Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
06Дек
Содержание статьи
- Сваривание вертикала
- Общие определения
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
 То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
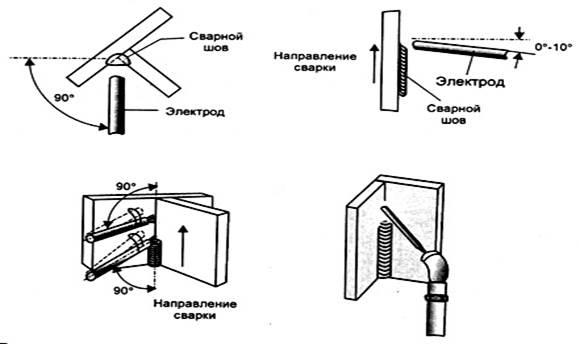
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.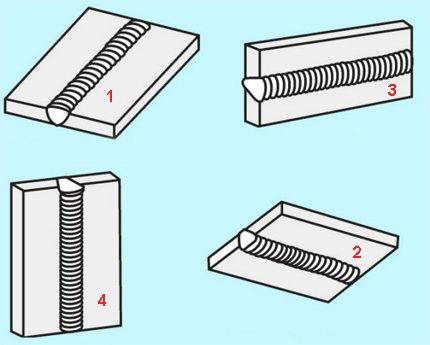
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу.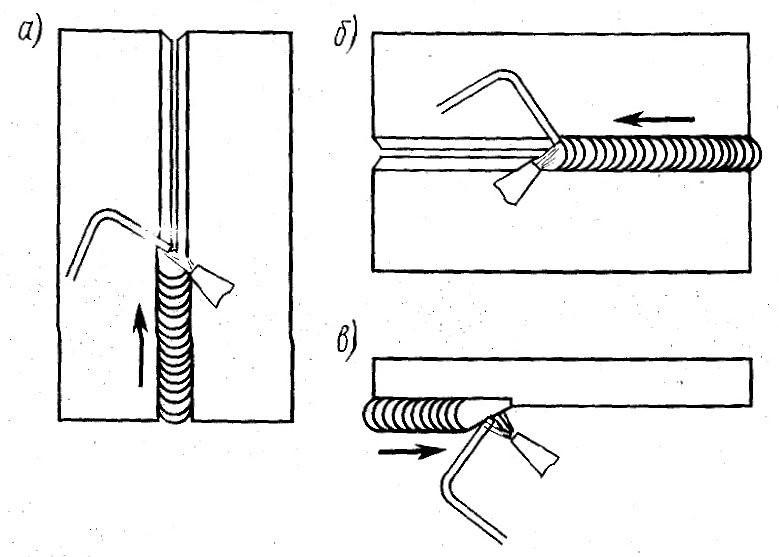 Очень характерно для вертикалов или углов.
Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Как правильно варить вертикальный сварочный шов для начинающих
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва.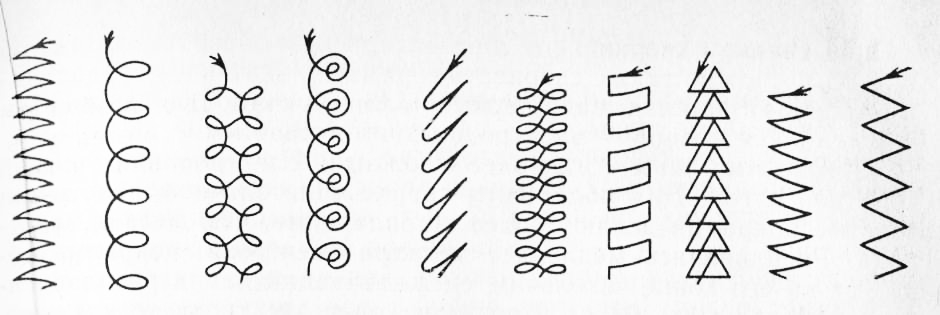 Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
 Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
 Примером можно назвать марки ЛНО-9 и ВСЦ-2.
Примером можно назвать марки ЛНО-9 и ВСЦ-2.Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
 Если будет угол, то дуга может быть нестабильной.
Если будет угол, то дуга может быть нестабильной.Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
технология работ, меры безопасности и видео
Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
Основы методы электросварки
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление. В него начинают лить расплавленный металл, который является результатом сгорания электрода. По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Сила тока
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Чтобы правильно подобрать силу тока, следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
- сталь;
- нержавеющая сталь;
- алюминий.

Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса.
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах.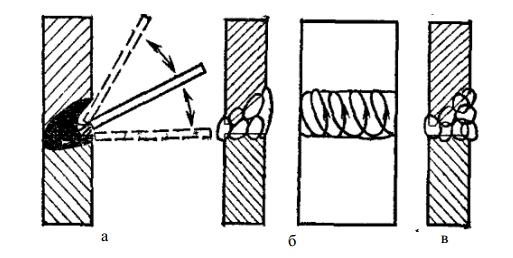 Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей. При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки.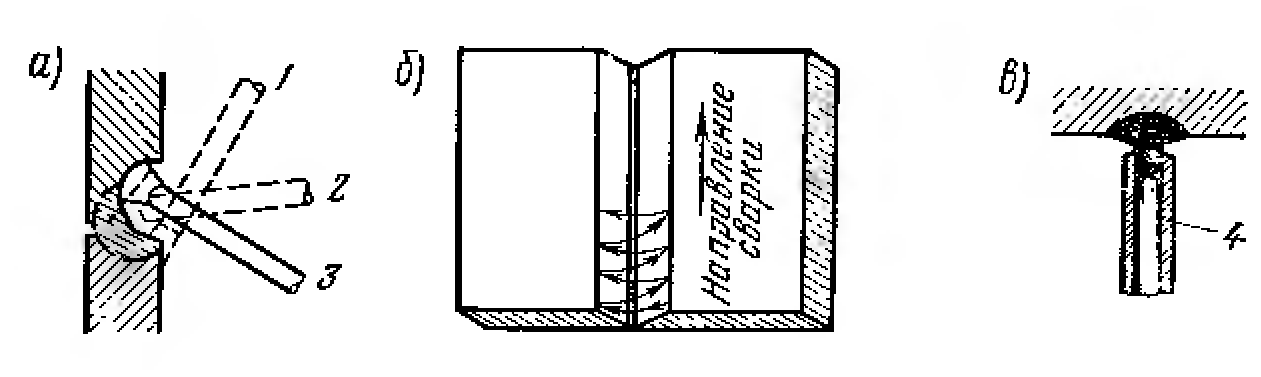 С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины, необходимо тщательным образом обследовать полученные соединения. Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор. В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.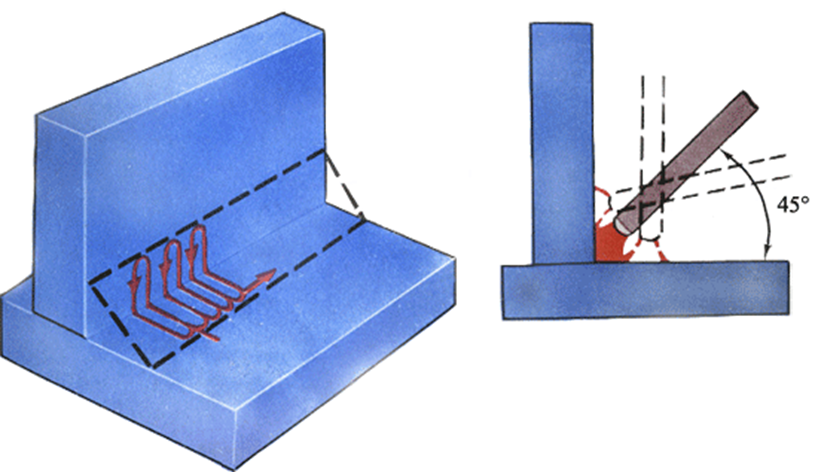
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва, пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности.
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание. Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма. Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
Оцените статью: Поделитесь с друзьями!
