ГОСТ, чертежи, конструкция, принцип работы
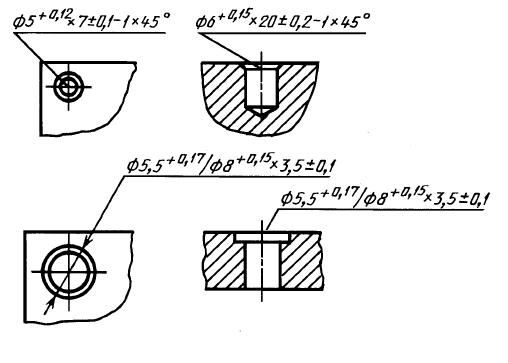
В машиностроении и других отраслях промышленного производства предъявляются высокие требования к болтовым, шпилечным и винтовым соединениям деталей. Одно из условий качества сборки – получение максимально плотного сопряжения головки болта и поверхности детали, для чего последняя должна быть ровной и точно перпендикулярной оси крепёжного отверстия. Эти условия достигаются с помощью специального инструмента, цековки.
Сфера применения
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначается для создания углублений и повышения качества торцевых поверхностей отверстий в металлических изделиях. Устанавливают её главным образом на сверлильных станках, но может работать так же на токарных и фрезерных. Инструмент является разновидностью зенковки, тем самым уточняется определение цековки и понимание, что это такое и для чего используется.
Торцевая зенковка, как и остальные её разновидности, служит для обработки отверстий, но она не рассчитана на создание больших углублений в теле металла.

Режущие кромки инструмента находятся на торце рабочей зоны цековки, по периметру вращающегося вала. На самом конце располагается направляющая цапфа, которая вставляется в просверленное отверстие, совмещая таким способом его ось с осью инструмента.
Задачи у цековки следующие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- выравнивание внутренних торцевых элементов детали;
- удаление заусенцев и наплывов;
- снятие фасок.
Видно, что торцевые зенковки обеспечивают требуемую современными стандартами точность размеров металлических изделий и создают условия необходимые для качественной сборки. А также ими при надобности обрабатывает торцы закладных изделий.
Требования государственных нормативов к производимым цековкам
Различные характеристики данного осевого режущего инструмента регламентируются в ГОСТ 26258-87 «Цековки цилиндрические для обработки опорных поверхностей под крепёжные детали». Требования данного документа распространяются на конструкцию цековок, их размеры, материал, правила маркировки.
Требования данного документа распространяются на конструкцию цековок, их размеры, материал, правила маркировки.
Скачать ГОСТ 26258-87
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
При осмотре инструмента выявление признаков коррозии, заусенцев и трещин в любом месте, а также сколов и прижогов в рабочей зоне считается причиной для отбраковки.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.

- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цековки с цилиндрическим и с коническим хвостовиками, насадные цековки ГОСТ 26258-87 ГОСТ 26259-87
ЦЕКОВКИ
Цековки относятся к режущему инструменту и предназначены для обработки опорных поверхностей под крепёжные детали по ГОСТ 26258-87 и ГОСТ 26259-87.
Типы цековок:
- Цековки с цилиндрическим хвостовиком и с постоянной направляющей цапфой
- Цековки с коническим хвостовиком и со сменной направляющей цапфой
- Цековки насадные со сменной направляющей цапфой
- Цековки со сменной направляющей цапфой и хвостовиком под штифтовой замок

ООО «Альянс» предлагает к поставке цековки с цилиндрическим и с коническим хвостовиками, а также насадные цековки по ГОСТ 26258-87, ГОСТ 26259-87 :
- Цековка 4,2 с цапфой 2,5 ц/х хв.=5 мм
- Цековка 4,2 с цапфой 3,3 ц/х хв.=5 мм
- Цековка 5,1х80 с цапфой 2331-4023
- Цековка 5,97 с цапфой 5,0 ц/х
- Цековка 6 с цапфой 3,5 ц/х хв.=6 мм
- Цековка 6,0 с цапфой 3,5 ц/х хв.=8 мм
- Цековка 6,0 с цапфой 4,0 ц/х хв.=6 мм
- Цековка 6,25 с цапфой 5,0 ц/х
- Цековка 7,25 с цапфой 5,2 ц/х
- Цековка 7,4 с цапфой 4,5 ц/х
- Цековка 7,5 с цапфой 6,0 ц/х
- Цековка 7,6 с цапфой 4,5 ц/х
- Цековка 8,06х80 с цапфой 2331-4022
- Цековка 9,5 с цапфой 7,0 к/х КМ1
- Цековка 10 с цапфой 6,0 к/х КМ1
- Цековка 10,0 с цапфой 8,0 к/х КМ1
- Цековка 10,2 с цапфой 5,0 ц/х
- Цековка 10,6 с цапфой 8,0 к/х КМ1
- Цековка 12 с цапфой 6,5 Р6М5К5 к/х КМ1
- Цековка 12,0 с цапфой 7,8 к/х
- Цековка 12,0 с цапфой 8,5 ц/х
- Цековка 12,0х3 Р6М5 к/х с цапфой z=4 2350-0129
- Цековка 12,1 с цапфой 4,2 ц/х
- Цековка 12,5 с цапфой 3,5 ц/х
- Цековка 12,5 с цапфой 6,0 ц/х
- Цековка 12,5 с цапфой 6,0 ц/х z=2
- Цековка 12,6 с цапфой 8,2 ц/х 12 мм
- Цековка 13 с цапфой 10,0 к/х КМ1
- Цековка 13,0 с цапфой 10,0 к/х КМ2
- Цековка 13,0 с цапфой 6,0 ц/х
- Цековка 13,0 с цапфой 6,0 ц/х z=2
- Цековка 13,0х9,0х19х100 ц/х z=4 обратная,хв. 8мм
- Цековка 13,2 с цапфой 6,0 ц/х
- Цековка 13,5 с цапфой 7,0 к/х КМ1
- Цековка 13,8 без цапфы Р12Ф2К5 к/х
- Цековка 13,8 с цапфой 6,0 ц/х
- Цековка 13,8 х 20 х 110 без цапфы к/х КМ2 L=30 мм
- Цековка 14 без цапфы к/х КМ1
- Цековка 14,0 без цапфы ц/х
- Цековка 14,0 с цапфой 10,0 к/х КМ1
- Цековка 14,0 с цапфой 10,0 ц/х
- Цековка 14,0 с цапфой 11,0 к/х КМ1
- Цековка 14,0 с цапфой 12,0 к/х КМ2
- Цековка 14 с цапфой 5,0 кон/хв
- Цековка 14,0 с цапфой 5,0 ц/х
- Цековка 14 с цапфой 6,0 ц/х
- Цековка 14,0 с цапфой 6,6 к/х КМ1
- Цековка 14,0 с цапфой 6,6 ц/х
- Цековка 14,0 с цапфой 7,0 к/х КМ1
- Цековка 14,0 с цапфой 7,0 к/х КМ2
- Цековка 14,0 с цапфой 9,0 к/х КМ1 L=300мм L до хв.=230мм
- Цековка 14,2 с цапфой 6,0 ц/х
- Цековка 14,5 с цапфой 10,5 ц/х
- Цековка 15 с цапфой 10,0 L=300мм L до хв.=220мм к/х КМ2
- Цековка 15,0 с цапфой 6,0 к/х КМ2 z=2
- Цековка 15,0 с цапфой 7,0 к/х КМ2
- Цековка 15,2 с цапфой 6,0 ц/х
- Цековка 15,5 с цапфой 12,2 к/х КМ2 z=2
- Цековка 16,0 с цапфой 10,0 кон/хв
- Цековка 16,0 с цапфой 12,0 ц/х
- Цековка 16,0 с цапфой 6,5 ц/х
- Цековка 16,0 с цапфой 8,6 твердый сплав к/х КМ2
- Цековка 16,5 с цапфой 6,0 ц/х
- Цековка 16,5 с цапфой 8,5 ц/х
- Цековка 17 без цапфы
- Цековка 17,0 без цапфы к/х КМ2
- Цековка 17,0 с цапфой 11,0 к/х КМ2
- Цековка 17,0 с цапфой 13,0 к/х КМ2
- Цековка 17,0 с цапфой 5,0 к/х КМ2
- Цековка 17,0 с цапфой 5,0 к/х КМ2
- Цековка 17,0 с цапфой 6,7 к/х КМ2
- Цековка 17 с цапфой 7,0 к/х КМ2
- Цековка 17,0 с цапфой 8,0 ц/х
- Цековка 17,0 с цапфой 8,3 к/х КМ2
- Цековка 17,0 с цапфой 8,5 к/х КМ2
- Цековка 17,0 с цапфой 9,0 к/х КМ2
- Цековка 17,0 с цапфой Р18 (0012)
- Цековка 17,1 с цапфой 6,0 ц/х
- Цековка 18 без цапфы к/х КМ2
- Цековка 18,0 без цапфы к/х КМ3
- Цековка 18,0 с цапфой 11,0 к/х КМ2
- Цековка 18,0 с цапфой 12,0 к/х ВК8 КМ1
- Цековка 18,0 с цапфой 12,0 к/х КМ2
- Цековка 18 с цапфой 14,0 к/х КМ2
- Цековка 18,0 с цапфой 15,0 к/х КМ2
- Цековка 18,0 с цапфой 7,0 к/х КМ2
- Цековка 18 с цапфой 8,0 к/х КМ2
- Цековка 18,0 с цапфой 8,5 к/х КМ1
- Цековка 18,0 с цапфой 8,5 ц/х
- Цековка 18,0 с цапфой 9,0 к/х КМ2
- Цековка 18,2 с цапфой 6,0 ц/х
- Цековка 18,25 с цапфой 7,8 к/х КМ3
- Цековка 18,5 ВК8 без цапфы к/х КМ1
- Цековка 18,5 с цапфой 6,0 ц/х
- Цековка 18,5 с цапфой 6,0 ц/х Р18
- Цековка 18,75 без цапфы к/х КМ2
- Цековка 18,8 без цапфы ВК8 к/х КМ2 L=115мм
- Цековка 19 без цапфы КМ2
- Цековка 19,0х11,0х23х120 ц/х z=4 обратная,хв. 10мм
- Цековка 19,0х12,25х145 к/х Р6М5К5 со сменной направляющей цапфой КМ2
- Цековка 19,0х13,0х23х120 ц/х z=4 обратная,хв. 12мм
- Цековка 19,0х25 с цапфой
- Цековка 19,2 с цапфой 6,0 ц/х
- Цековка 20 без цапфы ВК8 к/х КМ2
- Цековка 20,0 без цапфы КМ2 к/х
- Цековка 20 с цапфой 10,2 к/х КМ2
- Цековка 20,0 с цапфой 10,6 к/х КМ2
- Цековка 20,0 с цапфой 11,0 к/х КМ2
- Цековка 20 с цапфой 13,0 к/х КМ2
- Цековка 20,0 с цапфой 13,0 к/х КМ3
- Цековка 20,0 с цапфой 6,0 ВК8 к/х КМ1
- Цековка 20,0 с цапфой 6,0 ВК8 ц/х
- Цековка 20,0 с цапфой 7,0 к/х КМ2
- Цековка 20,0 с цапфой 8,5 к/х КМ2
- Цековка 20,0 с цапфой 8,5 ц/х
- Цековка 20,0 с цапфой 9,0 ВК8 к/х КМ1
- Цековка 20,0 с цапфой 9,0 к/х КМ2
- Цековка 20,0 с цапфой 9,0 Р18 к/х КМ2
- Цековка 20,0 с цапфой 9,0 ц/х
- Цековка 20 с цапфой 10 твердосплавная к/х КМ2
- Цековка 20 с цапфой 11 твердосплавная к/х КМ2
- Цековка 20,0х10,7 к/х Р6М5 исп. 1 с направляющей цапфой.
