемых пенетрантами или индикаторами. Эти жидкости обладают способностью проникать в трещинки любого размера, даже самые мельчайшие. Пенетранты имеют яркую окраску, поэтому наличие трещин становится заметным при визуальном наблюдении.
Нанесение индикаторов осуществляется после очистки поверхностей и их осушения. Жидкость наносится путем смачивания или нанесением из баллончика. При небольшом размере изделие можно погружать в емкость с пенетрантом. При вакуумном способе жидкость втягивается в пустоту, а при компрессионном — загоняется внутрь давлением воздуха. Ультразвуковой способ состоит в заполнении пустот индикаторами ультразвуком, а деформационный загоняет проникающую жидкость колебаниями звуковой волны.
Магнитная дефектоскопия
Этот метод можно использовать только для ферромагнитных соединений. С его помощью выявляются трещины, находящиеся внутри и включения инородных тел. Для создания магнитного поля требуется наличие прибора, называемого дефектоскопом. С его помощью можно обнаружить микроскопические трещинки.
Имеется несколько способов контроля с помощью магнитной дефектоскопии:
- Магнитопорошковый. Используется ферримагнитный порошок, состоящий, как правило, из частиц железа. Он может быть сухим, или представленным в виде водной эмульсии или суспензии. Когда порошок перемещается по поверхности равномерно, то, натыкаясь на дефект, он образует скопление. Его размер и форма соответствуют параметрам дефекта.
- Магнитографический. Исследование поверхности осуществляется совместно с лентой-магнитоносителем. Запись информации с ленты осуществляется особыми устройствами дефектоскопов.
 Он может быть сухим, или представленным в виде водной эмульсии или суспензии. Когда порошок перемещается по поверхности равномерно, то, натыкаясь на дефект, он образует скопление. Его размер и форма соответствуют параметрам дефекта.
Он может быть сухим, или представленным в виде водной эмульсии или суспензии. Когда порошок перемещается по поверхности равномерно, то, натыкаясь на дефект, он образует скопление. Его размер и форма соответствуют параметрам дефекта.Индукционный способ
Контроль происходит с помощью индукционных катушек. Их соединяют с регистраторами. Во время перемещения индукционной катушки при встрече ее с местом нахождения дефекта происходит изменение магнитного потока и возникновение электродвижущей силы. Специальный прибор регистрирует индукционный ток.
Ультразвуковой способ
Ультразвук, натыкаясь дефектную область, изменяет свое направление, что регистрируется специальным прибором. Ультразвуковой метод имеет несколько разновидностей. Способ позволяет выявлять большое количество разных дефектов. Им можно контролировать все основные типы сварных соединений. Метод является безопасным и может использоваться при выездных работах.
Им можно контролировать все основные типы сварных соединений. Метод является безопасным и может использоваться при выездных работах.
Радиационный способ
Позволяет обнаруживать поры, область непроваров, инородные включения, трещины. Осуществляется просветка рентгеновскими и гамма-лучами. Прохождение лучей регистрируется специальным прибором. Выявление дефектов происходит при изучении полученной рентгенограммы.
Расчет нормативов
Нормативные документы определяют существующие виды сварки типы сварных швов и соединений и их расчет. В первую очередь к такому документу относится СНиП. Он содержит правила и нормативы, которые должны соблюдаться при осуществлении сварочного процесса. В СНиПе указаны требования к следующим нормам:
- времени;
- выработки;
- расхода электроэнергии;
- комплектующим.
В понятие расхода времени входит не только то время, которое затрачивается на непосредственно производственный процесс, но и вспомогательное, необходимое для доставки на место сварки деталей изделия, оборудования, инструментов, газовых баллонов.
Учитывается время, необходимое для того, чтобы сварщик успел переодеться в защитный костюм, а также время перерывов на отдых и на обед. Сюда же входит время на подготовительные работы перед сваркой и уборку после ее окончания.
Дополнительное время дается на выставление необходимых параметров на оборудовании, проверку его работоспособности, розжиг дуги, нанесение флюса. При расчетах учитывают квалификацию исполнителя и его опыт, которые влияют на скорость выполнения всех операций. Для расчета времени используются таблицы и формулы.
К нормам выработки относятся работа, которая должна быть выполнена за определенное время. За единицу измерения могут быть приняты значение метров сварного шва, выполненного за один час, или количество соединений, осуществленных за это время.
Расход электроэнергии является важной составляющей планирования. За единицу измерения принимаются киловатт-часы. Помимо электроэнергии, необходимой для работы оборудования, учитываются затраты на освещение рабочего места сварщика.
К необходимым расходам относятся затраты на комплектующие изделия. В их число входят инструменты и принадлежности, в том числе необходимые для проведения подготовительных работ. В затраты на комплектующие входят расходы на приобретение электродов, флюса, газа.
В нормативные составляющие по расходам входит износ оборудования и отдельных комплектующих элементов типа роликовых направляющих. Чтобы не было разных толкований, все нормативные документы дают четкое определение, какие бывают типы сварных соединений и какие бывают типы сварных швов.
Методы сварки
Наиболее распространенным методом является ручная дуговая сварка. Она применима практически ко всем типам соединений сварных швов. При соприкосновении электрода с основным металлом образуется электрическая дуга, которую необходимо поддерживать во время всего сварочного процесса.
Сколько будет выдерживать сварной шов, зависит, в частности, от правильно выбранного электрода. В продаже имеется большое разнообразие электродов различных диаметров и покрытий. Для ответственных конструкций следует приобретать хотя и более дорогой, но надежный инструмент. Виды швов, выполненные дуговой сваркой, практически не имеют ограничений. В зависимости от электродов таким способом можно сваривать изделия из различных металлов, в том числе высоколегированную сталь. Наиболее частое применение дуговая сварка находит при соединении изделий из конструкционной стали небольшой толщины.
Имеются разные типы покрытий электродов, каждое из которых решает свою задачу. Широко применяются электроды с основным и рутиловым покрытиями. Целлюлозная обмазка используется при сварке постоянным током. Достоинством кислого покрытия является нетрудный поджиг и сведенное к минимуму разбрызгивание горячего металла.
Выбор диаметра электродов зависит от толщины деталей, подлежащих сварке.
Одним из важных обстоятельств при дуговой сварке является правильный выбор тока, а также установка нужного расстояния между концом электрода и металлической поверхностью.
К прогрессивным методам относится получение сварочных швов полуавтоматом. Производительность проведения работ при таком способе является высокой. Источники питания для полуавтоматов — инверторы или выпрямители. Стоимость инверторов выше, но их применение более предпочтительно.
Вместо электродов при сварке полуавтоматом используется проволока нужного диаметра. Она подается автоматически с помощью специального устройства на место проведения работ. Через сварочный рукав кроме проволоки осуществляется подача газа и охлаждающей жидкости.
Проволока наматывается на катушки различных диаметров. Натяжение проволоки можно регулировать вручную. Диаметр проволоки выбирают в зависимости от толщины деталей. Деформации шва при таком способе являются незначительными, а сами сварочные швы — качественными. Такой способ удобно применять для всех основных видов сварных соединений.
Требования государственного стандарта
Нормативный стандарт ФНП определяет основные требования, предъявляемые к сварочным работам.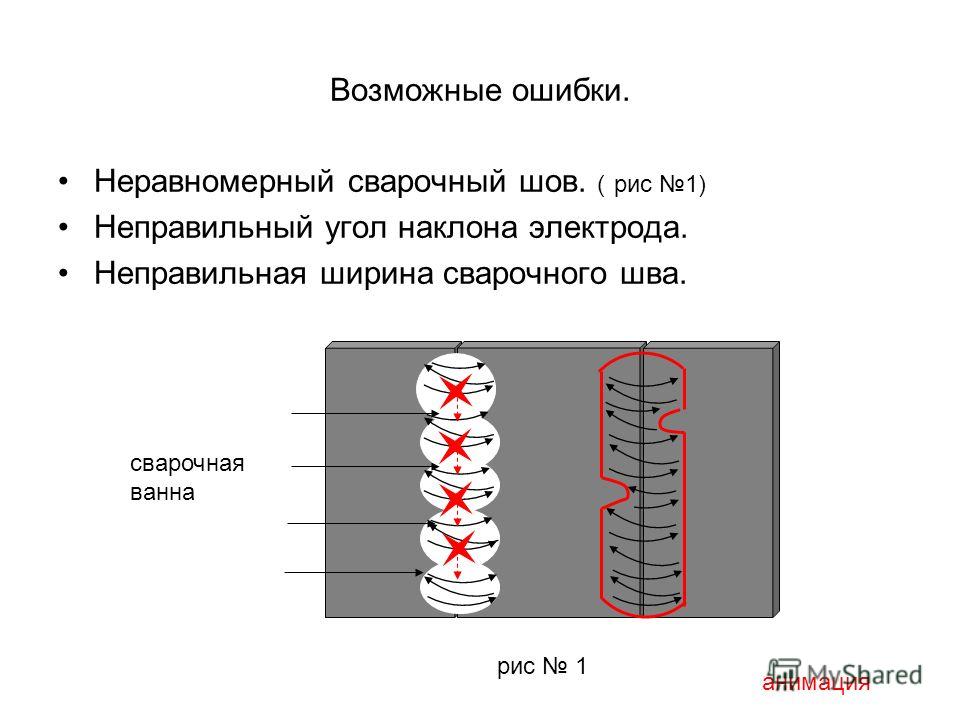 В нем дается пояснение, какие бывают сварочные швы, и описываются требования к каждому из них. В содержании документа находится обоснование, каким именно требованиям должны соответствовать разные виды сварных соединений и типы швов.
В нем дается пояснение, какие бывают сварочные швы, и описываются требования к каждому из них. В содержании документа находится обоснование, каким именно требованиям должны соответствовать разные виды сварных соединений и типы швов.
В нормативных документах также поясняются обозначения, которые имеют все сварные соединения и виды сварки. В них необходимо разбираться всем исполнителям. Соблюдение этих требований является гарантией того, что швы сварных соединений получатся крепкими и надежными.
Интересное видео
Все виды швов сварки. Все типы сварных соединений и виды сварных швов по гост — классификация. По пространственному положению
Качество сварного соединения напрямую зависит от типа выбранного шва, электрода и режима работы аппарата. Для этого рекомендуется руководствоваться действующими нормативами, а в частности — ГОСТ 5264-80.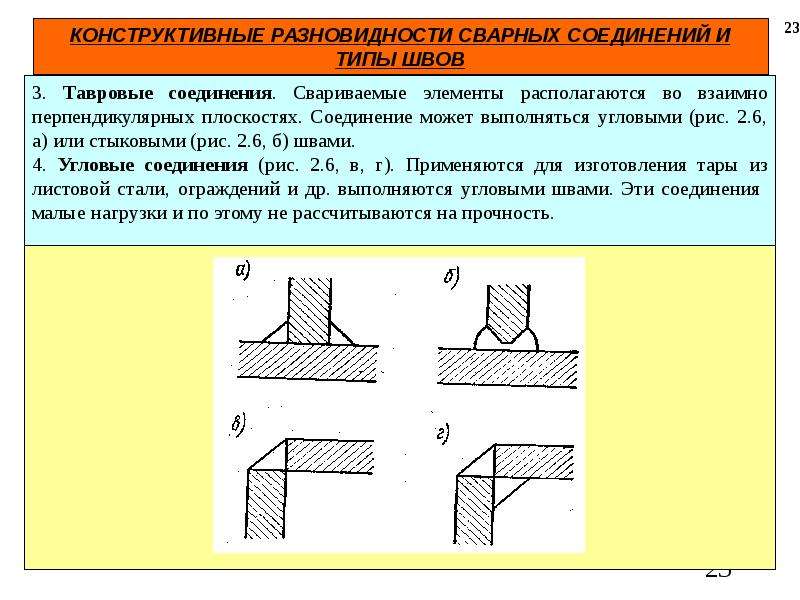 В нем подробно описаны характеристики и типы сварных соединений и виды сварных швов. По ГОСТ предъявляются особые требования к выполнению работ.
В нем подробно описаны характеристики и типы сварных соединений и виды сварных швов. По ГОСТ предъявляются особые требования к выполнению работ.
Стыковые
Наиболее популярный тип соединения, так как он характеризуется минимальным напряжением металла, простотой исполнения и надежностью. В зависимости от толщины свариваемой кромки она может быть обрезана под прямым или косым углом. Также допустимо применение одностороннего скоса.
Преимущества стыковых сварочных швов:
минимальный показатель расхода основного и сварочного металла;
оптимальное время сварки;
хорошее качество соединений.
Последнее достигается только при соблюдении технологии. Угол скоса может варьироваться от 45° до 60°. Это зависит от толщины металла. Подобная геометрия применяема для листов от 20 мм и более. Также учитываются характеристики материала.
Нахлесточные
Формирование соединения методом наложения листов друг на друга актуально для толщины металла в пределах от 8-12 мм. При этом в отличие от стыковой сварки нет необходимости обрабатывать поверхность — достаточно ровно обрезать заготовку. Важно правильно рассчитать величину нахлеста.
При этом в отличие от стыковой сварки нет необходимости обрабатывать поверхность — достаточно ровно обрезать заготовку. Важно правильно рассчитать величину нахлеста.
Особенности нахлесточного сварного соединения:
увеличен расход основного и наплавленного материала;
шов формируется между поверхностью одного листа и торцом другого;
область применения — точечная, роликовая и контактная сварка.
Перед началом работ листы нужно выровнять, чтобы обеспечить плотный прижим.
Тавровые
Это т-образное соединение, при котором торец одного из листов приваривается к плоскости другого. Для надежности на первом можно сделать одно или двухсторонние скосы. С их помощью увеличивается объем наплавленного металла. Область применения – металлоконструкций сложной формы.
Перед началом работ нужно учесть следующие факторы:
Конфигурация скосов стандартная, угол зависит от толщины металла.
Угловые
Применяются для соединения двух элементов конструкции под определенным углом. В отличие от таврового соединения наличие зазора недопустимо. Надежность обеспечивается с помощью скосов и большого объема направленного металла.
В отличие от таврового соединения наличие зазора недопустимо. Надежность обеспечивается с помощью скосов и большого объема направленного металла.
Специфика угловых сварных швов:
необходима подготовка поверхности – формирование скосов простой или сложной конфигурации;
для тонкостенных заготовок допускается одностороннее соединение;
учитывается геометрия сварного шва.
Подобный способ чаще всего применяется для изготовления резервуаров или аналогичных им по форме конструкции.
Вспомогательные сварные швы
Кроме вышеописанных основных способов соединения стальных элементов в ГОСТ предусмотрены вспомогательные. Они могут применяться для формирования надежного шва с учетом требуемых эксплуатационных качеств изделия.
В зависимости от специфики шва применяются следующие методики формирования сварного стыка:
Прорезные. Необходимы для достижения максимального показателя надежности. В одном из материалов делают углубление для установки другого листа.
Торцовые. Относятся к категории боковых. Листы накладываются друг на друга, швы делаются на торцах конструкции.
С накладками. Рекомендуется для конструкций со сложной конфигурацией поверхности. Применяется специальная накладка, обеспечивающая соединение двух компонентов.
С электрозаклепками. Процесс формирования соединения аналогичен традиционному заклепыванию. Разница заключается в том, что отверстие заполняется наплавленным металлом.
 В одном из материалов делают углубление для установки другого листа.
В одном из материалов делают углубление для установки другого листа.Выбор того или иного сварного шва зависит от конечного результата – надежности и долговечности соединения.
В процессе выполнения сварочных работ получаются различные способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления — граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния — зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов — участок, который образовался во время кристаллизации в процессе остывания металла.
 В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина — это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва — обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость — этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва — он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.

Виды швов по способу выполнения
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.

Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок — это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор — R; угол разделки кромок — α; притупление — с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать.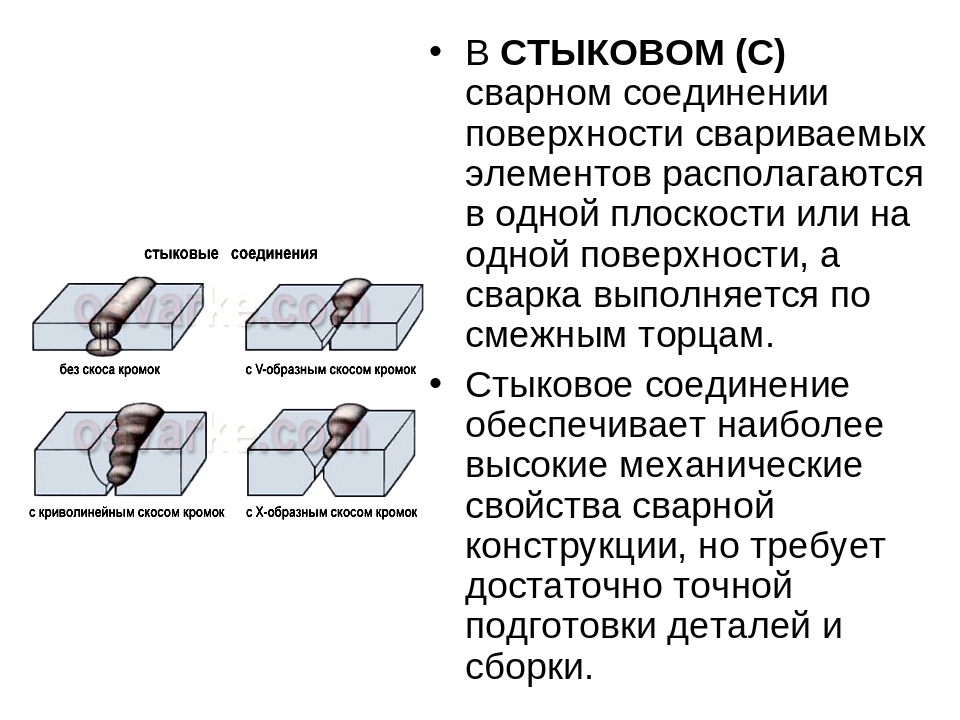 Она подразделяется на несколько видов по конструктивному исполнению:
Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Стандарты и ГОСТы
- Ручная швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. ГОСТ 14806-80 — форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
 Сюда не входят только трубопроводы из стали.
Сюда не входят только трубопроводы из стали.Обозначение сварочного шва
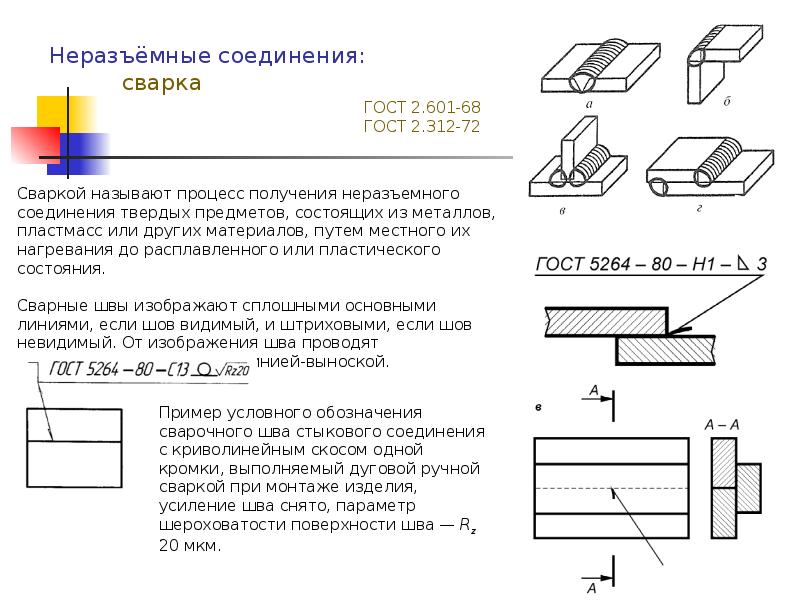
Согласно нормативным документам наличие сварочных швов показывается на или на общем виде.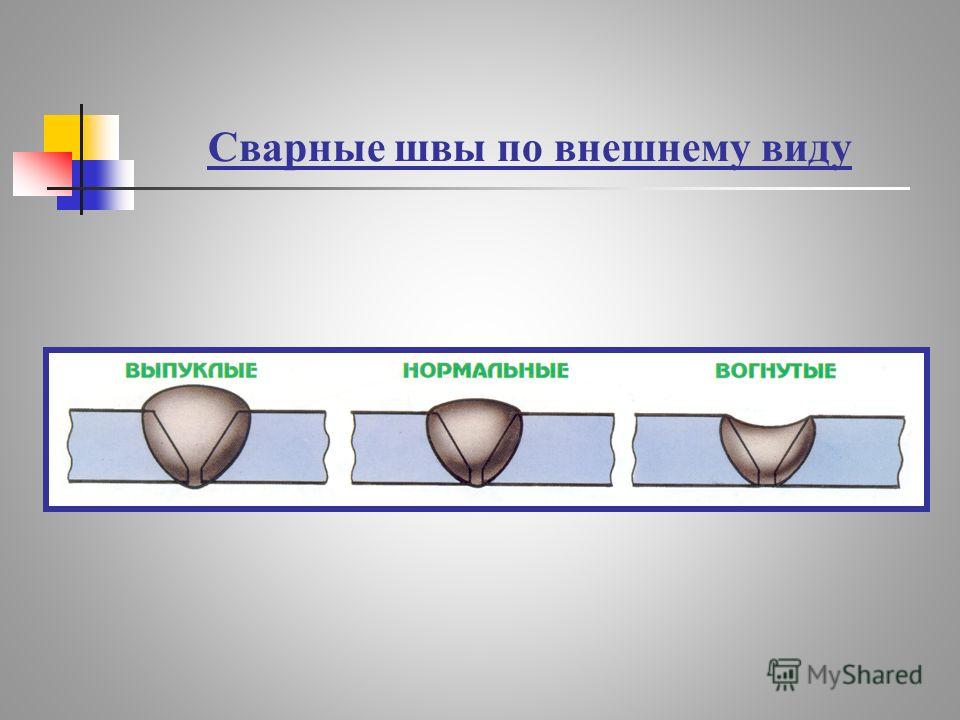 Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ — замкнутый шов;
┐ — сварка шва производится при монтаже.
- их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.

Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- —снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.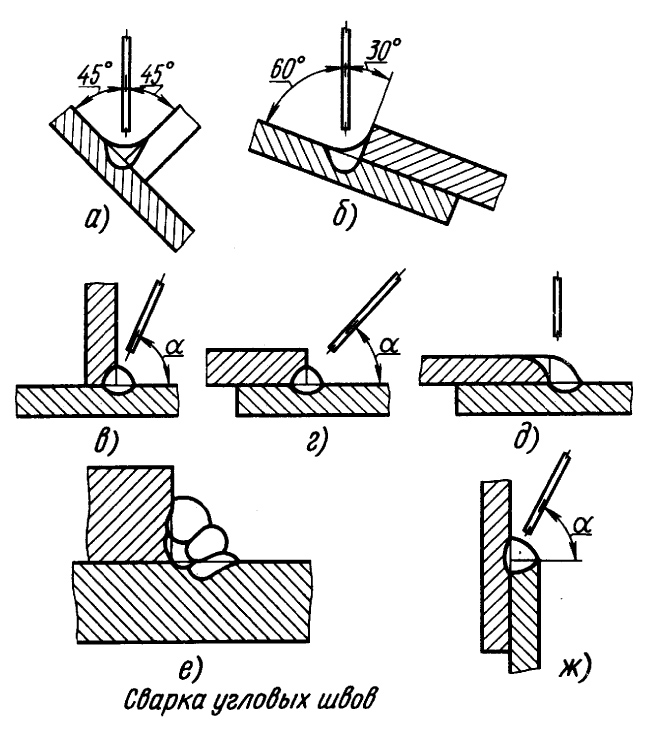
Сварка обеспечивает неразъемные соединения металлов за счет установления прочных межатомных связей между элементами (при их деформации). Какие бывают сварочные аппараты, знают специалисты. Швы, полученные с их помощью, способны соединять одинаковые и разнородные металлы, их сплавы, детали с дополнениями (графит, керамика, стекло), пластмассу.
Основа классификации
Эксперты разработали классификацию сварных швов по следующему принципу:
- способу их выполнения;
- внешним характеристикам;
- числу слоев;
- расположению в пространстве;
- протяженности;
- назначению;
- ширине;
- условиям функционирования сварных изделий.
По оценке способа выполнения сварочные швы бывают односторонними или двусторонними. Внешние параметры позволяют классифицировать их на усиленные, плоские и ослабленные, которые специалисты называют выпуклыми, нормальными и вогнутыми. Первые виды способны выдерживать длительное время статические нагрузки, но они недостаточно экономичны. Вогнутые и нормальные соединения хорошо выдерживают динамические или знакопеременные нагрузки, так как переход от металла к швам плавный, а риск концентрации напряжений, способных их разрушить, ниже 1-го показателя.
Вогнутые и нормальные соединения хорошо выдерживают динамические или знакопеременные нагрузки, так как переход от металла к швам плавный, а риск концентрации напряжений, способных их разрушить, ниже 1-го показателя.
Сварка, учитывая количество слоев, может быть однослойной или многослойной, а по количеству проходов она бывает однопроходной и многопроходной. Многослойные спаи используют для работы с толстыми металлами и их сплавами и при необходимости уменьшения зоны термического воздействия. Проходом называют перемещение (1 раз) теплового источника в процессе наплавки или сваривания деталей в одном направлении.
Валик – часть шовного металла, которую можно наплавить в процессе одного прохода. Слой сварки – спай металла с несколькими валиками, расположенными на одном уровне поперечного сечения. Ориентируясь на их положение в пространстве, предусмотрено подразделение швов на нижние, горизонтальные, вертикальные, в «лодочку», полугоризонтальные, полувертикальные, потолочные, полупотолочные. Характеристика прерывистости или непрерывности говорит о протяженности. Первые типы используют для стыковых швов.
Характеристика прерывистости или непрерывности говорит о протяженности. Первые типы используют для стыковых швов.
Принципы классификации
Сплошные соединения могут быть короткими, средними и длинными. Выделяют герметичные, прочные и прочноплотные швы (по их назначению). Ширина помогает подразделить их на следующие типы:
- уширенные, которые выполнены с поперечными, колебательными движениями электрода;
- ниточные, ширина которых может незначительно превышать или совпадать с диаметром электрода.
Условия, в которых будут в дальнейшем использоваться сварные изделия, предполагают, что спаи могут быть рабочими и нерабочими. Первые хорошо переносят нагрузки, а другие используются, чтобы соединить части сварного изделия. Сварные соединения классифицируются на поперечные (в них направление перпендикулярно оси шва), продольные (направлением, параллельным оси), косые (с размещенным под углом к оси направлением) и комбинированные (применение поперечного и продольного швов).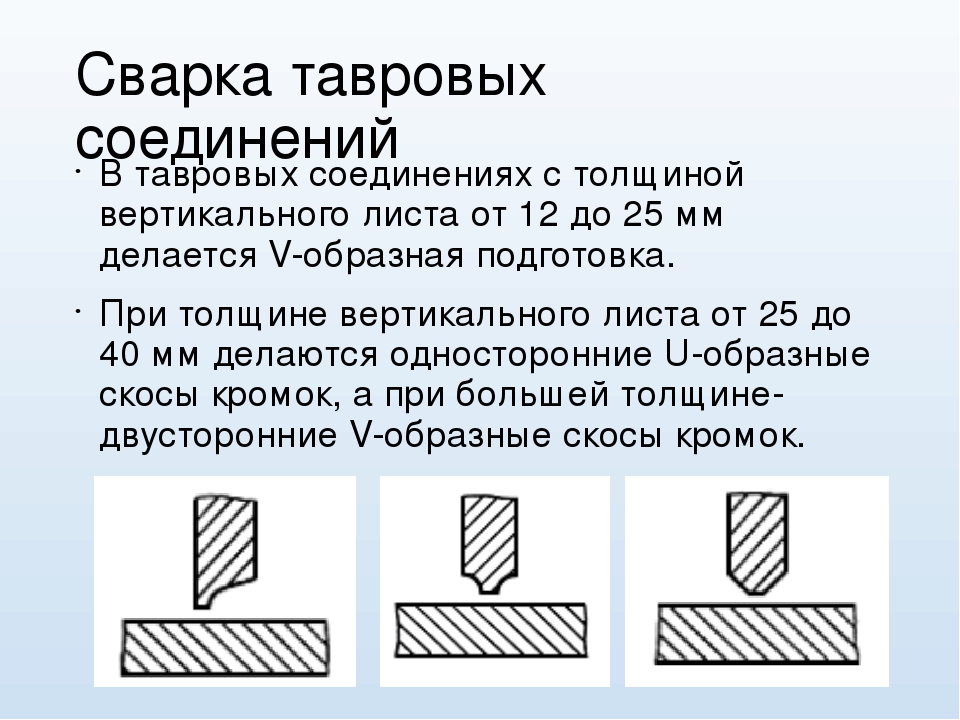
Способ удержания раскаленного металла позволяет подразделять на созданные:
- на остающихся и на съемных подкладках из стали;
- без дополнительных подкладок, подушек;
- на подкладках из флюсомеди, меди, асбеста или керамики;
- на газовых и флюсовых подушках.
Материал, который используется в процессе сваривания элементов, классифицируется на соединения цветных металлов, стали (легированной или углеродистой), винипласта и биметаллов.
В зависимости от расположения относительно друг друга частей изделий, которые подлежат сварке, бывают спаи под прямым углом, под тупым или острым углом и располагающиеся в одной плоскости.
Неразъемные соединения, которые возникают при использовании сварки, бывают:
- угловыми;
- стыковыми;
- тавровыми;
- нахлесточными или торцевыми.
Угловые виды используют при проведении строительных работ. Они предполагают надежное соединение элементов, которые расположены по отношению друг к другу под определенным углом и сварены в местах примыкания краев.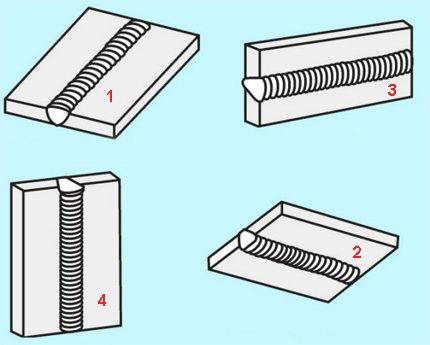
Стыковые виды нашли применение при сваривании резервуаров или трубопроводов. С их помощью детали свариваются торцами, которые расположены на одной поверхности или в одной плоскости. Толщина поверхностей не должна обязательно совпадать.
Нахлесточные виды используют при изготовлении металлических контейнеров, в строительных работах и при сварке резервуаров. Этот тип предполагает, что один элемент накладывается на другой, расположенный в аналогичной плоскости, частично перекрывая друг друга.
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов.
Без этих навыков невозможно изготовить качественную и долговечную конструкцию.
Типы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.

Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.
Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах.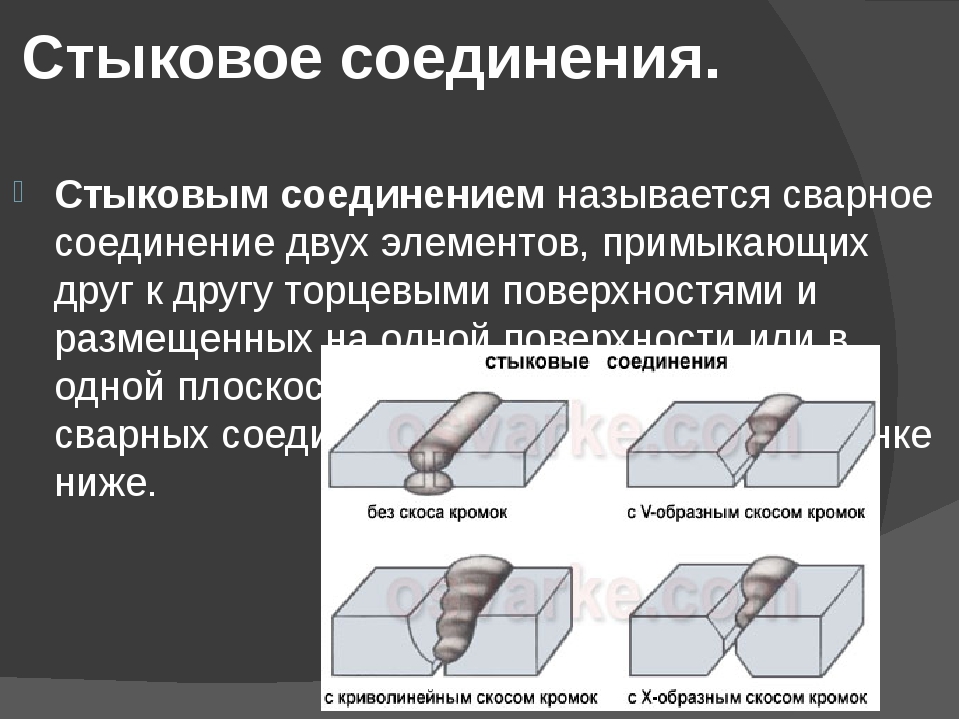 Да, и создание подобной «склейки» требует минимум средств и времени.
Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов.
Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.
Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки,
и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов
. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными
, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида
соединения
:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться . О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Сварочные швы: виды и типы соединений, непровар, дефекты, роликовая, угловые в нижнем положении
Многие производственные процессы основаны на использовании сварки — это мостостроение, прокладка новых линий метрополитена и т. д. Главными продуктами такой деятельности являются сварочные швы, от прочности и эластичности которых зависит эффективность и надёжность эксплуатации создаваемых конструкций.
Определение
Если коротко, то сварочный шов — это прочное и неразъёмное соединение при помощи сварки элементов из металла, а второй вариант звучит несколько иначе: соединение сваркой, полученное в результате кристаллизации расплавленного вещества или частичного оплавления кромок деталей.
Сварочные соединения и швы — это одно и то же, хотя некоторые дилетанты считают иначе. Стандарты сварочных работ или ГОСТы содержат необходимые сведения и условные обозначения, касающиеся этих образований.
Разновидности
Как и методика сварки, виды сварных швов имеют строгую классификацию, о которой поговорим подробно.
Вариант встык
Аналогичные соединения подразделяются на:
- Односторонние и двусторонние швы без внешней обработки.
- С обработкой одной кромки.
- Аналогичные действия обоих участков.
- Запил в виде латинских литер V или X.
- Двусторонняя обработка всех кромок.
Соединения встык — это надёжное и экономичное соединение конструкций из металла, обеспечивающее высокую прочность, особенно когда возможна сварка с обеих сторон. Для обеспечения высокого качества проводятся подготовительные работы по подготовке краёв заготовок к сварке.
Тавровый тип
Этот тип сварного шва при разрезе похож на литеру Т, потому что торец одной из заготовок приваривается к боку другой. ГОСТ 5264-80 подробно описывает 9 видов такого соединения. Тавровые швы глубокого плавления имеют характерную особенность — прочность такого соединения выше аналогичного параметра металла, из которого состоит конструкция.
Соединения углом
При сварке угловых швов иногда возникают непредвиденные сложности: расплавленный металл начинает стекать с вертикального участка. Чтобы исключить такие нюансы — нужен особый контроль движения электрода, соблюдать оптимальный угол наклона, вести стержень плавно, без рывков и ускорения.
Хороший метод для устранения негативных проявлений — это соединение лодочкой, когда детали располагаются под углом в 900 в виде литеры V.
При таком методе риск образования дефектов типа непровар и подрез кромок сводится к нулю.
При сварке листов разной толщины электрод следует располагать под углом в 600 к толстому листу, чтобы больше прогревать его поверхность, при этом исключается прогар более тонкого изделия.
Швы внахлёст
В этом случае поверхности расположены параллельно и частично перекрывают друг друга, соединение производится угловым методом. Такие швы используются для сборки конструкций:
- установка павильонов и ларьков,
- щиты для размещения рекламы или билборды,
- лёгкие тенты и навесы.
Типы аналогичных швов имеют строгие ограничения, касающиеся толщины листов металла — не более 8 мм, а диапазон наклона электродов — 15—450.
Потолочный вид
Сварка потолочных швов относится к наиболее сложным работам, т. к. при проведении таких работ затруднено выделение сопутствующих процессу газов и шлака, а характеристики получаемого шва немного ниже. К работе допускаются только опытные сварщики.
Геометрия
При проведении сварочных работ на производстве, параметры и прочность будущего соединения рассчитывается предварительно при помощи специальных формул. Во время сварки в домашних условиях пользуются шаблонами, а минимальный размер шва зависит от толщины металлических заготовок. В этом разделе будут представлены различные виды сварочных соединений, в зависимости от расположения в пространстве.
Пространственное положение
Сварочные швы подразделяются на четыре вида:
- Нижнее расположение.
- Горизонтальные швы, например, на стене.
- Вертикальные соединения.
- Потолочное положение.
Первый вариант наиболее удобный, т. к. легко контролировать сварочную ванну, именно этот метод выбран для обучения новичков. Другие виды связаны с определёнными техническими нюансами и специфическими требованиями по исполнению.
По очертанию
Сварные соединения или швы подразделяются на следующие виды:
- фланговый или продольный, при этом требуются тщательная предварительная подготовка — зачистка заусенцев, сглаживание неровностей кромок и обезжиривание поверхности,
- лобовой или поперечный шов — усилие направлено по оси,
- комбинированные соединения,
- косой шов — ось направлена под углом к направлению сварки.
Кроме, обозначенных сварочных соединений часто встречаются кольцевые швы, когда сварка производится по окружности изделия с высокой точностью и предельной аккуратностью.
Наклон электрода
Плавящийся стержень с обмазкой ведут под разными углами, т. к. выбор наклона зависит от вида материала, пространственного расположения заготовок и толщины.
Углом вперёд
Электрод располагается под углом 30—600, при этом обмазка при плавлении образует защитный шлак и защищает сварочную ванну от окисления.
Под прямым углом
Постоянно держать в одном положении электрод довольно трудно, поэтому такой метод требует определенных навыков от исполнителя. Применяется в труднодоступных местах, исключающих другой тип наклона.
Углом назад
Аналогично первому варианту, только наклон осуществляется в противоположную сторону, расплавленный шлак вытесняется из места проведения сварки и остывает вне сварочной ванны.
Для каждой категории электродов подбирается угол, который обеспечивает оптимальный режим сварки, а шлак должен сразу накрывать расплавленный метал шва, обеспечивая безопасное остывание.
Траектория движения
В зависимости от наполнения существует несколько способов ведения шовной сварки:
- В виде треугольника — надёжно проваривается корень шва. Используется для металлов толщиной более 6 мм, при этом происходит полный разогрев средней части соединения.
- Ломаная линия или зигзаг — для сварки изделий толщиной менее 6 мм, высокое качество достигается при соединении встык и нижнем пространственном положении.
- Движения в виде эллипса или овала — обеспечивают надёжный разогрев обеих поверхностей деталей.
Важно и точное движение сердечника, влияющее на разогревание стыка и полное заполнения шва. Таких движений существует также три варианта:
- поступательный вид, направление по оси сердечника, дуга при этом поддерживается постоянного размера, а скорость — оптимальная для сварки конструкций,
- электрод двигается по прямой линии вдоль оси шва, сварщику удобно контролировать время расплавления металлов и обеспечить нужный катет шовного соединения,
- поперёк шва под углом в 450 делаются колебательные движения, такой способ обеспечивает надёжность разогревания кромок заготовок.
Главное, нельзя чтобы расплавленный шлак опережал электрод, но и большое количество его за стержнем недопустимо.
Катет углового шва
От этого параметра зависит качество и прочность сварного соединения, при сварке угловым методом он равен расстоянию от одной кромки до другой, а если рассматривать разрез стыка, то он идентичен катету образованного треугольника. При тавровом шве, когда соединяются разной толщины металлы, катет равен толщине более тонкого материала. Аналогичный параметр должен иметь такие размеры, чтобы обеспечивать прочность стыка, но его завышенная величина приводит к деформации соединения.
Особенности сварки трубопроводов
К аналогичным работам имеют допуск только опытные исполнители, имеющие сертификационные удостоверения от соответствующей организации, т. к. сварка производится в вертикальном пространственном положении, а угол расположения электрода постоянен. Ширина шва достигает иногда 40 мм, что напрямую зависит от толщины металла, из которого изготовлена конструкция.
Процесс зачистки
Завершающим этапом работ является очистка места сварочного соединения от шлака и окалины, она осуществляется в несколько этапов:
- первичная обработка направлена на удаление шлака и устранение выявленных дефектов,
- затем проводится полировка вручную или с использованием механических средств,
- при необходимости производится обработка оловом или лужение.
Внешний вид соединения напоминает коллоидные рубцы на теле человека после проведения операции — они выступают над поверхностью изделия и имеют выпуклую форму, вокруг остаются застывшие капли расплавленного металла, которые убираются в процессе зачистки.
Брак
Дефекты в сварке встречаются у начинающих исполнителей: кривые швы, неровное заполнение промежутков между конструкциями — это происходит из-за неравномерного движения электрода, который гуляет в руке неопытного сварщика. Второй причиной брака является неправильный выбор соотношения силы тока и напряжения или большое расстояние между электродом и свариваемым металлом.
Существуют такие названия бракованного шва, как непровар:
- отсутствует качество обработки кромок,
- слабая сила тока,
- скорость движения слишком быстрая.
Прожог:
- большая ширина зазора,
- излишняя сила тока,
- малая скорость движения электрода.
Поры и наплывы появляются из-за остатков ржавчины или грязи на стыках, когда сквозняки сдувают защитный газ и кислород окисляет незастывший металл. Еще один дефект — трещины, которые существенно уменьшают прочность шва и способствуют его быстрому разрушению. При обнаружении трещин следует наложить шов сверху или удалить его полностью и повторить операцию.
Советы профессионалов
Для правильного проведения сварки нужно тщательно подготовить оборудование, правильно подобрать диаметр электродов и не пренебрегать спецодеждой, а при работе в закрытых помещениях, не оборудованных вентиляцией, использовать респиратор.
М. Я. Доброславов, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Учиться надо на дуговой электрической сварке с применением плавящихся электродов разного сечения, при этом обязательное условие — присутствие опытного наставника».
Выводы
Учиться сварочным работам надо «от простого к сложному», тогда у юных исполнителей появляется опыт в проведении различных методов шовного соединения, но предварительно они должны изучить теорию, т. к. прочные знания всегда пригодятся в сложной работе сварщика.
Загрузка…
Сварочные швы: разновидности и особенности
В сварке, как и в любом другом технологическом процессе, важен не только конечный результат, но и все те нюансы, от которых и зависит конечное качество работы. В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.
Для сварки мастеру нужны не только качественные комплектующие и оборудование, но и бесценный опыт. Чтобы его накопить, необходимо постоянно обучаться и практиковаться. Насчет практики придется позаботиться самостоятельно, а вот с теорией мы вам поможем. В этой статье мы подробно расскажем, какие существуют виды сварных швов и какие особенности нужно учесть, чтобы выполнить работу качественно.
Содержание статьи
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу. Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Виды швов
Вот основные виды сварных соединений и швов:
В этой статье мы подробно разбирали каждый вид сварного соединения.
Особенности
У швов есть свои дополнительные особенности, которые нужно знать. Прежде всего, это форма соединения. Она может быть выступающей, впалой или плоской. Выбор формы зависит от конкретных задач, которые нужно выполнить.
Так, например, выступающий (или просто выпуклый) шов применяется при сварке металлоконструкций, к которым предъявлены повышенные требования по нагрузке. Впалые (или вогнутые) швы без проблем переносят различного рода динамические нагрузки. Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.
Также швы могут быть протяженными и прерывистыми. Протяженные (или сплошные) — это швы, которые выполняются за один подход, не имеют интервалов. Прерывистые, соответственно, наоборот выполняются с интервалами. Для выполнения большинства работ вам будет достаточно прерывистых сварочных швов и соединений. Сплошные швы применяются при сварке усиленных металлоконструкций.
Наиболее технологичный и качественный способ сделать соединение прерывистого типа — это контактная сварка. Ее выполняют с помощью вращающихся дисковых электродов. В домашней сварке этот метод скорее бесполезен, зато на крупных производствах ему нет равных. С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
Также есть роликовая сварка, с помощью которой можно выполнить качественный сплошной шов. Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Теперь поговорим о слоях. Сварные соединения могут быть однослойными и двухслойными. Если шов был сделан за один подход, то он называется однослойным. Если металл очень толстый или соединение должно получится очень прочным, то применяют двухслойный метод, когда шов формируется в несколько подходов, буквально по слоям. Нельзя однозначно говорить, какой шов лучше поскольку это зависит от того, какие задачи стоят перед вами.
Зная все это вас не должно удивлять то, что сами швы могут иметь различную пространственную ориентацию, которая так же зависит от задач, которые нужно выполнить. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
При сварке вертикального шва электрод нужно вести снизу-вверх, при этом существует множество способов траектории движения электрода. Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Если нужно сварить нижний шов, то ведите дугу под углом в 45 градусов, это позволит добиться хорошего результата. Так же рекомендуем использовать метод несимметричной «лодочки», если предстоит сварка в труднодоступном месте.
Сварка потолочного шва наиболее трудоемкая, поскольку здесь металл охотно стекает вниз под действием силы притяжения. Мы не рекомендуем выполнять потолочный шов, если у вас в целом недостаточно опыта. Но если вы все же решитесь, то используйте короткую дугу и существенно уменьшите силу тока.
От пространственной ориентации зависит положение, в котором будет двигаться электрод. Для выполнения большинства работ (например, сварки вертикальных, горизонтальных и потолочных швов) держите электрод углом вперед. А при сварке стыкового или углового шва направьте стержень углом назад. Если нужно сварить труднодоступное место, то подойдет прямой угол.
Завершение работ
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.
У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Вместо заключения
Особенности и типы сварных соединений постоянно меняются из-за технического прогресса. Сварочное дело не стоит на месте и неустанно развивается. Появляются не только новые материалы, но и методы сварки и обработки металла. Не игнорируйте эти изменения, обучайтесь новому. Так вы сможете повысить свой профессиональный уровень. Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Помимо этой информации рекомендуем изучить нормативные документы, чтобы знать, какие предъявляются требования к сварным швам. Это действительно важно, если вы хотите работать на крупном производстве или стать домашним умельцем, а не воспринимать сварку как хобби. Соединение для детали играет такую же важную роль, как опыт мастера и качество металла. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]
Сварные соединения сварных швов — Энциклопедия по машиностроению XXL
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ [c.7]
Форматы (301) Масштабы (302) Линии (303) Шрифты чертежные (304) Изображения — виды, разрезы, сечения (305) Обозначения (графические) материалов и правила их нанесения на чертежах (306) Нанесение размеров и предельных отклонений (307) Указание на чертежах предельных отклонений формы и расположения поверхностей (308) Нанесение на чертежах обозначений шероховатости поверхностей (309). Нанесение на чертежах обозначений покрытий термической и других видов обработки (310) Изображение резьбы (3 1) Условные изображения и обозначения швов сварных соединений (312) —швов неразъемных соединений (313) Указания на чертежах о маркировании и клеймении изделий (314) Изображения упрощенные и условные крепежных деталей (315) Правила нанесения на чертежах надписей технических требований и таблиц (316) Аксонометрические проекции (317). [c.363]
При выполнении стыковых и угловых швов сварных соединений (кроме швов типов У1 и У2) ширина шва не должна превышать зазора Ь между кро.н-ками (рис. 7) пли ширины разделки / свариваемых деталей иа величину 2—4 км (рис. 8—10).