Сварка вертикального шва — ВИДЕО правильной сварки металла
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Как варить вертикальный шов — Ковка, сварка, кузнечное дело
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
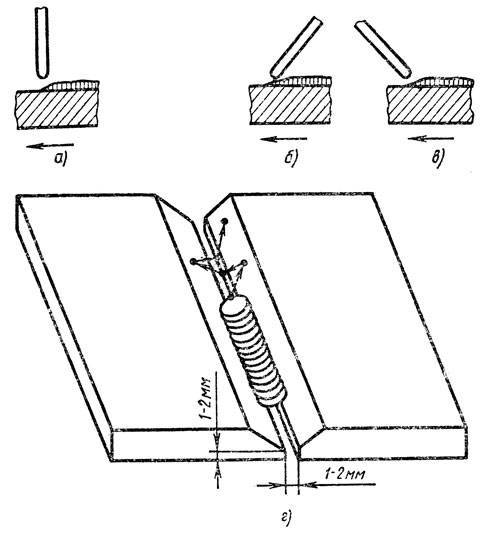
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
Вертикальный шов «снизу-вверх без отрыва». Показано положение электрода и варианты движения его кончика.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Вертикальный шов «сверху-вниз без отрыва». Показано положение электрода и варианты движения его кончика.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье «Сварка металлоконструкций» . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Видео
Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основы
как правильно варить электродом, полуавтоматом и другие технологии
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами. Наиболее популярны электрошлаковый и электродуговой.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь — это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки — поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Инвертор
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода — 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами — снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны — внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача — опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Как выполнять вертикальную сварку — штаб-квартира
Сварочные работы на верфях, строительных зданиях, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении. Такое огромное оборудование сложнее переместить и для удобства положить горизонтально. Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать.
Позиция для сварки в вертикальном положении
Когда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой — к небу, это называется вертикальным или вертикальным положением сварки.Сварка в таких положениях требует навыков и опыта.
На строительных площадках обычно требуется соединить два металлических куска вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих применениях должен быть долговечным и надежным, спрос на квалифицированных сварщиков постоянно растет.
Наиболее часто используемая процедура в строительстве — это сварка стержнем или дуговая сварка металлическим электродом в защитных оболочках.
Направления сварки
При вертикальной сварке существует два основных движения горелки.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот краткое описание обоих.
Вертикально вверх
При сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава.
Это медленный процесс, требующий терпения.Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой.
Профессиональный совет : убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы будете готовить следующую полку.
Вы также можете использовать зигзаг или плетение, когда поднимаете заготовку. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы гарантировать отсутствие прожога.Это также гарантирует, что расплавленный металл не упадет на ноги сварщика.
Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же движение — только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону.Вы должны всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига.
Профессиональный совет : используйте стержень для быстрой заморозки, так как он упрощает весь процесс. В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым швам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщики
выбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа.
Ручная сварка стоек
Это процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него.Вы можете использовать этот процесс, чтобы соединить вместе множество разных металлов, при условии, что они являются проводниками тепла.
На протяжении многих лет ручная сварка была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для работы с более толстыми металлами. Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при выполнении большинства ремонтных и строительных работ.
Ручная сварка идеально подходит для работы на сквозняках и вне помещений.Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие сварочные процедуры.
Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничено листами толщиной не менее 18. Поскольку он обеспечивает высокий нагрев и отличную проницаемость материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Вы должны использовать его для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков.
Металлический инертный газ для стоек
Сварка
MIG, вероятно, одна из самых простых в использовании для большинства стыков. Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG.Однако использование этого процесса для вертикальных суставов требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая плавит и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх.В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению.
Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проникновение сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V.
Мы не рекомендуем использовать MIG для вертикальных или потолочных работ, так как при этом образуется значительное количество шлака.Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Вольфрамовый инертный газ для стоек
Сварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG — это рекомендуемая процедура для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод замочной скважины — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и заполняете его присадочной проволокой.Этот процесс обеспечивает отличное проплавление сварных швов и создание прочных соединений.
- Метод «Вверх-вниз» — Движение вверх-вниз-вверх — еще один способ эффективной установки присадочного металла. Это гарантирует отсутствие шлака и перемещение ванны расплава и ее регулировку по мере продвижения.
- Метод строчки — Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит практически для всех применений и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения — это сварка стержнем. Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой.
1. Выберите подходящий электрод
Сварка в вертикальном положении требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных.
При выборе электрода для сварки вертикально вверх рекомендуется выбирать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны и из нее.
При движении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Вытеснение расплавленного металла является предпосылкой успеха при сварке вертикально вниз.
2. Создание сварных полок
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку.
Приварная полка — это когда вы соединяете одну часть детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем размер используемого электрода. Он обеспечивает наилучшее проникновение сварного шва.
При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом.
3. Настройки низкого тока и низкого энергопотребления
Распространенной ошибкой, которую вы можете в конечном итоге сделать, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер пула и усиливает контроль над его внешним видом.
Точно так же, чтобы расплавленная лужа замерзла, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию.
4. Безопасность прежде всего
Во всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как в вертикальном, так и в потолочном положении.
- Используйте шлем автозатемнения — Использование превосходного шлема автозатемнения особенно важно при сварке. При сварных швах в нестандартном положении работа требует от вас бдительности и постоянного контроля за расплавленной жидкостью, чтобы не допустить сбоев. Вы не можете позволить себе менять объектив посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем наилучшего качества для защиты вашего зрения.
- Защитные очки — При сварке палкой образуется значительное количество брызг.Наличие съемных защитных очков в дополнение к шлему может показаться немного лишним, но это для вашей безопасности. Кроме того, легче снять очки и почистить их, чем снять шлем.
- Сапоги со стальным носком — Для получения идеального сварного шва шлак должен стекать, прежде чем вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
- Огнестойкие перчатки — При сварке вертикальным стержнем мы рекомендуем носить огнестойкие перчатки, закрывающие до локтей. Они должны быть устойчивы к возгоранию, так как для оптимального проплавления необходимо поддерживать короткую дугу при сварке штучной сваркой. Добавьте к этому брызги, и ваши руки могут получить серьезные ожоги.
- Огнестойкий комбинезон — К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами создает опасность.Вы должны быть многослойными и носить одежду с длинными рукавами, защищенную огнестойким комбинезоном.
5. Задокументируйте настройки сварщика
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входящего тока и т. Д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
Какое положение сварного шва легче сваривать?
Существует четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Наиболее распространенными видами сварных швов являются угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоское положение легче всего поддается сварке.
В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне положения, что требует от вас немного большего внимания к ванне расплава и применения методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке электродом практически все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направить ванну расплава на место.
Какая сварка самая тяжелая?
Вольфрамовый инертный газ — наиболее сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому процессу труднее научиться и требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой — самый дешевый метод, который следует учитывать при сварке в вертикальном положении.
Похожие сообщения:
Вертикальная сварка SMAW: наверх
Рис. 1 SMAW, или сварка штучной сваркой, требует определенного мастерства, а сварка штангой в вертикальном и верхнем положении гораздо сложнее — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка штангой никогда еще не пользовалась таким спросом. На юго-востоке США продолжается тяжелое строительство (см. , рис. 1, ), в то время как коммунальные предприятия заняты строительством новых электростанций, улучшением старых и ремонтом нефтеперерабатывающих заводов, пострадавших от ураганов на побережье Мексиканского залива.
Слесари, слесари-монтажники, котельные и судостроители работают над удовлетворением нового глобального спроса на развитие и энергию. В основе этой работы лежит продвинутое положение при сварке, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении с защитным слоем вверх или сварка стержнем.
Плоское и горизонтальное положения сварки позволяют ускорить работу, но иногда невозможно избежать вертикальной или потолочной сварки стержневым электродом. Если это так, вот пять советов, которые помогут вам в этом.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и более. Электроды с классом AWS 7018 считаются лучшим выбором из-за низкого содержания в них порошка железа (см. , рис. 2, ).Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 позволяет использовать более быстрый образец плетения. Использование 6010 требует техники штабелирования или взбивания, когда палку периодически втягивают в лужу и из нее.
Электрод 6010 поможет преодолеть плохое состояние поверхности, но он требует больше времени и навыков, чем плетение с использованием 7018. Новички в сварке вертикально вверх иногда ошибочно выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо стекает по поверхности.