- Цековка 20,6 с цапфой 6,0 ц/х
- Цековка 21 с направл 2350-4075
- Цековка 21 с цапфой 17,0 к/х КМ2
- Цековка 21,0 с цапфой 2350-4073
- Цековка 21 с цапфой 6,0 ц/х
- Цековка 22 без цапфы
- Цековка 22 без цапфы к/х КМ2
- Цековка 22,0 с цапфой 13,0 к/х КМ2
- Цековка 22,0х11,0х155 к/х тв.сплав со сменной направляющей цапфой КМ2
- Цековка 22,2 Р18 без цапфы. Без центр.отв. к/х КМ3 КИБ
- Цековка 22,5 с цапфой 6,0 ц/х
- Цековка 23 с цапфой 12,0 твердый сплав к/х КМ3
- Цековка 23 с цапфой 15,0 к/х КМ2
- Цековка 23,0 с цапфой 15,0 твердый сплав к/х КМ3
- Цековка 23,0 с цапфой 6,0 ц/х
- Цековка 24 без цапфы к/х КМ2
- Цековка 24,0 без цапфы к/х КМ3
- Цековка 24,0 с цапфой 10,2 Р18 к/х КМ3
- Цековка 24,0 с цапфой 11,0 к/х КМ3
- Цековка 24 с цапфой 12,0 к/х КМ3
- Цековка 24,0 с цапфой 12,5 твердый сплав к/х КМ3
- Цековка 24,0 с цапфой 13,0 к/х КМ3
- Цековка 24,0 с цапфой 14,0 к/х КМ3
- Цековка 24,0 с цапфой 14,0 твердый сплав к/х КМ3
- Цековка 24,0 с цапфой 14,5 L=160мм L до хв. =50 мм КМ3
- Цековка 24,0 с цапфой 14,5 Р18 L=220мм L до хв.=120 мм КМ3
- Цековка 24 с цапфой 15,0 к/х КМ3
- Цековка 24,0 с цапфой 15,25 к/х КМ3
- Цековка 24,0 с цапфой 15,5 Р18 к/х КМ3
- Цековка 24,0 с цапфой 16,0 к/х КМ3
- Цековка 24 с цапфой 20,0 к/х КМ3
- Цековка 24,0 с цапфой 8,4 Р18 к/х КМ3 L=220мм
- Цековка 24,0х12,8х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 24х13х150 к/х со сменной направляющей цапфой КМ3
- Цековка 24,0х13,0х165 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 24,0х15,0х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 24,5 без цапфы к/х КМ3
- Цековка 25 без цапфы
- Цековка 25,0 с цапфой 15,8 тв.сплав к/х КМ3
- Цековка 25,0 с цапфой 2323-4686
- Цековка 25,0 с цапфой 6,0 к/х КМ3
- Цековка 25,0 с цапфой 6,0 ц/х
- Цековка 25,0 с цапфой 6,5 к/х КМ3
- Цековка 25,0 с цапфой 8,0 к/х КМ3
- Цековка 25,0 с цапфой 9,0 к/х КМ3
- Цековка 25,0х10,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х10,0х160 к/х тв. сплав со сменной направляющей цапфой КМ3
- Цековка 25,0х10,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х10,0х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 25,0х12,0х185 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 25,0х14,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х15,0х185 к/х Т15К6 со сменной направляющей цапфой КМ3
- Цековка 25,0х16,2х170 к/х со сменной направляющей цапфой КМ3
- Цековка 25,1 с цапфой 2325-4101
- Цековка 25,43 с цапфой 15,0 к/х z=2
- Цековка 26 без цапфы к/х КМ3
- Цековка 26,0 без цапфы твердый сплав КМ3
- Цековка 26,0 Р6М5 к/х без цапфы z=4 2350-0115
- Цековка 26 с цапфой 10,2 к/х КМ3
- Цековка 26 с цапфой 10,5 к/х КМ3
- Цековка 26 с цапфой 11,0 к/х КМ2
- Цековка 26,0 с цапфой 11,0 к/х КМ3
- Цековка 26,0 с цапфой 11,7 Р18 к/х КМ3
- Цековка 26,0 с цапфой 11,85 к/х КМ2
- Цековка 26 с цапфой 12,0 к/х КМ3
- Цековка 26,0 с цапфой 13,0 L=220мм мм КМ3
- Цековка 26,0 с цапфой 13,0 к/х КМ3
- Цековка 26,0 с цапфой 14,0 к/х КМ3
- Цековка 26,0 с цапфой 16,0 L=220мм мм КМ3
- Цековка 26,0 с цапфой 16,0 к/х КМ3
- Цековка 26,0 с цапфой 16,0 Р18 к/х КМ3
- Цековка 26 с цапфой 17 к/х КМ3
- Цековка 26,0 с цапфой 20,0 к/х КМ3
- Цековка 26,0 с цапфой 20 Р18 к/х КМ3
- Цековка 26,0 с цапфой 6 к/х КМ3
- Цековка 26,0 с цапфой 7 к/х КМ3
- Цековка 26,0 с цапфой 8,3 к/х КМ2
- Цековка 26,0 с цапфой 9 к/х КМ3
- Цековка 26,0 с цапфой 9,8 к/х КМ3
- Цековка 26,0х10,0х140 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х10,0х150 к/х тв. сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х10,3х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х10,7х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х11,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х11,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х12,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,0х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 26,0х12,4х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,8х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,8х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х13,8х190 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х15,0х155 к/х тв. сплав. со сменной направляющей цапфой КМ3
- Цековка 26,0х15,0х185 к/х Т15К6 со сменной направляющей цапфой КМ3
- Цековка 26,0х16,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х16,25х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 26,0х16,5х180 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х17,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х17,0х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,5 с цапфой 13,0 к/х КМ3
- Цековка 26,5 с цапфой 17,0 к/х КМ3
- Цековка 26,5х12,8х190 к/х со сменной направляющей цапфой КМ3
- Цековка 26,5х13,0х170 к/х со сменной направляющей цапфой КМ3
- Цековка 27х16,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 27,0х18,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 27,2х16,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 27,2х17,8х185 к/х со сменной направляющей цапфой КМ3
- Цековка 27,8 с цапфой 8,5 к/х КМ3
- Цековка 27,8 с цапфой 8,5 к/х КМ4
- Цековка 28 без цапфы к/х КМ3
- Цековка 28,0 с цапфой 11,0 к/х КМ3
- Цековка 28,0 с цапфой 13,0 к/х КМ3
- Цековка 28,0 с цапфой 13,0 Р18 к/х КМ3
- Цековка 28 с цапфой 14,4 Р18 к/х КМ3
- Цековка 28,0 с цапфой 15,0 к/х КМ3
- Цековка 28,0 с цапфой 15,2 Р18 к/х КМ3
- Цековка 28,0 с цапфой 16,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 16,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 17,0 к/х КМ3
- Цековка 28,0 с цапфой 17,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 17,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 18,5 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 18,9 Р18 к/х КМ3
- Цековка 28,0 с цапфой 20,0 к/х КМ3
- Цековка 28 с цапфой 20,0 к/х КМ3 б/у
- Цековка 28,0 с цапфой 20,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 20,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 22,0 к/х КМ3
- Цековка 28,0 с цапфой 8,4 Р18 к/х КМ3
- Цековка 28,0 с цапфой 8,5 к/х КМ3
- Цековка 28х18,25х190 к/х ЭП688 порошковая сталь со сменной направляющей цапфой КМ3
- Цековка 28,0х19,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 29 с цапфой 18,0 к/х КМ3
- Цековка 29,0 с цапфой 20,0 к/х КМ3
- Цековка 29,0 с цапфой 22,0 к/х КМ3
- Цековка 29,0х12,3х185 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х16,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х18,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х22,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х22,0х195 к/х со сменной направляющей цапфой КМ3
- Цековка 30 без цапфы к/х КМ3
- Цековка 30 Р6АМ5 z=4 к/х КМ3 с отверстием под цапфу d=10 мм ГОСТ 26258-87
- Цековка 30,0 без цапфы цил. хв.14мм z=10
- Цековка 30,0 без цапфы твердый сплав L=180мм L до хв.=75 мм к/х КМ3
- Цековка 30,0 с цапфой 11,0 к/х КМ3 ВК8
- Цековка 30,0 с цапфой 14,0 твердый сплав КМ3
- Цековка 30,0 с цапфой 16,0 к/х КМ3
- Цековка 30 ВК8 z=2 с цапфой 16,9 к/х КМ3
- Цековка 30,0 с цапфой 17,0 к/х КМ3
- Цековка 30,0 с цапфой 18,5 твердый сплав L=180мм L до хв.=75 мм КМ3
- Цековка 30 с цапфой 20,0 твердый сплав L=180мм L до хв.=75 мм КМ3
- Цековка 30,0 с цапфой 23,0 к/х КМ3
- Цековка 30х12,6х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х12,8х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х12,9х190 к/х Т5К10 со сменной направляющей цапфой КМ3
- Цековка 30,0х16,8х195 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х20,0х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х22,0х195 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,5 с цапфой 11,0 к/х КМ3
- Цековка 32 без цапфы к/х КМ3
- Цековка 32,0 с цапфой 16,0 твердый сплав к/х КМ3
- Цековка 32,0 с цапфой 17,0 к/х КМ3
- Цековка 32,0 с цапфой 18,5 твердый сплав L=180мм L до хв. =75 мм КМ3
- Цековка 32,0 с цапфой 22,0 к/х КМ3
- Цековка 32,0 с цапфой 22,0 Р18 L=225мм L до хв.=130 мм КМ3
- Цековка 32,0 с цапфой 25,0 к/х
- Цековка 32,0 с цапфой 25,0 Р18 L=225мм L до хв.=130 мм КМ3
- Цековка 32,0х20 твердосплавная к/х с цапфой z=4 2350-0778
- Цековка 32,1 с цапфой 16,3 ВК8 L=180мм L до хв.=75 мм КМ3
- Цековка 33 с цапфой 18,0 твердый сплав КМ3
- Цековка 33,0 с цапфой 18,5 твердый сплав КМ3
- Цековка 33,5 Р18 без цапфы. Без центр.отв. к/х КМ3 КИБ
- Цековка 34 без цапфы к/х КМ4
- Цековка 34,5 Р9М4К8 без цапфы к/х КМ3 КИБ
- Цековка 36,0 без цапфы к/х КМ4
- Цековка 38 без цапфы к/х КМ4
- Цековка 38 с цапфой 24,0 ВК8 к/х КМ3
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3 Z=2
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3 Z=2 (+ 2 сменных ножа)
- Цековка 38,0 с цапфой 36,0 твердый сплав L=275мм L до хв.=120 мм к/х КМ4
- Цековка 39 без цапфы к/х КМ4
- Цековка 40 без цапфы к/х КМ4
- Цековка 40 с цапфой 15,0 к/х КМ4
- Цековка 40,0 с цапфой 22,0 Т5К10 L=275мм L до хв. =120 мм к/х КМ4
- Цековка 42 с цапфой 20,0 твердый сплав КМ4
- Цековка 42,0 с цапфой 27,0 твердый сплав КМ4
- Цековка 42,0 с цапфой 30,0 Р9 к/х
- Цековка 44 с цапфой 20,0 ВК8 к/х КМ3
- Цековка 44,0 с цапфой 30,0 твердый сплав L=235мм L до хв.=135 мм КМ3
- Цековка 44,0х34 твердосплавная к/х с цапфой z=4 L-275х60мм 2350-5300-03
- Цековка 45 с цапфой 26,0 к/х КМ4
- Цековка 45,0 с цапфой 41,0 к/х
- Цековка 45,0 с цапфой 41,0 к/х КМ4
- Цековка 45,0х30 твердосплавная к/х с цапфой z=4 L-275х60мм 2350-5300-02
- Цековка 46,0 с цапфой 25,0 ВК8 к/х КМ3
- Цековка 48 без цапфы ВК8 к/х КМ3 L=245 мм
- Цековка 48,0 с цапфой 25,0 ВК8 к/х КМ3
- Цековка 49,0 без цапфы ВК8 к/х КМ3 L=260 мм
- Цековка 50 цапфой 17,0 прямые канавки L=205 мм L раб.=60 мм КМ4
- Цековка 50,0х250х50 z=4 твердосплавная к/х без цапфы 2350-5456 КМ4
- Цековка 50,7 с цапфой 30,5 Т5К10 L=240мм L до хв.=65 мм КМ5
- Цековка 50,7 с цапфой 30,5 Т5К10 L=340мм L до хв. =160 мм КМ5
- Цековка 52 с цапфой 9,0 ВК8 к/х КМ3
- Цековка 55 с цапфой 30,0 ВК8 к/х КМ4
- Цековка 56 с цапфой твердосплавная к/х z=4 L-260мм 2350-5159-04
- Цековка 58 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 59 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 60х40 с цапфой z= 4 твердосплавная к/х 2350-0174
- Цековка 65 с цапфой 35,0 ВК8 к/х КМ4
- Цековка 66 с цапфой 35,0 ВК8 к/х КМ4
- Цековка 90 с цапфой 45,0 твердый сплав КМ4
- Цековка 100 с цапфой 72,0 твердый сплав КМ4
- Цековка под М6 — 11х5х80 ц/х Р6М5 с постоянной направляющей цапфой,хв 8мм
- Цековка под М8 — 15х6,9х100 ц/х Р6М5 с постоянной направляющей цапфой,хв 12.5мм
- Цековка под М10 — 18х8,5х100 ц/х Р6М5 с постоянной направляющей цапфой,хв 12.5мм
- Цековка насадная 20 мм 4638
- Цековка насадная 25х10 мм Р18 МН 727 — 60
- Цековка насадная 32х12 мм 2350-2004 Р18
- Цековка насадная 32,0х13х24 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 33х13 мм ВК8 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 34х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 35х16 мм Р18
- Цековка насадная 36х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 38Х16 мм Р18
- Цековка насадная 38,0х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 38,0х16х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 38,0х20х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 38,5 х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 40 твердосплавная кольцевая
- Цековка насадная 40,0х14 мм с поперечной шпонкой тв. сплав (зенкер с торцевым зубом)
- Цековка насадная 40,0Х16 мм Р18
- Цековка насадная 40,1х16 мм Т15К6 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 42х16 мм тв. сплав с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 42,0х16мм тв.сплав с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 43х14 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 44х19 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 45,5х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 46х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50,0х18 мм Р18
- Цековка насадная 50,0х22 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50,5х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 51х19 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 52х22 мм Р18
- Цековка насадная 53х22 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 53,5 со сменной цапфой 26мм на оправке к/х
- Цековка насадная 55х27мм Р18
- Цековка насадная 57х19 мм Р6М5 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 57,0х20 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 57,5х22 мм Р6М5 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 58х35 мм Р18
- Цековка насадная 60х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 60,0х30 мм Р18
- Цековка насадная 60,0х25х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,0х25х30 Р6М5 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,0х32х35 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,5х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 61х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 65х22 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 65,0х22 мм с поперечной шпонкой (зенкер с торцевым зубом) + оправка КМ4
- Цековка насадная 70х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 70,0х36 мм Р18
- Цековка насадная 75х36 мм Р18
- Цековка насадная 80х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 82х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 85х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 95х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
 8мм
8мм 10мм
10мм 1 с направляющей цапфой.