[c.67]
Виды сварных соединений и швов, их размеры и обозначения на чертежах регламентированы государственными стандартами. [c.14]
Приведены данные об основных процессах, протекающих при сварке, о конструктивных элементах сварных соединений и швов, способах и критериях оценки свариваемости. Представлена подробная информация о современных материалах, оборудовании, различных способах сварки и термической резки сталей, цветных металлов и сплавов. Содержит сведения, необходимые для аттестации сварщиков и специалистов сварочного производства. [c.2]
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ [c.10]
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ [c.12]
Классификация сварных соединений и швов, проверка их на прочность [c.170]
ОСНОВНЫЕ ВИДЫ СВАРНЫХ СОЕДИНЕНИИ И ШВОВ [c.336]
Типы сварных соединений и швов
[c.25]
Составление технологических процессов сварки начинают с определения материалов, примененных на данном объекте, и подбора в соответствии с этим сварочных материалов типа и марки электродов, марки сварочных проволок и флюсов. Затем определяют протяженность сварных швов и их сечения и выбирают способы сварки, необходимое сварочное оборудование и оснастку. После этого определяют технологию сварки, подготовительные и сварочные работы, контроль качества сварных соединений и швов. [c.13]
Технологический процесс на изготовление (сборку и сварку) изделия состоит из пояснительной записки, сведений по сварочным материалам, сварочным механизмам и оснастке, обоснования принятых способов сварки, технологических карт и способов контроля сварных соединений и швов. [c.13]
Разработку технологического процесса сварки металлических конструкций начинают с рассмотрения чертежей КМД. При рассмотрении чертежей устанавливаются марки применяемых металлов, протяженность сварных швов, толщина сопрягаемых листов и расчленение конструкции на технологичные узлы для выполнения сборочно-сварочных работ. В соответствии с применяемыми марками металлов выбираются сварочные материалы (электроды, сварочная проволока, флюс и газы), подбираются способы и режимы сварки, а также определяются разряд работы, необходимое количество сварщиков и оборудования для выполнения всего комплекса сварочных работ с учетом требований техники безопасности. Намечаются методы контроля качества сварных соединений и швов, последовательность применения этих методов и количество стыков (швов), подлежащих тому или иному методу контроля. Затем коротко и в строгой технологической последовательности все операции сборки и сварки заносятся в технологическую карту с указанием применяемых сварочных материалов, оборудования, режимов сварки, разряда и количества сварщиков, а также методов контроля. [c.26]
Т типы СВАРНЫХ СОЕДИНЕНИИ И ШВОВ. J КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ гллвл СВАРНЫХ СОЕДИНЕНИЙ [c.7]
При проектировании сварных соединений сечение швов можно принимать для автоматической сварки на 20—30/о меньше, чем при ручной, так как при сварке автоматом качество металла шва выше и глубина провара больше. Прерывистые (шпоночные) швы, трудно поддающиеся автосварке, следует заменять сплошными швами меньшего сечения. [c.337]
Время на смену электродов для сварки При наличии установленных нормалей 1 пог. шва составит сварных соединений и швов и приоиределённых р F-y-t технологических режимах сварки (сила тока, (зл = = п 0052 (I — би диаметр электрода, число слоев) целесо-Узл (I UUJ и образно заранее рассчитать основное и вспо- [c.469]
Электрошлаковая сварка. Применение электрошлаковой сварки среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164-78 (в ред. 1989 г.), который регламентирует основные типы соединений, выполняемых при всех разновидностях электрошлаковой сварки. [c.317]
| Рис. 90. Виды сварных соединений и швов, выполняемых дуговой сваркой а, б — стыковые без скоса кромок в — стыковое с У-образным скосом кромок г — стыковое с Х-образным скосом кромок д. е — с У-образным скосом кромок ж, тавровые без скоса кроьюк и — угловое к — внахлестку с валиковыми (угловыми) швами л — внахлестку электрозаклепками (точками) м, н — прорезные о — отбортовкой кромок- |
Технологию сварки для этих сталей выбирают из условий соблюдения комплекса требований, обеспечивающих прежде всего равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Сварное соединение должно быть стойким против перехода в хрупкое состояние, а деформация конструкции должна быть в пределах, не отражающихся на ее работоспособности Металл шва при сварке низкоуглеродистой стали незпачительно отличается по своему составу от основного металла — снижается содержание углерода и повышается содержание марганца и кремния. Однако обеспечение равнопрочности при дуговой сварке не вызывает затруднений. Это достигается за счет увеличения скорости охлаждения и легирования марганцем и кремнием через сварочные материалы. Влияние скорости охлаждения в значительной степени проявляется при сварке однослойных швов, а также в последних слоях многослойного шва. Механические свойства металла околошовной зоны подвергаются некоторым изменениям по сравнению со свойствами основного металла — при всех видах дуговой сварки это незначительное упрочнение металла в зоне перегрева. При сварке стареющих (например, кипящих и полуспокойных) низкоуглеродистых сталей на участке рекристаллизации околошовной зоны возможно снижение ударной вязкости металла. Металл околошовной зоны охрупчивается более интенсивно при многослойной сварке по сравнению с однослойной. Сварные конструкции из низкоуглеродистой стали иногда подвергают термической обработке. Однако у конструкций с угловыми однослойными швами и многослойными, наложенными с перерывом, все виды термической обработки, кроме закалки, приводят к снижению прочности и повышению пластичности металла шва. Швы, выполненные всеми видами и способами сварки плавлением, имеют вполне удовлетворительную стойкость против образования кристаллизационных трещин из-за низкого содержания углерода. Однако при сварке стали с верхним пределом содержания углерода могут появиться кристаллизационные трещины, прежде всего в угловых швах, первом слое многослойных стыковых швов, односторонних швах с полным проваром кромок и первом слое стыкового шва, сваренного с обязательным зазором.
[c.102]
Дефекты сварных швов — обзор видов дефектов сварных соединений
Содержание статьи:
Дефектами сварных швов называют разные виды нарушений параметров шва и отклонений от нормативов. Дефекты сварочных швов и соединений негативно отражаются на прочности, долговечности шва и других эксплуатационных характеристиках. Их можно классифицировать по типу, размеру и критичности. Профессиональная оценка дефектов сварных швов позволяет определить их тип, выявить причину появления и выбрать способ устранения. Выявлением причины и устранением последствий дефектов швов должны заниматься профессионалы, для этого используется специальное оборудование.
Виды дефектов сварных швов
При сварке металлических заготовок используются разные виды швов, характеристики которых регулируются ГОСТом. Любой дефект сварного соединения поддается классификации. Размеры дефектов сварных швов позволяют отнести их к допустимым или недопустимым. Поэтому точное измерение и контроль шва, а также выявление имеющихся дефектов дает возможность отбраковать недостаточно прочные и надежные соединения.
По месту локализации выделяют поверхностные дефекты сварных швов, сквозные и внутренние.
При использовании ручного аппарата для сварки разные виды дефектов сварочного шва являются результатом недостаточной опытности сварщика, использования некачественных материалов или нарушения технологии. Дефекты сварных швов и соединений могут быть как незначительными, позволяющими эксплуатировать изделия, так и полностью нарушающими структуру металла в зоне соединения.
Наплывы
Наплывы – распространенные виды дефектов сварных швов. Они характерны для сварки, проводимой в горизонтальном положении. Наплыв – внешний дефект сварных швов, при котором расплавленный металл застывает в виде бугорков. Дефекты сварного шва при наплыве могут отличаться по размеру: от одной капли до длинного ряда.
Такие сварочные дефекты возникают из-за слишком большой силы тока, неправильно выбранного угла наклона заготовки. Чаще всего отклонения заметны еще в процессе сварки. Однако если не обратить на них внимания в процессе работы, дефект может оказаться скрытым, поэтому обнаружить его будет сложнее.
Подрезы
Подрезы еще один тип дефектов сварочных швов. Это углубления, проходящие вдоль шва, к образованию которых чаще всего приводит слишком большой ток, вызывающий перегрев материала. Такие дефекты при газовой сварке могут возникнуть при использовании высокой мощности. Подрезы — критичный вид сварных дефектов, из-за них при эксплуатации конструкции очень часто возникают проблемы.
Прожоги
Прожог – дефект сварного шва, имеющий вид отверстия в месте сварки. Основные причины его возникновения:
- слишком большое расстояние между заготовками;
- излишне застроенная форма кромки;
- высокая сила тока или использование слишком мощной горелки;
- длительное время сварки на одном участке.
Чаще всего прожог возникает при сваривании металлических заготовок небольшой толщины.
Кратеры
Кратер – дефект сварного шва в виде вмятины на поверхности или углубления. При автоматической сварке дефект кратер имеет вид канавки, идущей вдоль шва. При ручной сварке опытные сварщики стараются устранить дефект сразу же методом оплавления.
Следует упомянуть дефект, имеющий название «усадочная раковина». Это отдельный вид дефектов сварки, появляющийся из-за усадки металла на шве в результате уменьшения его объема в процессе снижения температуры уже после окончания работ.
Дефекты макроструктуры
Такие дефекты сварных соединений видны только при увеличении структуры шва в несколько раз. Такие дефекты при сварке могут значительно снизить качество готового изделия и даже привести к его поломке при первом же использовании.
Поры
Дефект сварного шва пора возникает из-за быстрого снижения температуры шва. Причина в том, что в расплавленном металле есть включения газообразных веществ, которые в момент его застывания не успевают выйти на поверхность. Макроструктурные типы дефектов сварного шва наблюдаются при нарушении правил подготовки поверхности к сварке. Например, если на поверхности остались следы краски или коррозии. Проблема может возникнуть и при неправильном выборе мощности сварочного оборудования.
По размеру поры бывают как крупными, так и микроскопическими. Они могут располагаться равномерно вдоль всего шва или концентрироваться на отдельных участках. Если на шве образуются сквозные поры, их называют свищами. Степень развития дефекта зависит от того, насколько долго сварочная ванна находилась в жидком состоянии. Чтобы минимизировать количество пор, газам нужно дать время выйти из металла.
Шлаковые сварные дефекты
Шлаковые сварные дефекты появляются в результате некачественной подготовки заготовок или недостаточного профессионализма мастера. Если на заготовке осталась ржавчина, загрязнения или следы краски, они останутся в шве в виде включений. Наружные дефекты сварных швов могут иметь любой размер. Форма также может отличаться – от линейной до сферической.
Непровары
К основным дефектам сварных швов, которые могут привести к нарушению целостности готовой детали, относится и непровар. Он возникает в том случае, если металл заготовки не полностью сплавился с наплавкой. Произойти это может при неправильном выборе настроек сварочного аппарата или недостаточном зазоре между заготовками.
Трещины
Дефекты сварных швов трещины могут образовываться уже после завершения процедуры сварки или еще на этапе работы при высокой температуре, а потом уже в процессе остывания металла дефект формируются окончательно. Поэтому они классифицируются в зависимости от температуры, при которой возникают, на горящие и холодные.
Горячие образуются при затвердевании металла из-за разрушения его структуры. Это происходит при неравномерной усадке прослоек полужидкого металла внутри шва в процессе охлаждения и попадании в материал примесей. Холодные возникают после остывания соединения и затвердевания металла из-за остаточных напряжений.
Горячие трещины не виды на поверхности, поэтому их часто относят к внутренним дефектам сварных швов. Холодные трещины всегда заметны, они классифицируются как наружные дефекты сварочных швов. И если проблемы на поверхности металла будут заметны, то внутренние дефекты могут быть выявлены только при исследовании готового изделия на предмет явных и скрытых дефектов с помощью специальной аппаратуры.
Дефекты микроструктуры
К микроструктурным видам дефектов сварных соединений относятся нарушения структуры металла в области шва, которые могут привести к полной непригодности заготовки или готового изделия. К самым серьезным дефектам шва этого типа относится пережог. Причиной пережога может быть высокая температура сварки. При этом на поверхности шва образовываются крупные зерна металла, которые почти не связаны друг с другом. Это приводит к повышенной хрупкости шва.
Виды дефектов сварочных швов в зависимости от сложности
Основные дефекты сварки разделяются на допустимые и недопустимые. Любой дефект сварки значительно ухудшает характеристики изделия. Контроль качества сварных соединений дает возможность визуально и с помощью специальных методов определить наличие дефекта и классифицировать его. Это очень важный этап производства. Внешние и внутренние дефекты сварных швов приводят к нарушению целостности готовой конструкции.
Допустимыми дефекты сварных швов называют в случае незначительных отхождений от нормы. При небольших дефектах металла шва эксплуатировать изделие можно без проблем или с определенными ограничениями. Недопустимые дефекты сварных швов делают изделие непригодным к эксплуатации.
Контроль дефектов сварных швов включает в себя оценку разных критериев соединений, на основе которых специалист дает заключение с рекомендациями об эксплуатации конструкции. Дефекты сварного шва, выявленные при визуальном контроле и инструментальном исследовании, классифицируются на основании ряда критериев:
- тип, размер и местоположение;
- соответствие конструкции геометрическим параметрам и габаритам;
- механические нагрузки, которым будет подвергаться изделие;
- условия окружающей среды, при которых будет использоваться изделие;
- предназначение изделия.
Основные виды дефектов сварных соединений обнаруживаются только при помощи спецоборудования. При выявлении дефектов сварных швов важно учитывать не только их тип и размер, но и количество и расположение. Поэтому только опытный специалист может оценить все имеющиеся проблемы и принять взвешенное решение по поводу возможности использования сварного соединения, даже несмотря на наличие дефекта.
Методы выявления дефектов
Для определения дефектов сварных швов применяется дефектоскопическое оборудование. Только с его помощью можно выявить скрытые виды дефектов сварки, а также отнести их к допустимым и недопустимым. Для выявления возможных дефектов сварных швов используются разные методы, которые включают осмотр шва, замеры, лабораторные исследования.
Осмотр позволяет выявить основные дефекты в металле шва, но без специальных инструментов точно определить степень отклонения от нормативов невозможно. На наличие проблем часто указывают визуально заметные дефекты формы шва.
Чтобы определить визуальные дефекты сварных швов, нужно очистить их поверхность от различных загрязнений. Электрохимическая очистка сварных швов нержавеющих сталей позволяет максимально точно определить наличие дефектов, которые нуждаются в устранении.
Сквозные дефекты сварных швов удается выявить благодаря испытаниям на герметичность. Для этого применяются методы наполнения водой, обдувания воздухом, обработки керосином.
Основные дефекты шва и сварного соединения необходимо не только обнаружить с использованием лабораторных исследований и особых методов, но и устранить. Но это возможно только в том случае, если структура материала не полностью разрушена некачественной сваркой. В противном случае заготовка будет полностью уничтожена, и придется изготавливать конструкцию заново.
Способы устранения дефектов сварных швов
Причины возникновения дефектов сварных швов различны, но все они снижают прочность и другие характеристики соединения. Дефекты сварочных соединений делятся на допустимые и недопустимые, имеют разную степень. Перед устранением дефектов рекомендуется химическая очистка сварных швов нержавейки.
Способы устранения дефектов сварных швов зависят от типа изъяна:
- чтобы убрать прожог, вначале нужно тщательно зачистить шов, затем повторно подварить;
- подрезы можно устранить наложением на шов тонкого наплава;
- если имеются непровары, шов вырезается и повторно заваривается;
- при обнаружении трещин требуется высверлить участок шва, очистить весь шов и проварить повторно;
- окалина при сварке аккуратно удаляется, и провариваются непровары;
- кратеры вырезаются до основания металла, после чего стык сваривается заново;
- деформированные участки конструкции прогреваются и выравниваются;
- если на шве имеются посторонние включения, они вырезаются;
- дефекты электросварных швов вырезаются до основания, после чего провариваются заново.
Для устранения различных видов наружных дефектов сварных швов применяются разные методы, поэтому их классификацию и выбор оптимального метода лучше доверить специалистам.
Основные этапы и методы контроля качества сварных соединений
Чтобы свести к минимуму возможность пропустить дефект, требуется применять разные способы контроля сварки. Контроль должен включать в себя такие этапы:
- Подготовительный. Проверяется, сколько металла и расходных материалов потрачено.
- Основной. На этом этапе проверяется правильность используемого режима, работа сварного оборудования.
- Завершающий. Включает в себя не только визуальный осмотр, но и лабораторные испытания, использование специального измерительного оборудования.