2. Создание сварочной полки
Из пяти положений сварки — плоское, горизонтальное, потолочное, вертикальное вверх и вертикальное вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Медленная скорость перемещения обеспечивает лучшее проникновение, чем вертикальное движение вниз, поэтому этот метод требуется для большинства материалов, более толстых, чем листовой металл.
Уловка как при вертикальной, так и при потолочной сварке заключается в предотвращении выплескивания лужи из сварного шва. Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору.Сварку более тонкого листового металла можно выполнять под уклон, потому что требуется меньшее проплавление, а более высокая скорость движения обеспечивает более низкие температуры, предотвращающие прожог. Но это тема для другой статьи.
Сварку вертикально вверх можно сравнить с кладкой кирпича, поскольку вы медленно создаете основу сварного шва снизу вверх, по одной небольшой секции за раз и непрерывно работая над каждым ранее уложенным швом. Каждый вновь уложенный нижний сварной шов служит основой, на которой выполняются последующие сварные швы (см. Рисунок 3 ).Эта нижняя полоска называется полочкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен иметь диаметр от 1⁄6 до in дюйма. лужа, которая замерзает вовремя, чтобы выдержать следующий сварной шов.
Рис. 2 Приклеивающиеся электроды, классифицированные как 7018, образуют лужу, которая быстро замерзает, что позволяет получить более быстрый рисунок плетения при сварке в гору.
При вертикальном переплетении электродом 7018 делайте зигзагообразные движения вперед и назад и дайте каждой части лужи застыть на месте во время сварки до следующей ступеньки лестницы.Держите электрод немного вверху и держите короткую дугу для лучшего проплавления и плавления.
Во время плетения сосредоточьтесь на сварке сторон стыка. Сделайте короткую паузу по бокам, чтобы дать нижнему бусинке остыть и сформировать нижнюю полку. Внимательно следите за лужей, чтобы убедиться, что шлак стекает с полки. Шлак, попавший в сварной шов, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа разольется. Если вы видите, что это начало происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
При использовании электрода 6010 метод укладки заменяет переплетение 7018. Стек должен напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Для укладки сварного шва вертикально вверх держите электрод в корне материала. По мере образования лужи подбросьте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод и нанесите еще один уровень на переднюю кромку сварного шва. Продолжайте так, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно 1.В 5–2 раза больше диаметра электрода.
3. Избегайте подрезания
Одна ошибка, которую следует избегать при плетении, — это подрезка. Это происходит, когда изделие выдолблено без достаточного количества присадочного металла, поскольку сила тяжести отводит присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики в нестандартном положении внимательно следят за лужей. Они учатся читать его характеристики.Как при плетении, так и при укладке шлак должен стекать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкой мощности
Поскольку вертикально поднимающаяся лужа должна быстро замерзнуть и встать на место, для сохранения контроля требуется настройка низкой силы тока. Сварка в горизонтальном положении обладает преимуществом силы тяжести и может выполняться при более низких температурах и более высоких скоростях движения.
Как правило, используйте нижний предел номинальной силы тока электрода при сварке вертикально вверх или над головой.Например, мощность от 120 до 130 ампер через 1⁄8 дюйма. 7018 электродов и от 90 до 100 ампер для 1⁄8 дюйма. 6010 электродов.
5. Рассмотрите возможность сварки порошковой проволокой вертикально вверх
Сварка порошковой проволокой заменила традиционную сварку штучной сваркой на многих строительных рынках из-за ее более высокой производительности, обусловленной непрерывной подачей проволоки. Однако многие слесари предпочитают палку, которая может быть более удобной, если сварщик должен много двигаться.
Для длительной сварки на одном месте хорошей альтернативой может быть порошковая проволока.В этом случае для сварки вертикально вверх применяются те же правила, что и для техники плетения палкой 7018. Постройте полку и двигайтесь вверх достаточно медленно, чтобы дать возможность нижнему уровню замерзнуть, не перегревая при этом основной металл.
Безопасность прежде всего
При любой сварке в нестандартном положении все стандартные меры безопасности, применяемые при плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, соответствующий шлем, перчатки, длинные рукава и кожаная или огнестойкая одежда являются обязательными (см. , рисунок 4, ).Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для всех, кто планирует повторную сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рис. 4 Поскольку сварка штангой вертикально вверх лучше всего работает при поддержании короткой дуги, сварочный аппарат должен быть оборудован надлежащим образом, чтобы выдерживать падающий расплавленный металл и брызги.
MIG Сварка тонких металлов
Технология тонкого металла — это прерывистый процесс
который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники — расплавить немного металла, а затем дать
он немного остынет, прежде чем таять в следующий раз, и это удобный способ избежать
продувание дыр.
Сварка тонкой стали
На странице стыковой сварки показано, как делать шов
сваривайте, используя непрерывное движение горелки.Попробуйте применить эту технику
к стали толщиной менее 1 мм, и вы можете пробить дыру
в металле.
На фото сталь толщиной 1 мм, сваренная при нормальной мощности.
для стали 2мм.
Продувка
По фотографии видно, что произошло. Лужа расплавленного
металл стал таким большим и тяжелым, что упал со стали.
Часто этого можно избежать, уменьшив значение тока сварочного аппарата.
и скорость проволоки.Использование более тонкой проволоки (0,6 мм вместо 0,8 мм) позволит
также помогают снизить токи.
Техника для тонкого металла
Способ обойти это — сварка короткими импульсами, позволяя вторую или
меньше между импульсами, чтобы сталь остыла. В видео я оставил
около секунды между импульсами. В эти дни я обычно оставляю меньше, чем
полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться
стыки и проколы между сварными швами.
Включите звук для получения наилучшего эффекта. Размер фильма около 1,4 МБ, поэтому будет
требуется немного времени для загрузки.
1.4Mb Флэш-видео предварительно загружается перед воспроизведением и включает звук
Сварной шов
Сталь имеет толщину 0,8 мм, мощность сварочного аппарата установлена на минимум.
Эффект довольно приятный, хотя это холодный метод сварки MIG.
Опасность этой техники заключается в том, что отдельные валики сварного шва могут
не растворяются друг в друге полностью, в результате чего соединение становится слабым.
Для тонкого металла это не проблема, а сплошной сварной шов.
будет более подходящим для стали толщиной более 1 мм.
Обратная сторона
Провар выше, чем можно было ожидать, но сварной шов
вполне достаточно силен.
Техника стыковой сварки может быть очень мощной. Вот выстрел
из нержавеющей стали толщиной 0,3 мм из банки 5 л, приваренной в этом
способ.Я тоже надеялся справиться со стыковой сваркой, но металл был слишком
тонкий для МИГа, а я просто продырявил.
Сварка TIG — это путь вперед для металла толщиной менее 0,6 мм, а сварочный аппарат MIG
с приличной мощностью и проводным управлением требуется для чего-то меньшего, чем
0,8 мм.
Сварка автомобильных панелей
Если вы свариваете большую панель, то расширение металла при сварке
может вызвать искажение панели.Проблема в том, что панель расширяется
с нагревом, так что пока это правильная форма во время сварки (когда панель
горячая) панель меняет форму при остывании.
Деформацию можно свести к минимуму, сначала склеив металл с интервалами.
может быть 20 мм, и сваривать только очень короткие отрезки (длиной 20 мм) за раз,
позволяя металлу остыть между каждым участком сварного шва. Если у вас долгая
шва, тогда первая часть может быть на одном конце шва, а вторая
в другом и т. д.Техника обсуждается немного подробнее в сварке.
напольные панели.
Другой сварщик предложил охладить панель (не сварной шов) влажной тканью.
между разделами (что звучит неплохо, хотя я никогда не пробовал это
технику), а латунный блок, расположенный за сварным швом, может быть эффективным для
впитывая тепло.
Сокращенный рабочий цикл
Трансформатор должен сильно потрудиться, чтобы зажечь дугу. Этот метод полагается
при регулярном зажигании и прекращении дуги, поэтому учитывайте рабочий цикл
будет намного короче, чем при обычной непрерывной сварке при тех же настройках,
поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать сварке остыть.
Поиск сварного шва при производстве труб
Обнаружение сварного шва в трубе может добавить единообразия процессу изготовления трубы.