1 с направляющей цапфой.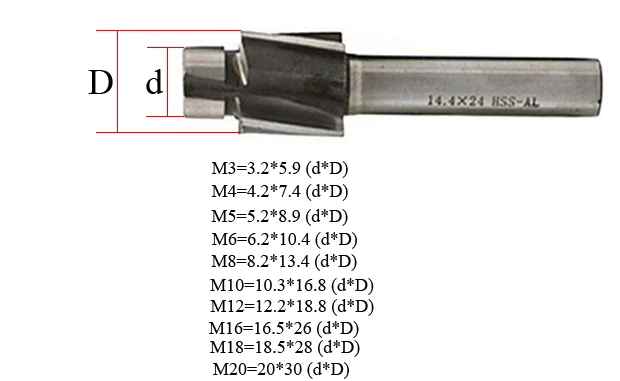 =50 мм КМ3
=50 мм КМ3 сплав со сменной направляющей цапфой КМ3
сплав со сменной направляющей цапфой КМ3 сплав со сменной направляющей цапфой КМ3
сплав со сменной направляющей цапфой КМ3 сплав. со сменной направляющей цапфой КМ3
сплав. со сменной направляющей цапфой КМ3 хв.14мм z=10
хв.14мм z=10 =75 мм КМ3
=75 мм КМ3 =120 мм к/х КМ4
=120 мм к/х КМ4 =160 мм КМ5
=160 мм КМ5 сплав (зенкер с торцевым зубом)
сплав (зенкер с торцевым зубом)
Поставку производим во все регионы России через транспортные грузоперевозочные компании.
Для оформления заказа свяжитесь с отделом продаж ООО «Альянс»
прайс-листы
вернуться на главную страницу
ЦЕКОВКИ ЦИЛИНДРИЧЕСКИЕ ДЛЯ ОБРАБОТКИ ОПОРНЫХ ПОВЕРХНОСТЕЙ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ ГОСТ , ГОСТ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Группа Г23 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т СВЕРЛА СПИРАЛЬНЫЕ С ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ МКС 25. 100.30 ОКП 39 1260 Технические условия Carbide tipped twist drills. Specifications ГОСТ
100.30 ОКП 39 1260 Технические условия Carbide tipped twist drills. Specifications ГОСТ
Подробнее
РАЗВЕРТКИ КОНИЧЕСКИЕ
ГОСТ 10083-81 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т РАЗВЕРТКИ КОНИЧЕСКИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ Е 2 ИНК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва платье из кружева УДК 621.951.7-434.5:006.354 М Е Ж Г О
Подробнее
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Группа Г23 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т СВЕРЛА СПИРАЛЬНЫЕ Технические условия ГОСТ 2 0 3 4-8 0 Twist drills. Specifications МКС 73.060.99 ОКП 39 1202 Дата введения 01.01.82 Настоящий
Подробнее
РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 10047 62 (СТ СЭВ 199 75) РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ГОСТ Технические условия 10047 62 High-speed steel cutting tools. Specifications (CT СЭВ 199
Specifications (CT СЭВ 199
Подробнее
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ
ГОСТ 2 9 0 9 2-9 1 (ИСО 2 5 8 4-7 2 ) М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ Издание официальное БЗ 1-2 0 0 4 ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва декорирование
Подробнее
КОМБИНИРОВАННЫЕ ГОСТ
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 14952-75 СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ Технические условия Combined centre drills. Specifications гост 14952 75* Взамен ГОСТ 14952 69
Подробнее
,-~-_…_.~…~'»-«.,-..:._.,~I
ГОСУДАРСТВЕННЫЙ СОЮЗА ССР СТАНДАРТ ФРЕЗЫ ЦЕЛЬНЫЕ ТОРЦОВЫЕ, НАСАДНЫЕ, ДИСКОВЫЕ ТРЕХСТОРОННИЕ И ДИСКОВЫЕ ПА30ВЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 1695-80 Издание официальное Е r— I- Q\ 1…—— ‘7 ‘. -‘—-,,._
-‘—-,,._
Подробнее
Технические условия *
УДК 621.914.22.025.7:006.354 Группа Г23 Г О С УДАРСТВЕННЫЙ С ТАНДАРТ СОЮЗА ССР ФРЕЗЫ КОНЦЕВЫЕ СФЕРИЧЕСКИЕ, ЦИЛИНДРИЧЕСКИЕ И КОНИЧЕСКИЕ ТВЕРДОСПЛАВНЫЕ ДЛЯ ТРУДНООБРАБАТЫВАЕМЫХ СТАЛЕЙ И СПЛАВОВ ГОСТ Технические
Подробнее
ЗЕНКЕРЫ Зенкep отличия зенкера от сверла
ЗЕНКЕРЫ Зенкep многолезвийный режущий инструмент, предназначенный для предварительной или окончательной обработки просверленных, штампованных или отлитых отверстий Основные особенности и отличия зенкера
Подробнее
МЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ
Г О С У Д А Р С Т В Е Н Н Ы Й С О Ю З А ССР С Т А Н Д А Р Т МЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 6227 80 СТ СЭВ 424 77).’ Издание официальное Е ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
Подробнее
База нормативной документации:
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ОТВЕРСТИЯ ЦЕНТРОВЫЕ Размеры Centre holes.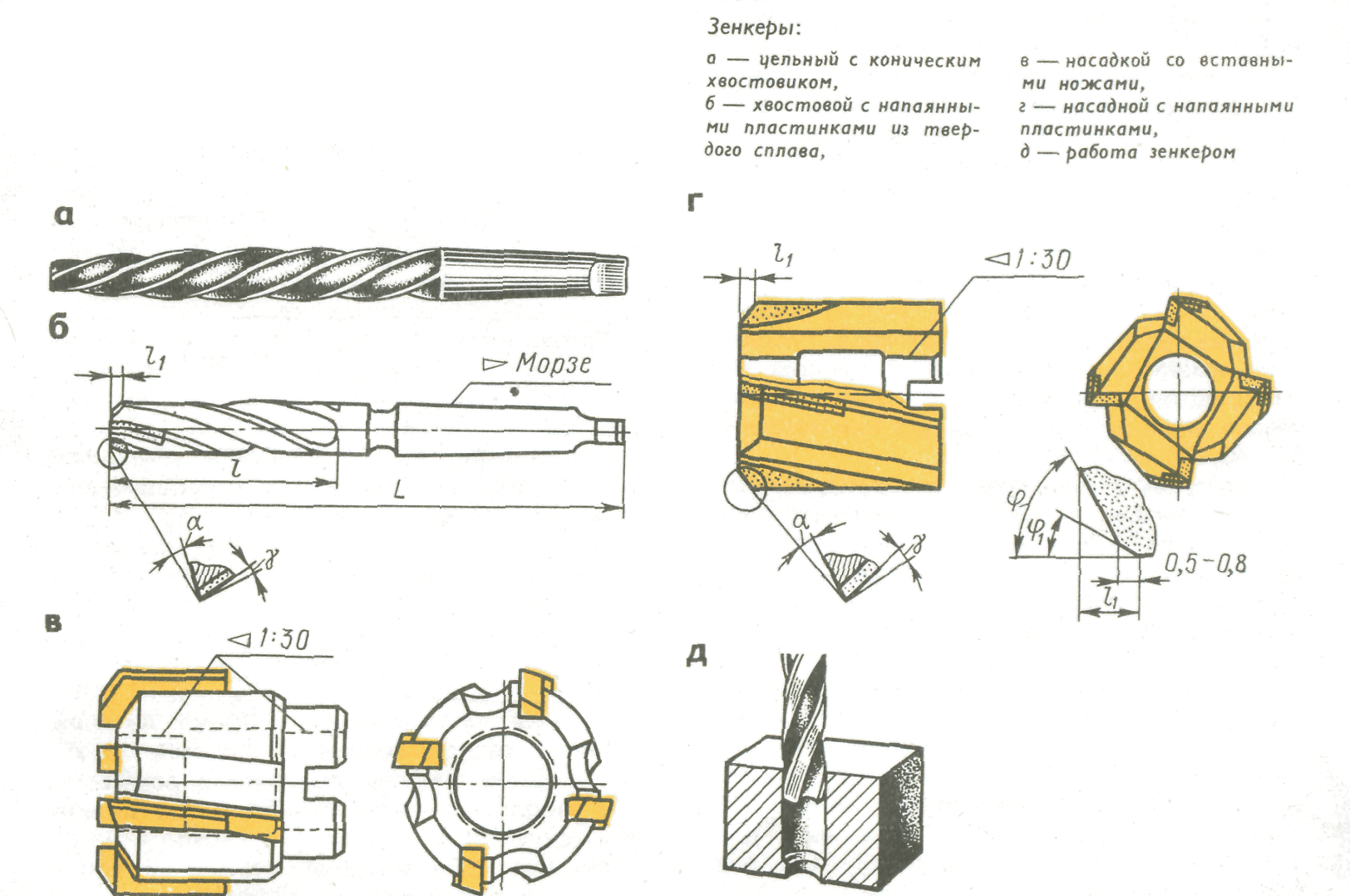 Dimensions ГОСТ 14034-74 Взамен ГОСТ 14034-68 Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября
Dimensions ГОСТ 14034-74 Взамен ГОСТ 14034-68 Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября
Подробнее
М ЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ р е з ь б ы
ГОСТ 6227-80 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т М ЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ р е з ь б ы ТЕХНИЧЕСКИЕ У С Л О В И Я Издание официальное ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва салфетки под тарелки
Подробнее
государсrвенны~h СТАНДАРТ СОЮЗА ССР
УДI( 621.914.28: 006.364 Группа Г23 государсrвенны~h СТАНДАРТ СОЮЗА ССР ФРЕЗЫ дискевыв окп 39 1&55 С МЕХАНИЧЕСI(ИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН Технические условия Disk milling cutters
Подробнее
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 1 4 9 5 2-7 5 Издание официальное Цена 5 коп.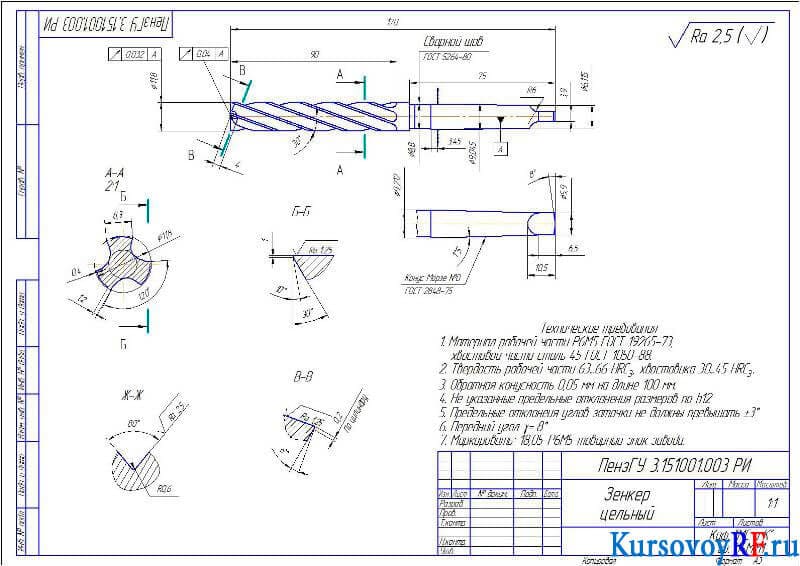 кружевные перчатки купить ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
кружевные перчатки купить ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Подробнее
ТРУБЫ. Метод испытания на раздачу
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ТРУБЫ Метод испытания на раздачу ГОСТ 8694-75* (СТ СЭВ 480-77) Москва ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ 1998 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ТРУБЫ Метод испытания на раздачу
Подробнее
РАШПИЛИ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ
РАШПИЛИ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 6876-79 РАШПИЛИ Технические условия Pasps. Technical conditions гост 6876-79 ОКП 39 2940 Дата введения 01.01.81 Настоящий стандарт распространяется на рашпили, предназначенные
Подробнее
1. ТЕХН ИЧЕСКИЕ ТРЕБОВАН ИЯ
Группа Г23 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Технические условия High-speed steel cutting tools.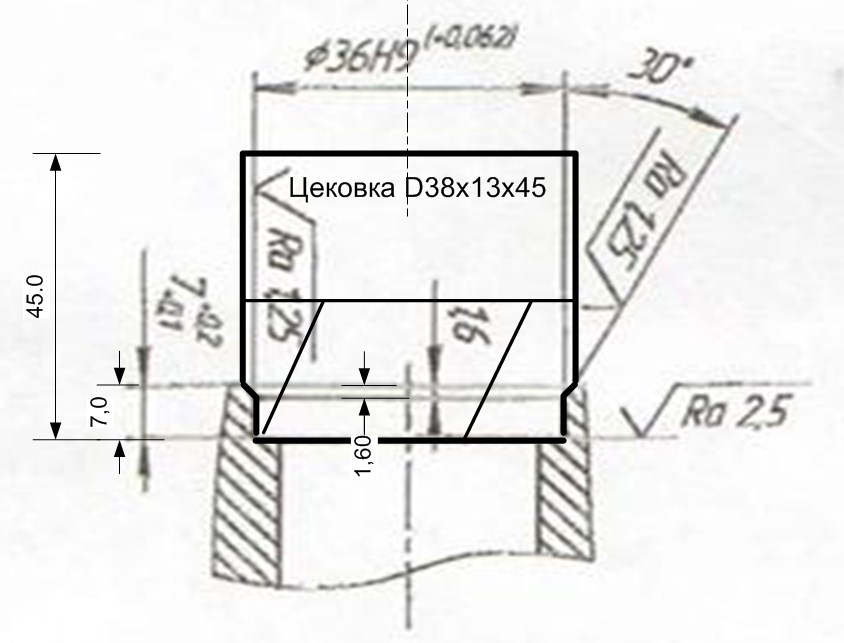 Specifications ГОСТ 10047-62 МКС 25.100.10 ОКП 39 2100 Дата
Specifications ГОСТ 10047-62 МКС 25.100.10 ОКП 39 2100 Дата
Подробнее
ГОСТ Напильники. Технические условия.
ГОСТ 1465-80 Напильники. Технические условия. Срок действия с 01.01.81 в части разд.2 — с 01.01.84 до 01.01.96* * Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации,
Подробнее
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
НАКОНЕЧНИКИ И БОЙКИ АЛМАЗНЫЕ К ПРИБОРАМ ДЛЯ ИЗМЕРЕНИЯ ТВЕРДОСТИ МЕТАЛЛОВ И СПЛАВОВ Технические условия Diamond indenters and hammers for metals and alloys hardness testing machines. Specifications ГОСТ
Подробнее
ФРЕЗЫ КОНЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ
Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т С О Ю З А С С Р ФРЕЗЫ КОНЦЕВЫЕ ТВЕРДОСПЛАВНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 1872 7 Издание официальное Е Цена коп. ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
Подробнее
зачем нужна, разновидности, требования ГОСТ
Если отверстия нуждаются в какой-либо обработке или их диаметр необходимо увеличить, то часто используют так называемые зенкеры — режущий инструмент с лезвиями. Особым подтипом зенкера является цековка.
По конструкции и техническим характеристиками цековка является упрощенной версией зенкера — с ее помощью можно лишь обрабатывать отверстия, но нельзя увеличивать их размеры и форму.
Неопытному человеку может показаться, что подобный инструмент является бесполезным, однако это абсолютно не так — в промышленности он используется очень часто для проведения финальной обработки деталей. Но что такое цековка с технической точки зрения? Какие нормы ГОСТ регулируют процедуру их изготовления? Какие разновидности этих деталей существуют? Ниже мы узнаем ответы на эти вопросы.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Применение
- Обработка различных отверстий стандартного типа, расположенных на опорных плоскостях. Эти отверстия для крепления элементов с помощью болтов, винтов, шайб, специальных фиксирующих колец.