В зависимости от классификации дефектов сварных соединений используются разрушающие и неразрушающие способы контроля. Для готовых конструкций чаще всего используются неразрушающие способы, которые не нарушают целостность готового изделия.
Разрушающий способ чаще намного эффективнее, но может применяться только для отдельных образцов, к примеру, если изготавливается большая партия продукции. Разрушающий метод исследования включает в себя механические, химические и другие виды тестов, которые приводят к нарушению целостности соединения и конструкции. Но именно такая проверка занимает меньше времени и позволяет точнее определить внутренние дефекты шва.
После сварных работ и перед проверкой может потребоваться очистка сварных швов нержавейки.
Причины возникновения дефектов сварных швов
К образованию внешних и внутренних дефектов сварочных швов чаще всего приводит:
- использование расходных материалов низкого качества;
- нарушение технологии;
- применение некачественного металла;
- проблемы со сварочным оборудованием;
- выбор неправильного режима работы сварочного оборудования;
- низкая квалификация сварщика.
Вне зависимости от дефектов сварных швов и причин их образования, требуется их устранение или полное переделывание детали. Аппараты для очистки сварных швов SteelGuard помогут качественно провести очистку поверхности, чтобы определить наличие дефекта и обеспечить высокие эксплуатационные характеристики сварного соединения.
Техника выполнения швов — Техника дуговой сварка
Техника выполнения швов
Категория:
Техника дуговой сварка
Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5—1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе.
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва.
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
Рис. 1. Направления сварки (а) и наклон электрода (б)
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 1, б.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке:
– прямые по ломаной линии;
– полумесяцем, обращенным концами к наплавленному шву;
– полумесяцем, обращенным концами к направлению сварки;
треугольниками;
– петлеобразные с задержкой в определенных местах.
Рис. 2. Основные виды поперечных движений конца электрода:
а, б, в, г — при обычных швах
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемыми в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют иапроход и обратноступенчатым способом. Сущность способа сварки напроход заключаются в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы, многопроходные многослойные и многослойные.
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Рис. 3. Схемы заполнения швов по сечению:
а — однослойный и однопроходный, б — многослойный и многопроходный, в — многослойный
Рис. 4. Схемы заполнения многослойного шва с малым интервалом времени: а. б— секциями, а — каскадом, е — горкой
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200—400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15— 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20—25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200° С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200—400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3—5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100 °С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочно-го валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подвароч-ный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1—2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5—6 мм при токе 200—300 А в зависимости от толщины листа.
Концовка шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, склонной к образованию закалочных микроструктур, вывод кратера в сторону недот устим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Реклама:
Читать далее:
Выбор режима сварки
Статьи по теме:
Различные виды сварки и для чего они применяются
Помните фильм 80-х Flashdance? Главная женщина, Дженнифер Билс, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первое представление о том, чем сварщик зарабатывает себе на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках Джен как сварщика, был раскритикован критиками.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но, поскольку режиссер хотел, чтобы на камеру было больше искр, она была вынуждена сделать ужасную работу. Возможно, мы позволим ей сорваться с крючка.
Несмотря на то, что изображают в фильмах, сварка, конечно, серьезная работа. Он используется для соединения кусков металла вместе и является очень умелым делом. Итак, какие бывают типы сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка
MIG — один из самых простых видов сварки для начинающих.Сварка MIG — это на самом деле два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовый сердечник.
Сварку MIG неизолированной проволокой можно использовать для соединения тонких металлических деталей. Сварку MIG с флюсовым сердечником можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG обычно выбирают энтузиасты-любители и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Сварка палкой
Ручная сварка, также известная как дуговая сварка, выполняется по старинке.Сварку штучной сваркой немного сложнее освоить, чем сварку MIG, но вы можете купить оборудование для сварки штангой за очень небольшую сумму, если хотите попробовать себя дома. Для сварки штангой используется сварочный стержень с электродом.
Сварка TIG
Сварка
TIG чрезвычайно универсальна, но также является одним из наиболее сложных методов сварки, и сварщики Lincoln Electric TIG являются квалифицированными специалистами.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG.Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, никелевые сплавы, медные сплавы, кобальт и титан.
Плазменно-дуговая сварка
Плазменная дуговая сварка — это прецизионный метод, который обычно используется в аэрокосмической отрасли, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопасть двигателя или воздушное уплотнение. Плазменная дуговая сварка очень похожа по технике на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с использованием высоких энергий.
Газовая сварка
Газовая сварка уже редко используется, и ее в значительной степени вытеснили сваркой TIG. Комплекты для газовой сварки требуют кислорода и ацетилена и очень портативны. Их до сих пор иногда используют для сварки деталей выхлопных газов автомобилей.
В настоящее время в США и во всем мире наблюдается огромная нехватка квалифицированных сварщиков, поэтому для молодых людей, которые все же решают начать карьеру техника-сварщика, перспективы трудоустройства хорошие.
РАЗЛИЧНЫХ ВИДОВ СВАРКИ И ИХ ПРИМЕНЕНИЕ
Металлы — одни из самых прочных материалов на планете. Таким образом, были предприняты важные разработки в области инженерии, позволяющей отливать металл в детали и приспособления, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла концентрированным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических частей вместе.
Три наиболее распространенных типа сварки — это MIG, TIG и ручная сварка. Каждый из этих методов пригоден для различных сварочных работ. В следующей статье рассматриваются эти и другие типы сварки и определения.
Сварка металла в среде инертного газа (MIG) — это форма ручной дуговой сварки тяжелых металлов, также известная как дуговая сварка металла в газе.
Сварка
MIG — это процесс соединения металла и придания ему формы, при котором электрод пропускается через инструментальный пистолет и наносится на соответствующие металлические поверхности.Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG — это простой и доступный процесс сварки для слесарных рабочих и любителей.
Этот процесс работает с металлами толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в области металлообработки, потому что это более простой метод для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому перед нанесением MIG очистите и обработайте щеткой металлические части без покрытия.Для обеспечения беспрепятственного прохождения электрического провода используйте в процессе только чистый металл.
Сварка MIG — один из методов, наиболее часто используемых при дуговой сварке в тяжелых условиях. Некоторые из металлических компонентов, из которых состоит система канализации или водоснабжения вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Из-за сверхмощного характера метода, сварка MIG является типичным методом наплавки твердым сплавом, при котором грубые материалы привариваются к основным металлам.Вам следует поблагодарить сварку MIG за некоторые детали тракторов, кранов и других типов подвижного состава.
Сварка
MIG также сыграла важную роль при подготовке и сборке железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется для железных дорог и путей общественного трамвая, которые редко требуют технического обслуживания. Таким образом, сварка MIG — это главный помощник в транспортировке и торговле.
Автомобильная промышленность также полагается на сварку MIG. На заводах, где рабочие производят и собирают автомобильные детали в готовые автомобили, они используют сварку MIG для более тяжелых металлов и оборудования. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым газом.
Сварка TIG — это процесс соединения металлов, в котором используется вольфрамовый электрод для соединения одной металлической поверхности с другой. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнителей, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиарными сварными швами. В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
Существенное различие между сваркой MIG и TIG заключается в том, что первая основана на непрерывной подаче проволоки, а вторая — на сварочных стержнях, которые вы направляете в сварочную ванну.
Сварка
TIG играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен для склеивания металлических деталей в автомобилях, фургонах, грузовиках и внедорожниках. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
Сварка
TIG также важна в строительной отрасли, где оборудование доставляется на рабочие места и используется при подготовке деталей для зданий и общественных памятников.Многие из зданий, которые вы видите на улицах и проездах в вашем районе, были работой строительных бригад, которые в значительной степени полагаются на сварку TIG.
В судостроении также применяется сварка TIG. Этот процесс упрощает для судостроителей соединение фасонных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если во время службы в ВМС США вы летали на пассажирском судне или путешествовали за границу, вольфрамовые электроды, вероятно, полностью или частично сварили корпус каждого корабля.
Сварка
TIG также имеет решающее значение в аэрокосмической промышленности, где в процессе объединяются детали, из которых состоят ракетные корабли и космические корабли НАСА.
Ручная сварка — это разновидность ручной дуговой сварки, применяемой для различных металлов. Этот процесс также известен как дуговая сварка в защитном металлическом корпусе и дуговая сварка в защитном флюсе.
Сварка палкой — это метод соединения металлов, при котором покрытый флюсом плавящийся электрод соединяет две металлические поверхности вместе. В процессе сварки штангой между электродом и прилегающими металлическими поверхностями возникает постоянный или переменный ток.Пары, образующиеся в результате тускнеющих электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Сварка
палкой может помочь работникам выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование портативно и его легко транспортировать для выполнения задач ремонта по вызову. Поэтому сварка штангой часто применяется в труднодоступных местах и удаленных общественных зданиях.
Сварка
палкой также широко распространена на строительных площадках под открытым небом, где рабочий процесс упрощает сборку и модификацию металлических деталей на месте. Покрытые флюсом электроды устойчивы к ветру, что делает процесс удобным в различных средах. Когда случается бедствие, сварка стержнем часто используется для ремонта поврежденных металлических приспособлений.
При удаленных настройках сварка штучной сваркой — один из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка палкой может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем — один из самых надежных методов ремонта и строительства металла.
Портативность и простота сварки штангой также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, ювелиры иногда используют сварку штучной сваркой.
В большинстве отраслей промышленности, где используются металлоконструкции, наиболее широко используются процессы MIG, TIG и сварки штучной сваркой благодаря мощности, эффективности и универсальности каждого метода.Однако многие другие процессы также позволяют сваривать два или более металлических куска вместе. Итак, сколько существует видов сварки? Существует множество различных подходов к сварке, включая следующие 12 методов, некоторые из которых в некоторой степени относятся к трем наиболее популярным типам.
Дуговая сварка порошковой проволокой (FCAW) — это метод сварки металлов, аналогичный сварке MIG, поскольку в обоих случаях используется сплошной электрод. Однако для FCAW требуется проволока в форме трубки, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование.FCAW — один из наиболее эффективных подходов к дуговой сварке, поскольку он использует большую часть электрода, который используется в процессе. Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Электронно-лучевая сварка (ЭЛС) — это метод соединения металлов, при котором электронные лучи запускаются с высокой скоростью, чтобы соединить одну поверхность металла с другой. Когда луч попадает в цель, пораженное пятно плавится ровно настолько, чтобы соединить соседний кусок на месте.Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической отрасли, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки, этот процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Сварка атомарным водородом (AHW) — это старый метод соединения металлов, который по большей части уступил место более эффективным и действенным методам, таким как дуговая сварка металлическим электродом в газовой среде.Одна из областей, в которой AHW все еще широко распространена, — это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Плазменная дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом в газе. В этом процессе используется электрический ток, который проходит через крошечное сопло, которое прорезает защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает высокую точность.Плазменная дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные сварные швы. Производители самолетов используют этот метод, как и независимые мастера для ряда проектов.
Электрошлак — это процесс быстрой сварки, который был новшеством 1950-х годов. Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сварочного сеанса.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла при сварке, отсюда и название «погружной».«С этой обложкой люди могут завершить свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом — безопасная практика для независимых мастеров.
Углеродная дуговая сварка (CAW) — это метод соединения металлов при температурах, превышающих 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его заменила дуговая сварка двумя углями.
Кислородная сварка — это процесс, в котором для придания формы металлу используется жидкое топливо и кислород.Его изобрели французские инженеры Эдмон Фуше и Шарль Пикар. Температура, генерируемая кислородом, используемая в процессе, применяется к концентрированным областям поверхности металла. Кислородная сварка происходит в помещении.
Контактная точечная сварка — это метод дуговой сварки, при котором металлические поверхности склеиваются при нагревании. Это тепло генерируется сопротивлением электрических токов. Сварка RSW относится к группе методов сварки, известных как контактная сварка сопротивлением.
Сварка контактным швом — это метод, при котором между соприкасающимися поверхностями металлов с аналогичными свойствами выделяется тепло. Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Как форма точечной сварки, выступающая сварка — это процесс, при котором тепло локализуется в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также перекрещенные стержни и провода.
Холодная сварка, также известная как контактная сварка, представляет собой метод соединения поверхностей без нагрева или плавления.
Более 30 лет Astro Machine Works сваривает металлы для изделий и оборудования, используемого в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую промышленность. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка — это производственный процесс, при котором две или более детали сливаются вместе с помощью тепла, давления или обоих, образуя соединение по мере охлаждения деталей. Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Некоторые материалы требуют использования определенных процессов и методов. Число считается « несвариваемым », термин, который обычно не встречается в словарях, но полезен и информативен.
Соединяемые детали называются исходным материалом . Материал, добавляемый для формирования соединения, называется наполнителем или расходным материалом . По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Расходные материалы обычно выбираются так, чтобы они были схожи по составу с основным материалом, таким образом, образуя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами. Эти сварные швы называют неоднородными.
Готовый сварной шов может называться сварной деталью .
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Содержание:
- Как работает сварка?
- Общие конфигурации шарниров
- Виды сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки и пайки, при которых не плавится основной металл, сварка представляет собой процесс с высокой температурой плавления основного материала. Обычно с добавлением наполнителя.
Нагрев при высокой температуре вызывает образование сварочной ванны из расплавленного материала, которая охлаждается, образуя соединение, которое может быть прочнее, чем основной металл. Давление также можно использовать для создания сварного шва, либо вместе с нагревом, либо отдельно.
Он также может использовать защитный газ для защиты расплавленного металла и присадочного металла от загрязнения или окисления.
Соединение пластмасс
При сварке пластмасс также используется тепло для соединения материалов (но не в случае сварки растворителем), и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед приложением тепла и давления и, наконец, материалам дают остыть для плавления. Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
При сварке древесины для соединения материалов используется тепло, выделяемое трением. Соединяемые материалы подвергаются сильному давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Это быстрый процесс, который позволяет соединить древесину без клея и гвоздей за считанные секунды.
стыковое соединение
Соединение между концами или краями двух частей, образующих угол между собой 135–180 ° включительно в области соединения.
Т-шарнир
Соединение между концом или краем одной части и лицевой стороной другой части, при этом части составляют угол друг с другом от более 5 до 90 ° включительно в области соединения.
Угловой шарнир
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135 ° в области соединения.
Кромочный стык
Соединение краев двух частей под углом от 0 до 30 ° включительно в области стыка.
Крестообразный шарнир
Соединение, в котором две плоские пластины или два стержня приварены к другой плоской пластине под прямым углом и на одной оси.
Нахлест
Соединение между двумя перекрывающимися частями, образующими угол между собой 0-5 ° включительно в области сварного шва или сварных швов.
Сварные швы на основе конфигурации
Сварка с пазом
Соединение двух перекрывающихся компонентов, выполненное путем наложения углового сварного шва по периферии отверстия в одном компоненте таким образом, чтобы соединить его с поверхностью другого компонента, открытой через отверстие.
Электрозаклепка
Сварка, выполненная путем заполнения отверстия в одном компоненте заготовки присадочным металлом, чтобы присоединить его к поверхности перекрывающегося компонента, открытого через отверстие (отверстие может быть круглым или овальным).
на основе проникновения
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным проплавлением корня. В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором проплавление намеренно меньше полного проплавления. В США предпочтительным термином является шов с частичным проплавлением (PJP).
Сварные швы с учетом доступности
Характеристики завершенных сварных швов
Под сварку встык
Угловой шов
Основной металл
Металл, соединяемый или покрываемый сваркой, пайкой или пайкой.
Присадочный металл
Металл, добавленный во время сварки, пайки твердым припоем или наплавки.
Сварной металл
Весь металл расплавился во время сварки и остался в сварном шве.
Зона теплового воздействия (HAZ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварного шва или термической резки, но не расплавленная.
Линия Fusion
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для обозначения сварного соединения.
Зона сварного шва
Зона, содержащая металл шва и ЗТВ.
Поверхность приварного шва
Поверхность сварного шва, открытая со стороны, с которой он был выполнен.
Корень сварного шва
Зона на стороне первого участка, наиболее удаленной от сварщика.