Стальные трубы используются в качестве основного материала для нескольких стадионов, которые ежедневно загружают сборные трубы. Многие из этих трубок имеют сварной шов. Трубки со сварным швом, как правило, дешевле, чем аналогичные бесшовные трубы. Вы найдете трубки со сварным швом в изделиях для газонов и сада, товарах для здоровья и многом другом.У этого списка нет конца.
При изготовлении этого типа трубки положение сварного шва может стать важным при формировании трубки. Формование может включать изгиб, штамповку или даже сплющивание концов. В каждой из этих операций может иметь значение синхронизация сварного шва до первого удара инструмента.
Например, если вы собираетесь разгладить конец, а шов оказывается выровненным на любом сгибе, материал может расколоться; см. изображение ниже.
Если сварной шов упадет на одну из плоских кромок, трубка может расколоться, что приведет к ухудшению качества.
Это связано с тем, что механические свойства сварного шва не всегда совпадают со свойствами остальной части трубы. В случае гибки, если сварной шов не ориентируется каждый раз одинаково, угол изгиба может изменяться больше, чем если бы сварной шов синхронизировался последовательно. Таким образом, возможность быстро определить местонахождение сварного шва может быть очень интересна.
Низкотехнологичный подход — Способ обнаружения шва часто зависит от процесса формования.Например, если вы вручную загружаете трубогиб с ЧПУ, оператор может хорошо синхронизировать сварной шов при установке трубы в машину. Этот же метод можно применить к большинству процессов изготовления трубок. Это просто, но зависит от оператора.
Высокотехнологичный подход № 1 — общий для производства трубок, устройство, известное как детектор вихревых токов, этот тип подхода может обнаруживать изменение механических свойств заданного поперечного сечения.После обнаружения может генерироваться выходной сигнал, который предупреждает микропроцессор об изменении механических свойств трубки. Вихретоковый процесс может обнаруживать изменения в сплаве, термообработке и других физических и металлургических условиях. Если у вас нет доступа к внутренней части трубки, этот процесс доказал свою эффективность. Однако, если у вас есть доступ к внутренней части трубки, я бы посоветовал продолжить чтение.
High Tech Approach # 2 — Довольно часто производственный процесс работает с определенной длиной.Имея в руках определенную длину, по крайней мере, один конец трубы доступен для проверки… как это было в случае с подходом Low Tech, описанным выше. Когда процесс требует, чтобы оператор не мог участвовать на этапе проверки процесса, вы должны автоматизировать. Вот где вы можете рассмотреть детектор, который может различать свет и темноту. Почему свет и тьма? Подберите кусок трубки со сварным швом. Вы видите сварной шов? Я не имею в виду чувствовать это … я имею в виду увидеть это. Если вы можете видеть это своими глазами, возможно, это детектор, который сделает это за вас.Без сомнения, фотоаппарат промышленного типа подойдет. Может быть, это не так дорого, как вихретоковый подход, однако промышленная камера может обеспечить необходимую обратную связь, чтобы найти шов. Однако подумайте о детекторе, который может быстро определить, что светло, а что темно. На рисунке 3 показан обучаемый датчик от Keyence.
High Tech Approach # 2 — Довольно часто производственный процесс работает с определенной длиной. Имея в руках определенную длину, для проверки доступен хотя бы один конец трубы… как это было в случае низко-технологичного подхода, описанного выше.Когда процесс требует, чтобы оператор не мог участвовать на этапе проверки процесса, вы должны автоматизировать. Вот где вы можете рассмотреть детектор, который может различать свет и темноту. Почему свет и тьма? Подберите кусок трубки со сварным швом. Вы видите сварной шов? Я не имею в виду… я имею в виду увидеть это. Если вы можете видеть это своими глазами, возможно, это детектор, который сделает это за вас. Без сомнения, фотоаппарат промышленного типа подойдет.Может быть, это не так дорого, как вихретоковый подход, однако промышленная камера может обеспечить необходимую обратную связь, чтобы найти шов. Однако подумайте о детекторе, который может быстро определить, что светло, а что темно. На изображении справа показан обучаемый датчик от Keyence. Это лазерный датчик, который может определять разницу в количестве отраженного света.
Датчик представляет собой лазерный датчик обнаружения контраста. Он распознает различия в количестве света, отраженного от поверхности.Сама головка датчика имеет регулируемое пятно луча, которое можно отрегулировать, поворачивая наконечник сопла на головке датчика. В правильном приложении этот подход — явный победитель.
В случае обнаружения сварного шва датчик / детектор Keyence отлично справляется с этой задачей, обеспечивая контраст между сварным швом и остатком трубы. В случае фиг. 3 трубка вращается вокруг своей центральной оси, позволяя лазерному датчику проверять внутреннюю часть трубки.
Все вышеперечисленные подходы, мягко говоря, различны.Ваша задача — выяснить, какой процесс лучше всего обеспечит рентабельность инвестиций.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии.У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов. Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
FAQ
Некоторые из ваших вопросов:
Q. Когда RPE не является подходящим выбором лайнера?
Многие футеровки, в том числе наши армированные полиэтилены (RPE), не будут наиболее подходящим выбором для определенных областей применения. Сюда могут входить ситуации, когда лайнер будет подвергаться воздействию солнца большую часть или все время и, как ожидается, прослужит 20 или более лет. В этом случае обычно выбирают полипропилен толщиной 36 или 45 мил, обладающий исключительной устойчивостью к ультрафиолетовому излучению. Другая ситуация, в которой RPE не подходят, — это первичная локализация топлива и других углеводородов.В этом случае подойдет Xr-5 или уретановый вкладыш. Всегда следует учитывать химический состав содержащегося материала. LDPE / HDPE, из которого состоят наши усиленные полиэтиленовые вкладыши, имеет широкий диапазон химической стойкости. Пожалуйста, обратитесь к таблице химической стойкости для уточнения деталей.
Q. В чем основное отличие BTL ™ от PPL ™?
За исключением нашего BTL ™ -40 (полиэтилена, армированного двойным холстом), вкладыши BTL ™ армированы одним холстом, а вкладыши PPL ™ усилены несколькими холстами.
Q. Безопасны ли вкладыши из RPE (армированного полиэтилена) для рыбы и растений?
Все наши вкладыши из BTL и PPL (а также наши усиленные полипропиленом вкладыши) безопасны для рыбы и растений. Одна из основных целей наших BTL и полиэтиленовых вкладышей — обеспечить безопасную среду для выживания рыб и растений, поэтому эти вкладыши были спроектированы так, чтобы функционировать как таковые.
Q. Каковы наиболее распространенные проблемы, связанные с облицовкой пруда?
По сравнению с другими распространенными на рынке облицовочными материалами, такими как ПВХ или EPDM (которые могут быть подвержены разрывам швов, проколам, ухудшению УФ-излучения и т. Д.), У облицовок BTL и PPL было очень мало проблем. Если есть проблема с лайнером BTL, выявляется источник неисправности или проблемы, и делается определение относительно неисправности. Если неисправность возникла по гарантии, лайнер будет отремонтирован в соответствии с гарантией.Гарантия на покрытие для пруда составляет до 25 лет.
Q. Как облицовка пруда проверяется на водонепроницаемость?
Что ж, доказательство в пудинге. Обычно пруд просто наполняют и наблюдают, нет ли в нем воды. Почти в 100% случаев при правильной установке все будет в порядке. Очень редко возникают проблемы. Однако люди такие, какие они есть, все делают ошибки. Обычно их не составляет особого труда выяснить, и обычно они связаны с незначительным невниманием к деталям вокруг кожуха трубы или чего-то в этом роде.
Q. Какая рабочая сила требуется для установки?
Простой ответ: «чем больше, тем лучше». Собственно, нужно учесть несколько вещей. Самый очевидный фактор — это размер панелей. Наша бригада BTL регулярно устанавливает панели от десяти до пятнадцати тысяч квадратных футов вручную с 6 или менее рабочими. Когда размеры панелей составляют 20 000 SF и больше, обычно используют балку и распорную штангу для подъема рулона с помощью обратной лопаты или другого оборудования для его разматывания.Для таких больших работ уместно нанимать от 8 до 10 или более рабочих, чтобы расстелить лайнер. Как только панели будут размещены, один или два техника завершат сварку в полевых условиях.