- Финальная обработка торцов различных металлических элементов (цековка по металлу в данном случае нужна для зачистки поверхностей, устранения мелких неровностей и дефектов, связанных либо с неоднородной структурой самого металла, либо с некачественной стартовой обработкой).
Все манипуляции, которые можно выполнять с помощью цековки, называют обобщающим термином цекование. Оптимальный способ цекования — это выравнивание неровной металлической поверхности рядом с отверстием. Такая обработка благоприятно сказывается не только на внешнем виде, но и на физико-эксплуатационных свойствах детали.
В большинстве случаев цековка по металлу используется для обработки стали и сплавов. При необходимости, её можно адаптировать для обработки любых цветных и драгоценных металлов — медь, алюминий, свинец, серебро, золото + различные сплавы.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Требования ГОСТ
В России процедуру изготовления цековок регулирует государственный стандарт ГОСТ 26258-87, а также некоторые вспомогательные нормативные документы (ГОСТ 1050-74, ГОСТ 19265-73 и некоторые другие). В соответствии с этими документами нужно учитывать следующие требования:
- Цековки с малым диаметром (до 8 мм) обладают пониженной прочностью, поэтому они нуждаются в дополнительных правилах эксплуатации. У таких деталей хвостик и цапфа должны быть выполнены в качестве единого элемента (то есть не допускается наличие движущихся частей и уж тем более нельзя делать такие детали разборными). Обратите внимание, что в случае таких деталей также не допускается сварка, поскольку даже самое качественное и точное сварное соединение не позволяет получить деталь высокой прочности, поэтому небольшая сварная цековка быстро сломается, что может привести к снижению качества обработки. Это не пойдет на пользу отверстиям, что может создать аварийную ситуацию.
- Цековки с диаметром более 8 миллиметров обладают повышенной прочностью. Поэтому у них хвостик и цапфа должны быть соединены с помощью сварки. Для соединения отдельных элементов друг с другом используется специальная сверхточная сварка.
- Изготовление цековок с подвижными соединениями без применения сварки допускается, однако оно сопряжено с ограничениями. Поэтому на практике они встречаются достаточно редко.
Все детали согласно ГОСТ должны иметь однородную гладкую поверхность без трещин и неровностей. При обнаружении дефектов деталь признается бракованной и изымается из оборота.
Заключение
Цековка — особая разновидность зенкера, у которой режущие элементы расположены позади торцевой части. Очень удобна для финальной обработки торцевых частей различных отверстий и углублений.
С помощью такой финальной обработки можно улучшить вид детали и создать небольшие углубления. Также с помощью цекования можно повысить технико-эксплуатационные характеристики отверстия.
Цековки, как и зенкеры, делают из металлических сплавов (чаще всего из высокопрочной стали). На режущие элементы могут наноситься специальные элементы. Они делают деталь более прочной и острой — это позволяет обрабатывать сверхпрочные металлические заготовки.
Поделиться в социальных сетях
Цековка ГОСТ, чертежи, конструкция, принцип работы
В автомобилестроении и остальных отраслях товарного производства предъявляют большие требования к болтовым, шпилечным и винтовым соединениям деталей. Одно из условий качества сборки – получение максимально плотного сопряжения головки болта и поверхности детали, для чего последняя обязана быть очень ровной и точно перпендикулярной оси крепёжного отверстия. Данные условия достигаются при помощи специнструмента, цековки.
Область использования
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначен для создания углублений и увеличения качества торцевых поверхностей отверстий в изделиях из металла. Устанавливают её в основном на сверлильных станках, но способна работать также на токарных и фрезеровочных. Инструмент считается вариацией зенковки, таким образом уточняется обозначение цековки и осознание, что это такое и для чего применяется.
Торцевая зенковка, как и другие её разновидности, служит для обработки отверстий, однако она не которая рассчитана на создание больших углублений в теле металла.
Кромки для резки инструмента находятся на срезе зоны для работы цековки, вдоль периметра крутящегося вала. На самом конце размещается направляющая цапфа, которая ставится в просверленное отверстие, соединяя именно так его ось с осью инструмента.
Задачи у цековки такие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- разравнивание внутренних торцевых компонентов детали;
- убирание заусениц и наплывов;
- снятие фасок.
Видно, что торцевые зенковки предоставляют требуемую современными стандартами точность размеров изделий из металла и делают условия нужные для хорошей сборки. А еще ими если необходимо обрабатывает торцы закладных изделий.
Требования государственных показателей к производимым цековкам
Разные характеристики данного осевого инструмента для резки регламентируются в ГОСТ 26258-87 «Цековки цилиндрические для обработки опорных поверхностей под детали крепежа». Требования этого документа распространяются на конструкцию цековок, их размеры, материал, правила маркировки.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, который состоит из хвостовой, рабочей и соединительной частей. При помощи первой они зажимаются в металлообрабатывающем станке. На второй находятся кромки для резки, цапфа, и конкретно она напрямую соприкасается с заготовкой. Третья просто передаёт вращающий момент от производственной установки в зону для работы цековки.
По ГОСТ 26258-87 делаются такие варианты цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с конусообразным хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, как он фиксируется в станке. Цилиндрические концы ставятся в патрон оборудования напрямую, конусообразные применяют переходник, конус Морзе, а для хвостиков под штифтовый замок, необходимо чтобы такой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом подобный инструмент способна работать. Цековки по металлу изготавливаются из быстрорежущей стали и с твердосплавными вставками. Для производства целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В остальных случаях, к примеру в насадных, могут добавляться пластины из твёрдых сплавов. Они увеличивают возможности инструмента, давая возможность обрабатывать заготовки не только из обыкновенной конструкционной стали, но и из чугуна. Крепление вставок выполняется с помощью тоненького слоя припоя из латуни или сплава МНМц 68-4-2. Кол-во лезвий может меняться от 2-ух до четырёх. По длине стержня в зоне работы прорезаны канавки, по которой отвести стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она содержит обратную конусность с постоянным наклонным углом.
При осмотре инструмента обнаружение признаков коррозии, заусениц и трещин в любых местах, а еще сколов и прижогов в зоне работы считается основой для отбраковки.
Отличие цекования от прочих металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и в большинстве случаев перед развёрткой. В процессе убираются небольшие изъяны предыдущей обработки. Специалист убирает шероховатости с поверхности отверстия и добавляет ему правильную геометрию. При цековании вырезаются конусообразные и цилиндрические выемки под головки элементов крепежа и выходит ровная поверхность для хорошего контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) делаются на одинаковом оборудовании. Используют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны подходить установленным чертежами габаритам и требованиям по качествам. Процесс их обработки называют обратной цековкой. Для неё применяются зенковки с очень приличным количеством режущих кромок, порой их число доходит до четырнадцати.