Приварной палец
Граница между поверхностью шва и основным металлом или между прогонами. Это очень важная особенность сварного шва, так как пальцы ног являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы снизить концентрацию напряжения, пальцы ног должны плавно переходить в основную металлическую поверхность.
Избыточный металл шва
Металл сварного шва, лежащий вне плоскости, соединяющей пальцы ног. Другие нестандартные термины для этой особенности: армирование, перелива.
Примечание: термин «армирование», хотя и обычно используется, не подходит, потому что любой избыток сварочного металла над поверхностью основного металла и над ним не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, является расчетной толщиной горловины, которая не включает излишек металла сварного шва.
Бег (пас)
Металл расплавился или выпал во время одного прохода электрода, горелки или выдувной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких прогонов.
Различные процессы зависят от используемого источника энергии, и доступно множество различных методов.
До конца 19 века кузнечная сварка была единственным методом, который использовался, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка.Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Необходимо соблюдать осторожность при использовании этих процессов, поскольку они могут привести к ожогам, поражению электрическим током, повреждению зрения, воздействию радиации или вдыханию ядовитых сварочных паров и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, к ним относятся:
Arc
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов.К ним относятся сварка металла в среде инертного газа (MIG), сварка штучной сваркой, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка в среде активного газа (MAG), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка металлическим электродом (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в защитных оболочках (SMAW) и плазменная сварка.
В этих технологиях обычно используется присадочный материал, и они в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никель и медные сплавы, кобальт и титан.Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Трение
Сварка трением соединяет материалы с использованием механического трения. Это можно сделать различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
При механическом трении выделяется тепло, которое смягчает смешанные материалы, создавая связь по мере их охлаждения. Способ соединения зависит от точного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и ротационная сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической отрасли, поскольку оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не поддаются сварке.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения сплавлением для соединения материалов используется пучок высокоскоростных электронов.Кинетическая энергия электронов преобразуется в тепло при ударе о заготовки, заставляя материалы плавиться вместе.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеивания луча.
ЭЛС имеет много общих применений, например, для соединения толстых профилей. Это означает, что его можно применять во многих отраслях, от авиакосмической до атомной энергетики, от автомобильной до железнодорожного транспорта.
Лазер
Используется для соединения термопластов или кусков металла, в этом процессе используется лазер для создания концентрированного тепла, идеально подходящего для сварных швов, глубоких сварных швов и высоких скоростей соединения.Благодаря простой автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, который обычно используется в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная сварка швом.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое прикладывается к небольшой площади, когда детали зажимаются вместе.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменяются вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
9 различных типов сварочных процессов (с фотографиями)
0
Последнее обновление: 4 мая 2021 г.
Когда вы начинаете учиться сварке, вас легко ошеломить огромным количеством доступной информации по этой теме.Может быть трудно начать свой путь к сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
В то время как некоторые типы сварки производят чистые валики, которые выглядят привлекательно и практически не требуют очистки, другие типы дают прямо противоположное. Какой металл вы планируете сваривать? Это имеет значение. Чтобы упростить предмет, мы собрали важную информацию о девяти различных типах сварочных процессов.
9 различных типов сварочных процессов
1. TIG — газовая вольфрамовая дуговая сварка (GTAW)
Изображение предоставлено: Prowelder87, Викимедиа
Сварка TIG также называется дуговой сваркой Heliarc и газовой вольфрамовой дугой (GTAW). При этом типе сварки электрод не расходуется и изготавливается из вольфрама. Это один из немногих видов сварки, который можно выполнить без присадочного металла, используя только два металла, свариваемых вместе. При желании можно добавить присадочный металл, но подавать его придется вручную.Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его лучше выполнять в помещении и вдали от элементов.
Сварка
TIG — это точный вид сварки, который создает визуально привлекательные сварные швы и не требует очистки, так как без брызг. Из-за этих свойств этот сложный вид сварки лучше всего подходит для опытных сварщиков.
2. Дуговая сварка порошковой проволокой (FCAW)
Изображение предоставлено: Альфред Т.Палмер, Викимедиа
Этот вид сварки аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять двойную работу и в качестве сварщиков FCAW. Как и при сварке MIG, проволока, которая служит электродом и присадочным металлом, подается через трубку. Здесь вещи начинают отличаться. Для FCAW проволока имеет сердечник из флюса, который создает газовый экран вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
FCAW лучше подходит для более толстых и тяжелых металлов, так как это метод высокотемпературной сварки.По этой причине его часто используют при ремонте тяжелого оборудования. Это эффективный процесс, который не приводит к большим отходам. Поскольку нет необходимости во внешнем газе, это также не требует больших затрат. Тем не менее, останется немного шлака, и его потребуется немного очистить, чтобы сделать красиво законченный сварной шов.
3. Палка — дуговая сварка экранированного металла (SMAW)
Изображение предоставлено: Джастин МакГарри из Hull Technician, Викимедиа
Этот процесс сварки начался в 1930-х годах, но он продолжает совершенствоваться и совершенствоваться сегодня.Он остался популярным видом сварки, потому что он прост и легок в освоении, а также дешев в эксплуатации. Тем не менее, он не позволяет получить самые аккуратные сварные швы, так как легко разбрызгивается. Обычно необходима очистка.
Сменный электрод «стержень» также выполняет роль присадочного металла. Создается дуга, которая соединяет конец стержня с основным металлом, плавит электрод в присадочный металл и создает сварной шов. Палочка покрыта флюсом, который при нагревании создает газовое облако и защищает металл от окисления.По мере охлаждения газ оседает на металле и превращается в шлак.
Поскольку не требуется газа, этот процесс можно использовать на открытом воздухе, даже в неблагоприятную погоду, такую как дождь и ветер. Он также хорошо работает на ржавых, окрашенных и грязных поверхностях, что делает его идеальным для ремонта оборудования. Доступны различные типы электродов, которые легко заменять, что упрощает сварку металлов самых разных типов, хотя для тонких металлов это не очень удобно. Сварка палкой — это высококвалифицированный процесс, требующий длительного обучения.
4. MIG — газовая дуговая сварка металла (GMAW)
Сварка
MIG — это простой вид сварки, который могут легко выполнить начинающие сварщики. MIG означает металлический инертный газ, хотя иногда его называют дуговой сваркой металла в газе (GMAW). Это быстрый процесс, при котором присадочный металл подается через трубку, в то время как газ выходит вокруг нее, чтобы защитить ее от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, с помощью которого можно сваривать множество различных типов металла разной толщины.
Присадочный металл — это расходная проволока, подаваемая с катушки, которая также действует как электрод. Когда дуга создается от кончика проволоки к основному металлу, проволока плавится, становясь присадочным металлом и создавая сварной шов. Проволока непрерывно проходит через трубку, что позволяет вам выбрать желаемую скорость. При правильном выполнении сварка MIG обеспечивает гладкий и плотный сварной шов, который выглядит привлекательно.
5. Лазерная сварка
Изображение предоставлено: Krorc, Wikimedia Commons
Этот вид сварки можно использовать для металлов или термопластов.Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать для обработки углеродистой стали, нержавеющей стали, стали HSLA, титана и алюминия. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
6. Электронно-лучевая сварка
Изображение предоставлено: SDASM Archives, Flickr
Это тип сварки, при котором высокоскоростной пучок электронов создает тепло за счет кинетической энергии, сваривая два материала вместе.Это очень сложный вид сварки, который выполняется машиной, как правило, в вакууме.
7. Плазменно-дуговая сварка
Плазменно-дуговая сварка похожа на GTAW, но при этом используется дуга меньшего размера, что повышает точность сварки. Он также использует другую горелку, позволяющую достичь гораздо более высоких температур. Газ находится под давлением внутри трубки, образуя плазму. Затем плазма ионизируется, что делает ее электропроводной. Это позволяет создать дугу, создающую невероятно высокие температуры, которые могут расплавить основные металлы.Это позволяет выполнять плазменную сварку без присадочного металла, что является еще одним сходством со сваркой TIG.
Этот тип сварки позволяет выполнять глубокий провар узких швов, создавая эстетически привлекательные швы, а также обеспечивая высокий уровень прочности. Кроме того, возможны высокие скорости сварки.
8. Сварка атомарным водородом
Сварка атомарным водородом — это сварка с использованием очень высоких температур, известная как дуговая атомная сварка. Этот тип сварки включает использование газообразного водорода для защиты двух электродов из вольфрама.Он может достигать температуры выше, чем у ацетиленовой горелки, и может выполняться с присадочным металлом или без него. Это более старый вид сварки, который в последние годы был заменен сваркой MIG.
9. Электрошлак
Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких кромок двух металлических пластин. Вместо того, чтобы наносить сварной шов снаружи стыка, он будет проходить между краями двух пластин. Проволока из медного электрода проходит через направляющую трубку из расходуемого металла, которая выполняет роль присадочного металла.Когда вводится электричество, возникает дуга, и сварной шов начинается в нижней части шва и медленно продвигается вверх, создавая сварной шов на месте шва по мере его продвижения. Это автоматизированный процесс, выполняемый машиной.
Заключение
Надеюсь, теперь у вас есть базовое представление о различных типах сварки. Некоторые виды выполняются машинным способом и требуют дорогостоящего специального оборудования. Другие могут быть выполнены любителем дома, не нарушая при этом денег.Если вы хотите купить сварочного аппарата, обязательно ознакомьтесь с одним из наших руководств, в котором сравниваются лучшие сварочные аппараты для домашнего использования.
Изображение предоставлено: Pixabay
7 типов сварочных процессов и их применение »WHacks
Обновлено: 6 августа 2020 г.
Сварка — особенно важный процесс, требующий большого опыта. Исключительный сварщик — это не тот, кто просто плавит два куска металла вместе. Чтобы быть исключительным в этом ремесле, требуются навыки, талант и даже артистизм.
Это также требует использования правильной техники для работы. Хотя существует несколько типов сварочного процесса, некоторые из них намного превосходят другие. Вот семь наиболее популярных типов сварки для конкретных задач, для которых они используются.
# 1 Процесс MIG или газовой дуговой сварки (GMAW)
В этом процессе сварочный электрод более высокого уровня пропускается через сварочную горелку. Этот электрод генерирует дугу на основном металле. Это нагревает металл до тех пор, пока он не начнет плавиться, что упрощает сплавление с другим куском материала, будь то металл или другой подобный материал.
Это чрезвычайно популярный выбор по нескольким причинам, начиная с того факта, что это исключительно прочный и прочный сварной шов. Можно быть уверенным, что такой сварной шов будет держаться, а кроме того, он дает исключительно чистый вид. Чтобы после этого убрать, нужно немного поработать, и именно поэтому он стал таким популярным.
Однако преимущества выходят за рамки этого. Сварка MIG может использоваться как для толстых, так и для тонких металлических листов. Вы также можете использовать его на нескольких различных типах металлов, включая медь, углеродистую сталь, никель, нержавеющую сталь, алюминий и другие.
Если вы начинающий сварщик, то это идеальный процесс для использования. Для создания превосходных сварных швов требуется не только более низкая степень точности, но и меньшее количество выделяемого тепла и значительно меньшее количество сварочного дыма. Также легко убрать.
Хотя это отличный выбор, у него есть свои недостатки. Самыми большими из них являются внешние элементы, такие как ветер, дождь или пыль. Сварку MIG можно выполнять в помещении, но лучше всего на улице.Это означает, что вы должны беспокоиться о таких вещах, как влага или грязь, попадающая в сварной шов, что может добавить фактор, который может снизить эффективность сварки.
Этот сварной шов плохо работает с толстыми металлическими пластинами, и вы не можете использовать его для создания вертикальных сварных швов или при работе над головой. Для большей точности требуется другой тип сварного шва.
Преимущества.
- Самый простой в освоении тип сварного шва.
- Позволяет быстро создавать сварные швы.
- Легко очищается.
- Обеспечивает отличный контроль при сварке более тонких металлов.
# 2 TIG или (газо-вольфрамовая дуговая сварка (GTAW) процесс
В этом типе сварного шва используется неплавящийся вольфрамовый электрод, который позволяет сварщику создавать сварные швы без присадочного металла. Чтобы выполнить сварку, необходимы только два металла, которые свариваются вместе, из-за тепла и точности, создаваемых вольфрамовым электродом.
Хотя это и не обязательно, при желании можно добавить присадочный металл.Это достигается путем кормления его вручную.
Для выполнения сварки необходим бензобак. Это обеспечивает постоянный поток газа, защищающий сварной шов. По этой причине будет намного лучше, если вы будете выполнять сварку в помещении, вдали от таких элементов, как ветер.
Это чрезвычайно точный тип сварного шва, который после завершения создает очень привлекательный вид. Очистка не требуется, так как не образуются брызги.
Из-за действующих факторов это один из самых сложных типов сварных швов, который нужно научиться выполнять.Это также неэффективно, поскольку для правильного выполнения работы требуется много времени. Поскольку дуга обрабатывает небольшой участок, это требует большого внимания и навыков.
Несмотря на то, что это недостатки, существует много преимуществ, выходящих за рамки получаемого чистого сварного шва. Во-первых, при правильном выполнении получается очень тонкий, но прочный сварной шов. Кроме того, вы можете использовать его с такими материалами, как магний, никель, алюминий и медь. Он стал чрезвычайно популярным сварным швом для тех, кто работает с цветными металлами, и используется в таких отраслях, как производство самолетов и велосипедов.
Преимущества.
- Обеспечивает высочайшее качество сварного шва.
- Позволяет работать с более тонкими металлами.
- Чрезвычайно прочный сварной шов.
- Очистка не требуется.
- Создает великолепный образ.
# 3 Дуговая сварка экранированного металла (SMAW) или сварка электродом
Этот процесс был разработан еще в 1930-х годах, и, как и плазменная сварка, над ним возились на протяжении многих лет. Поскольку большинство сварщиков начинают с изучения процесса SMAW, сегодня это один из наиболее популярных вариантов.Это очень дешевый тип процесса, который не позволяет получить самые аккуратные сварные швы, а это означает, что существует возможность значительного объема очистки.
В этом процессе сменный электродный стержень используется в качестве присадочного металла. Когда дуга создается, она соединяет конец палки с основным металлом. Электрод, плавящий присадочный металл, создает сварной шов. Палочка закодирована флюсом, который помогает создавать газовое облако при нагревании. Это помогает защитить металл от окисления.
Но некоторые предпочитают этот тип процесса тем, что он не требует газа. Его можно выполнять на открытом воздухе и часто использовать даже при неблагоприятных погодных условиях. Вы можете создать такой сварной шов на окрашенных, ржавых и даже грязных поверхностях, никоим образом не повредив сварной шов. Это делает его идеальным, когда у вас есть какое-то оборудование, которое нужно отремонтировать.
Одним из основных недостатков этого процесса является довольно крутая кривая обучения, чтобы стать экспертом. В этом непросто научиться, и многие сварщики предпочитают другие процессы из-за долгих часов, которые требуются, чтобы стать экспертом.
Преимущества.
- Можно выполнять на открытом воздухе.
- Может наноситься на окрашенные, ржавые или грязные поверхности, при этом обеспечивая превосходный сварной шов.
# 4 Процесс порошковой дуговой сварки (FCAW)
Это вид сварки, очень похожий на сварку MIG. Фактически, из-за сходства сварщик FCAW может легко работать и со сварочными задачами MIG.
Как и при сварке MIG, проволока служит электродом, а стержень используется для подачи присадочного металла.После этого между двумя типами сварки наблюдается существенное несоответствие. При сварке FCAW сердечник проволоки выполнен из флюса. Это создает газовую защиту вокруг сварного шва, устраняя необходимость во внешней подаче газа.
Этот тип сварки лучше всего подходит для более толстых и тяжелых металлов. Это происходит из-за выделяемого большого количества тепла. Вы обнаружите, что этот вид сварки часто используется при ремонте тяжелого оборудования. Возникает не так много отходов, и нет никаких опасений по поводу добычи газа извне.Кроме того, многие сварщики предпочитают этот вариант, потому что это недорогой сварной шов, который работает очень хорошо.