Q. Можно ли соединять вкладыши BTL и PPL с другими типами вкладышей? Строениям?
Как правило, разнородные материалы не могут быть успешно свариваться или склеиваться при нагревании, хотя иногда их можно склеить или скрепить механически.Футеровка должна быть механически прикреплена к конструкциям из дерева, бетона, металла и т. Д.
Q. Какие существуют альтернативы приварке башмаков труб, ремонту отверстий и т. Д.?
По возможности всегда следует использовать термическую сварку с использованием горячего воздуха или горячего клина. Лента является вторым вариантом, когда сварка невозможна или непрактична. Что касается проходов труб через футеровку, существуют также различные механические альтернативы, такие как переходники для резервуаров (фитинги переборки) или комплекты ботинок с липкой лентой, предлагаемые BTL.
Q. Можно ли перевозить тяжелую технику / автомобили на лайнере?
Всегда рекомендуется, чтобы тяжелая техника / транспортные средства не двигалась непосредственно по установленной облицовке, когда это можно избежать. Однако это можно сделать при определенных условиях. Как правило, если грунтовое полотно свободно от камней и оборудование / транспортное средство движется осторожно и медленно, без резких поворотов, это не проблема. Обычной практикой является минимальное давление воздуха в шинах.В случаях, когда весь лайнер должен быть покрыт чистой насыпью, «дорога» глубиной не менее одного фута может быть построена перед оператором оборудования, который постоянно расширяет дорогу впереди себя, пока не будет закончена покрываемая площадь. У нас есть фотографии операторов, которые это делают. Главное — выгрузить и выровнять, а не просто толкать с одного конца, так как это может привести к «перекатыванию» футеровки снизу и вызвать натяжение футеровки.
Q. При каких условиях нельзя устанавливать лайнер?
За исключением случаев, когда земляное полотно явно неприемлемо, футеровку в идеале следует устанавливать при оптимальных условиях.К ним относятся спокойные безветренные условия, когда ожидается, что осадки не окажут негативного влияния на качество сварки. Открытые лайнеры создают отличные «паруса» при сильном ветре, и вы можете оказаться в положении, когда не сможете удержать лайнер при сильном ветре. Практическое правило — всегда вставлять лайнер и закреплять его как можно быстрее. Температура не имеет большого значения (кроме личного комфорта). Как упоминалось ранее, в действительности условия редко бывают «идеальными», но лайнер не следует раскатывать для установки, если ветер сильный или будет сильным во время развертывания, или если дождь или снег присутствует или ожидается.
Q. Может ли быть в пруду вода при установке лайнера? Сколько?
Всегда желательно устанавливать лайнер в сухой водоем. В реальном мире так бывает не всегда. Да, мы установили много лайнеров в пруды с разным количеством воды. Вообще говоря, нет ничего страшного в том, чтобы накинуть лайнер на участок, где стоячая вода составляет до 30 см, и оставить в лайнере достаточно провисания, чтобы он оседал в воде при заполнении пруда.Более серьезная проблема — наличие стоячей воды в том месте, где вам нужно провести сварку. Можно проявить изобретательность, чтобы избежать этой ситуации! По возможности старайтесь расположить облицовочные панели так, чтобы этого не происходило. Если это абсолютно невозможно, вам нужно будет приподнять свариваемую часть футеровки, чтобы она была сухой. При сварке футеровка должна быть как можно более сухой, чтобы обеспечить качественный сварной шов.
Q. Следует ли сваривать полевые швы клиновой или ручной сваркой (термофеном)?
Предпочтительный метод сварки длинных «прямых» швов — это аппарат для сварки горячим клином, а ручной аппарат для сварки горячим воздухом предназначен для выполнения мелких работ, таких как установка башмаков, исправление, сварка небольших участков и т. Д.Если все сделано правильно, конечный результат любого метода будет прекрасным.
Q. Когда уместно использование ленты?
По сути, тепловая сварка ВСЕГДА является предпочтительным методом соединения материалов футеровки. Когда это невозможно или непрактично, единственный другой приемлемый метод — это очень агрессивная односторонняя и / или двусторонняя лента, такая как ленты марки TapeCoat, которые мы носим. Если все сделано ПРАВИЛЬНО, это оказалось приемлемым методом.Опять же, по возможности всегда следует использовать тепловую сварку.
Q. Какие инструменты требуются для сварки в полевых условиях?
При сварке в полевых условиях гильзы свариваются вместе с использованием тепла и давления. Вам не понадобится клей, растворитель, лента или что-либо еще, если у вас есть термофен или сварочный аппарат для горячего клина и вы знаете, как им пользоваться. Помимо собственно сварки, обычно требуется дополнительное оборудование, в том числе генератор (рекомендуется минимум 5 кВт), шнуры питания (рекомендуется минимум 12 калибра, длиной до 100 футов) и оборудование для облегчения развертывания более крупных валков футеровки, таких как балка, распорная балка и т. Д. экскаватор, мешки с песком и т. д.
Q. Когда пруд слишком крутой / мелкий?
В прошлом мы могли и успешно облицовывали все и вся. Нет никаких технических причин, по которым нельзя облицовывать самый мелкий пруд или пруд с вертикальными стенками. Очевидно, что когда боковые стенки находятся на вертикальном или близком к вертикальному положению уровне, вкладыш должен быть очень надежно закреплен, чтобы предотвратить возможное залипание вкладыша по боковым стенкам.
Q. Какой метод крепления кромок лайнера является предпочтительным?
Наиболее распространенной на сегодняшний день является «траншея для якоря», обычно около 1 фута в ширину и 1 фут в глубину или больше, если необходимо. Самая распространенная разновидность анкерной траншеи — это «анкерная полка или скамейка». Вместо того, чтобы уходить в землю, полка представляет собой плоскую горизонтальную (или слегка наклонную назад) область шириной около 4 футов, на которую кладут лайнер, а затем закапывают. Этот метод становится более популярным по мере увеличения размера пруда.Он также имеет тенденцию быть немного более «снисходительным», когда пытается вырастить траву до самой кромки воды. Любой из этих методов вполне приемлем и широко используется. Более подробные чертежи доступны по запросу.
Q. Как определяется размер футеровки пруда?
Точная оценка лайнера — это пословица «искусство и наука». Как и многое другое, чем больше вы это делаете, тем лучше у вас получается! Вообще говоря, важно помнить, что вы имеете дело с прямоугольными панелями.Очевидно, что большинство прудов и ям имеют непрямоугольную форму, поэтому, как правило, это связано с некоторой степенью отходов. Существуют различные способы разумно минимизировать эти отходы, которые все ценят. Еще один важный фактор, который следует учитывать, — это то, может ли установщик обрезать, а затем снова прикреплять углы, соединять прямоугольники вместе в L-образную форму и т. Д. Эти факторы помогут свести к минимуму отходы. Если это не вариант, в основном нужно просто получить прямоугольник, достаточно большой, чтобы покрыть все, что нужно покрыть, и отрезать лишнее.Опять же, чем больше форма пруда отличается от прямоугольной, тем больше процент отходов. Овладеть навыками сварки горячим воздухом или горячим клином — ОГРОМНЫЙ плюс.