Параметры, задаваемые на станке во время обработки являются расчётными и определяются по существующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, продуктивная и потребная мощность, а еще показатель рациональности, рассчитываемый для подобранного рабочего режима.
Единые правила по работе с цековкой
Используя цековку на производстве, необходимо придерживаться указанных ниже советов:
- Во время обработки внешних плоскостей деталей хвостик инструмент крепится упорной гайкой со штифтовым замком.
- Крепежное отверстие делают за два прохода. В первую очередь его рассверливают, оставляя чуть-чуть на дальнейшую обработку, после, убирая лишнее цековкой, получают соответствующий размер и форму.
- При цековании направляющая цапфа обязана иметь достаточную разницу в размере с отверстием, в другом случае в результате теплового расширения металла детали и самого инструмента, цековка может застрять.
- При разработке выемок для скрывания шляпок крепежных изделий используют цековки с углом на верхушке 90°. Делают меньше угол тогда, когда в процессе обработки становится виден подобный недостаток отверстия как огранка.
- Цекование твёрдых металлов выполняют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, применяют специализированные торцевые зенкеры с одним зубом и радиально расположившейся передней поверхностью.
- Чтобы обеспечивать соосность отделываемой выемки и отверстия, применяют инструмент с направляющей цапфой.
Используют цековку и дома, где работают аналогичные единые правила и рабочие принципы этим инструментом.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
что это такое, требования ГОСТ
Роль цековки по металлу при изготовлении современного оборудования. Типы станков и сфера применения. Конические и цилиндрические цековки. Особенности конструкции. Требования ГОСТ 26258-87 и функции технического контроля при производстве инструмента.
Цековку по металлу используют при вторичной обработке отверстий в конструкциях промышленного оборудования. Это позволяет получить опорную или контактную область с высокой точностью сопряжения. Обработанные отверстия используют для монтажа различных крепежных элементов: болтов, винтов или шпилек. Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Зенкер предназначен для расширения готовых отверстий круглого сечения путем резания лезвиями инструмента. При этом толщина удаляемого слоя металла невелика.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.
У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.
Виды цековок
По форме рабочей части цековки делят на две группы:
- цилиндрические;
- конические.
Угол наклона режущих элементов конических инструментов может отличаться в зависимости от требуемой степени обработки. Наиболее употребительными являются следующие показатели:
Количество лезвий зависит от величины сечения изделия. Коническая форма позволяет выполнить снятие фаски или обработку поверхности под посадку крепежного элемента.
Цековки цилиндрической формы используют при обработке опорных частей изделий. Для этой конструкции предусмотрено два вида исполнения хвостовой части:
- цилиндрическая;
- коническая.
Инструмент с цилиндрическим расположением режущей части применяется гораздо чаще. Согласно требованиям межгосударственных стандартов допускаются следующие виды конструкций:
- С цилиндрическим хвостовиком и несъемной направляющей цапфой.
- С коническим хвостовиком и съемной цапфой.
- Сборная конструкция. Режущая головка и направляющая цапфа являются съемными элементами, которые крепятся на оправке.
- Со сменными хвостовой частью и цапфой. В посадочном гнезде обрабатывающего оборудования крепятся с помощью штифтов.
Конструктивные особенности
Цековка относится к металлообрабатывающим приспособлениям осевого типа. Она включает в себя три составляющие:
- Рабочая часть. На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу.
- Хвостовая часть. Находится с противоположной стороны, фиксируется в патроне станка.
- Соединительная часть. Расположена между вышеуказанными элементами. Ее предназначение – передача крутящего момента от станка к режущим кромкам.
Цековка может представлять собой монолитное приспособление или сборную конструкцию в зависимости от типа исполнения.
Особенность инструмента – торцевое расположение лезвий.
В процессе выполнения работ очень важен механизм удаления снятой металлической стружки. В цековках эту функцию выполняют винтовые каналы, расположенные в боковой части приспособления.
Направляющая цапфа отвечает за качество обработки и угол наклона цековки в процессе выполнения работ. Это достигается благодаря надежной фиксации цапфы после погружения инструмента в отверстие. Таким образом работы ведутся в заданной плоскости, без осевого смещения.
Процесс монтажа цековки не отличается от действия прочих приспособлений осевого типа: хвостовик зажимается патроном станка.
Требования ГОСТ
Цековка ГОСТ 26258-87 производится в соответствии с требованиями, регламентируемыми данным стандартом. Согласно основным положениям, весь инструмент с сечением контактной плоскости, не превышающим 8 мм, должен иметь монолитную структуру. Это относится к приспособлениям с хвостовой частью цилиндрической формы.
Цековки большего диаметра должны быть изготовлены с применением сварочных технологий соединения. При этом хвостовая область и рабочая поверхность должны быть изготовлены из разных марок стали.
На предприятиях, занимающихся изготовлением данного инструмента, должны функционировать отделы технического контроля продукции, проверяющие качество продукции, включая целостность сварного шва. Для контроля используют методы неразрушающего контроля соединения. Наличие пор, трещин или прочих дефектов недопустимо.
Важную роль играет контроль геометрии готового изделия. Допустимое отклонение диаметра цековки составляет 0,16 мм на 100 мм длины.
Цековка играет важную роль при изготовлении деталей для нужд точного машиностроения. Подавляющее большинство отверстий под крепежные элементы современных приборов подвергалось обработке данным инструментом. А вы сталкивались с этим прибором? Согласны ли вы с утверждением, что цекование и зенкование – это один и тот же процесс? Напишите ваше мнение в комментариях.
156730 Цековка комбинированная 1/22 производства GfS и его аналог. ГОСТ.
Цековка комбинированная 1/22 156730 производства GfS является дорогостоящим режущим инструментом по металлу. Наша компания предоставляет услуги по производству аналога данного инструмента, по качеству и характеристикам ничем не отличающим от оригинала, по гораздо выгодной цене. В процессе соблюдаются все требования ГОСТ и Din предъявляемые к изделию Цековка комбинированная 1/22.
Также мы можем произвести данный инструмент с изменением технических характеристик под Ваши требования. Производство нестандартного инструмента, за базовый вариант которого взят Цековка комбинированная 1/22с артикулом 156730 осуществляется как по подготовленным чертежам Ваших специалистов, так и самостоятельно, с помощью нашего проектного отдела, исходя из требований к конечному продукту.
Узнайте больше о заточке:
ГОСТ на 156730 Цековка комбинированная 1/22
На нашем сайте Вы можете ознакомиться с требованиями ГОСТ и Din предъявляемым к режущему инструменту Цековка комбинированная 1/22 производителя GfS. Ниже предствалены ссылки на скачивание документов с полным перечнем требований к данному режущему инструменту.
Если Вы не смогли найти в перечне документов список требований ГОСТ и DIN к Вашему режущему инструменту, обратитесь, пожалуйста, к нашему специалисту по телефону или через форму обратной связи. Он подготовит для Вас все необходимые материалы и отправит Вам на адрес электронной почты
Производство аналогов режущего инструмента компанией Цековка комбинированная 1/22 «КПС»
Помимо возможностей производства аналогов изделия Цековка комбинированная 1/22 с артикулом 156730 мы можем предложить Вам услугу по изготовлению аналогов и другого режущего инструмента производителя GfS. Также ВЫ можете заказать у нас как готовый инструмент так и сделать его на заказ в соответствии с необходимыми техническими характеристиками. На начальном этапе выполнения заказа уточняем у заказчика все детали: материал обрабатываемого концевого инструмента, оборудование, на котором в дальнейшем будет выполняться работа с инструментом, а также согласовываем чертеж. Все это позволяет нам достигать высоких результатов в изготовлении сверл, разверток, фрезы и другого концевого режущего инструмента.
Фото и отзывы клиентов использующих аналог Цековка комбинированная 1/22 производства КПС
Вы можете получить отзывы реальных клиентов использующих инструмент Цековка комбинированная 1/22 нашего производства. По запросу мы предоставим Вам телефоны клиентов, которые заказывают и используют аналог инструмента Цековка комбинированная 1/22 с артикулом 156730. Благодаря отзыву Вы сможете убедится, что качество аналога ничем не уступает оригиналу. При производстве соблюдаются все требования к изделию, используются только качественные материалы и происходит на профессиональном оборудовании и станках
Заточка режущего инструмента Цековка комбинированная 1/22 производителя GfS и его аналогов
Наша компания помимо производства аналогов инструмента предоставляет услуги заточки по недорогой цене. Вы можете заказать данную услугу и значительно сэкономить на приобретении нового режущего инструмента Цековка комбинированная 1/22 с артикулом 156730 или его аналога. Компания «КПС» производит заточку сверл, фрез и зенковок, производя полный цикл обслуживания концевого режущего инструмента: восстановление геометрии, доводку и полировку. Обратитесь к нашему специалисту и согласуйте с ним время и конечную цену на заточку Вашего инструмента
Узнайте больше о:
4 способа заказать аналог Цековка комбинированная 1/22 производства GfS
Вы можете заказать у нас аналог режущего инстумена Цековка комбинированная 1/22 производства GfS одним и следующих способов
- Позвонить нам по телефону, указанному в шапке сайте
- Заказать обратный звонок и выбрать удобное врем для контакта, путем нажатия на кнопку «Заказать обратный звонок» или «Консультация специалиста»
- Отправить запрос через форму обратной связи на странице контактов
- Написать свой запрос в форму онлайн консультанта на наше сайте
Способы доставки аналога Цековка комбинированная 1/22 производства GfS
Доставка инструмента осуществляется следующими способами:
- Путем самовывоза с нашего производства по адресу, указанному на странице контактов
- Доставка путем нашей логистической службы
- Доставка курьерской службой на Выбор заказчика
- Доставка любой другой транспортной компании на выбор клиента
Цена на 156730 Цековка комбинированная 1/22 и способы оплаты
С ценой на производство аналога режущего иснтрумента Цековка комбинированная 1/22 производтсва GfS Вы можете ознакомиться у нашего специалиста. На данный момент доступны следующие способы оплаты:
- Путем безналичного расчета, с предоставлением всех необходимых документов для бухгалтерии
- Наличный рассчет
- Оплата банковской картой. Оплата производится в офисе нашей компании
Giant Oak представляет новые обновления ГОСТа, усиление проверки для выявления лиц, отмывающих деньги, торговцев людьми и других незаконных действий.
В новейшей версии ГОСТа количество поисковых запросов в секунду увеличивается в 4 раза, что дает пользователю больше контроля над ложными срабатываниями.
АРЛИНГТОН, Вирджиния — Giant Oak, лидер в области применения искусственного интеллекта и машинного обучения для нормативных требований и требований безопасности бизнеса и правительства, объявляет о новых обновлениях своего продукта GOST®.Выпуск ГОСТ весны 2021 года повышает производительность разрешения объектов, повышая эффективность и результативность процесса проверки. Кроме того, выпуск Spring 2021 GOST представляет новую инфраструктуру обработки поиска для поддержки крупномасштабного постоянного мониторинга в режиме, близком к реальному времени. Благодаря стратегическим инвестициям одной из крупнейших глобальных фирм по управлению инвестициями, новые обновления ГОСТ могут в четыре раза увеличить скорость поиска для клиента, а это означает, что корпоративные пользователи могут выполнять не более одного миллиона поисков в день для каждого варианта использования из миллиардов источников данных ГОСТ. .Комбинированные улучшения в масштабировании и разрешении объектов позволяют пользователям ГОСТ держать руку на пульсе для больших групп, одновременно обрабатывая эффективный, действенный и высококачественный набор отведений при более низких общих затратах.
«Мы постоянно работаем над улучшением и адаптацией нашей технологии, чтобы расширить возможности наших чемпионов, сообществ пользователей ГОСТ», — сказал Гэри М. Шиффман, доктор философии, основатель и генеральный директор Giant Oak. «Благодаря этим обновлениям ГОСТ у людей появился мощный инструмент на основе машинного обучения, позволяющий легко находить и определять наиболее важную информацию о нужных людях.”