Однако есть один недостаток — остается значительное количество шлака. Это означает, что вам нужно будет кое-что очистить после того, как работа будет сделана.
Преимущества.
- Не требует внешнего источника газа.
- Хорошо работает с более толстыми и тяжелыми типами металлов.
- Образуется очень мало отходов.
# 5 Процесс плазменно-дуговой сварки (PAW)
Этот вид сварки очень похож на TIG.На самом деле они похожи с одним важным отличием. То есть используется другой фонарик.
Этот тип сварки был впервые разработан в 1954 году и претерпел множество изменений за последние 55 лет. При использовании плазменной горелки сварщик пропускает электрический ток через небольшое сопло. Затем он проходит через защитный газ. Это помогает добиться высокой точности, что идеально при работе на небольших площадях.
Из-за высокой точности для выполнения этой задачи требуется опытный сварщик.Многие сварщики предпочли этот вариант, поскольку он позволяет им глубже проникать в металл при нагреве до экстремальных температур. Производство самолетов — одно из наиболее распространенных применений плазменной сварки, но в большинстве крупных отраслей промышленности этот процесс используется. Опытные сварщики наверняка воспользуются этим способом сварки.
Преимущества.
- Высокая точность.
- Позволяет глубоко проникать в металл.
- Идеально подходит для крупных производств.
# 6 Процесс сварки атомарным водородом (AHW)
В процессе AHW выделяется очень высокий уровень тепла. Из-за этого ее часто называют дуговой атомной сваркой.
Для выполнения этого типа сварки используется газообразный водород, который защищает два электрода. Эти электроды изготовлены из вольфрама, что позволяет им достигать чрезвычайно высоких температур, намного превышающих те, которые обычно встречаются в ацетиленовых горелках.
Производимые температуры необычайно высоки, достигая 3000 ° C.Это заставляет водород, находящийся в атмосфере, отделяться от их молекул, что способствует повышению уровня.
Этот тип сварки также позволяет сварщику использовать присадку. Это один из самых старых видов сварки, который совсем недавно был заменен сваркой MIG.
Преимущества.
- Позволяет работать в очень высоких температурах.
- Не требует наполнителя.
# 7 Процесс электронно-лучевой сварки (EBW)
Это очень сложная форма сварки, которая выполняется в вакууме.Процесс осуществляется путем направления контролируемого пучка высокоскоростных электронов на материал, который вы собираетесь сваривать. Затем энергия этих электронов преобразуется в тепло. Это позволяет материалу быстро и эффективно плавиться, сливаться и плавиться.
Этот тип сварки становится чрезвычайно популярным во многих отраслях промышленности, особенно в автомобилестроении и производстве авиационных двигателей. Благодаря своей способности плавить разнородные металлы с разной температурой плавления, он позволяет производителям выполнять сплошные сварные швы.
Это стало основным выбором производителей автомобилей, прежде всего потому, что он позволяет сваривать материалы, которые нельзя соединить с другими типами сварных швов.
Преимущества.
- Позволяет сваривать материалы, которые иначе нельзя было бы сваривать.
- Обеспечивает превосходный сварной шов.
- Отлично подходит для прецизионной сварки.
Заключение
Несмотря на то, что существует несколько различных типов сварочных процессов, эти семь стали одними из наиболее часто используемых вариантов.Каждый процесс дает множество преимуществ, и они демонстрируют, что есть отличные возможности как для начинающих, так и для опытных сварщиков.
8 самых прочных типов сварных швов и 9 видов сварки, которые вы должны знать
Легко упустить из виду прочность сварных швов, так как большинство сварных швов, выполненных при текущем ремонте, позволяют быстро исправить детали оборудования, которые нельзя хранить в мастерской слишком долго.
Однако некоторые строительные нормы и правила предъявляют строгие требования к прочности сварных швов.Здесь вы узнаете, какие сварные швы самые прочные и в чем их прочность.
Какие типы сварных швов самые прочные? Мы выделили 8 типов особо прочных сварных швов:
- Угловые сварные швы
- Канавочные сварные швы
- Угловые сварные швы с использованием сварочного аппарата MIG
- Канавочные сварные швы при сварке палкой
- Алюминиевые сварные швы TIG
- TIGack
- Одиночные сварные швы TIG -v и соединения с квадратной канавкой с использованием TIG
- Сварные швы с сердечником из флюса в более толстых металлах
Не существует типа сварного шва, который был бы самым прочным во всех областях сварки.Самый прочный сварной шов зависит от используемого основного металла и ожидаемой величины нагрузки на сварное соединение.
Здесь вы найдете исчерпывающее руководство по наиболее прочным типам сварных швов для самых разных применений, от автомобильных работ до изготовления стальных конструкций.
Какой сварной шов самый прочный?
Какой сварной шов самый прочный? Абсолютно самый прочный сварной шов , который может быть получен в повседневных применениях, будет типом сварного шва, выполненного с помощью техники сварки вольфрамовым электродом в инертном газе (TIG) , также известной как сварка GTAW.Сварщики TIG известны своими чистыми и прочными сварными швами.
Одной из причин, по которой типы сварных швов, выполненные сварщиком TIG, являются сильными, является высокая эффективность наплавки сварочного оборудования TIG .
Процент присадочного металла, попадающий непосредственно в сварное соединение, больше по сравнению с такими методами сварки, как сварка штучной сваркой, при которых образуется много брызг.
Ссылки по теме: 9 различных типов сварочных процессов и их преимущества
Сварщики TIG могут найти множество применений.Они способны производить прочные сварные швы в алюминиевых материалах, например в автомобильных деталях. Они также эффективны при использовании для укладки корневого шва в соединениях с пазами с одним v-образным вырезом и квадратным корнем.
Соединения с пазами часто используются в строительстве. В повседневном применении пазовые соединения используются при изготовлении металлических шкафов.
Сварка
TIG также более эстетична. То, что сварной шов хорошо выглядит, не обязательно означает, что он прочнее.Однако в случае сварных соединений TIG они часто оказываются прочнее, чем другие типы сварных швов.
Обратной стороной сварки TIG является количество практики, которую необходимо освоить.
Сварка TIG
Другие методы сварки, такие как сварка MIG или сварка штучной сваркой, безусловно, позволяют получать сварные швы достаточной прочности в повседневных применениях.
Изготовление прочных сварных швов с использованием этих методов будет обсуждаться более подробно позже в этой статье.
Заблуждения о прочности сварного шва
Неверно утверждать, что прочность сварного шва зависит исключительно от способности сварного шва проникать в опорную плиту. Прочность сварного шва измеряется пределом прочности на разрыв и пределом текучести , оба из которых будут рассмотрены более подробно, прежде чем мы перейдем к теме, какие конкретные сварные швы мы считаем самыми прочными.
Показатели прочности сварного шва могут включать:
- Предел прочности
- Предел текучести
- Предел прочности на сдвиг
Все типы сварки, которые будут обсуждаться в этой статье, относятся к дуговой сварке.Проще говоря, цель любой техники дуговой сварки — соединить два куска металла вместе так, чтобы они стали единым целым. Это процесс, который называется слиянием .
Размер сварного шва и прочность сварного шва не коррелируют. Даже отдельные прихваточные швы могут быть более чем достаточно прочными для выполнения этой работы, о чем будет подробнее сказано ниже.
По этой причине я никогда не стану утверждать, что один конкретный сварной шов прочнее других.
Однако я представлю вам обширный список самых надежных сварных швов.Это виды сварочных технологий, которые ежедневно используются профессионалами во всем мире.
Если бы они не работали так хорошо, как они, вы бы гораздо больше услышали о катастрофах, возникающих в результате разрушения сварного шва.
Ссылки по теме: 5 основных преимуществ дуговой сварки над газовой сваркой
Наполнители и предел прочности на разрыв
Один из способов обеспечить прочность сварного шва — использовать присадочный металл, соответствующий требованиям работы. Присадочный металл — это термин, используемый для описания электрода, отвечающего за нанесение материала, который в конечном итоге будет составлять сварной шов.
Хотя этот термин традиционно использовался для описания расходуемых электродов, в последнее время это определение было расширено и для обозначения непотребляемых материалов.
Расходный электрод
Если вы когда-либо слышали о выборе присадочного металла, вам, возможно, посоветовали просто сопоставить присадочный металл с основным металлом. Все мы хотим, чтобы выбор присадочного металла был таким простым, но, к сожалению, это не всегда так по разным причинам.
Во-первых, конструктивные нормы, такие как AWS D1.1-Structural Code, предписывают, какой конкретный присадочный металл используется в промышленных условиях.
Положение сварки также определяет, какой присадочный металл обеспечит наилучшую прочность сварного шва. Есть некоторые присадочные металлы, которые настолько жидкие и расплавленные, что могут капать и причинять вред сварщику, если их использовать в вертикальном или верхнем положении.
Расположение основных металлов может не позволить валику сварного шва полностью проникнуть через соединение, что приведет к сварному шву, который не пройдет проверку.
Ссылки по теме: Различные типы сварочных стержней и их применение
Что такое предел прочности и почему это важно?
Предел прочности на разрыв (TS) также обычно называют пределом прочности на разрыв (UTS) или просто пределом прочности.
Он определяется как максимальное напряжение , которое материал способен выдержать до разрушения или разрушения . Причины стресса могут включать чрезмерное растяжение или растяжение.
В сварочных приложениях предел прочности на растяжение часто выражается в фунтах-силе на квадратный дюйм.
Предел прочности на разрыв электрода или присадочного металла можно найти в названии продукта в соответствии с системой классификации, созданной Американским обществом сварки.
В этой системе электрод E7018 будет иметь предел прочности на разрыв 70 000 фунтов на квадратный дюйм, что делает его совместимым с основным металлом с пределом прочности на разрыв на территории 70 000 фунтов на квадратный дюйм.
Если вы не выберете присадочный металл или электрод, у которого есть соответствующий предел прочности на разрыв для вашего предполагаемого использования, , тогда вы рискуете создать слабый сварной шов.
Мы настоятельно рекомендуем покупать различные присадочные металлы для удовлетворения своих потребностей, чтобы у вас не возникла проблема отсутствия подходящего инструмента для работы.
Ссылки по теме: Вот почему сварочные стержни необходимо нагревать
Начните с учета требований к прочности сварного шва
Выбрать самый прочный тип сварного шва для вашего проекта — это экономично. Избыточная сварка влечет за собой высокие затраты, как далее объясняется в данном Практическом руководстве по проектированию сварных соединений .
Избегайте переплаты за сварные швы, учитывая, насколько прочный сварной шов действительно необходим вашей детали.
Таблица: Расчетная прочность (в тысячах фунтов на квадратный дюйм) на единицу длины (в дюймах) для прямой нагрузки
угловых швов на равных полках
Согласно данным Университета Висконсина, статически нагруженные сварные швы, такие как шкафы, определенные типы сварки не критичны, поскольку рабочие нагрузки невелики.
Вас больше беспокоят длина, размер, интервал и частота сварных швов.Следовательно, качество сварных швов не будет зависеть исключительно от прочности сварного шва. Ниже вы можете найти различные типы сварных швов:
1. Что такое угловой сварной шов?
Это может быть первый тип сварных швов, которому вы когда-либо научились. Для новичков в сварке угловой шов считается наиболее распространенным типом сварных швов.
Угловой шов — это соединение между горизонтально расположенной пластиной и вертикально расположенной пластиной.
Две детали, используемые в угловом сварном шве, могут быть размещены перпендикулярно друг другу (как в Т- или L-образном соединении) или соединены вместе в виде двух перекрывающихся деталей (как в соединении внахлест).
Одна из основных причин того, что угловой шов настолько распространен, связана с стоимостью, связанной с использованием этого сварного шва.
Пример угловых швов
Угловые швы — это доступный способ создания сварного шва, выполненного дуговой сваркой, благодаря тому, что вы просто ставите один кусок металла друг против друга.
Угловые швы более экономичны, чем швы с разделкой кромок — еще один тип сварного шва, который будет обсуждаться в этой статье.
По этой причине они часто используются в конструкционной стали. Для проектов такого типа может потребоваться большое количество сварных швов. Делать что-либо, кроме углового шва, просто неэкономично.
Угловые швы также способны выдерживать большие нагрузки. К сожалению, они не всегда считаются практичными в проектах, где динамическая нагрузка применяется к месту сварки .
Одним из потенциальных источников динамической нагрузки на сварной шов могут быть автомобили, пересекающие мост.
2. Сварка с разделкой кромок
Согласно Американскому сварочному обществу, сварные швы с разделкой кромок — это тип сварного шва, который может быть выполнен на канавке на поверхности заготовки, между кромками заготовки и между кромками заготовки и поверхностью (например, опорной полосой).
Один из сценариев, в котором вы увидите этот тип сварных швов, — это соединение двух скошенных деталей.
Пример сварного шва с разделкой кромок
Существуют обстоятельства, при которых единственный способ получить сварной шов достаточной прочности — это выполнить скос на заготовке перед тем, как приступить к сварке.
Как отмечается в журнале Fabricating & Metalworking , резка под углом имеет разнообразный набор применений, включая все, от изготовления металлических шкафов до строительства мостов.
Швы с разделкой кромок отличаются от угловых швов разнообразием соединений, с которыми совместим этот тип сварного шва.
У вас есть стыковые сварные швы с квадратной канавкой, стыковые сварные швы с канавкой под углом, стыковые швы с V-образной канавкой и многое другое.
Швы с разделкой кромок могут быть полными или частичными в зависимости от того, насколько глубоко сварной шов проникает в основные материалы.
Сварной шов с полным проплавлением (CPJ) с разделкой кромок — это тип сварного шва в , размер которого не коррелирует с прочностью сварного шва.
Объем присадочного металла, необходимый для адекватного плавления, может быть уменьшен, если используемый метод сварки обеспечивает более глубокое проплавление шва.
Сварные швы CPJ используются там, где требуется максимальная прочность соединения.
Если требования к прочности не столь высоки, то сварка с частичным проплавлением (PJP) будет менее затратной и по-прежнему будет работать надлежащим образом.
Угловой шов применяется гораздо чаще, так как он намного экономичнее.
Для сварки с разделкой кромок требуется подготовка заготовки перед сваркой.
Если требования к прочности выше, чем у среднего углового сварного шва, , то PPJ может быть экономичным при условии, что при использовании меньшего количества присадочного металла может быть обеспечена адекватная сварка.
SMAW 3G Вертикальный сварной шов с разделкой кромок, открытый корень >> Посмотрите видео ниже
3.Угловые швы с помощью сварочного аппарата MIG
Угловые швы считаются прочным сварным швом для соединения алюминиевых автомобильных сплавов. Это прочный сварной шов для всех типов алюминиевых сплавов. Экранирование на 100% состоит из аргона, который обычно используется для выполнения угловых швов сварочными аппаратами MIG.
Причины, по которым угловые швы с использованием сварочного аппарата MIG могут быть предпочтительны, включают:
- Подходит для обработки металлов толщиной от 24 калибра (1/40 дюйма) до ½ дюйма
- Производимый сварной шов является гибким, что делает его пригодным для автомобильной промышленности
Сварочное оборудование MIG поставляется по относительно низкой цене, поэтому эти типы сварки продаются для домашних операторов / любителей.Доступность этого оборудования очевидна по цене этого сварочного аппарата MIG на 120 В. Сварочные аппараты MIG не только доступны по цене, но и обеспечивают прочный сварной шов.
Связанное чтение: Можно ли сваривать низкоуглеродистую сталь методом MIG с чистым или 100% аргоном (прямой аргон)?
4. Сварка с разделкой кромок электродной сваркой
Дуговая сварка защищенным металлом (SMAW) — отличный способ сварки с разделкой кромок в вашем цехе. Это связано с тем, что стержневые электроды известны тем, что могут иметь глубоко проникающую дугу.
Швы с разделкой кромок для материалов толщиной до 3/16 дюйма могут выполняться без предварительной подготовки шва, если вы используете сварку SMAW.
Толстая подложка под сварку не требуется, если вы выполняете сварку швов с помощью сварочного аппарата SMAW.