Q. Когда целесообразно использование геотекстиля под / перекрытия?
Необходимость в геотекстильном основании (под вкладышем) с нашими вкладышами BTL и PPL является относительно редкой. Это всегда вопрос суждения, но мы не требуем подкладку, за исключением случаев, когда это невозможно или непрактично (неэффективно с точки зрения затрат) для получения приемлемого земляного полотна любым другим способом.«Другой способ» обычно заключается в том, чтобы вытащить и распределить чистую насыпь по всей площади, на которой будет производиться облицовка. Часто дешевле и быстрее разместить подстилку поверх углового земляного полотна, чем «другим способом». Подложка также иногда используется как средство для выхода газов, таких как метан, чтобы она не задерживалась под облицовкой. Использование геотекстиля в качестве перекрытия (поверх вкладыша) обычно используется для достижения разделения между вкладышем и любым типом заполнителя, камнями, гравием, каменной наброской и т. Д., Которые должны быть помещены поверх вкладыша для различных причины.Как вариант, мы часто продаем «ленту» геотекстильного покрытия (обычно 8 унций на квадратный ярд нетканого иглопробивного полипропилена, уф!), Обычно называемую просто «гео», которая устанавливается поверх подкладки на по верхнему периметру и вставляется в анкерную траншею или полку вместе с самим вкладышем. Эта «лента» обычно имеет ширину рулона 12,5 или 15 футов. Перед заполнением пруда необходимо нанести небольшое количество воды на всю ленту, чтобы она не всплывала.Использование этой «ленты» — опция, а не обязательная. Однако он становится все более популярным по ряду причин. По опыту мы знаем, что любая форма физического повреждения (от оленей, козлят с камнями, механического оборудования, УФ-деградации и т. Д.) С большей вероятностью произойдет на верхних краях облицовки пруда, а не в глубине водоема. пруд. Кроме того, эта опция обеспечивает дополнительную степень безопасности. Верхние края сделаны менее скользкими, поэтому детям, собакам, оленям и т. Д. Будет легче выбраться наружу.Таким образом, хотя этот вариант и не является «необходимым», он является относительно дешевой формой «страховки» во многих отношениях.
Q. Какова средняя площадь футеровки в квадратных футах, которую можно установить в день?
Ответ на этот вопрос зависит от многих факторов, таких как сложность работы, погодные условия, количество людей в монтажной бригаде и т. Д. За день до этого компания BTL установила более 400 000 SF. Более 200 000 SF — это совсем не редкость.Обычно для установки такого количества футеровки в день используется бригада из 16-20 человек, а также одна или несколько экскаваторов-погрузчиков и другое оборудование.
Q. Как раскладываются футеровки на строительной площадке?
Рулон подложки будет иметь маркировку (обычно на самом рулоне и на внешней обертке) с указанием длины, ширины и стрелок направления. Конечно, первый шаг — развернуться в направлении, указанном первой цифрой и стрелкой.Второе число показывает направление разворачивания. Теоретически подкладку можно положить на любой из четырех «углов» вне котлована и развернуть в нужном направлении. На какой угол начать движение, зависит от направления ветра, наличия препятствий, наличия места для раскатывания лайнера и т. Д.
Q. Что такое стандартная упаковка для вкладышей BTL и PPL?
Вкладыши BTL ™ 24 и PPL ™ 24 толщиной до прибл.1300 SF можно отправить в ящике через UPS. Вкладыши, размер которых превышает 1300 SF, должны быть отправлены обычным транспортным средством, таким как Old Dominion, USF, Oak Harbor и т. Д. В этом случае вкладыши «укладываются гармошкой» в кучу шириной 6 футов, сваю плотно скручивают. и помещается на соответствующий поддон, предварительно обернув его геотекстильным защитным слоем. Затем он тщательно закрепляется на поддоне для отправки.
Q. Какое типичное время выполнения заказа требуется для изготовления футеровки?
BTL всегда старалась доставлять все заказы как можно быстрее.Обычно лайнеры отправляются в течение 24-48 часов с момента подтверждения заказа, и очень часто в тот же день. Конечно, бывают исключения, но в более чем 90% случаев вышесказанное верно.
Q. Какого размера могут быть изготовлены заводские панели? Какие ограничения по размеру?
В настоящее время мы можем изготавливать отдельные панели из наших самых популярных футеровок толщиной 24 или 30 мил толщиной до прибл. От 65 000 до 70 000 швейцарских франков. Панель BTL ™ -24 на 65 000 SF весит немногим менее 6000 фунтов, поэтому ее перемещение — еще одно соображение.Наши вкладыши BTL ™ -12 могут быть изготовлены одним элементом объемом до 150 000 SF!
Q. Каковы диапазоны цен на материалы конкурентов (ПВХ, EPDM, HDPE, PP, уретаны и т. Д.)?
Продажные цены на вышеупомянутые продукты могут значительно различаться в зависимости от количества закупленных материалов, от того, установлена облицовка или нет, у кого вы покупаете и т. Д. Вообще говоря, неармированный ПВХ — самый дешевый.Он также является самым слабым на сегодняшний день, имеет очень низкую стойкость к ультрафиолетовому излучению и, как и все склеиваемые между собой продукты, имеет швы, склонные к утечке, если они не склеены правильно. Он также тяжелее (как и все неармированные вкладыши, которые должны быть толще, чтобы достичь разумной прочности). HDPE (30 или 40 мил), как правило, является следующим по дешевизне. Опять же, даже несмотря на то, что он толще и тяжелее, чем наши футеровки из РПЭ, работать с ним просто «медведь». HDPE поступает на стройплощадку в виде больших (23 фута в длину) рулонов и весом в тысячи фунтов, должен быть полностью сварен на месте и менее гибок, чем футеровки из BTL или PPL.Резина EPDM, обычно толщиной 45 мил, всегда стоит дороже, и цена может сильно варьироваться. Мы видели, как он продавался всего по цене от 0,40 доллара за SF до более 1 доллара за SF. Его также обычно склеивают или склеивают, и он весит в 3 раза больше, чем BTL ™ -24! PP (армированный полипропилен) находится в том же ценовом диапазоне, что и EPDM, но является намного более качественным продуктом. Мы носим 36мил и 45мил ПП. Известно, что он имеет лучшую доступную стойкость к ультрафиолетовому излучению и является одним из самых гибких армированных лайнеров. Уретан — самый дорогой вкладыш, который мы перевозим, и предназначен для специальных применений, таких как первичная герметизация топлива.Он продается по цене более 1 доллара за SF.
Q. Какие продукты могут содержаться с вкладышами BTL ™ или PPL ™?
Из-за присущих полиэтилену свойств стойкости к химическим веществам и углеводородам, многие вещества могут содержаться в нем в первую очередь или вторично, включая, помимо прочего, воду, загрязненную почву, нефть, газ, сточные воды, различные химические вещества и т. Д. Долгосрочное хранение ( первичный) будет включать воду и загрязненную почву.Краткосрочное хранение (вторичное) будет включать газ, нефть, химикаты и т. Д. Как и в случае любой вторичной защитной оболочки, утечку или разлив следует устранять как можно скорее.
Q. Что делает лайнеры BTL ™ и PPL ™ лучше других лайнеров?
BTL ™ и PPL ™ намного прочнее (намного лучшая прочность на прокалывание и разрыв), легче (= заводские панели большего размера), превосходно устойчивы к ультрафиолетовому излучению (воздействие солнечного света) и дешевле, чем у большинства конкурентов.Фактически, прочность на прокол 1200+ фунтов на квадратный дюйм BTL ™ -40 — это самый высокий из известных нам продуктов для любого продукта, даже отдаленно близкого к ценовому диапазону этих продуктов! Одним из важных аспектов этих футеровок является тот факт, что необходимость в подкладках практически устранена в большинстве областей применения. В отличие от гораздо более слабого ПВХ и EPDM, чрезвычайно высокая стойкость к проколам нашего лайнера означает, что они не требуют геотекстильной основы при укладке на сгребенную грязь, даже если в ней есть закругленные камни.Проколы вкладышей снизу практически не слышны. Другие вкладыши должны проходить по чрезвычайно гладкой поверхности, а некоторые требуют, чтобы поверх вкладыша был нанесен почвенный покров, чтобы защитить его от повреждений. В целом, наши вкладыши BTL ™ и PPL ™ являются одними из самых универсальных вкладышей на рынке и «Самым удачным вложением денег!».
Q. Что такое PPL ™ -24?
PPL ™ -24 — это армированный полиэтилен (RPE) толщиной 24 мил (24 тысячных дюйма).Это «5-слойная» конструкция, состоящая из 3-х слоев покрытий из полиэтилена низкой плотности (LDPE) и двух слоев армирующего холста из полиэтилена высокой плотности (HDPE). Этот метод изготовления позволяет получить невероятно прочный и прочный на разрыв легкий материал подкладки. BTL — единственный источник этого продукта в стране. PPL ™ -24 был создан, разработан и популяризирован компанией BTL в 1980-х годах.