В декабре 2020 года Конгресс одобрил Закон о реформе ПОД — новое законодательство, обязывающее финансовые учреждения применять действенные и действенные подходы, основанные на оценке рисков, для противодействия отмыванию денег и другим финансовым преступлениям. Чтобы соответствовать новым правилам, банки и регулирующие органы должны уделять первоочередное внимание непрерывному скринингу и проверке, а также просматривать все доступные данные, чтобы включать общедоступную информацию.
Большинство продуктов для скрининга и проверки, представленных сегодня на рынке, сопоставляют имена на отдельных артефактах для получения результата без совокупного измерения разрешения на уровне сущностей по артефактам.Этот метод дает более 99% ложных срабатываний в группах мониторинга крупных предприятий. Банки, например, вкладывают значительные средства в сторонние профессиональные услуги, чтобы вручную уменьшить количество ложных срабатываний. Без детального контроля пороговых значений (то есть точности и отзыва) объем служебной работы становится дорогостоящим и неуправляемым.
«Мы с нетерпением ждем этих новых обновлений, которые превзойдут ожидания клиентов и обеспечат более быстрый и эффективный процесс проверки», — сказал Харш Пандия, президент Giant Oak.«Поддержка многонациональной компании, предоставляющей финансовые услуги, сыграла решающую роль в реализации этих разработок. В большинстве инструментов на рынке совпадения ограничиваются структурированными данными — обычно списками, что означает, что пользователь упускает много информации, относящейся к риску. Благодаря обновлениям, доступным для клиентов в выпуске Spring 2021, мы можем уменьшить количество ложных срабатываний и находить больше истинных срабатываний при более низкой общей стоимости почти во всех случаях использования скрининга неблагоприятных СМИ »
Чтобы узнать больше о ГОСТ, посетите www.giantoak.com.
Контактное лицо для СМИ: Desiree Lueckhof
Номер сотового: 703-945-9361
Электронная почта: [email protected]
Giant Oak представляет новые обновления ГОСТ, усиление проверки для выявления лиц, отмывающих деньги, торговцев людьми и других незаконных действий
АРЛИНГТОН, Вирджиния, 9 марта 2021 г. / PRNewswire / — Giant Oak, лидер в области применения искусственного интеллекта и машинного обучения для нормативных требований и требований безопасности бизнеса и правительства, объявляет о новых обновлениях своего продукта GOST®.Выпуск ГОСТ весны 2021 года повышает производительность разрешения объектов, повышая эффективность и результативность процесса проверки. Кроме того, выпуск Spring 2021 GOST представляет новую инфраструктуру обработки поиска для поддержки крупномасштабного постоянного мониторинга в режиме, близком к реальному времени. Благодаря стратегическим инвестициям одной из крупнейших глобальных фирм по управлению инвестициями, новые обновления ГОСТ могут в четыре раза увеличить скорость поиска для клиента, а это означает, что корпоративные пользователи могут выполнять не более одного миллиона поисков в день для каждого варианта использования из миллиардов источников данных ГОСТ. .Комбинированные улучшения в масштабировании и разрешении объектов позволяют пользователям ГОСТ держать руку на пульсе для больших групп, одновременно обрабатывая эффективный, действенный и высококачественный набор отведений при более низких общих затратах.
«Мы постоянно работаем над улучшением и адаптацией наших технологий, чтобы расширить возможности наших чемпионов, сообществ пользователей ГОСТ», — сказал Гэри М. Шиффман, доктор философии, основатель и генеральный директор Giant Oak. «Благодаря этим обновлениям ГОСТ у людей появился мощный инструмент на основе машинного обучения, позволяющий легко находить и определять наиболее важную информацию о нужных людях.«
В декабре 2020 года Конгресс одобрил Закон о реформе ПОД — новое законодательство, обязывающее финансовые учреждения применять действенные и действенные подходы, основанные на оценке рисков, для противодействия отмыванию денег и другим финансовым преступлениям. Чтобы соответствовать новым правилам, банки и регулирующие органы должны уделять первоочередное внимание непрерывному скринингу и проверке, а также просматривать все доступные данные, чтобы включать общедоступную информацию.
Большинство продуктов для скрининга и проверки, представленных сегодня на рынке, сопоставляют имена на отдельных артефактах для получения результата без совокупного измерения разрешения на уровне сущностей по артефактам.Этот метод дает более 99% ложных срабатываний в группах мониторинга крупных предприятий. Банки, например, вкладывают значительные средства в сторонние профессиональные услуги, чтобы вручную уменьшить количество ложных срабатываний. Без детального контроля пороговых значений (то есть точности и отзыва) объем служебной работы становится дорогостоящим и неуправляемым.
«Мы с нетерпением ждем этих новых обновлений, которые превзойдут ожидания клиентов и обеспечат более быстрый и эффективный процесс проверки», — сказал Харш Пандья, президент Giant Oak.«Поддержка транснациональной компании, предоставляющей финансовые услуги, сыграла решающую роль в реализации этих разработок. В большинстве инструментов, представленных на рынке, сопоставления ограничиваются структурированными данными — обычно списками, — что означает, что пользователь упустит много информации, относящейся к рискам. С обновлениями доступный для клиентов в выпуске весны 2021 года, мы можем снизить количество ложных срабатываний и найти больше истинных срабатываний при более низкой общей стоимости почти во всех случаях использования скрининга неблагоприятных СМИ ».
Чтобы узнать больше о ГОСТ, посетите www.giantoak.com.
О Гигантском дубе
В Giant Oak мы создаем надежные инструменты на переднем крае поведенческой науки и искусственного интеллекта, которые позволяют вам принимать быстрые и обоснованные решения во все более динамичной среде безопасности. Технология поиска Giant Oak Search (ГОСТ®) упрощает сортировку. ГОСТ — это инструмент поиска и сортировки с открытым исходным кодом, который создает собственный интернет-домен и систематизирует информацию для обнаружения подозрительного поведения. ГОСТ повторно индексирует открытые и глубокие веб-сайты, чтобы возвращать общедоступную электронную информацию (PAEI) в приоритетных результатах, соответствующих требованиям пользователя.Благодаря развертыванию алгоритмов машинного обучения для уточнения результатов поиска и получения аналитических оценок объекты сортируются по релевантности и уровню угрозы. Для получения дополнительной информации посетите www.giantoak.com.
ИСТОЧНИК Дуб великан
Ссылки по теме
https://www.giantoak.com
cespare / gost: В значительной степени совместимая реализация демона statsd в Go.
Gost — это Go реализация StatsD
демон.
Использование
Установить из исходников:
$ иди на github.com / cespare / gost
Запустите gost с файлом conf.
$ gost -conf /my/config.toml
По умолчанию используется conf.toml . Это репо включает репо conf.toml
это должно вас начать. В нем много комментариев, объясняющих, что все
варианты есть.
Сообщения
Gost в значительной степени совместим со statsd, и любая библиотека statsd, которую вы хотите, должна работать
с ним из коробки. Основное отличие API состоит в том, что датчики не могут быть дельта
значения (они всегда интерпретируются как абсолютные).
Для полноты здесь приводится сводка поддерживаемых сообщений. Все сообщения
отправляется через UDP на localhost на порт, настроенный параметром порт в
конфигурационный файл. Обычно каждое сообщение представляет собой пакет UDP, но несколько сообщений могут
быть отправленным в одном пакете, разделив их \ n символами.
Используются два типа данных: ключей и значений . ключей ascii
строки (подробности см. в разделе «Формат ключа» ниже).[+ \ -]? \ d + (\. \ d +)? $ /
Счетчики
имеют частоту дискретизации, которая имеет тот же формат, что и значение. Это говорит
gost, что счетчик опрашивается с некоторой частотой, и gost делит
значение счетчика по частоте дискретизации, чтобы получить оценку истинного значения.
Счетчики
Счетчик регистрирует появление некоторых событий или других значений, которые могут быть
накапливаются путем их суммирования.
Для каждого счетчика гост записывает две метрики:
-
count: необработанные подсчеты (масштабированные для частоты дискретизации) -
скорость: скорость, в секунду
Синтаксис: <ключ>: <значение> | c (| @ <скорость выборки>)?
Примеры:
рельсы.запросов: 1 | c
page_hits: 135 | c | @ 0.1
Таймеры
Таймеры предназначены для измерения прошедшего времени некоторой операции. Это больше
сложнее, чем другие виды статистики. Для каждой клавиши таймера gost записывает
следующие показатели за каждый период промывки:
-
timer.count: количество записанных вызовов таймера -
timer.rate: скорость поступления вызовов таймера в секунду -
таймер.min,timer.max: минимальное и максимальное значения таймера во время промывки
интервал -
timer.mean,timer.median,timer.stdev: среднее значение, медиана и стандарт
отклонение, соответственно, значений таймера во время интервала промывки -
timer.sum: общая сумма всех значений таймера за интервал. Этот
значение, вместе с таймером. count, может использоваться (какой-либо другой системой) для
вычислить средние значения по промывным ковшам.
Синтаксис: <ключ>: <значение> | мс
Пример: s3_backup: 1411 | ms
Калибры
Датчик — это просто величина, которая меняется со временем. Самое последнее значение
gauge — это результат, который генерирует гост во время каждого смыва.
Синтаксис: <ключ>: <значение> | g
Пример: active_users: 992 | g
Наборы
Набор регистрирует уникальные вхождения некоторого значения.Метрика, отправленная в графит
это количество уникальных значений, которые были даны под определенным ключом во время
интервал промывки.
Синтаксис: <ключ>: <значение> | s
Пример: user_id: 135 | s
Мета-статистика
Gost также отправляет некоторую статистику о себе в графит. Сюда входят:
-
gost.bad_messages_seen: счетчик количества искаженных сообщений gost
получил -
гост.packets_received: счетчик количества пакетов, прочитанных gost, -
gost.distinct_metrics_flasted: индикатор количества статистики, отправленной на
графит во время этой промывки -
gost.distinct_forwarded_metrics_flasted: измеритель количества характеристик
переадресован на другой гост во время этого флеша (см. Встречная переадресация ниже)
Есть еще несколько счетчиков для различных состояний ошибок. Большинство из них также
появляются в журналах stderr.
Статистика ОС
Одна приятная особенность gost заключается в том, что если вы работаете в системе Linux, он может
автоматически отправлять обратно статистику о хосте, включая память, процессор,
информация о сети и диске. См. Пример файла конфигурации
чтобы узнать, как это настроить, и подробную информацию о том, какие счетчики отправляются.
Статистика скрипта
Gost может принимать сообщения через скрипты, которые генерируют сообщения в формате statsd.
в стандартный вывод. См. Файл конфигурации, чтобы узнать о параметрах, которые нужно указать.
каталог сценария и интервал между запусками.
Каждый интервал запуска gost пытается перечислить каталог сценария. Для каждого регулярного
файл в этом каталоге, gost пытается запустить его как исполняемый файл (все одновременно
время). Вывод читается построчно, и каждое из них анализируется как сообщение statsd.
Если одна строка не может быть проанализирована, gost прекращает попытки синтаксического анализа вывода
этот сценарий. Если выполнение длится так долго, что проходит следующий интервал выполнения,
этот сценарий не запускается снова, пока не будет завершен (поэтому не более одной копии
каждый скрипт запускается сразу).
Скрипты выполняются без аргументов из текущего каталога gost. Stdin
и stderr — нулевые устройства. Используется только стандартный вывод. Скрипты должны быть исполняемыми.
Любые ошибки при запуске скрипта (включая ненулевой статус выхода) вызывают
отладочный вывод и мета-статистика.
Интерфейс отладки
Параметр debug_port управляет портом локального сервера, с которого запускается gost.
для отладки. Gost распечатает свои (UDP) вход и (Graphite) выход через TCP в
любой клиент, который подключается к этому порту.Итак, если вы используете debug_port = 8126 как
в примере конфигурации, вы можете подключиться так:
$ telnet localhost 8126
, и вы увидите ввод и вывод госта. Это очень удобно для отладки. Ты
может захотеть отфильтровать только подмножество данных; например:
$ nc localhost 8127 | grep '\ [out \]' # только исходящие сообщения
Формат клавиш
Ключи сообщений Gost формируются из печатаемых символов ascii с несколькими
ограничения, перечисленные ниже.Максимальный размер принятого пакета UDP (который
обычно содержит одно сообщение, но может содержать несколько, разделенных знаком \ n ) составляет 10 Кб;
это устанавливает единственное ограничение на длину ключа.
| исходный символ | преобразован в | причина |
|---|---|---|
| новая строка | ошибка | новых строк, конец сообщений гостя |
: | ошибка | двоеточия конец ГОСТ ключи |
| место | _ | графит использует пространство в своем формате сообщения |
/ | – | графит не может обрабатывать / (ключи — это имена файлов) |
<, > | удалено | графит не обрабатывается < (> исключены из соображений симметрии) |
* | удалено | графит использует * в качестве подстановочного знака |
[, ] | удалено | используется [...] для соответствия набора символов |
{, } , | удалено | используется {...} для сопоставления нескольких элементов |
Кроме того, обратите внимание, что завершающий . на ключе будет игнорироваться Graphite, поэтому
foo. совпадает с foo .