Подкладка часто требуется при выполнении сварных швов с разделкой кромок, чтобы можно было выполнить полное проплавление шва. Основа под сварку часто изготавливается из меди, стали или керамики.
Сварочные процессы SMAW требуют только подложки толщиной не менее 3/16 дюйма, чтобы предотвратить расплавление.
ВМС США часто используют сварочное оборудование SMAW благодаря его универсальности. В своем руководстве по безопасности при сварке SMAW ВМС заявляют, что этот метод сварки более полезен, чем другие, для сварки сложных конструктивных узлов, поскольку его легко транспортировать, а большинство типов электродов можно использовать в нескольких положениях.
Что касается выбора электрода, вам может потребоваться электрод с глубоким проникновением, такой как E6010 или E6011 для сварных швов с разделкой кромок.
Электрод E6010 гораздо больше рекомендуется для сварки плоских соединений с V-образным пазом с открытым корнем.
Вы можете найти электроды E6010 в Интернете здесь. Что касается конкретных движений, вам рекомендуется использовать стрингер и бусины для завершения этого сварного шва. Вам также нужно будет сначала скрепить кусочки вместе, чтобы избежать неравномерного сращивания.
Недавно я написал статью, в которой более подробно описываю различные типы сварочных стержней и их использование. Прочтите эту статью здесь.
5. Алюминий для сварки TIG
Сварка алюминия — сложная задача из-за его относительно низкой температуры плавления . Сваривать алюминий стержневым электродом практически невозможно, но сварка MIG и TIG — жизнеспособные методы.
Я считаю сварку TIG лучшим вариантом, особенно в профессиональной среде, из-за прочного и чистого шва, получаемого с помощью этой техники.
Связанное чтение: 6 причин, почему трудно сваривать алюминий?
Когда речь заходит о сварке алюминия методом TIG, часто обсуждают вопрос о том, какой присадочный металл следует использовать. Споры часто возникают между сварочными стержнями 4043 и 5356.
Оба подходят для конкретных приложений. Я не буду вдаваться в подробности, а сосредоточусь на вопросе о том, какой присадочный стержень обеспечивает самый прочный сварной шов в алюминиевых деталях.
Из присадочных материалов для алюминия 5356 обеспечивает самые прочные сварные швы. Сварочный пруток 5356 имеет прочность на продольный сдвиг 17 Ksi по сравнению с 11,5 Ksi у 4043.
5356 также имеет прочность на поперечный сдвиг 26 Ksi по сравнению с 15 Ksi у 4043. Прочность на сдвиг — это сопротивление материала накоплению повреждений от сдвигающей нагрузки.
Сдвигающая нагрузка
Сдвигающая сила — это сила, действующая в направлении, параллельном поверхности или плоскому поперечному сечению тела. Хорошим примером поперечной силы является давление воздуха, действующее на переднюю часть крыла самолета.
Почему имеет значение прочность на сдвиг? Прочность на сдвиг важна в ситуации, когда нагрузка, прикладываемая к угловому сварному шву, не прикладывается перпендикулярно угловому шву.
Не углубляясь в технические сложности, мы можем увидеть, что прочность сварного шва на сдвиг, безусловно, является параметром, который ежедневно учитывается при строительных работах.
Фактическое значение прочности на сдвиг может быть не так важно при небольших операциях, таких как ремонт сломанной газонокосилки, но оно полезно для объяснения, почему вам следует выбрать сварочный стержень 5356 вместо сварочного стержня 4043.
6. Прихваточные швы с помощью аппарата для сварки TIG
Сварщик TIG — самый медленный сварщик и требует наибольшего мастерства.Однако сварочное оборудование TIG, такое как этот сварочный аппарат TIG на 200 А, относится к наиболее подходящим из всех типов сварочного оборудования для получения прочного сварного шва .
Сварочные аппараты TIG производят сварной шов более высокого качества , так как во время процесса не образуются брызги.
Помимо того, что этот тип сварного шва является самым прочным, он более эстетичен, чем другие типы сварных швов, которые могут нуждаться в чрезмерной очистке, особенно в профессиональных условиях, когда клиенты ожидают, что сварной шов будет минимально инвазивным.
Эти факторы вместе делают сварку TIG отличным методом для выполнения прихваточных швов. Прихваточные швы обеспечивают достаточную прочность листового металла, что позволяет избежать высоких затрат, если вместо полного углового шва использовать прихваточные швы.
Прихваточные швы часто используются для соединения частей основного металла без использования каких-либо приспособлений. Это короткие сварные швы разрывом, с несколькими прихваточными швами, расположенными по длине заготовки.
Прихваточные швы имеют множество преимуществ. Использование прихваточных швов обеспечивает правильное совмещение деталей друг с другом.
Неправильная центровка, даже самая незначительная, потребует доработки заготовки, которая в конечном итоге может ослабить ее.
Он также устанавливает зазор стыка таким образом, чтобы сварной шов оставался неизменным по прочности по всей длине сварного шва.
Прихваточный шов также предотвратит ослабление заготовок из-за какого-либо источника движения во время процесса сварки. .Слишком легко случайно ослабить сварной шов, сдвинув всю деталь до завершения проекта.
Вы особенно уязвимы к этому типу разрушения сварного шва, если вы работаете с большой деталью, требующей нескольких сварных швов.
Инновационные комплекты для точечной сварки TIG, такие как этот, поставляются с оборудованием, настроенным для выполнения точечной сварки без использования более сложных методов, таких как контактная сварка.
Как выполнить прихватку >> Посмотрите видео ниже
7.Сварка TIG одинарных V-образных и квадратных канавок
Ранее я упоминал, что сварка штучной сваркой позволяет получить прочный шов с разделкой кромок. Это, безусловно, верно, поскольку аппарат для ручной сварки является одним из самых популярных вариантов для большинства магазинов благодаря простоте использования и проникающей способности электрода.
Однако многие профессионалы сочтут сварочный аппарат TIG более подходящим по причинам, которые будут обсуждаться здесь.
Сварочный аппарат TIG производит сварные швы, которые выглядят немного чище, чем сварочные аппараты MIG и SMAW (стержневой сваркой).Кроме того, сварочные аппараты SMAW действительно совместимы только с толстыми металлами, чугуном и высокопрочным чугуном. Он достаточно универсален для домашнего оператора.
Сварочные аппараты TIG можно использовать для сварки большинства металлов и сплавов. Это займет больше времени, но качество останется, с минимальным разбрызгиванием.
Насколько лучше сварщики TIG сводят к минимуму разбрызгивание? Вы можете оценить способность сварочного аппарата TIG сводить к минимуму разбрызгивание.
В таблице ниже показано, что рейтинг эффективности наплавки значительно различается в зависимости от методов сварки .
Рейтинг эффективности наплавки означает способность оборудования наносить присадочный металл непосредственно в сварное соединение. Низкий рейтинг эффективности показывает, что при сварке образуется много брызг.
| Сварочный процесс | Типичный диапазон эффективности наплавки (%) |
|---|---|
| FCAW-G (с газовой защитой) | 80-88 |
| FCAW-S (с самозащитой) | |
| GMAW (MIG) | 96-98 |
| GTAW (TIG) | 92-96 |
| SAW | 96-98 * |
* Значения не учитывают расход флюса, только проволока
Сварщики TIG имеют рейтинг эффективности наплавки 96-98% , а сварщики стержневой сварки имеют рейтинг 50-55%.Это одна из причин, по которой вы, возможно, слышали о профессионалах, уходящих от сварщиков штангой.
Сварка
TIG была признана особенно подходящей для выполнения корневого прохода сварных швов как с одним клином, так и с квадратной канавкой.
Какие типы электродов используются для сварки стыков с пазами?
Как всегда, выбор присадочной проволоки действительно зависит от свойств основного металла. При этом были проведены исследования с целью выяснить, какой присадочный металл обеспечивает сварной шов с разделкой кромок с наивысшим пределом прочности на растяжение.
Исследование, проведенное в Индонезии, показало, что самая высокая прочность на растяжение была обнаружена при использовании присадочного металла ER 308L-16 из нержавеющей стали.
Этот присадочный металл также оказался наиболее эффективным с точки зрения прочности на разрыв при соединении разнородных металлов.
8. Порошковая проволока обеспечивает прочную сварку толстых металлов
Сварка порошковой проволокой похожа на сварку металла в среде инертного газа (MIG). Вы обычно будете видеть это сокращенно как сварка FCAW.
Флюсовый сердечник, присутствующий в проволоке, позволяет использовать сварочный аппарат без использования какого-либо защитного газа , хотя есть некоторые приложения, в которых вы все равно будете использовать защитный газ с проволокой с флюсовым сердечником.
Порошковая проволока имеет репутацию способной обеспечить прочный сварной шов. Это связано с тем, что газозащитные флюсовые проволоки позволяют нанесенному флюсовому покрытию затвердевать с большей скоростью, чем расплавленный материал сварного шва.
В результате образуется полка, которая позволяет выполнять сварку сверху или снизу вверх, не опасаясь стекания расплавленного сварочного материала.
Связанное чтение: Проводка с сердечником из флюса выходит из строя | Советы по предотвращению воздействия влаги
Покрытие из флюса также позволяет самому сварному шву охладиться более постепенно. Благодаря этому сварной шов становится более стабильным и однородным по всей длине сварного шва.
Этот метод сварки используется в основном для сварки на открытом воздухе. Сварка сердечником флюсом хороша для сварки более толстых металлов, с которыми сварщики MIG часто не могут добиться успеха.
Порошковая проволока
также имеет более высокую скорость наплавки, чем проволока MIG.
Самой популярной и универсальной порошковой проволокой является проволока E71T-GS. Причина, по которой эта проволока так популярна, заключается в ее способности наносить валики полной прочности за один проход.
Единственным недостатком является то, что он имеет низкое проникновение в основной металл.Это отличный выбор для ремонта оборудования, но для длительных сварных швов вам следует использовать проволоку из углеродистой стали E-71T-11, которую можно использовать для выполнения нескольких проходов.
Какие виды сварки легче всего изучить?
MIG-сварка — один из самых простых видов сварочных процессов, который вы можете изучить, и поэтому настоятельно рекомендуется для начинающих.
Здесь вы можете найти статью с нашего веб-сайта по этой теме и о том, почему MIG-сварка проста в освоении.
9 видов Сварочных процессов
Какие бывают виды сварочных процессов? Сварщик имеет множество специализаций.Здесь вы можете найти подробную статью, которую я написал, в которой перечислены 9 типов сварочных процессов и их преимущества:
- Сварка Mig
- Сварка Tig
- Дуговая сварка порошковым электродом
- Дуговая сварка под флюсом
- Дуговая сварка металлическим электродом в палочке
- Термическая сварка
- Оксиацетановая сварка
- Сварка 7
Сварочный процесс Описание 1 MIG — газовая дуговая сварка металла (GMAW) Также называется сваркой металла в инертном газе (MIG).Обеспечивает наиболее стабильные результаты сварки. Некоторые считают, что это, вероятно, самое простое место для начинающих. 2 TIG — газовая дуговая сварка вольфрамом (GTAW) Также называется сваркой вольфрамовым электродом в инертном газе (TIG). Один из самых аккуратных (чистых) видов сварки, так как не оставляет брызг. Сварка TIG дает самый прочный тип сварного шва. 3 Дуговая сварка порошковой проволокой (FCAW) Отличное решение для резервуаров, котлов и труб с толстым листом металла. 4 Дуговая сварка под флюсом (SAW) Горячие материалы не разбрызгиваются и не разбрызгиваются, а поток не позволяет высокому уровню излучения попадать в воздух. 5 Палка — дуговая сварка экранированного металла (SMAW) Это также известно как сварка палкой. Он не требует газовой защиты, которая требуется для сварки TIG и MIG, и очень портативен. Он также отлично работает на открытом воздухе для сельскохозяйственных машин Gates и т. Д. 6 Сварка термитом Позволяет быстро соединять два разнородных металла без использования источника питания. 7 Кислородно-ацетиленовая (газовая) сварка Простота обучения и выполнения, а также недорогое решение. 8 Кузнечная сварка Лучший вариант для кузнечного дела. 9 Сварка сопротивлением Подходит для очень тонких металлов (0.1 миллиметр) к этому металлу (20 миллиметров). Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Рекомендуемая литература
Как начать и развивать сварочный бизнес за 11 шагов
Что такое горячий старт в сварке? Назначение горячего старта?
Какие бывают 4 типа сварки?
Четверг / 11 марта 2021 г.
Не все сварщики одинаковы.Сварка — это все более востребованная профессия, которая может стать для вас карьерой. Но сварка — это также навык, который можно использовать для повседневных вещей, таких как создание садового искусства или декора. Вы даже можете использовать его, чтобы улучшить свою текущую работу, особенно в сельском хозяйстве или автомобильной промышленности. Сварка имеет безграничные возможности в зависимости от того, какой вид сварки вы хотите изучить.
Существует четыре основных типа сварки. MIG — газовая дуговая сварка металла (GMAW), TIG — газовая дуговая сварка вольфрамом (GTAW), дуговая сварка стержнем — экранированным металлом (SMAW) и порошковая порошковая сварка (FCAW).Здесь мы подробнее рассмотрим каждый вид сварки.
MIG — газовая дуговая сварка металла (GMAW)
Сварка
MIG используется в автомобильной промышленности для ремонта выхлопных газов автомобилей, а также при строительстве домов и зданий. Это один из самых распространенных видов сварки. Это тип дуговой сварки, в которой используется непрерывная проволока, называемая электродом. Вы также будете использовать защитный газ, который проходит через сварочный пистолет и защищает от загрязнения.
TIG — газовая дуговая сварка вольфрамом (GTAW)
При сварке
TIG также используется электрическая дуга, такая как MIG.При сварке TIG вы используете электрод из вольфрама. Вольфрам — один из самых твердых металлических материалов. Он не растворяется и не сгорает. Сварку можно производить с помощью процесса, известного как плавление, при котором используется или не используется присадочный металл. TIG также использует внешний источник газа, например, аргона или гелия.
Аэрокосмическая промышленность и автомобилестроение также используют сварку TIG, как и другие промышленные рынки. Это также отличный вид сварки для Айовы, поскольку фермерам может быть очень полезно использовать сварочные рамы вагонов, кранцы и другое важное оборудование.
Stick — Дуговая сварка защищенного металла (SMAW)
Хотите взять сварку с собой? Одним из больших преимуществ сварки палкой является то, что она портативна. Сварка палкой используется в строительстве, техническом обслуживании и ремонте подводных трубопроводов и промышленного производства.
Для этого типа сварки вы будете использовать художественную сварку металла в защитных оболочках или более известную как сварку палкой. Вы будете использовать расходный и защищенный электрод или палку. Палочка размягчает и объединяет металлы за счет нагревания дугой между покрытым металлическим электродом и основной металлической заготовкой.По мере плавления стержня его защитный кожух также плавится и защищает зону сварки от кислорода и других газов, которые могут находиться в воздухе.
Порошковая порошковая сварка (FCAW)
Дуговая сварка порошковой проволокой похожа на сварку MIG, поскольку в ней используется непрерывная проволока и источники питания. Вы совместите сплошной электрод с основным металлом. Электрод представляет собой полую трубку, заполненную флюсом, который подается через сварочный пистолет в сварочную ванну. При сварке на открытом воздухе экран из флюса обеспечивает защиту от атмосферных воздействий.Этот вид сварки используется для сварки металлов большой толщины и используется в обрабатывающей промышленности.
Зажечь интерес
Теперь, когда вы узнали больше о различных типах сварки и знаете, что они вызывают у вас интерес, как вы подбираете необходимое обучение? Колледж Marshalltown Community College предлагает три типа обучения сварщиков. Вы можете получить 18-кредитный сертификат по специальностям «Производство сварочных работ» или «Производство сварочных работ: строительство». Вы также можете выбрать программу получения диплома специалиста по производственной сварке с 35 кредитами.
Не хотите делать карьеру сварщика, но все же хотите узнать больше или расширить свои навыки? Программа непрерывного образования в долине Айова предлагает множество занятий по различным видам и использованию сварки.