сварщиков, резаков, паяльщиков и паяльных машин в My Next Move
Паяльник, Изготовитель, Паяль, Сварщик
Сварщики, резаки, паящики и паящики используют ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей или для сглаживания поверхностей.Эти рабочие изучают эскизы и спецификации, чтобы понять полную картину конструкции и материалов, прежде чем приступить к работе. Инструменты сварщиков и резаков используют высокую температуру для размягчения материала. Сварщики используют эти инструменты для соединения металла в самых разных отраслях промышленности, от автогонок и производства до конструкции стальных балок. Резаки режут и подрезают металлические предметы или разбирают крупные предметы, такие как корабли и железнодорожные вагоны. Работать можно на открытом воздухе на строительных лесах или высокой платформе или в закрытых помещениях в ограниченном пространстве.Сгибание, наклоны и поднятие тяжестей — обычное явление. Паяльщики и паяльщики используют расплавленный металл для соединения двух металлических частей. Пайка включает в себя прецизионные задачи, такие как формирование соединений на электронных платах, в то время как при пайке используются металлы при более высоких температурах, например, для нанесения покрытий на детали для защиты от износа и коррозии. Другие работники в этой области управляют машинами или роботами, которые выполняют задачи по сварке, пайке, пайке или термообработке. Эти рабочие могут также работать на лазерных резаках или станках с лазерным лучом.Опасности включают очень горячие материалы и интенсивный свет, создаваемый дугой. В то время как работодатели обязаны предоставлять безопасные вентилируемые помещения, эти рабочие обычно носят защитное снаряжение для предотвращения травм. Большинство должностей заняты полный рабочий день; вечера, выходные и сверхурочные часы — обычное дело. Для поступления в эти области обычно требуется среднее образование, а также техническое обучение и подготовка без отрыва от производства. Сертификат или другие свидетельства о навыках привлекательны для работодателей.
Чем они занимаются:
Используйте оборудование для ручной сварки, газовой резки, ручной пайки или пайки для сварки или соединения металлических компонентов или для заполнения отверстий, углублений или швов готовых металлических изделий.
На работе вы бы:
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положениях.
- Используйте защитное оборудование и соблюдайте безопасные рабочие привычки.
- Осмотрите детали на предмет дефектов и измерьте детали с помощью линейок или шаблонов, чтобы убедиться в соответствии спецификациям.
Промышленные или сельскохозяйственные товары
Техника и технологии | Базовые навыки
Решение проблем
| Использование рук и пальцев
Контролируемое движение
|
Людям, заинтересованным в этой работе, нравятся занятия, которые включают практических задач и практических задач и решений. Они преуспевают в работе, где требуется:
| Вы можете использовать подобное программное обеспечение на работе: Программа электронной почты
Аналитическое или научное программное обеспечение
Пользовательский интерфейс базы данных и программное обеспечение запросов
|
Шлифовальный станок для кольцевых швов видео
Автоматический шлифовальный станок для резервуаров Автоматический шлифовальный станок для кольцевых швов
Автоматический шлифовальный станок для резервуаров — это автоматический шлифовальный станок для резервуаров, который был разработан для удаления налипших сварных швов на горизонтальных стыках для получения гладкой отделки на стенке оболочки.Он включает в себя сверхмощный ленточный шлифовальный агрегат, моторизованную кабину для удобного размещения операторов и шлифовальный агрегат и обеспечивает точное автоматическое перемещение по горизонтальному стыку. Модели СПГ автоматическая шлифовальная машина для резервуаров предназначена для двойных
Станок для шлифования обхватов швов резервуаров, шлифовальный станок для обхватов швов с обзором
Станки для шлифования обхватов швов резервуаров, комплект 100000 800000 долларов США, TIG Welders, New, Jiangsu, China. Electric Co., Ltd. на Alibaba.
Шлифовальный станок для кольцевого шва (id: 2842573) Подробная информация о продукте Посмотреть
Шлифовальный станок для кольцевого шва (id: 2842573), высококачественный шлифовальный станок, шлифовальный станок для кольцевого шва, детали шлифовальной машины от Nanjing Auto Electric Co., ООО на EC21. Купить лучший шлифовальный станок для кольцевого шва
Приставка для шлифовального станка для труб MB 650 RV для сварного шва
3 сентября 2015 г. · Продукция доступна на производственной компании GeBrax, Германия. Для получения дополнительной информации см. Gebrax-abrasives Приставка для ленточной шлифовальной машины для труб MB 650 RV, сварной шов
Китайская автоматическая строжка Китай Автоматическая строжка
Автоматическая строжка кольцевых швов, Шлифовальный станок для резервуаров, поставщик машин для строжки в Китае, предлагающий автоматическую строжку Сварочное оборудование, сварочное оборудование для строительства резервуаров, сварочное оборудование для инверторных сварочных аппаратов для строительства резервуаров и т. Д.
Шлифовальный станок для кольцевых швов резервуара Купить Шлифовальный станок для кольцевых швов
Шлифовальный станок для кольцевых швов резервуара, найти полную информацию о шлифовальном станке для кольцевых швов резервуара, шлифовальном станке для кольцевых швов, шлифовальном станке для сварных швов, автоматическом шлифовальном станке для кольцевых швов от других поставщиков дуговой сварки или Производитель-Nanjing Auto Electric Co., Ltd.
Naec Автоматический шлифовальный станок для кольцевого шва Купить шлифовальный станок для кольцевого шва
Автоматический шлифовальный станок для кольцевого шва Naec, найти полную информацию об автоматическом шлифовальном станке для кольцевого шва Naec, шлифовальном станке для кольцевого шва, сварочном оборудовании, автоматическом обхвате Станок для шлифования швов от других поставщиков или производителей аппаратов для дуговой сварки — Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов Станок для шлифования кольцевых швов bergennoorwegen.nl
• Шлифовальный станок для кольцевых швов • Станок для строжки кольцевых швов. Изготовление трубопроводов • Автоматическая система изготовления трубных бобин / трубопроводов. Для монтажа резервуаров мы можем предоставить не только высокоэффективную автоматическую машину, но также установку, услуги по вводу в эксплуатацию, инструктаж по строительству площадки, поддержку аттестации процедуры сварки и строительную бригаду.
Кольцевая шлифовальная машина.
Круглошлифовальный станок. 9 марта 2015 г. · Стабильно выкладывай их на риффы мерзких риффов txdm весь день за днем. Похожие видео. 4:56. Запуск фермы. Civilengineer365. 2,4 млн просмотров · 20 августа. Публичная личность на страницах: Видео о музыкантах / группах Girth-Grinder. Устойчивый удар их риффа мерзких риффов txdm all day err day
AGW HORIZONTAL GIRTH SEAM WELDING YouTube
26 апреля 2017 · AGW HORIZONTAL GIRTH SEAM СВАРКА Авто Производство. Загружается Отказ от подписки на Auto Fabrication? Автовоспроизведение При включенном автовоспроизведении предлагаемое видео
Автоматическая шлифовальная машина для кольцевых швов Naec Купить шлифовальную машину для кольцевых швов
Автоматическая шлифовальная машина для кольцевых швов Naec, найти полную информацию об автоматической шлифовальной машине для кольцевых швов Naec, шлифовальных станках для кольцевых швов, сварочном оборудовании, автоматических кольцевых швах Шлифовальный станок от других поставщиков или производителей аппаратов для дуговой сварки — Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов Станок для шлифования кольцевых швов bergennoorwegen.nl
• Шлифовальный станок для кольцевых швов • Станок для строжки кольцевых швов. Изготовление трубопроводов • Автоматическая система изготовления трубных бобин / трубопроводов. Для монтажа резервуаров мы можем предоставить не только высокоэффективную автоматическую машину, но также установку, услуги по вводу в эксплуатацию, инструктаж по строительству площадки, поддержку аттестации процедуры сварки и строительную бригаду
Китайская автоматическая строжка Китайская автоматическая строжка
Автоматическая строжка кольцевых швов Станок, Шлифовальный станок для швов резервуаров, поставщик машин для строжки в Китае, предлагающие автоматические станки для строжки, современные сварочные аппараты для строительства резервуаров, сварочные аппараты для инверторных сварочных аппаратов для строительства резервуаров и так далее.