Встречная переадресация
Вместо отправки в графит гост может пересылать метрики (только счетчики) в
еще один гост, который в свою очередь отправляет на графит.
Включите пересылку, установив опцию forwarding_addr для сетевого адреса
госта, на который направить. Затем, чтобы переслать счетчик, добавьте к нему префикс f | :
f | web.requests: 1 | c
Этот счетчик не будет сброшен на графит, а будет отправлен экспедитору.
гост.
Чтобы включить gost в качестве сервера пересылки (т. Е. Он будет принимать перенаправленные сообщения
в дополнение к обычным сообщениям UDP) установите для параметра forwarder_listen_addr привязку
адрес для прослушивания пересылаемых сообщений.Вы также можете использовать
forwarded_namespace параметр для управления пространством имен, применяемым к перенаправляемым
статистика.
Мотивация: Неудобно всегда суммировать графитовые запросы
на всех ваших серверах - часто вы заботитесь только о глобальном подсчете. Но
графит не складывает счетчики для вас, когда он их проглатывает. Получить
вокруг этого некоторые люди используют топологию сети, в которой они пересылают все свои
метрики в единую статистику по сети. У этого есть большие недостатки:
- Это с потерями (UDP)
- QPS действительно ограничен в такой настройке
- Очень много сетевого трафика
При встречной переадресации вы можете получить множество преимуществ без
Недостатки:
- Переадресация между гостями осуществляется по TCP
- Gosts сбрасываются только один раз каждые N миллисекунд, поэтому необработанная статистика не пересекает
сеть - Протокол пересылки - эффективный двоичный формат
- Таким образом можно обрабатывать большой объем показателей
Конечно, это все еще единственная точка отказа в вашей коллекции метрик.
система, но если вы используете Graphite, вы, вероятно, все равно это получили.
Я предлагаю вам разместить ваш инстанс экспедитора gost рядом с Graphite.
Экземпляр gost может пересылать счетчики самому себе.
Тюнинг
Если вы пытаетесь поместить в гост много статистики, она может начать падать.
Сообщения. Это может быть связано с тем, что ваша ОС использует очень ограниченный объем буфера.
для сокета UDP. Обычно вы можете настроить это; в моей системе Linux для
Например, я могу увеличить пределы, используя sysctl:
# 25MiB размеры буфера чтения и записи
сеть.core.rmem_max = 26214400
net.core.rmem_default = 26214400
net.core.wmem_max = 26214400
net.core.wmem_default = 26214400
При такой настройке ваш гостевой экземпляр должен легко справиться с сотнями
тысяч сообщений в секунду на умеренном оборудовании.
(Это, конечно, вызовет большую нагрузку на систему, и обычно вам нужно
используйте выборку, чтобы ограничить gost qps до чего-то разумного. [a-zA-Z0-9 \ -_ \.] + $ / ; гост больше
разрешительный (см. Формат ключа выше).
настраиваемый.
их меньше)
отбрасывание сообщений.В моих ненаучных тестах на моей машине разработчика Linux я получил
statsd примерно до 80 тыс. запросов в секунду, прежде чем он начал отбрасывать сообщения, в то время как gost получил
до 350k + qps без потери сообщений.
| Платформа | Инструменты LPC |
| Представление | ± 2.Точность расхода 5% |
| Отраслевые стандарты | ASTM D7619-12, количество / мл, DEFSTAN 91-91, ГОСТ 17216-2001, ISO 4406, NAS 1638, NAVAIR 01-1A-17, исходное количество, SAE AS 4059, определяется пользователем |
| Источник света | Затемнение света |
| Интервалы калибровки и варианты | 1 год: ISO-MTD, PSL |
| Диапазон анализа размера частиц | 1.3 - 100 мкм (в) |
| Потеря совпадения | 5% при 40 000 частиц / мл (по методу ISO-11171: 2010) |
| Объем образца | 5-50 мл |
| Пропускная способность | Программируемые от 1 до 10 (усредненные) |
| Совместимость жидкостей | Akso Fyrquel ™, спирты, альдегиды, ароматические соединения, дизельное топливо, сложные эфиры, эфиры, реактивное топливо (JP4, JP5 и другие), керосин, кетоны, MIL-H-5606, MIL-H-83282, Marston Bentley HW 540, Минеральное масло, Mobile Zerol ™ 150, Monsanto Coolanol ™, Monsanto Skydrol ™, Shell Tellis ™, растворитель Стоддарда, вода |
| Диапазон концентраций | от 0 до 40000 частиц / мл |
| Работа в сети | Да (адаптерная чашка в комплекте) |
| Объемы тары | Флакон: 5-50 мл, онлайн: 5-999 мл |
| Хранилище данных | 3000 индивидуальных заездов |
| Составление отчетов | Внутренний принтер, PDF, TSV, необработанные подсчеты, определяемые пользователем |
| Аккумулятор | Литий-ионный |
| Время работы от аккумулятора | 6 часов |
| Время зарядки аккумулятора | 4 часа |
| Смачиваемые материалы | Нержавеющая сталь, хромированная латунь, сапфир, PEEK, PTFE, FFKM, LDPE |
| Подсчет эффективности | соответствует JIS B9925: 1997 |
| Подсчет индикации сигналов тревоги и циклов | Счетчик, разница в процентах частиц, совпадение, система, необходимость калибровки, вывод сигналов тревоги потока или системы через порт ввода / вывода |
| Диапазон температур | Температура зарядки: ограничена до 40 ° C, Диапазон температур жидкости: от 0 до 90 ° C (при температуре окружающей среды 25 ° C), Диапазон рабочих температур: от 0 до 50 ° C, Диапазон температур хранения: от -40 до + 70 ° C |
| Ограничения по влажности | относительная 20-95% (без конденсации) |
| Требования к питанию | Вход постоянного тока: 24 В постоянного тока, 2.5 А максимум, 100-240 В переменного тока, 50/60 Гц, 90 Вт |
| Отображать | 5-дюймовый ЖК-дисплей |
| Режимы работы | Бутылка / Интернет / Тележка с фильтром |
| Масса | 9.2 кг (20,3 фунта) |
| Ширина | 32 см (12,6 дюйма) |
| Глубина | 20,3 см (8 дюймов) |
| Высота | 42.5 см (16,7 дюйма) |
| Цвет | серый |
| Количество в упаковке | 1 |
Призрак (перк) | Call of Duty Вики
- Для использования в других целях, см Призрак.
Ghost - перк 1-го уровня, представленный в Call of Duty: Black Ops , Call of Duty: Black Ops II , Call of Duty: Black Ops III , Call of Duty: Infinite Warfare и Call of Duty Online , перк уровня 2 в Call of Duty: Mobile , Call of Duty: Modern Warfare и перк Tear 3 в Call of Duty: Black Ops 4 и Call of Обязанность: Black Ops Cold War . Он похож на БПЛА Jammer, Camouflage и Cold-Blooded, поскольку он скрывает игрока от активного вражеского БПЛА.
Call of Duty: Black Ops
Призрак
Цена
2000 г.
Призрак предотвращает отображение игроков на радаре, когда вражеский самолет-шпион находится в воздухе, аналогично тому, как работают Глушитель и Камуфляж БПЛА. Ghost также дает возможность носить костюмы гилли без использования снайперских винтовок в многопользовательской игре.
Версия Ghost Pro предотвращает автоматические серии убийств, за исключением Dogs, от атак на игрока (в версии для Wii это защищает игрока только от Attack Dogs).Кроме того, он удаляет красную рамку, которая отмечает цели для контролируемых игроком серий убийств, таких как боевой корабль (обратите внимание, что попытка сбить их с помощью ракет может подвергнуть игрока врагу, так как дымовой след легко обнаружить) . Это также не позволяет игроку светиться белым в инфракрасном прицеле или в шипе камеры. Кроме того, Ghost Pro скрывает игрока от способности Tactical Mask Pro показывать местоположение врагов, на которых игрок воздействовал с помощью сотрясательной гранаты или светошумовой гранаты.Наконец, красный перекрестие и имя не отображаются, когда враг целится в игрока, использующего Ghost Pro. Тем не менее, Aim Assist по-прежнему нацелен на пользователей Ghost Pro.
Вопреки описанию Ghost в игре, ни Ghost, ни Ghost Pro не будут защищать игрока от SR-71 Blackbird, собак (кроме версии для Nintendo Wii) или датчиков движения.
Вызовы профессионалов
- Скрытые убийства - Убейте 20 врагов, пока у них активен самолет-шпион или Черный дрозд.
- Уничтожить самолет - Уничтожить 30 самолетов любой пусковой установкой, не относящейся к серии убийств (например, M72 LAW или Стрела-3).
- Уничтожить турель - Уничтожить 1 турель.
Галерея
Call of Duty: Black Ops II
Призрак
- " БПЛА не могут быть обнаружены вражескими БПЛА во время движения, установки или обезвреживания бомб или во время контроля Scorestreaks. "
- - Внутриигровое описание.
Призрак возвращается в Call of Duty: Black Ops II , но он был немного изменен; БПЛА не могут обнаружить игрока во время движения с приличной скоростью, установки или обезвреживания бомбы в режиме «Поиск и уничтожение» или «Снос», а также при использовании управляемых полос очков, за исключением «Удар молнии».Следует отметить, что игрок должен постоянно перемещаться с определенной скоростью по карте, чтобы защититься от БПЛА; просто двигаться по небольшому кругу или вперед и назад в одном и том же месте со скоростью ходьбы не сработает. Ghost не защищает игрока от орбитального VSAT. Желтая стрелка на мини-карте немного потускнеет, когда Призрак активен.
Точная минимальная скорость, которую должен двигаться игрок, чтобы Призрак оставался активным, составляет половину нормальной максимальной скорости ходьбы с пистолетами-пулеметами, дробовиками или пистолетами.Это означает, что при движении при прицеливании из некоторого оружия игрок не сможет поддерживать скорость, необходимую для Призрака. Эта проблема затрагивает следующие виды оружия: штурмовые винтовки, легкие пулеметы, снайперские винтовки, гранатометы, арбалет, машину смерти и военную машину. Тем не менее, установка регулируемого приклада на штурмовую винтовку или ручной пулемет увеличивает скорость его движения и прицеливается настолько, что Ghost снова работает. [1]
Сравнение призраков на миникарте.(Желтая стрелка тускнеет слева, если у игрока активирован Призрак)
Добавить фото в эту галерею
Call of Duty: Black Ops III
Призрак
- " БПЛА не могут быть обнаружены вражескими БПЛА во время движения, установки или обезвреживания бомб или во время контроля Scorestreaks. "
- - Внутриигровое описание.
Призрак возвращается в качестве перка первого уровня в Call of Duty: Black Ops III и открывается на 38 уровне.Он функционирует так же, как и его воплощение в Black Ops II , хотя и немного ослаблено; была увеличена скорость, с которой игрок должен двигаться, чтобы Ghost оставался активным, что не позволяет игрокам активировать Ghost, приседая с любым оружием или двигаясь во время прицеливания из штурмовых винтовок, снайперских винтовок и LMG с прикрепленным прикладом, а также при прицеливании пистолеты. Пистолеты-пулеметы и дробовики по-прежнему поддерживают Ghost активным при движении при прицеливании с прикладом, но не могут этого сделать без ложа.
Call of Duty: бесконечная война
Призрак
- " Невидимость для БПЛА и радаров. "
- - Внутриигровое описание.
Призрак возвращается в Call of Duty: Infinite Warfare . Это делает пользователя невидимым для БПЛА. Подобно версии Call of Duty: Black Ops , она остается активной, даже когда пользователь не двигается. Этот перк напрямую противодействует БПЛА и трейту Пинг Варфайтера. Он открывается на 18 уровне.