Шлифовальный станок для кольцевых швов резервуара Купить Шлифовальный станок для кольцевых швов
Шлифовальный станок для кольцевых швов резервуара, найти полную информацию о шлифовальном станке для кольцевых швов резервуара, шлифовальном станке для кольцевых швов, шлифовальном станке для сварных швов, автоматическом шлифовальном станке для кольцевых швов от других поставщиков дуговой сварки или Производитель-Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов (id: 2842573). Купить Китай шлифовальный EC21
Шлифовальный станок для кольцевых швов (id: 2842573). Просмотреть сведения о продукте Шлифовальный станок для кольцевого шва от Nanjing Auto Electric Co., Ltd. производитель в EC21
Автоматическая машина для кольцевой сварки Поставщик или производитель — Nanjing Auto Electric Co., Ltd.
Автоматическая машина для сварки кольцевых швов, View Tank Welding
Автоматическая машина для сварки кольцевых швов, комплект 100 000 800 000 долларов США, новый, Цзянсу, Китай, NAEC.Источник от Nanjing Auto Electric Co., Ltd. на Alibaba.
Тренировка по измельчению подпруги была убийственна как fuk 2night. Больше к.
Практика была убийственна как fuk 2night. Еще впереди друзья. TXUFDM весь день, день. Также я хотел бы представить нового вокалиста GG Blake Sparks.
Коррозия Что такое кольцевой сварной шов? Определение из
Определение кольцевого сварного шва Что означает кольцевой сварной шов? Кольцевые сварные швы — это различные типы процессов дуговой сварки, применяемые при соединении двух труб по окружности на этапе строительства трубопровода в зависимости от простоты реализации и факторов окружающей среды.
Оборудование для сварки резервуаров Автоматическое оборудование для сварки резервуаров
ООО «Tank Welding». поставляет AGW, AVW, EGW, VUP, автомат для кольцевой сварки, трехчасовой сварочный аппарат, электрогазовый сварочный аппарат, автоматический аппарат для вертикальной сварки, автоматический багги Vert, Shell
Промывочный котел и сосуд под давлением
14 декабря 2012 · Пример: сосуд диаметром 10 футов. углеродистой стали и неоднократно ремонтировались в одной и той же области кольцевого сварного шва. Ремонтная компания хотела бы установить промывочную пластину размером 2 x 2 фута в корпусе в зоне предыдущего многократного ремонта.Можно ли вырезать часть кольцевого шва и часть материала оболочки с каждой стороны и заменить одной заподлицо?
Китай Автоматическая машина для сварки резервуаров Китай Автоматическая машина для сварки резервуаров
Автоматическая машина для сварки резервуаров, Машина для сварки резервуаров, поставщик автоматических сварочных машин в Китае, предлагающая автоматический сварочный аппарат резервуаров, Электрогазовый закрытый вертикальный сварочный аппарат с ЧПУ для резервуаров, односторонний суб- Аппарат для дуговой кольцевой сварки \ Оборудование для строительства резервуаров и так далее.
Аппарат для кольцевой сварки резервуаров LLC
Аппарат для кольцевой сварки автоматов разработан людьми, имеющими опыт строительства резервуаров. Посетите наш веб-сайт, чтобы ознакомиться с некоторыми из наших 10+ конструкций AGW, которые включают в себя легкие автоматические сварочные аппараты A.K.A. 3 часа сварщика. Доступны как стандартные конструкции, так и изготовленные по индивидуальному заказу автоматические устройства для кольцевой сварки.
Средний размер полового члена и эрекции: что в норме?
В какой-то момент вы могли задаться вопросом: каков средний размер полового члена? Исследования говорят, что средняя длина — 3.61 дюйм для вялого полового члена и 5,16 дюйма для эрегированного полового члена. Мы объясним, как определить средний половой член и размер эрекции
: что в норме?
В какой-то момент вы могли задаться вопросом: каков средний размер полового члена? Исследования показывают, что средняя длина вялого полового члена составляет 3,61 дюйма, а у
— 5,16 дюйма. использование сварки на нержавеющей стали.слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной. подробности этого можно найти в нашем новом промышленном каталоге Norton 2019 года, а также как продемонстрировал Пол Грей в видео. На данном этапе сварной шов между сплавленным металлом
Как измерить внутренний шов: 10 шагов (с изображениями) wikiHow
29 марта 2019 г. · Как измерить внутренний шов. Ваш размер по внутреннему шву важен для выбора брюк, которые вам подходят. К счастью, измерить внутренний шов очень просто.Вы можете измерить его самостоятельно, используя пару ваших
Просмотры: 1.4M
Как измерить размер полового члена для точных измерений полового члена
Как измерить половой член: Micropenis. Итак, вы измерили свой пенис и кажетесь маленьким … Микропенис используется для описания необычно маленького пениса. Один из способов определения микропениса — сначала измерить длину полового члена в эрегированном состоянии, и результат будет как минимум на 2,5 стандартных отклонения меньше, чем средний размер полового члена человека.
Как лучше удалить сварной шов? Miller Welding Discussion
14 ноября 2007 г. · Мне нужно удалить сварной шов на квадратной трубе с внутренним диаметром 5 футов 3 дюйма.Как лучше всего это сделать? Это для штанги скользящей посадки. Я думал о 2×3 с пришитым к нему шлифовальным валком из карборунда 60, скользящим назад и четвертым, как напильником.
Шлифовальные машины для бетонных кромок Xtreme Polishing Systems
КРОМКОШЛИФОВАЛЬНЫЕ СТАНКИ Кромки обычно являются наименее желательными аспектами процесса подготовки. Ручные и кромкошлифовальные станки по бетону созданы для максимального комфорта и повышения производительности. Звоните (877) 958-5264, чтобы задать вопросы и задать вопросы.
Толщина обхвата (окружности) 6 дюймов для полового члена
3 июня 2008 г. · 6 дюймов обхвата — это очень большая толщина для полового члена.Только от 1% до 2% парней имеют пенис толще 6 дюймов. Презервативы большего размера на самом деле предназначены для парней, у которых пенис больше средней окружности.
Nanjing Auto Electric Co., Ltd. автоматическая сварка
Nanjing Auto Electric Co., Ltd. Китай поставщик автоматических сварочных аппаратов, автоматических сварочных аппаратов для труб, сварочных аппаратов для резервуаров, сборных плит. Автоматическая машина для стыковой / угловой сварки. Автоматическая машина для сварки вертикальных швов.Аппарат для автоматической сварки кольцевых швов. Система изготовления трубной катушки.
GeBrax: GeBrax Damit schleift der Profi
GeBrax на Международной выставке оборудования в Кельне. GeBrax удалось зарегистрировать успешную торговую выставку с интересными и многообещающими контактами из 31 страны.
Желоба ABC
Водосточные желоба. Желоба Короб Желоб Примечание. Укажите уклон или угол крыши, указанный на чертеже. Имеющийся желоб для снега Запросите номер детали Длина Вес в обхвате Каждый T-5261 10 футов-2 дюйма 24 дюйма 19.70 # T
Автоматический кольцевой сварочный аппарат AGW, AGW I, AGW II, AGW LW для автоматического кольцевого сварочного аппарата
AGW. Аппарат для кольцевой сварки (AGW) A.K.A. (3:00, 3 O’clock Welder) выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее, чем стандартные ручные методы, сокращая время сварки резервуаров для хранения до 40%.
Фланец угловой шлифовальной машины, 2 пары запасных электрических
Фланец угловой шлифовальной машины, 2 пары запасных электрических частей фитинга угловой шлифовальной машины Внутренние внешние гайки фланца для Makita 9523 — Amazon
Отзывов: 10
Интерпретация рентгенограмм UW-51 / UW-52? ASME
26 декабря 2003 г. · 1.0 Стык обхватного шва и длинный. рентгеновский снимок шва Согласно UW 11 (a) (5) (b): должен соответствовать минимальным требованиям для точечной рентгенографии UW-52 2.0 UW-52 Включения шлака / удлиненные признаки более 2 / 3t подлежат отбраковке; в приведенном выше примере максимально допустимая индикация будет составлять 1/8 дюйма в длину.
Станок для плазменной резки с ЧПУ machine Станок для резки труб с ЧПУ 丨
Компания Jinan Huafei CNC Machinery Co.