После исправления было сделано, что Advanced UAV теперь может противостоять пользователям Ghost в любое время.
Call of Duty: Black Ops 4
Призрак
Призрак возвращается в Call of Duty: Black Ops 4 .
Call of Duty: мобильный
Призрак
- " БПЛА противника не могут определить вашу позицию. "
- - Описание
Призрак возвращается в Call of Duty: Mobile в качестве перка 2-го уровня. Благодаря его функциям вражеские БПЛА не могут определить вашу позицию во время движения.
Call of Duty: Modern Warfare (2019)
Призрак
Открывается на
Уровень 24 (Сержант IV)
- " Необнаруживается БПЛА, РЛС-дронами и датчиками сердцебиения. "
- - Внутриигровое описание.
Призрак возвращается в Call of Duty: Modern Warfare в качестве перка 2-го уровня. Как и в предыдущих играх, он делает пользователя невидимым для БПЛА, а также для персональных радаров и датчиков сердцебиения. Он открывается на 24 уровне.
Пользователи-призраки все еще видны, когда активен усовершенствованный БПЛА, но они отображаются в виде красных точек вместо стрелок.
До изменения баланса перка 1.14.0 он также давал иммунитет к моментальным гранатам.Эта черта была перенесена в перк Battle Hardened.
Call of Duty: Black Ops Холодная война
Призрак
- " Необнаружимы вражескими самолетами-шпионами, когда вы двигаетесь, устанавливаете или обезвреживаете бомбы, или контролируете Scorestreaks. "
- - Внутриигровое описание.
Призрак возвращается в Call of Duty: Black Ops Cold War .
Общая информация
Call of Duty: Black Ops
- Использование ракет Valkyrie будет засчитываться в профессиональном испытании «Уничтожить самолет», даже если в нем говорится, что игрок не может использовать пусковую установку серии убийств.
- Арктический спецназ с Призраком использует модель лица Дмитрия Петренко.
- При игре в Domination комментатор команды не объявляет, что игрок теряет флаг, если его захватил игрок с Ghost Pro.
- Существует плейлист «Экспресс», в котором нельзя использовать «Призрак» и «Второй шанс».
- В трейлере настройки Ghost сделал игроков невидимыми для Blackbirds.
- На значке изображен солдат с M4, недоступный игроку в Black Ops .
Call of Duty: Black Ops II
- Диктор не будет уведомлять игрока о вражеских полосах очков и захватах объектов, если враг, который вызвал серию очков или захватил цель, использовал Призрака.
- В первую секунду появления игрока перк активен.
Номер ссылки
Призрачные и темные типы в центре внимания
В новом месяце Pokémon Go обновил задачи полевых исследований, которые сосредоточены на покемонах призраков и темных типов.
Конечно, эти два типа обычно ассоциируются с Team Rocket, но также и с Хэллоуином, к которому команда Pokémon Go готовит тренеров. Mega Gengar дебютирует в Pokémon Go в конце месяца, а специальное событие на Хэллоуин внесет в мобильную игру еще больше жуткого совершенства. Но до тех пор игроки могут выполнять определенные задания в течение всего месяца, чтобы встретиться со специальными покемонами.
Муркроу и Сумеречный Алк - награды за выполнение исследовательских заданий Pokemon Go в октябре.Компания Pokemon / NewsGeek
POKEMON GO ЗАДАЧИ ИССЛЕДОВАНИЯ В ОКТЯБРЕ Ноябрь.
Некоторые задачи полевых исследований остались такими же, как и в прошлые месяцы, например, рейды, в ходе которых награждаются ископаемые покемоны. Тем не менее, в большинстве из них добавлены покемоны Призрачного и Темного типа.
- Выиграйте рейд 3 или выше - Omanyte или Kabuto
- Победите двух Team Go Rocket Grunts - Sableye
- Выиграйте 5 рейдов - Aerodactyl
- Выиграйте рейд - Litwick
- Catch 5 Weather Boog или Vulpix
- Поймайте 3 покемонов призрачного типа - Duskull
- Поймайте 10 покемонов - Мэджикарп
- Используйте 5 ягод, чтобы помочь поймать покемонов - Муркроу
- Поймать 3 покемонов с помощью Weather Boost - Drifblim
- Поймать дракона
- Дайте своему приятелю покемону 3 угощения - Stunky
- Hatch an Egg - Beldum
- Сделайте 3 отличных броска - Gastly, Anorith, Lileep
- Сделайте 5 отличных бросков подряд на Curveball - Spind4a
- Сделайте 5 хороших бросков - Voltorb
- Сделайте 3 отличных броска подряд - Оникс
Броски подряд - Larvitar
- Усильте покемона 5 раз - Mega Beedrill Energ y (x10), Bulbasaur, Charmander или Squirtle
- Evolve a Pokémon - Eevee or Haunter
- Transfer 3 Pokémon - Alolan Rattata
- Trade a Pokémon - Misdreavus
- Отправить 3 подарка друзьям - Shuppet
- Скрытно убейте вражеского лидера, называемое «резней».
- Убейте семь врагов, не получив урона (при этом прогресс будет сброшен).
НА КОТОРЫХ ПОКЕМОНАХ ФОКУСИРУЕТСЯ
С включением Mega Evolution в Pokémon Go, появилось несколько покемонов, которых тренеры захотят попытаться поймать в течение октября.
Mega Gengar дебютирует в Pokémon Go в конце месяца, а его предварительные эволюции, Gastly и Haunter, будут доступны в качестве наград в октябре. Выполнив награду «Сделайте 3 отличных броска», тренеры с вероятностью 33% встретят Гастли. Призрак также доступен после выполнения задания «Развитие покемона».
Попробуйте выполнить столько из этих заданий, чтобы получить Гастли с высоким IV и собрать столько конфет, чтобы усилить выбранный вами Генгар.
Два других покемона призрачного типа получают Mega Evolutions, но пока неизвестно, когда они дебютируют в Pokémon Go . Саблей и Банетт получат Mega Evolutions в популярной мобильной игре в будущем, но тренеры могут использовать этот месяц, чтобы найти покемонов, которых они в конечном итоге захотят Mega Evolve.
Завершите задание «Победить 2 Team Go Rocket Grunts», чтобы получить Sableye, и выполните задание «Отправить 3 подарка друзьям», чтобы получить Shuppet в течение октября.
Что вы думаете о наградах за полевые исследования в Pokémon Go за октябрь? Какой ваш любимый Покемон Призрачного или Темного типа? Дайте нам знать в комментариях.
Призрак Цусимы: как разблокировать стойки
Борьба с бандитами и солдатами в Ghost of Tsushima требует, чтобы у вас были правильные боевые стойки, специальные приемы боя на мечах, которые позволят вам противостоять определенным врагам и оружию. Вы начнете только с одной, но мы научим вас , как разблокировать новые стойки , чтобы вы всегда были готовы к любому врагу.
На этой странице:
Как разблокировать стойки в Ghost of Tsushima
Вы можете разблокировать новые стойки в Ghost of Tsushima, убивая или наблюдая за вражескими капитанами монгольской армии, которые почти всегда находятся в крепостях.Когда вы входите в крепость, вы часто будете получать указание, есть ли она, так как будет бонусная цель для наблюдения за вражеским капитаном. Мы объясним это ниже, а пока просто знайте, что они являются ключом к открытию новых стоек и стилей боя. Также есть пятая стойка, Ghost Stance, которая откроется в определенный момент основного сюжета. Мы описали, как это работает ниже.
Убивая или наблюдая за лидерами, вы получите больше стоек. | Джоэл Фрэйни / USG, Sucker Punch Productions / Sony
Все боевые стойки
В Ghost of Tsushima можно разблокировать пять стоек, каждая из которых предназначена для противостояния определенному типу врагов.Мы изложили их все ниже, а также то, как вы меняете стойки после их разблокировки (если вам нужны дополнительные элементы управления, ознакомьтесь с нашим руководством здесь).
| Stance | Эффективно против: | Количество слотов для изучения: | Ввод кнопки | ||
|---|---|---|---|---|---|
| Stone | Swordsmen | None | R2 + X | 3 | R2 + Круг |
| Ветер | Копейщики | 8 | R2 + Треугольник | ||
| Moon | Brutes | 12 | R2 + Square | ||
| L3 + R3 |
Изучение новых стоек
Каждый раз, когда вы наблюдаете за вражеским капитаном или убиваете его, в вашем индикаторе прогресса заполняется новая ячейка для изучения следующей стойки.Вы не можете выбрать, какой из них выучить или в каком порядке, он всегда указан ниже. Также стоит отметить, что перечисленные слоты не суммируются - после изучения водной стойки ваш прогресс вернется к нулю, и вам нужно будет получить восемь новых слотов, чтобы изучить стойку ветра.
Чтобы выучить стойки как можно быстрее, вам нужно понаблюдать за капитаном, прежде чем убивать его, чтобы получить два слота прогресса от одного врага. Мы рассмотрим первый из них ниже.
Как наблюдать за капитанами
Когда вы приближаетесь к монгольской крепости, велика вероятность, что внутри будет капитан.Подойдите к нему незаметно и используйте свой внимательный слух, чтобы найти NPC, выполняющего боевые замахи, даже когда вокруг никого нет. Это будет тренировка капитана. Подходите к ним тайно и незаметно, потому что они прекратят тренироваться, если их каким-либо образом предупредят о вашем присутствии. На расстоянии примерно тридцати метров над их головой будет значок, подталкивающий вас держать R2. Удерживайте ее непрерывно около пяти секунд, и вы получите слот прогресса.
Наблюдение за тренировками капитанов, хотя и неприятное, может помочь вам лучше узнать стойки.| Джоэл Фрэйни / USG, Sucker Punch Productions / Sony
Если вам нужны все гиды, которые вам когда-либо понадобятся в Ghost of Tsushima, почему бы не заглянуть в нашу полную версию Guides Hub здесь? Будь то боссы, предметы коллекционирования или лучшие доспехи и оружие, у нас есть все, что вам нужно для освобождения Цусимы.
Убийство капитанов
Убийство капитана всегда приносит вам второй слот прогресса, независимо от того, наблюдали вы за ним или нет, даже если вы убьете его с помощью убийства.Однако в некоторых крепостях вы будете вынуждены пойти на дуэль, капитан не появится, пока все не уйдут, а это значит, что вы не сможете наблюдать. Вместо этого просто победите их как обычно и сделайте следующий шаг.
Каменная стойка
Стартовая стойка по умолчанию - Stone Stance, более медленная стойка, предназначенная для парирования, блокировки и отражения. Он идеально подходит против фехтовальщиков и многих стандартных врагов, в сочетании с тяжелой атакой, которая действует как пронзающий удар. Если вы не знаете, что еще использовать, Stone Stance - хороший универсал.
Водная стойка
Water Stance - первая, которую вы разблокируете, и она лучше всего подходит для борьбы с врагами с помощью щитов. Он состоит из широких размашистых движений, используемых для отбрасывания врагов и ошеломления, с разблокируемой комбинацией, которая выполняет множество быстрых движений.
Стойка ветра
Созданная для победы над копьеносцем, стойка ветра предназначена для выпадов и атак, которые покрывают расстояние, отступая и прыгая вперед, чтобы атаковать противника. У него также есть специальный удар тайфуна, который может отбросить врага и сделать его уязвимым для последующих ударов.
Лунная стойка
Последняя стойка, которую нужно разблокировать с помощью убийства капитанов, Лунная стойка предназначена для борьбы с тяжелыми противниками и животными, ошеломляя и отбрасывая их тяжелыми ударами, не говоря уже о вращающейся атаке, которая может отбросить практически любого врага.
Стойка призрака
Легко самый мощный из них, Ghost Stance - это мощный специальный режим, который позволяет вам убить любого врага одним ударом, разблокированный после определенного боя с боссом в кампании.Ghost Stance - это не то, на что вы можете переключиться в любое время, это временный эффект, который вы можете активировать одним из двух способов:
Когда значок в правом нижнем углу экрана заполнится, вы можете нажать L3 + R3, чтобы активировать Призрачную стойку, временное усиление, при котором вы убиваете всех врагов одним ударом и часто заставляете выживших спасаться бегством.Часто это гарантированная победа против больших групп врагов, которую лучше всего использовать для больших столкновений.
Надеюсь, у вас хорошая позиция по поводу великолепного контента о Цусиме, потому что у нас его в избытке.